
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
КЛЮЧИ ТРУБНЫЕ НАКИДНЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 19733—74
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
УДК 624.803.6: 006.354 Группа Г24
7813-0010
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КЛЮЧИ ТРУВНЫЕ НАКИДНЫЕ
Технические успоаия
Pipe point opening socket wrenches. Specifications
гост
19733-74* *
Взамен
ОСТ HKTM 6814—39
Постановлением Государственного комитета стандартов Совета Министров СССР от 26 апреля 1974 г. Ий 1003 срок введения установлен
с 01.01. 1975 г.
Проверен в 1980 г. Срок действия продлен до 01.01. 1986 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на трубные накидные ключи, предназначенные для захватывания и вращения труб и соединительных частей трубопроводов с наружным диаметром от 10 до 90 мм.
1. ОСНОВНЫЕ РАЗМЕРЫ
1.1. Основные размеры ключей должны соответствовать указанным на чертеже и в табл. 1.
Издание официальное Перепечатка воспрещена
★
* Переиздание ноябрь 1980 г, с Изменением М 1, утвержденным в ноябре 1980 г. {ИУС 1—1981 г.).
© Издательство стандартов, 1982

о
n
w
■^O Г£-CCZ6» X
Обозначение ключей | Применяе мость | Диаметры труб, зажимаемых ключом | L | L, | н | я, | в | |||
Пред. откл. /s 17 CT СЭВ 1Т*7 144—75 ± 2 | |||||||
7813-0014 | 10—36 | 124 | 400 | 75 | 50 | 20 | |
7813-0012 | 20—63 | 186 | 520 | 107 | 70 | 24 | |
7813-0013 | 25—90 | 24*8 | 650 | 145 | 98 | 28 |
Пример условного обозначения трубного накидного ключа для труб диаметром 20—63 мм н покрытием Хим, Фос. прм: Ключ 7813-0012 Хим. Фос. прм ГОСТ 19733—74
(Измененная редакция, Изм. № 1).
1.2. Конструкция и размеры деталей ключей указаны в рекомендуемом приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Ключи должны быть изготовлены из стали марки 45 по ГОСТ 1050—74.
Допускается применять сталь других марок с механическими свойствами в термически обработанном состоянии не ниже, чем у стали марки 45.
2.2. Твердость зажимных поверхностей рабочей части ключей на глубине не менее 1,5 высоты зубцов должна быть HRC 46 ...52, остальных частей ключа HRC 35 . . . 42.
2.3. Ключи должны иметь прочность, определяемую испытательными крутящими моментами, указанными в табл. 2.
Таблица 2
Диаметры труб, зажимаемых ключом, мм | | Испытательные крутящие моменты, не менее | |
j Н • м | кгс • м | |
10—36 | 147,1 | 15 |
20—63 | 882,6 | 39 |
25—90 | 549,4 | 56 |
2.4. Вершины зубцов рабочей части ключей должны быть острыми. Притупление вершин зубцов не должно быть более 0,3 мм.
2.5. Шарнирное соединение накидной скобы и гайки должно обеспечивать их плавное вращение вокруг оси без заеданий.
2.6. Предельные отклонения размеров элементов резьбы — по 3-му классу ГОСТ 9562—75.
2.7. Шероховатость обработанных поверхностей ключа по ГОСТ 2789—73 должна быть не более Rz 20 мкм, а необработанных поверхностей — Rz 40 мкм.
2.8. На поверхностях ключей, не подвергаемых механической обработке, не допускаются местные дефекты горячей обработки, снижающие прочность и ухудшающие внешний вид ключей.
Расслоения, трещины, закаты, заковы, плены и другие подобные им дефекты не допускаются.
2.9. Детали ключей должны иметь одно из защитно-декоративных покрытий, указанных в табл. 3. Обозначение металлических покрытий — но ГОСТ 9.073—77, лакокрасочных покрытий — по ГОСТ 9 032—74.
Ключи, выпускаемые для продажи через розничную торговую сеть, аттестованные на государственный Знак качества, должны иметь защитно-декоративные покрытия, соответствующие группе условий эксплуатации по ГОСТ 14007—68 не ниже средней:
Таблица 3
Группа условий эксплуатации по ГОСТ 14007—68 | Вид покрытия | Обозначение |
Легкая | Окисное с промасливанием | Хим. Оке. прм |
Фосфатное с промасливанием | Хим. Фос. прм | |
Средняя | Цинковое толщиной 15 мкм, хроматиро-ванное | Ц Г5. хр |
Фосфатное с последующей окраской наружных поверхностей ключей или отдельных деталей (кроме зубцов и резьбы) нит-роглифталевой эмалью НЦ-132 (или пен-тафталевой эмалью ПФ-115) разных цветов по III классу | Хим, Фос. | |
Эм. НЦ-132 разн. цвет III | ||
Жесткая и очень жесткая | Кадмиевое толщиной 21 мкм, хроматиро-ванное | Кд 21. хр |
Примечание. Допускается применять другие виды защитно-декоративных покрытий, по свойствам не уступающим покрытиям, указанным в табл. 3.
(Измененная редакция, Изм. № 1).
2.10. Технические требования к качеству покрытий — по ГОСТ 9,301—78 и ГОСТ 9.032—74.
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия ключей требованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные, периодические и типовые испытания,
3.2. Приемо-сдаточные испытаний должны проводиться выборочно в объеме, указанном в табл. 4.
Результаты испытаний распространяются на всю партию.
Партия должна состоять из ключей одного типоразмера и марки стали, прошедших обработку по одному технологическому процессу и одновременно предъявленных к приемке.
3.3. Периодические испытания должны проводиться не менее чем на 10 ключах не реже двух раз в год.
Таблица 4
Объем выборок при проверке требований | ||
Объем партии, шт. | пп. 2.2—2 4, 2 9, не менее | пп. 2.5—2.9, 2.10 |
---■>, 1 -......... До 50 | 3 шт. | 8%, но не менее 3 шт. |
Св. 50 до 150 Св. 150 до 500 | 5 шт. | 6%, но не менее 6 шт. 4%, но не менее 12 шт. |
Св. 500 до 1500 Св. 1500 до 5000 | 10 шт. | 2%, но не менее 20 шт. 1 %, нр не менее 32 шт. |
Св. 5000 | 15 шт. | 0,5%, но не менее 50 шт. |
3.4. Типовые испытания должны проводиться после полного или частичного изменения конструкции, исходных материалов или технологического процесса изготовления ключей.
3.5. Типовые испытания проводятся не менее чем на 20 ключах.
3.6. При периодических и типовых испытаниях ключи должны проверяться на соответствие всем требованиям настоящего стандарта.
3.7. Результаты типовых и периодических испытаний должны быть оформлены в виде протокола. По требованию потребителя предприятие-изготовитель должно предъявить протокол испытаний.
3.8. При неудовлетворительных результатах хотя бы по одному из показателей проводят повторные испытания на удвоенном количестве ключей из той же партии.
Результаты повторных испытаний являются окончательными.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Размеры и шероховатость поверхностей ключей должны Проверяться универсальными измерительными средствами.
4.2. Проверка твердости ключей по ГОСТ 9013-^59.
4.3. Прочность ключей должна испытываться путем захвата закрепленного стального стержня (твердостью не менее НВ 207) диаметром, равным наибольшему диаметру трубы для испытуемого типоразмера ключа и трехкратного приложения крутящего момента, указанного в табл. 2.
Нагрузка должна прилагаться к рычагу па расстоянии 50 мм от конца его рукоятки.
После испытания у ключей не должно быть остаточных деформаций, выкрашивания рабочих элементов, трещин и прочих повреждений, а также должна быть сохранена целостность защитно-декоративных покрытий.
4.4. Резьба гайки и рычага должна проверяться предельными резьбовыми калибрами.
4.5. Внешний вид защитно-декоративных покрытий должен проверяться осмотром невооруженным глазом. Толщина и пористость гальванических покрытий — по ГОСТ 16875—71.
4.6. Для проверки потребителем качества ключей и соответствия их требованиям настоящего стандарта должны применяться методы испытаний, указанные выше.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На торце накидной скобы должны быть четко нанесены:
а) товарный знак предприятия-изготовителя;
б) обозначение ключа;
в) диапазон значений диаметров зажимаемых труб;
г) цена (для розничной продажи);
д) на ключах и на всей сопроводительной документации для ключей, аттестованных на государственный Знак качества, должно быть изображение государственного Знака качества по ГОСТ 1.9—67.
(Измененная редакция, Изм. № 1).
5.2. Остальные требования к маркировке, упаковке, транспортированию и хранению — по ГОСТ 2838—80.
6. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
6.1. Ключи не должны иметь трещин, забоев и заусениц.
Q.2. Рукоятка ключа должна иметь форму, удобную в работе и обеспечивающую достаточную площадь контакта с ладонью руки.
6.3. При повороте рычага относительно гайки для установки ключа на размер охватываемой трубы необходимо обеспечивать параллельное расположение зубцов рычага относительно зубцов накидной скобы.
6.4. При эксплуатации ключей не допускается пользоваться дополнительными рычагами,
7, ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель должен гарантировать соответствие ключей требованиям настоящего стандарта при соблюдении потребителем условий эксплуатации и хранения.
Гарантийный срок — 9 месяцев со дня продажи через розничную торговую сеть, а для внерыночного потребления — со дня получения потребителем.
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ к ГОСТ ШМ-74
Рекомендуемое
КОНСТРУКЦИЯ И РАЗМЕРЫ ДЕТАЛЕЙ ТРУБНЫХ НАКИДНЫХ КЛЮЧЕЙ
Поз. 1. Накидная скоба (черт. 1, табл. 1)

•dx—>
Таблица 1
Размеры в мм
Диаметры труб, зажимаемых ключом | I | 1 | h | я | k | D | d (пред откл, по НИ СТ СЭВ 144—75) | в | ь | &1 | i>2 | i>3 | г | h | h | h | h | h | h | h | h | h | h | Чи ЗУ Д г | ело б- OB h | $ | a | |
м | 154 | 65 | 32 | 84 | 20 | 58 | 35 | 42 | 23 | 24 | 12 | 15 | 7 | №0 | 20 | 8 | 25 | 18 | 5 | 2,5 | 2 | 15 | 11,5 | 0,2 | 9 | 6 | 3,0 | ir |
20-63 | 219 | 105 | 38 | 116 | 26 | 67 | 42 | 48 | 27 | 32 | 15 | 19 | 9 | 120 | 25 | 10 | 30 | 22 | 6 | 4,0 | 3 | 22 | 13,5 | 0,3 | 9 | 4 | [ 1 LO | | 2Г |
25—90 | 290 | я | 45 | 150 | 35 | 8'0 | 48 | 54 | 29 | .38 | 18 | 22 | 11 | 140 | 30 | 12 | 40 | 30 | 8 | 5,9 | 3 | 30 | 14,5 | 0,4 | 10 | 5 | 6,5 | W |
/П6
поверхностей - по 2-му классу точности ГОСТ 750W5,
Поз. 2. Гайка (черт. 2, табл. 2)
1*45°

Таблиц а 2
Диаметры труб, зажимаемых ключом | D (пред. откл. по ЛИ СТ СЭВ 144—75) | d резьбы по ГОСТ 9484—73 | h (пред. откл. по h 16 СТ СЭВ 144—75) |
10)—36 | 35 | Трап. 22x5 | 44 |
20-63 | 42 | Трап. 26x5 | 50 |
25—90 | 48 | Трап. 28X5 | 56 |
Поз. 3. Рычаг (черт. 3, табл. 3)
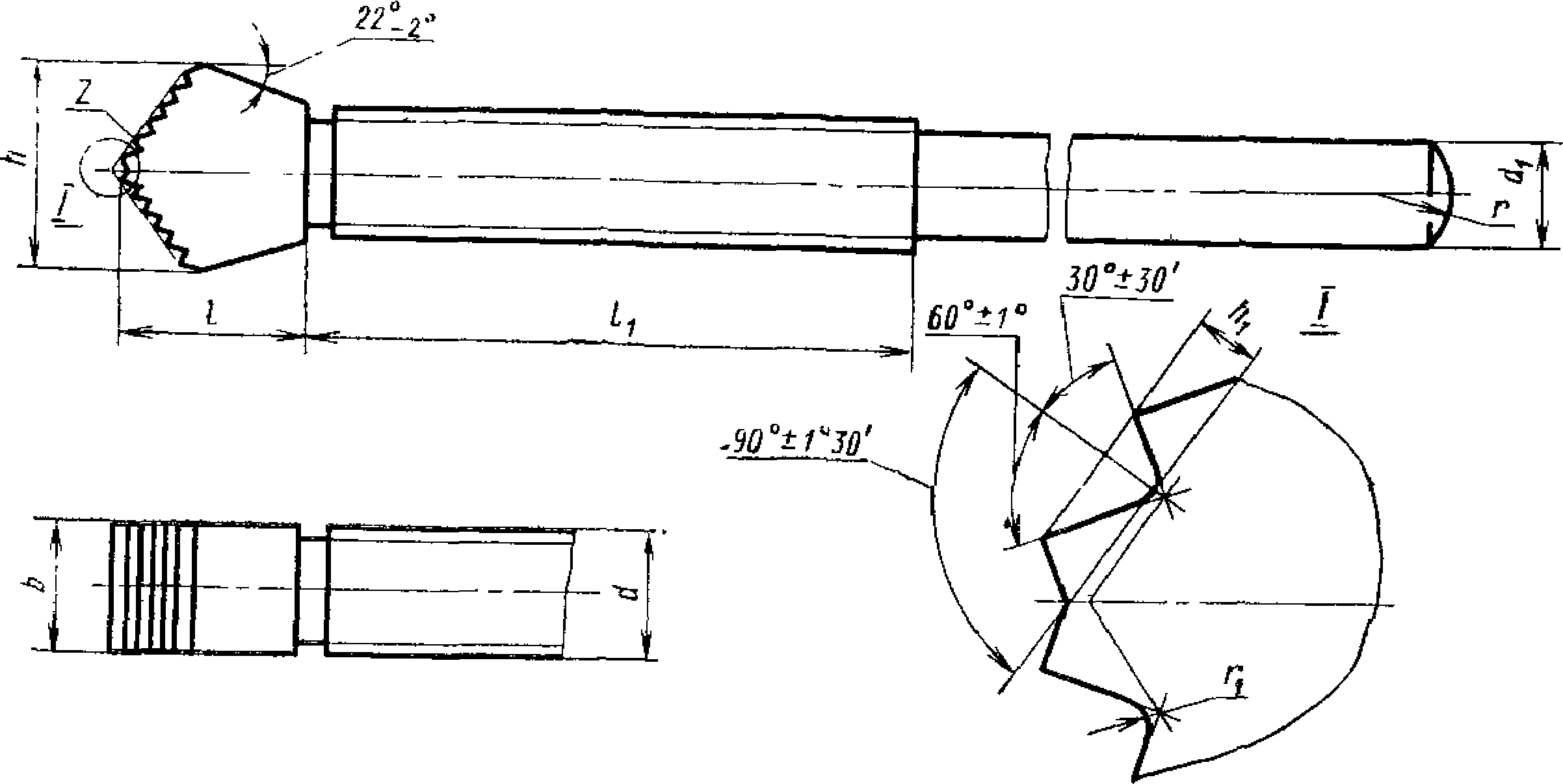
Черт. 3
Таблица 3
Размеры в мм
Диаметры труб, зажимаемых ключом | ъ | d резьбы по ГОСТ 9484—73 | di | h | hi | / | lx | r | Г, | Число зубцов z |
10— 36 | 20 | Трап. 22x5 | 16 | 38 | 2,0 | 30 | 95 | 15 | 0,2 | 10 |
20—63 | 24 | Трап. 26x5 | 20 | 50 | 2,5 | 45 | 140 | 20 | 0,3 | 10 |
25—90 | 28 | Трап. 28x5 | 22 | 70 | 3,0 | 60 | 185 | 25 | 0,4 | 12 |
Предельные отклонения размеров,, кроме d, — по ±
IT 16
"Т" ‘
(Измененная редакция, Изм. № 1).
Редактор С. Г. Вилькина Технический редактор Л. В. Вейнберг Корректор В. А. Ряукайте
Сдано в наб. 17.07.81 Подп. в печ. 03,02 82 0,75 п. л. 0,56 уч.-изд. л. Тир. 12000 Цена 3 коп.
Ордена «Знак Почета» Издательство стандартов, Москва, Д-557, Новопресненский пер., д. 3. Вильнюсская типография Издательства стандартов, ул. Миндауго, 32/14. Зак. 3296
