ГОСТ 24437-93
Группа Г24
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОТВЕРТКИ СЛЕСАРНО-МОНТАЖНЫЕ. РАБОЧАЯ ЧАСТЬ ОТВЕРТОК
ДЛЯ ВИНТОВ И ШУРУПОВ С ПРЯМЫМ ШЛИЦЕМ
Размеры
Screwdrivers for fitting and assembling. Blades of screwdrivers
for slotted screws and woodscrews. Dimensions
ОКС 25.140*
ОКП 39 2660
____________________
* В указателе "Национальные стандарты" 2006 год
ОКС 25.140.30. - Примечание "КОДЕКС".
Дата введения 1996-07-01
1 РАЗРАБОТАН Российской Федерацией
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 15.04.94 (отчет Технического секретариата N 2)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Республика Армения | Армгосстандарт |
Республика Беларусь | Белстандарт |
Республика Казахстан | Госстандарт Республики Казахстан |
Киргизская Республика | Киргизстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Туркменистан | Туркменглавгосинспекция |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3 Настоящий стандарт соответствует международному стандарту ИСО 2380-89 "Отвертки для винтов со шлицевой головкой. Часть I. Рабочие концы ручных и механизированных отверток" в части размеров рабочей части отверток
4 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 25 января 1996 г. N 33 межгосударственный стандарт ГОСТ 24437-93 введен непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 1996 г.
5 ВЗАМЕН ГОСТ 24437-80
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает форму и размеры рабочей части ручных и механизированных отверток для винтов и шурупов с прямым шлицем.
Требования стандарта являются обязательными.
2 ФОРМА И РАЗМЕРЫ РАБОЧЕЙ ЧАСТИ ОТВЕРТОК
2.1 Рабочая часть ручных отверток должна изготовляться следующих типов и исполнений:
1 - прямой бочкообразной формы;
2 - с параллельными плоскостями;
3 - клинообразной формы для винтов с головкой (исполнений А и В);
4 - клинообразной формы для винтов без головки;
5 - клинообразной формы для круглых гаек со шлицем на торце (исполнений А и В);
6 - клинообразной формы (исполнений А и В).
2.2 Рабочая часть механизированных отверток должна изготовляться типа 6 (исполнение С).
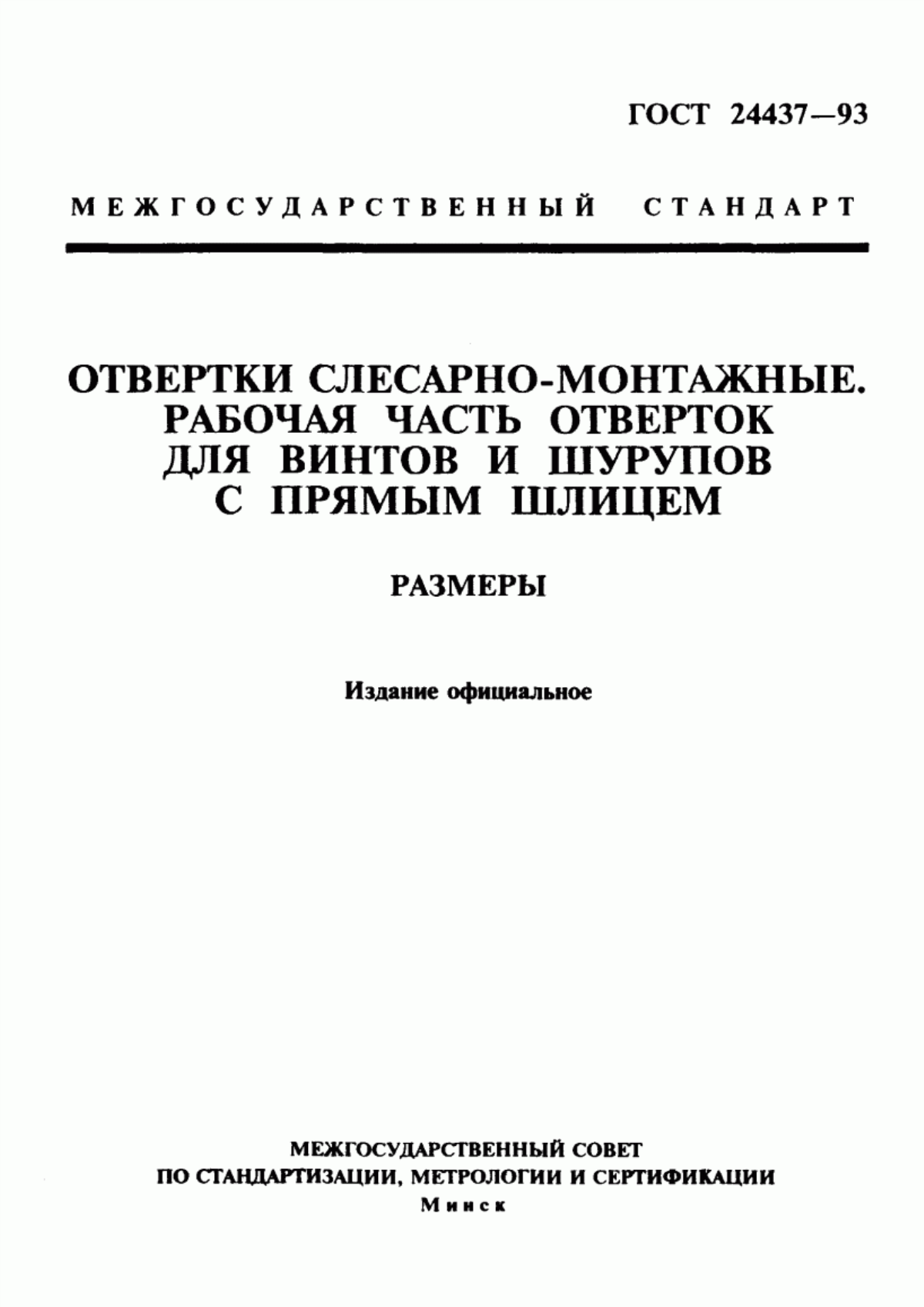
2.3 Основные размеры рабочей части отверток типов 1 и 2 должны соответствовать указанным на рисунке 1 и в таблице 1, типов 3 и 4 - на рисунке 2 и в таблице 2, типа 5 - на рисунке 3 и в таблице 3, типа 6 исполнений А и В - на рисунке 4 и в таблице 4, типа 6 исполнения С - на рисунке 4 и в таблице 5.
Тип 1
|
|
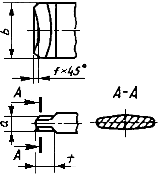
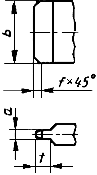
Рисунок 1
Таблица 1
Размеры в мм
|
| |||
Номин. | Пред.откл. | |||
0,25 | +0,06 | 1,7 | 0,3 | 0,5 |
0,30 | 2,0 | |||
0,40 | 2,5 | 0,7 | ||
0,50 | 3,5 | 1,0 | ||
0,60 | 4,0 | 1,1 | ||
0,80 | 5,5 | 0,6 | 1,6 | |
1,00 | 6,5 | 2,0 | ||
1,20 | +0,06 | 8,0 | 2,3 | |
1,60 | 10,0 | 0,9 | 2,7 | |
2,00 | 13,0 | 1,0 | 3,6 | |
2,50 | 16,0 | 1,1 | 4,5 | |
3,00 | 18,0 | 6,0 | ||
4,00 | +0,07 | 23,0 | 8,0 | |
5,00 | +0,07 | 28,0 | 9,0 | |
Тип 3
Тип 4
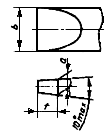
Рисунок 2
_____________________
* Размер для справок
Таблица 2
Размеры в мм
|
| |||||
тип 3 исполнений | тип 4 | |||||
Номин. | Пред.откл. | 3 | 4 | A | B | |
0,25 | +0,06 | 1,7 | 0,8 | 0,10 | 0,35 | 0,10 |
0,30 | 2,0 | - | ||||
0,40 | 2,5 | 1,6 | 0,15 | 0,40 | 0,15 | |
0,50 | 3,5 | 2,3 | 0,20 | 1,00 | 0,20 | |
0,60 | 4,0 | 2,8 | 0,25 | 0,25 | ||
0,80 | 5,5 | 3,5 | 0,40 | 1,10 | 0,40 | |
1,00 | 6,5 | 4,5 | 0,60 | 1,20 | 0,60 | |
1,20 | +0,06 | 8,0 | 6,0 | 1,90 | ||
1,60 | 10,0 | 8,0 | 0,75 | 2,0 | 0,75 | |
2,00 | 13,0 | 9,0 | 1,20 | 2,20 | 1,20 | |
2,50 | 16,0 | 11,0 | 1,60 | 2,40 | 1,60 | |
3,00 | 18,0 | 13,0 | 2,50 | 2,60 | 2,50 | |
4,00 | +0,07 | 23,0 | - | 2,80 | 2,90 | 2,80 |
5,00 | +0,07 | 28,0 | - | 3,20 | 3,30 | 3,20 |
Тип 5
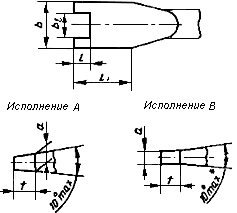
Рисунок 3
____________________
* Размер для справок
Таблица 3
Размеры в мм
Исполнение |
|
| |||||
Номин. | Пред.откл. | Не менее | |||||
А | 0,3 | +0,06 | 3,2 | 1,2 | 0,4 | 1,6 | 8 |
0,5 | 4,0 | 1,6 | 0,6 | 2,0 | |||
A; B | 1,0 | 4,5 | 2,0 | 0,7 | 2,5 | 12 | |
6,3 | 2,5 | 3,2 | |||||
1,2 | +0,06 | 3,2 | 0,9 | 4,0 | |||
1,4 | 10,0 | 4,0 | 1,3 | 5,0 | |||
2,0 | 5,0 | 1,5 | 6,3 | 16 | |||
2,8 | 12,0 | 6,3 | 2,3 | 8,0 | |||
3,0 | 16,0 | 8,0 | 3,0 | 10,0 | 20 | ||
3,5 | 20,0 | 10,0 | 3,5 | 12,0 | |||
Тип 6
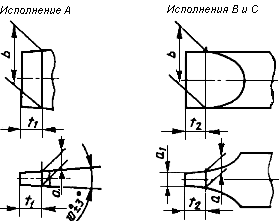
Рисунок 4
Таблица 4
Размеры в мм
|
| ||||
Номин. | Пред.откл. | ||||
0,4 | +0,06 | 2 | 0,2 | 0,3 | 0,7 |
2,5 | |||||
0,5 | 3 | 0,3 | 0,4 | 0,9 | |
0,6 | 3,5 | 0,4 | 0,5 | 1,1 | |
0,8 | +0,06 | 4 | 0,5 | 0,6 | 1,4 |
1 | 5,5 | 0,6 | 0,8 | 1,8 | |
1,2 | 6,5 | 0,7 | 1 | 2,2 | |
8 | |||||
1,6 | ±0,06 | 8 | 1 | 1,3 | 2,9 |
10 | |||||
2 | 12 | 1,2 | 1,6 | 3,6 | |
2,5 | 14 | 1,5 | 2 | 4,5 | |
_________________
* ![]()
Таблица 5
Размеры в мм
| |||||
Номин. | Пред.откл. | Номин. | Пред.откл. | ||
0,4 | k10 | 2 | h11 | 0,3 | 0,7 |
2,5 | |||||
0,5 | 3 | 0,4 | 0,9 | ||
4 | |||||
0,6 | 3,5 | 0,5 | 1,1 | ||
4,5 | |||||
0,8 | 4 | 0,6 | 1,4 | ||
5,5 | |||||
1 | 5,5 | 0,8 | 1,8 | ||
1,2 | js11 | 6,5 | h12 | 1 | 2,2 |
8 | |||||
1,6 | 8 | 1,3 | 2,9 | ||
10 | |||||
2 | 12 | 1,6 | 3,6 | ||
2,5 | 14 | 2 | 4,5 | ||
________________
* ![]()
ПРИЛОЖЕНИЕ А
(справочное)
СООТВЕТСТВИЕ НАСТОЯЩЕГО СТАНДАРТА
МЕЖДУНАРОДНОМУ СТАНДАРТУ ИСО 2380-89
Типы и размеры рабочей части отверток для винтов и шурупов с прямым шлицем, установленные в настоящем стандарте, полностью соответствуют требованиям международного стандарта ИСО 2380-89 в части размеров.
В настоящем стандарте дополнительно по отношению к стандарту ИСО 2380-89 регламентированы размеры рабочей части отверток прямой бочкообразной формы, с параллельными плоскостями, клинообразной формы для винтов без головки и клинообразной формы для круглых гаек со шлицем на торце.
Текст документа сверен по:
М.: ИПК Издательство стандартов, 1996
