ГОСТ 25973-83*
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРОТЯЖКИ ДЛЯ ДЕСЯТИШЛИЦЕВЫХ ОТВЕРСТИЙ
С ПРЯМОБОЧНЫМ ПРОФИЛЕМ С ЦЕНТРИРОВАНИЕМ ПО ВНУТРЕННЕМУ ДИАМЕТРУ КОМБИНИРОВАННЫЕ ПЕРЕМЕННОГО РЕЗАНИЯ
Конструкция и размеры
Combined alternatives broaches for 10 slitting holes with straightside profile
and centring at internal diameter. Design and dimensions
ОКП 39 2330
Постановлением Государственного комитета СССР по стандартам от 28 ноября 1983 г. N 5531 срок введения установлен с 01.01.86
ВЗАМЕН MH 4266-63
* ПЕРЕИЗДАНИЕ (январь 1994 г.) с Изменениями N 1, 2, утвержденными в марте 1986 г., сентябре 1987 г. (ИУС 7-86, 1-88).
1. Настоящий стандарт распространяется на комбинированные однопроходные протяжки переменного резания, универсального назначения, предназначенные для обработки десятишлицевых втулок с прямобочным профилем по ГОСТ 1139-80 с центрированием по внутреннему диаметру.
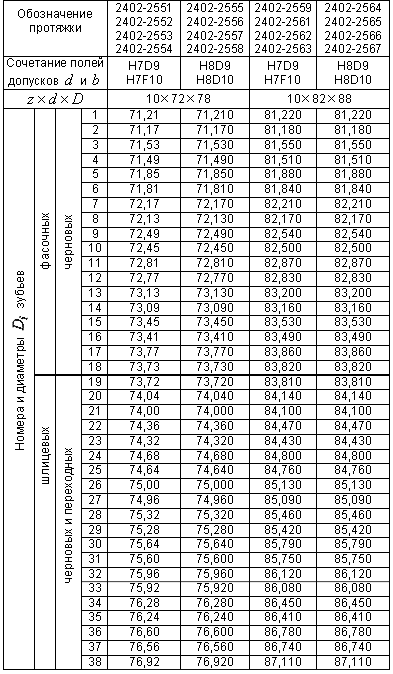
2. Основные параметры и размеры протяжек должны соответствовать указанным на черт.1, 2 и в табл.1, 2.
Схема резания Ф-Ш-К (фасочные, шлицевые и круглые зубья).
Допускается, по требованию заказчика, корректировка размеров (табл.1) и диаметров чистовых и калибрующих зубьев (табл.2)
1, 2. (Измененная редакция, Изм. N 1, 2).
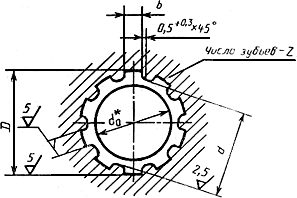
3. Размеры протягиваемого отверстия и усилие протягивания должны соответствовать указанным на черт.3 и в табл.3.
Тип 1
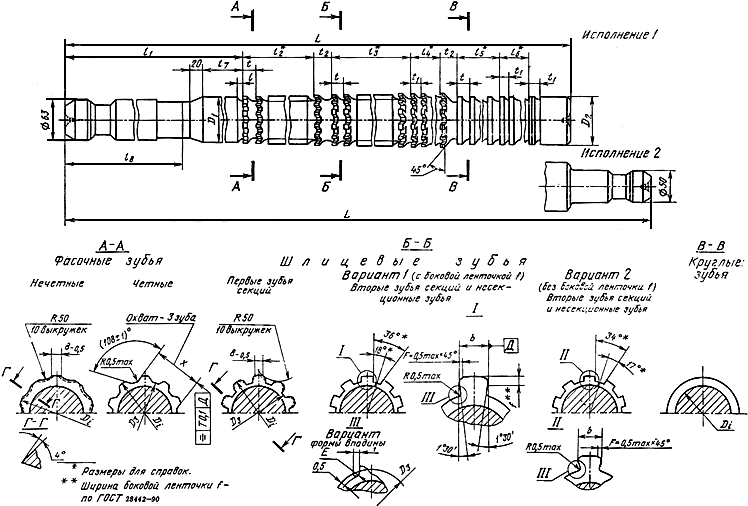
Черт.1
Тип 2
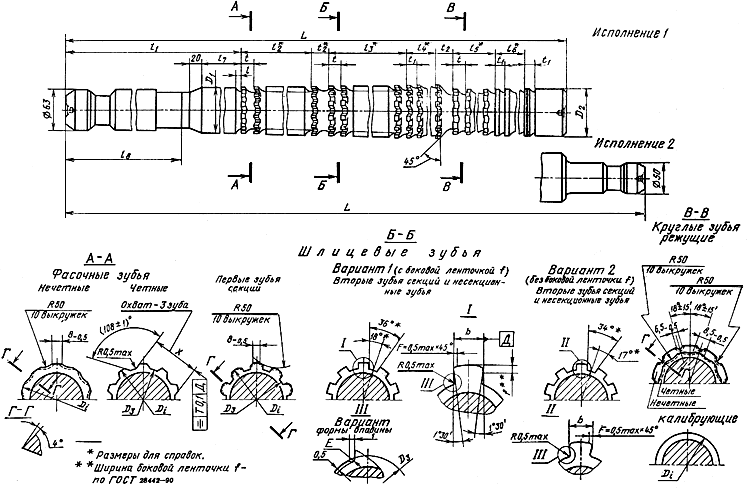
Черт.2
Таблица 1
Размеры в мм
Обозна- чение протяжки | При- меняе- мость | Ис- пол- не- ние | Тип |
| Соче- тание полей допус- ков раз- меров |
| |||||||||||||
2402-2551 | 1 | 1 | 10х72х78 | Н7D9 | 12,093 | 71 | 72 | 70,8 | 1400 | 9,5 | 395 | 238 | 434 | 70 | 56 | 120 | 60 | 300 | |
2402-2552 | 2 | 1525 | |||||||||||||||||
2402-2553 | 1 | Н7F10 | 12,086 | 1400 | |||||||||||||||
2402-2554 | 2 | 1525 | |||||||||||||||||
2402-2555 | 1 | H8D9 | 12,093 | 1400 | |||||||||||||||
2402-2556 | 2 | 1525 | |||||||||||||||||
2402-2557 | 1 | H8D10 | 12,120 | 1400 | |||||||||||||||
2402-2558 | 2 | 1525 | |||||||||||||||||
2402-2559 | 1 | 2 | 10х82х88 | H7D9 | 12,093 | 81 | 82 | 80,8 | 1425 | 392 | 406 | 98 | |||||||
2402-2561 | 2 | 1550 | |||||||||||||||||
2402-2562 | 1 | H7F10 | 12,086 | 1425 | |||||||||||||||
2402-2563 | 2 | 1550 | |||||||||||||||||
2402-2564 | 1 | H8D9 | 12,093 | 1425 | |||||||||||||||
2402-2565 | 2 | 1550 | |||||||||||||||||
2402-2566 | 1 | H8D10 | 12,120 | 1425 | |||||||||||||||
2402-2567 | 2 | 1550 |
Продолжение табл.1
Размеры в мм
Обозна- чение протяжки | Зубья черновые | Зубья чистовые |
| |||||||||||
Число зубьев | Но- мер про- филя | Число зубьев | Но- мер про- филя | |||||||||||
фасоч- ных | шли- цевых | круг- лых | шли- цевых | круг- лых | ||||||||||
2402-2551 | 18 | 31 | 4 | 14 | 10 | 8 | 13 | 10 | 7 | 21 | 52,20 | 1,07 | 0,48 | 40 |
2402-2552 | 1,17 | 0,52 | ||||||||||||
2402-2553 | 1,07 | 0,48 | ||||||||||||
2402-2554 | 1,17 | 0,52 | ||||||||||||
2402-2555 | 1,07 | 0,48 | ||||||||||||
2402-2556 | 1,17 | 0,52 | ||||||||||||
2402-2557 | 1,07 | 0,48 | ||||||||||||
2402-2558 | 1,17 | 0,52 | ||||||||||||
2402-2559 | 29 | 7 | 22 | 58,18 | 1,10 | 0,50 | 39 | |||||||
2402-2561 | 1,20 | 0,54 | ||||||||||||
2402-2562 | 1,10 | 0,50 | ||||||||||||
2402-2563 | 1,20 | 0,54 | ||||||||||||
2402-2564 | 1,10 | 0,50 | ||||||||||||
2402-2565 | 1,20 | 0,54 | ||||||||||||
2402-2566 | 1,10 | 0,50 | ||||||||||||
2402-2567 | 1,20 | 0,54 | ||||||||||||
Примечания:
1. и
- величины подъема заднего центра на длине
при шлифовании фасонным кругом боковых поверхностей, соответственно фасочных и шлицевых (вариант 2) зубьев.
2. Диаметр относится к первому фасочному и к первому шлицевому зубьям.
3. Размер относится к последнему фасочному зубу.
4. Полный размер фаски - на калибрующих зубьях. Номер последнего режущего зуба без следов фаски -
.
5. В протяжках по варианту 2 ширина шлица должна быть выдержана на зубьях без следов фаски
.
6. Размеры профиля (глубина и радиусы) зубьев с шагом одинаковы с размерами профиля зубьев с шагом
.
7. Допускается выполнение впадины зуба с канадкой .
Пример условного обозначения протяжки длиной =1400 мм для шлицевого соединения с числом зубьев
=10, внутренним диаметром
=72 мм, наружным диаметром
=78 мм, шириной зуба
=12 мм, с центрированием по внутреннему диаметру, с посадкой по центрирующему диаметру Н7 и размеру
D9, группы заточки II, исполнения 1:
Протяжка 2402-2551 II ГОСТ 25973- 83
То же, протяжки с откорректированными исполнительными размерами:
Протяжка 2402-2551 К II ГОСТ 25973-83
Таблица 2
Размеры в мм
Продолжение табл.2
Размеры в мм
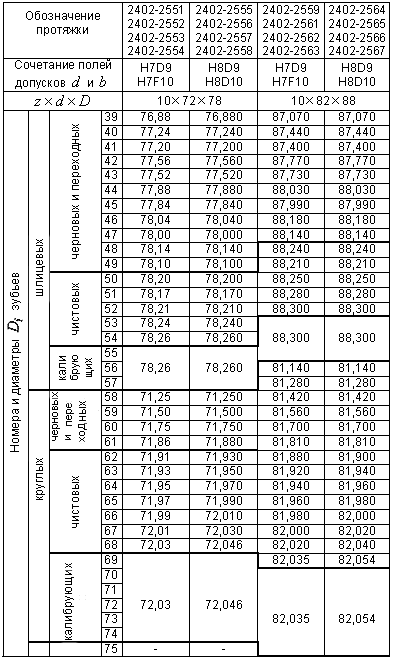
________________
* Диаметр отверстия до протягивания (для справок).
Черт.3
Таблица 3
Размеры в мм
Обозна- чение протяжки |
| Сочетание полей допусков размеров |
| Длина протягивания | Усилие протягивания | ||||
Сталь и алюминиевые сплавы | Чугун, бронза, латунь, медь | 20° | 15° | 10° | |||||
2402-2551 | 10 | H7D9 | 12 | 71 | 38-80 | 38-95 | 229260 (23370) | 250550 (25540) | 269340 (27455) |
2402-2552 | |||||||||
2402-2553 | Н7F10 | ||||||||
2402-2554 | |||||||||
2402-2555 | H8D9 | ||||||||
2402-2556 | |||||||||
2402-2557 | H8D10 | ||||||||
2402-2558 | |||||||||
2402-2559 | 10 | H7D9 | 81 | 40-77 | 40-100 | 181142 (18465) | 197966 (20180) | 212818 (21694) | |
2402-2561 | |||||||||
2402-2562 | H7F10 | ||||||||
2402-2563 | |||||||||
2402-2564 | H8D9 | ||||||||
2402-2565 | |||||||||
2402-2566 | H8D10 | ||||||||
2402-2567 | |||||||||
Примечание. Поле допуска размера - H12.
4. Наибольшие расчетные усилия протягивания указаны для обработки деталей из стали I-IV групп обрабатываемости в отожженном, нормализованном и горячекатаном состоянии - по ГОСТ 20365-74.
Для определения усилия протягивания для закаленных сталей и других материалов величину следует умножить на коэффициент
, указанный в ГОСТ 25969-83.
5. Центровые отверстия - по ГОСТ 14034-74, форма В или Т.
6. Хвостовики - по ГОСТ 4044-70, тип 2 исполнение 1.
Хвостовики типа 2 исполнений 2, 3, 4 изготовляются по заказу потребителя.
Лыски на хвостовиках должны располагаться перпендикулярно оси впадины профиля протяжки.
Допуск перпендикулярности на 10 мм ширины лыски не должен превышать 0,015 мм.
7. Неуказанные предельные отклонения размеров: отверстий Н16, валов h16, остальных ![]() .
.
(Измененная редакция, Изм. N 2).
8. Форма и размеры профиля зубьев протяжек, группы заточки и форма передней грани зубьев протяжек - по ГОСТ 20365-74.
9. Задний угол зубьев протяжек должен быть:
черновых и переходных | 3° | |||
чистовых | 2° | |||
калибрующих | 1° | |||
10. Пределы длины протягивания заготовок из чугуна, бронзы и латуни - справочные.
Для протягивания заготовок из этих материалов с длиной протягивания, превышающей верхний предел длин протягивания по стали, следует заказывать специальные протяжки с увеличенной длиной до первого зуба и соответственно общей длиной протяжки.
Примечание. Длины протягивания указаны для протяжек из быстрорежущей стали по ГОСТ 19265-73 и стали марки ХВГ по ГОСТ 5950-73.
11. Протяжки для сочетаний полей допусков H7D9 и H8D9 изготовлять без боковой ленточки не рекомендуется.
12. Типовой чертеж протяжки указан в справочном приложении к ГОСТ 25974-83.
13. Технические требования - по ГОСТ 28442-90.
Текст документа сверен по:
Протяжки для шлицевых отверстий с прямобочным профилем
с центрированием по внутреннему диаметру комбинированные
переменного резания. Конструкция и размеры. Сб. ГОСТов. -
М.: Издательство стандартов, 1994
