ГОСТ 24822-81
Группа Г23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОТЯЖКИ ДЛЯ ДЕСЯТИШЛИЦЕВЫХ ОТВЕРСТИЙ С ПРЯМОБОЧНЫМ ПРОФИЛЕМ
С ЦЕНТРИРОВАНИЕМ ПО НАРУЖНОМУ ДИАМЕТРУ КОМБИНИРОВАННЫЕ
ПЕРЕМЕННОГО РЕЗАНИЯ
Конструкция и размеры
Broaches combined for 10-slitting holes with straightside profile and centring
at outside diameter, alternatives. Design and dimensions
МКС 25.100.25
ОКП 39 2330
Дата введения 1983-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 05.06.81 N 2856
3. ВЗАМЕН МН 4254-63
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
1 | |
6 | |
11 | |
5 | |
11 | |
4, 9 | |
4 | |
13 | |
14 |
5. ИЗДАНИЕ (май 2004 г.) с Изменениями N 1, 2, утвержденными в марте 1986 г., сентябре 1987 г. (ИУС 7-86, 1-88)
1. Настоящий стандарт распространяется на комбинированные однопроходные протяжки переменного резания универсального назначения, предназначенные для обработки десятишлицевых втулок с прямобочным профилем по ГОСТ 1139 с центрированием по наружному диаметру.
(Измененная редакция, Изм. N 1).
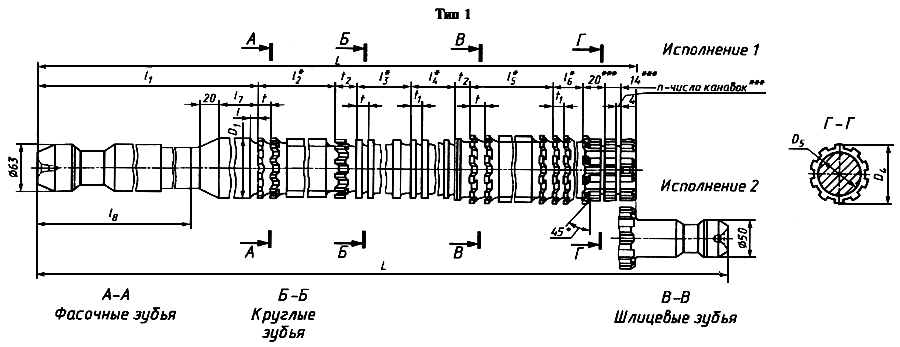
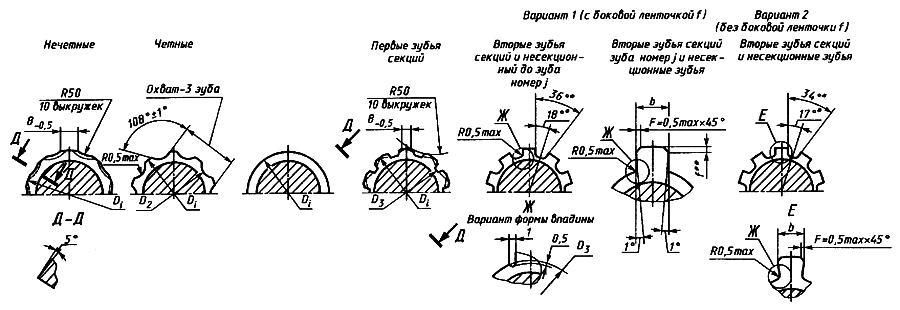
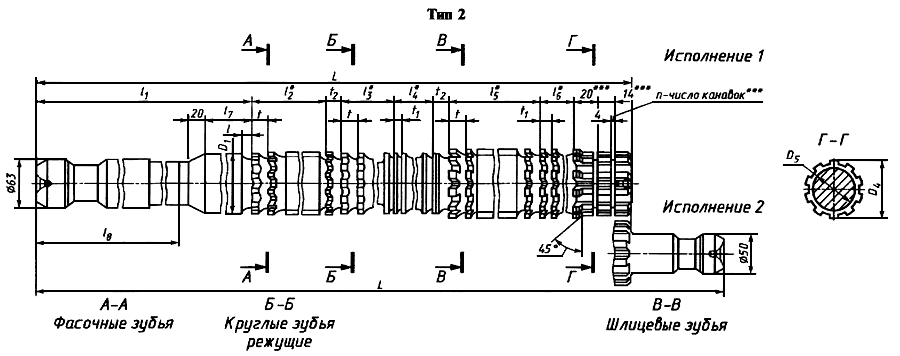
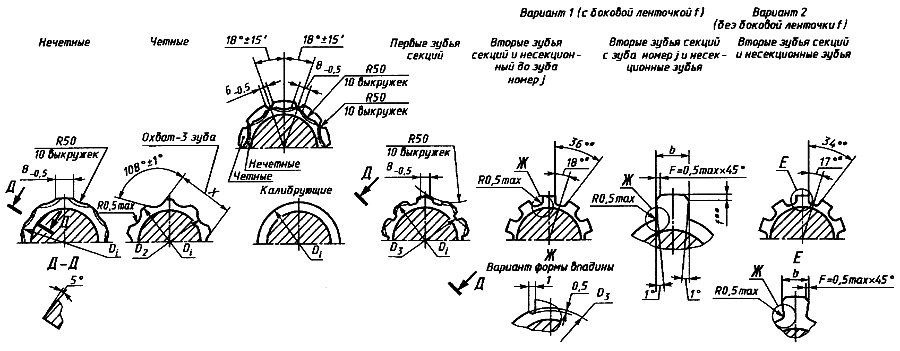
2. Основные параметры и размеры протяжек должны соответствовать указанным на черт.1, 2 и в табл.1, 2, схема резания Ф-К-Ш (фасочные, круглые и шлицевые зубья).
|
|
__________________
* Размеры для справок.
** Ширина боковой ленточки f - по ГОСТ 28442.
*** Размеры и параметр рекомендуемые.
Черт.1
|
|
________________
* Размеры для справок.
** Ширина боковой ленточки f - по ГОСТ 28442.
*** Размеры и параметр рекомендуемые.
Черт.2
Допускается по требованию заказчика корректировка размеров (табл.1) и диаметров чистовых и калибрующих зубьев (табл.2).
Таблица 1
Размеры в мм
Обозна | При- | Ис- пол- не- ние | Тип |
| Соче- тание полей допус- ков |
| |||||||||||||||
2402-1551 | 1 | H7D9 | 12,093 | 1325 | |||||||||||||||||
2402-1552 | 2 | 1450 | |||||||||||||||||||
2402-1553 | 1 | H7F10 | 12,081 | 1325 | |||||||||||||||||
2402-1554 | 2 | 1450 | 9,5 | 395 | 210 | 42 | 50 | 406 | 130 | 60 | 300 | ||||||||||
2402-1555 | 1 | H8F8 | 12,043 | 1325 | |||||||||||||||||
2402-1556 | 2 | 1450 | |||||||||||||||||||
2402-1557 | 1 | 1 | 10x72x78 | H8D9 | 71,5 | 71,4 | 71,9 | 75 | 70 | 1325 | |||||||||||
2402-1558 | 2 |
| 1450 | ||||||||||||||||||
2402-1559 | 1 | H7D9 | 1400 | ||||||||||||||||||
2402-1561 | 2 | 1525 | |||||||||||||||||||
2402-1562 | 1 | H7F10 | 12,081 | 1400 | |||||||||||||||||
2402-1563 | 2 | 1525 | 420 | 208 | 32 | 432 | 80 | ||||||||||||||
2402-1564 | 1 | H8F8 | 12,043 | 1400 | |||||||||||||||||
2402-1565 | 2 | 1525 | |||||||||||||||||||
2402-1566 | 1 | H8D9 | 1400 | ||||||||||||||||||
2402-1567 | 2 |
| 1525 | 11 | 55 | 143 | 310 | ||||||||||||||
2402-1568 | 1 | H7D9 | 1325 | ||||||||||||||||||
2402-1569 | 2 | 1450 | |||||||||||||||||||
2402-1571 | 1 | H7F10 | 12,081 | 1325 | |||||||||||||||||
2402-1572 | 2 | 2 | 10x82x88 | 81,5 | 81,4 | 81,9 | 85 | 80 | 1450 | 405 | 176 | 64 | 400 | 60 | |||||||
2402-1573 | 1 | H8F8 | 12,043 | 1325 | |||||||||||||||||
2402-1574 | 2 | 1450 | |||||||||||||||||||
2402-1575 | 1 | H8D9 | 12,093 | 1325 | |||||||||||||||||
2402-1576 | 2 | 1450 |
Продолжение табл.1
Обозна- чение протяжки | Зубья с крупным шагом | Зубья с мелким шагом | ||||||||||||||
Число зубьев черновых и переходных | Номер профи- | Число зубьев чистовых и калибрующих | Номер профи- ля |
| ||||||||||||
фасоч- ных | круг- лых | шлице- | круг- лых | шлице- | ||||||||||||
2402-1551 | 1,02 | 0,71 | ||||||||||||||
2402-1552 | 1,11 | 0,77 | ||||||||||||||
2402-1553 | 1,02 | 0,71 | ||||||||||||||
2402-1554 | 16 | 3 | 29 | 14 | 10 | 10 | 7 | 52,28 | 1,11 | 0,77 | 34 | 44 | 3 | |||
2402-1555 | 1,02 | 0,71 | ||||||||||||||
2402-1556 | 1,11 | 0,77 | ||||||||||||||
2402-1557 | 1,02 | 0,71 | ||||||||||||||
2402-1558 | 1,11 | 0,77 | ||||||||||||||
2402-1559 | 6 | 14 |
|
| 18 | 1,06 | 0,74 | |||||||||
2402-1561 | 1,15 | 0,80 | ||||||||||||||
2402-1562 | 1,06 | 0,74 | ||||||||||||||
2402-1563 | 14 | 2 | 27 | 52,29 | 1,15 | 0,80 | 29 | 39 | 4 | |||||||
2402-1564 | 1,06 | 0,74 | ||||||||||||||
2402-1565 | 1,15 | 0,80 | ||||||||||||||
2402-1566 | 16 | 11 | 11 | 8 | 1,06 | 0,74 | ||||||||||
2402-1567 | 1,15 | 0,80 | ||||||||||||||
2402-1568 | 1,09 | 0,77 | ||||||||||||||
2402-1569 | 1,19 | 0,84 | ||||||||||||||
2402-1571 | 1,09 | 0,77 | ||||||||||||||
2402-1572 | 12 | 4 | 25 | 58,29 | 1,19 | 0,84 | 31 | 41 | 2 | |||||||
2402-1573 | 1,09 | 0,77 | ||||||||||||||
2402-1574 | 1,19 | 0,84 | ||||||||||||||
2402-1575 | 1,09 | 0,77 | ||||||||||||||
2402-1576 | 1,19 | 0,84 | ||||||||||||||
Пример условного обозначения протяжки длиной =1325 мм для шлицевого соединения с числом зубьев
=10, внутренним диаметром
=72 мм, наружным диаметром
=78 мм, шириной зуба
=12 мм, с центрированием по наружному диаметру, с посадкой по центрирующему диаметру Н7 и по размеру
F10, группы заточки II, исполнения 1:
Протяжка 2402-1553 II ГОСТ 24822-81
То же, протяжки с откорректированными исполнительными размерами:
Протяжка 2402-1553К II ГОСТ 24822-81
Примечания:
1. и
- величины подъема заднего центра на длине
при шлифовании фасонным кругом боковых поверхностей, соответственно фасочных и шлицевых (вариант 2) зубьев.
2. Диаметры и
относятся соответственно к первому фасочному и к первому шлицевому зубьям.
3. Размер относится к последнему фасочному зубу.
4. Полный размер фаски - на калибрующих зубьях. Номер последнего режущего зуба без следов фаски -
.
5. В протяжках по варианту 2 ширина шлица должна быть выдержана на зубьях без следов фаски
.
6. Размеры профиля (глубина и радиусы) зубьев с шагом одинаковы с размерами профиля зубьев с шагом
.
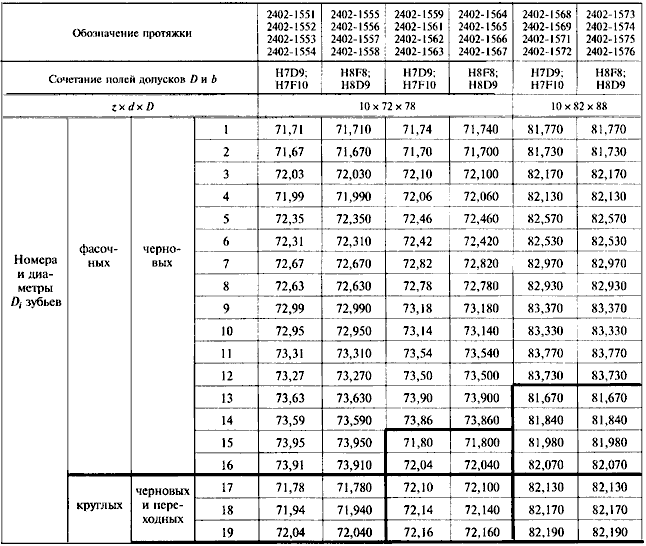
Таблица 2
Размеры в мм
|
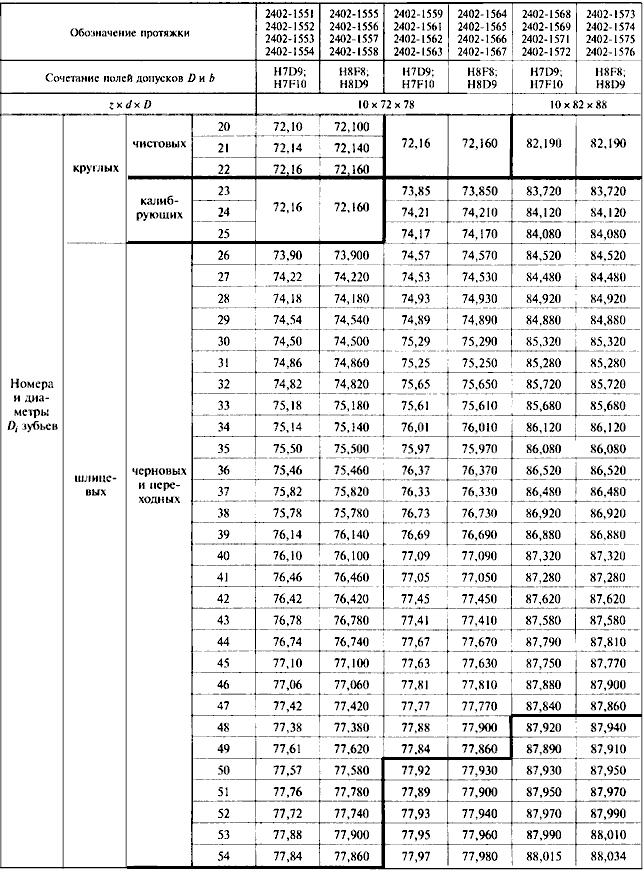
Продолжение табл.2
Размеры в мм
|
Продолжение табл.2
Размеры в мм
|
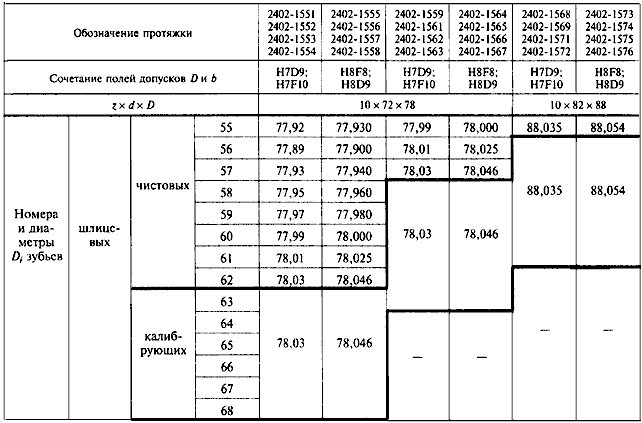
(Измененная редакция, Изм. N 1, 2).
3. Размеры протягиваемого отверстия и усилие протягивания должны соответствовать указанным на черт.3 и в табл.3.
|
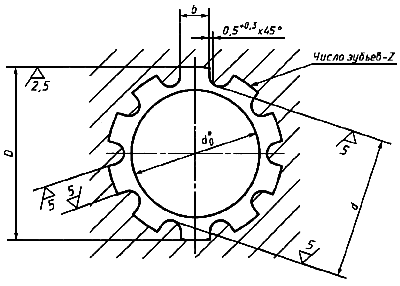
Черт.3
________________
* Размер для справок.
Таблица 3
Размеры в мм
Обозна |
| Сочетание полей допусков |
| Длина протягивания | Усилие протягивания | ||||
Сталь и алюми- ниевые сплавы | Чугун, бронза, | 20° | 15° | 10° | |||||
2402-1551 | H7D9 | ||||||||
2402-1552 | |||||||||
2402-1553 | H7F10 | ||||||||
2402-1554 | 45-80 | 45-105 | 199630 (20350) | 218150 (22240) | 234520 (23900) | ||||
2402-1555 | H8F8 | ||||||||
2402-1556 | |||||||||
2402-1557 | 10x72x78 | H8D9 | 71,5 | ||||||
2402-1558 | |||||||||
2402-1559 | H7D9 | 12 | |||||||
2402-1561 | |||||||||
2402-1562 | H7F10 | 55-105 | 55-130 | 256270 (26120) | 280030 (28550) | 301040 (30690) | |||
2402-1563 | |||||||||
2402-1564 | H8F8 | ||||||||
2402-1565 | |||||||||
2402-1566 | H8D9 | ||||||||
2402-1567 | |||||||||
2402-1568 | H7D9 | ||||||||
2402-1569 | |||||||||
2402-1571 | H7F10 | ||||||||
2402-1572 | 10x82x88 | 81,5 | 50-90 | 50-115 | 235045 (23960) | 256920 (26190) | 276150 (28150) | ||
2402-1573 | H8F8 | ||||||||
2402-1574 | |||||||||
2402-1575 | H8D9 | ||||||||
2402-1576 | |||||||||
Примечание. Поле допуска размера - H11.
4. Наибольшие расчетные усилия протягивания указаны для обработки деталей из стали I-IV групп обрабатываемости в состоянии поставки.
Для определения усилия протягивания для закаленных сталей и других материалов величину следует умножить на коэффициент
, указанный в ГОСТ 24818.
Примечание. Группы обрабатываемости протягиваемых материалов указаны в ГОСТ 20365.
5. Центровые отверстия - по ГОСТ 14034, форма В или Т.
6. Хвостовики - по ГОСТ 4044, тип 2, исполнение 1.
Хвостовики типа 2, исполнений 2, 3 и 4 изготовляются по заказу потребителя.
7. Неуказанные предельные отклонения размеров: отверстий - Н16, валов - h16, остальных - ![]() .
.
(Измененная редакция, Изм. N 2).
8. Допуск симметричности боковых поверхностей фасочных зубьев относительно боковых поверхностей шлицевых зубьев не должен превышать 0,05 мм.
9. Форма и размеры профиля зубьев протяжек, группы заточки и форма передней грани зубьев протяжек - по ГОСТ 20365.
10. Задний угол зубьев протяжек должен быть:
3° - черновых и переходных;
2° - чистовых;
1° - калибрующих.
11. Пределы длины протягивания заготовок из чугуна, бронзы и латуни - справочные. Для протягивания заготовок из этих материалов с длиной протягивания, превышающей верхний предел длин протягивания по стали, следует заказывать специальные протяжки с увеличенной длиной до первого зуба и соответственно общей длиной протяжки.
Примечание. Длины протягивания указаны для протяжек из быстрорежущей стали по ГОСТ 19265 и стали марки ХВГ по ГОСТ 5950.
12. Протяжки для сочетаний полей допусков H7D9, H8D9 и H8F8 изготовлять без боковой ленточки f не рекомендуется.
13. Типовой чертеж протяжки указан в приложении к ГОСТ 24823.
14. Технические требования - по ГОСТ 28442.
Текст документа сверен по:
М.: ИПК Издательство стандартов, 2004
