ГОСТ 24201-80
Группа Г18
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНИТЕЛЬНЫЕ И КРЕПЕЖНЫЕ ДЕТАЛИ СТЕКЛЯННЫХ ТРУБОПРОВОДОВ
Технические условия
Connecting pieces and accessories of glass pipings. Specifications
ОКП 48 3474
Дата введения 1981-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством монтажных и специальных строительных работ СССР
ИСПОЛНИТЕЛИ
М.Г.Скакунов, д-р техн. наук; Н.Н.Куликов; Р.И.Шарунова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 22.05.80 N 2306
3. ВЗАМЕН ГОСТ 15932-74.
4. Срок проверки - I квартал 1990 г.; периодичность проверки - 5 лет.
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
1.1 | |
1.2 | |
1.5 | |
1.6 | |
1.6 | |
1.6 | |
1.26 | |
1.8 | |
1.8 | |
1.9 | |
1.9 | |
3.3 | |
3.4 | |
1.25 | |
3.5 | |
4.2 | |
4.3 | |
ГОСТ 5228-76 | 3.5 |
4.3 | |
1.25 | |
4.3 | |
1.25 |
6. ПЕРЕИЗДАНИЕ (май 1988 г.) с Изменением N 1, утвержденным в январе 1988 г. (ИУС 4-88).
Снято ограничение срока действия Постановлением Госстандарта СССР от 28.01.88 N 156
ВНЕСЕНО Изменение N 2, утвержденное и введенное в действие Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 29.11.90 N 2978 с 01.07.91
Изменение N 2 внесено изготовителем базы данных по тексту ИУС N 2, 1991 год
Настоящий стандарт распространяется на соединительные и крепежные детали стеклянных трубопроводов, предназначенных для напорных, безнапорных и вакуумных трубопроводов, используемых для транспортирования агрессивных жидкостей и газов (за исключением плавиковой кислоты) пищевых продуктов, воды и других материалов при температуре от минус 50 до плюс 100 °С.
Требования настоящего стандарта в пп.1.1-1.12; 1.14-1.17; 2.1-2.4 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
(Измененная редакция, Изм. N 1, 2).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Соединительные и крепежные детали должны быть изготовлены в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
(Измененная редакция, Изм. N 1).
1.2. Предельные отклонения размеров литых чугунных деталей - по III классу точности ГОСТ 26645-85.
Предельные отклонения размеров литых алюминиевых деталей в миллиметрах при габаритном размере:
до 100 мм | ±0,5 |
св. 100 до 250 мм | ±0,7 |
св. 250 до 350 мм | ±0,9 |
Литейные уклоны - 1-3°.
Литейные радиусы - 1-4 мм.
1.3. Предельные отклонения размеров деталей, изготовленных гибкой и штамповкой, - по ![]() .
.
1.4. Неуказанные предельные отклонения размеров механически обработанных поверхностей: отверстий - по Н14, валов - по h14, остальных - по ![]() .
.
Неуказанные предельные отклонения размеров деталей из пластмасс: отверстий - по H15, валов - по h15, остальных - по ![]() .
.
Неуказанные предельные отклонения размеров деталей из резины - по ![]() . Размеры деталей обеспечиваются технологической оснасткой.
. Размеры деталей обеспечиваются технологической оснасткой.
(Измененная редакция, Изм. N 1, 2).
1.4а. Неуказанные предельные отклонения угловых размеров - по ГОСТ 8908-81.
(Введен дополнительно, Изм. N 2).
1.5. Торцевое биение механически обработанных поверхностей относительно базы - по 12-й степени точности ГОСТ 24643-81.
1.6. Метрическая резьба - по ГОСТ 24705-81*, допуски на резьбу - 8 и 7Н по ГОСТ 16093-81**. Выход резьбы, сбег, недорезы, проточки и фаски - по ГОСТ 10549-80.
_______________
* На территории Российской Федерации действует ГОСТ 24705-2004;
** На территории Российской Федерации действует ГОСТ 16093-2004. - .
Резьба на деталях из пластмасс - по классу точности "грубой" ГОСТ 11709-81.
1.7. Резьба на деталях должна быть чистой, без заусенцев, выкрашивания, рваных или смятых ниток. Допускается уменьшать высоту профиля резьбы не более чем на 15%.
1.8. Поверхности металлических деталей, за исключением резьбовых участков, должны иметь защитное покрытие:
класс покрытия - V, органосиликатными материалами - VI.
Покрытие следует выбирать по ГОСТ 9.032-74 в зависимости от условий эксплуатации по ГОСТ 9.104-79.
1.9. Сварку следует производить электродами типа Э42 или Э42А по ГОСТ 9467-75. Сварные швы - по ГОСТ 5264-80.
1.10. Чугунные детали должны быть подвергнуты отжигу при наличии отбела.
1.11. Поверхности отливок не должны иметь свищей, трещин, раковин, снижающих прочность и эксплуатационные качества деталей.
(Измененная редакция, Изм. N 1).
1.12. Поверхности деталей из пластмасс не должны иметь вздутий, сколов и трещин.
1.13. Допускаются следы от зачистки литников и облоя. Глубина следов от выталкивателей должна быть не более 0,5 мм.
1.14. Защитные оболочки не должны иметь сквозных трещин, подрезов. Высота волнистости - не более 3 мм.
1.15. Поверхность резиновых деталей должна быть гладкой, без трещин, пузырей, посторонних включений, влияющих на эксплуатационные качества изделий.
На поверхности резиновых деталей допускается не более 3 раковин диаметром не более 3 мм и глубиной не более 0,5 мм, для натяжных колец допускается глубина раковин не более 1 мм. Смещение половин резиновых деталей по линии разъема пресс-формы не должно превышать 0,5 мм, для натяжных колец не более 1 мм.
1.14. 1.15. (Измененная редакция, Изм. N 1).
1.16. Физико-механические показатели резины, применяемой для изготовления Т-образных прокладок и натяжных колец, должны соответствовать нормам, указанным в таблице.
Наименование показателя | Норма | |
Т-образная прокладка | Натяжное кольцо | |
Условная прочность при растяжении, МПа (кгс/см | 3,5 (35) | 17,5 (175) |
Относительное удлинение при разрыве, %, не менее | 120 | 480 |
Относительная остаточная деформация после разрыва, %, не более | 20 | 20 |
Твердость, ед. Шор А, в пределах | 60-90 | 50-60 |
(Измененная редакция, Изм. N 2).
16а. (Введен дополнительно, Изм. N 1. Исключен, Изм. N 2).
1.17. Физико-механические показатели резины, применяемой для изготовления прокладок под хомуты и накидные гайки, должны соответствовать требованиям технических условий на резину, утвержденных в установленном порядке.
1.18. Температура уплотнительных колец при эксплуатации не должна превышать 150 °С.
1.19. Допускается заменять все материалы указанных марок на другие с равноценными прочностными и эксплуатационными показателями с учетом специфических свойств транспортируемых веществ и условий эксплуатации.
1.20. Патрубки и воздушники должны быть герметичны.
1.21. Величина рабочего давления для стеклянных трубопроводов приведена в рекомендуемом приложении 1.
1.22. Примеры применения соединительных и крепежных деталей приведены в рекомендуемом приложении 2.
1.23. На деталях должна быть нанесена маркировка: условное обозначение деталей и товарный знак предприятия-изготовителя. Маркировку следует наносить любым способом, обеспечивающим ее четкость и длительную сохранность.
Допускается наносить маркировку на ярлыке, который должен быть выполнен из прочного материала и прилагаться к каждому упаковочному месту.
1.24. Перед упаковыванием резьбовые части металлических деталей должны быть смазаны смазкой ПВК по ГОСТ 19537-83.
1.25. Маркировка транспортной тары - по ГОСТ 14192-77*. Детали должны быть упакованы в ящики по ГОСТ 2991-85. Резиновые детали допускается упаковывать в мягкую тару. В качестве упаковочного материала следует применять бумагу по ГОСТ 515-77 и ГОСТ 8273-75. Допускается по согласованию с потребителем транспортирование соединительных и крепежных деталей без упаковки в ящики в средствах пакетирования по ГОСТ 21391-84 и универсальных контейнерах по ГОСТ 20435-75 и по ГОСТ 15102-75.
_______________
* На территории Российской Федерации действует ГОСТ 14192-96. - .
1.23-1.25. (Введены дополнительно, Изм. N 1).
1.26. К каждому упаковочному месту деталей одного типоразмера и изготовленных из материала одной марки должна быть приложена этикетка по ГОСТ 2.601-68*.
______________
* На территории Российской Федерации действует ГОСТ 2.601-2006. - .
(Введен дополнительно, Изм. N 1. Измененная редакция, Изм. N 2).
2. ПРАВИЛА ПРИЕМКИ
2.1. Для проверки соответствия деталей требованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные испытания.
2.2. При приемо-сдаточных испытаниях детали должны проверять на соответствие требованиям пп.1.2-1.6 (кроме п.1.4 для резиновых деталей), 1.13, 1.14 и 1.20 - не менее 5 шт. от партии: пп.1.7, 1.11, 1.12 и 1.15 (в части поверхности) - 100% деталей; для шайб - 0,5% от партии.
Партия должна составлять:
для литых деталей, хомутов накидных не более 3000 шт.;
для кронштейнов не более 1000 шт.;
для резиновых деталей не более 10000 шт.;
для шайб не более 500 кг;
для остальных деталей не более 300 шт.
(Измененная редакция, Изм. N 2).
2.3. При неудовлетворительных результатах выборочной проверки хотя бы по одному из показателей пп.1.2-1.6; 1.8; 1.13 и 1.16 (в части твердости); 1.15 (в части смещения половинок деталей по линии разъема пресс-формы) и 1.20 проводят повторную проверку по этому же показателю удвоенного числа образцов, отобранных от той же партии. Результаты повторной проверки распространяются на всю партию.
2.4. При периодических испытаниях резиновых деталей проводят проверку на соответствие требованиям п.1.4 путем контроля пресс-форм не реже одного раза в год, а также проверку новых и отремонтированных пресс-форм по п.1.16 - от трех закладок не реже одного раза в квартал от каждой партии резины.
(Измененная редакция, Изм. N 2).
3. МЕТОДЫ КОНТРОЛЯ
3.1. Проверку внешнего вида деталей на соответствие требованиям пп.1.7. 1.8, 1.11, 1.12, 1.14 и 1.15 проводят с применением оформленных в установленном порядке контрольных образцов визуально, не используя увеличительные приборы.
3.2. Проверку деталей на соответствие требованиям пп.1.2-1.6, 1.13 и 1.14 проводят контрольно-измерительным инструментом.
3.1, 3.2. (Измененная редакция, Изм. N 1, 2).
3.3. Прочность сцепления покрытия с металлом проверяют методом решетчатых надрезов по ГОСТ 15140-78. Оценка в баллах - не больше двух.
3.3а. Испытания резиновых изделий проводят после выдержки их при температуре (25±5) °С по истечении не менее 6 ч после вулканизации.
(Введен дополнительно, Изм. N 2).
3.4. Твердость резиновых деталей или резины определяют твердомером типа ТИ по ГОСТ 263-75.
(Измененная редакция, Изм. N 1, 2).
3.5. Физико-механические показатели резин проверяют на образцах типа 1, толщиной (1,0±0,2) мм по ГОСТ 270-75.
(Измененная редакция, Изм. N 2).
3.6. Герметичность патрубков и воздушников проверяют подачей воды под давлением 0,5 МПа и выдержкой при установившемся давлении не менее 3 мин. При этом течь должна отсутствовать.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1-4.4. (Исключены, Изм. N 1).
4.5. Детали из резины следует защищать от прямых солнечных лучей и воздействия масел, бензина и других разрушающих резину веществ. Хранить детали из резины следует в помещении при температуре от 0 до 25 °С на расстоянии не ближе 1 м от отопительных приборов.
4.6. Детали из других материалов следует хранить в закрытом и сухом помещении вдали от веществ, изменяющих их качество и товарный вид.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Предприятие-изготовитель должно гарантировать соответствие соединительных и крепежных: деталей требованиям настоящего стандарта при соблюдении условий эксплуатации и хранения, установленных настоящим стандартом.
5.2. Гарантийный срок эксплуатации - 12 мес. со дня ввода деталей в эксплуатацию.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Величина рабочего давления для стеклянных трубопроводов
|
|
40 | 0,4 (4,0) |
50 | 0,35 (3,5) |
80 | 0,25 (2,5) |
100 | 0,20 (2,0) |
150 | 0,15 (1,5) |
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ПРИМЕРЫ ПРИМЕНЕНИЯ СОЕДИНИТЕЛЬНЫХ И КРЕПЕЖНЫХ ДЕТАЛЕЙ
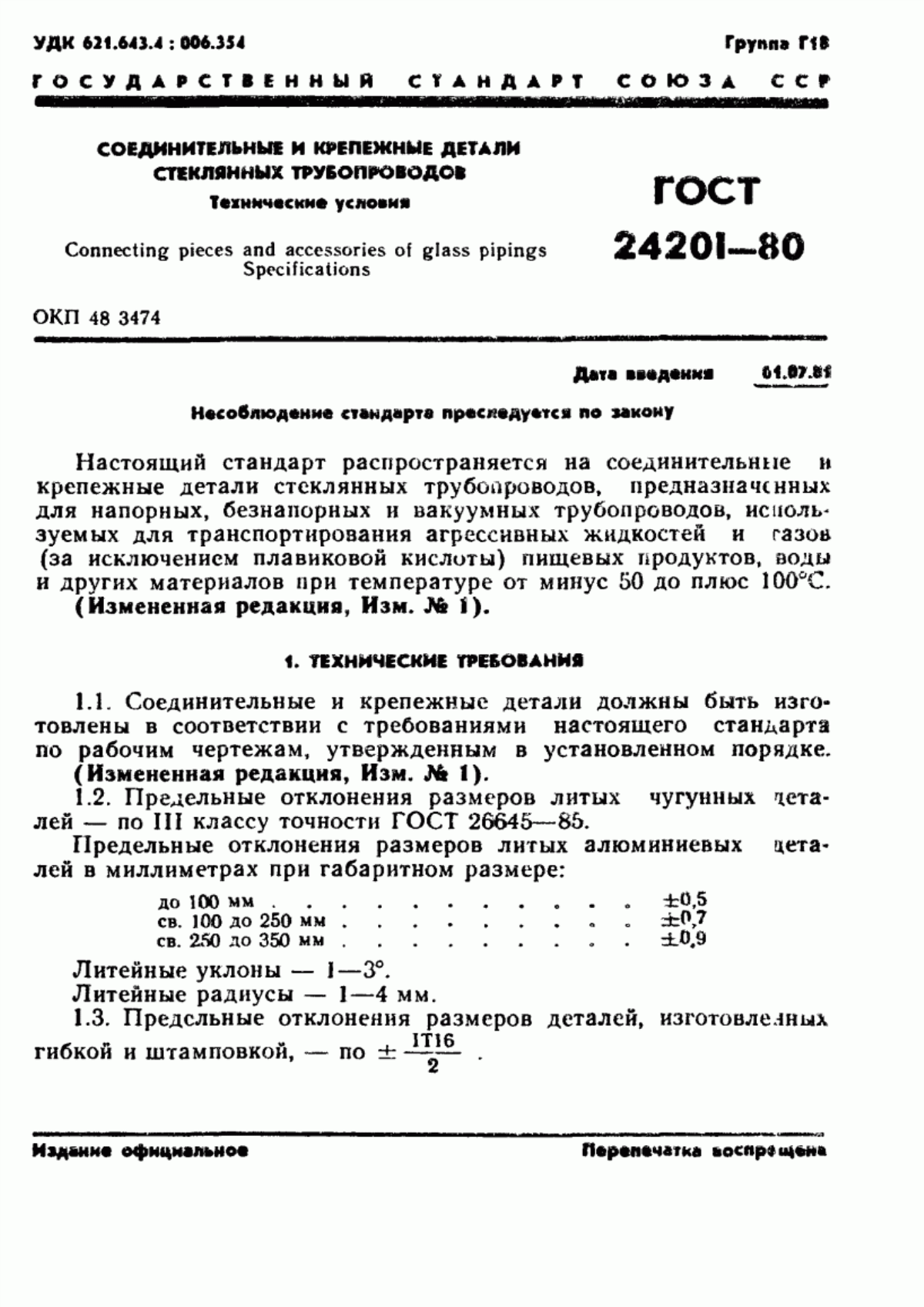
Соединение стеклянных труб фланцами на два натяжных кольца
1 - стеклянная трубка; 2 - фланец на два натяжных кольца по ГОСТ 24184-80; 3 - натяжное кольцо по ГОСТ 24189-80; 4 - Т-образная прокладка по ГОСТ 24188-80; 5 - защитная оболочка по ГОСТ 24188-80; 6 - болт; 7 - гайка
Черт.1
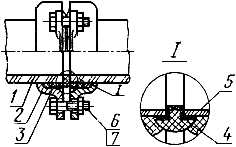
Соединение стеклянных труб фланцами на три натяжных кольца
1 - стеклянная трубка; 2 - фланец на три натяжных кольца по ГОСТ 24185-80*; 3 - натяжное кольцо по ГОСТ 24189-80; 4 - Т-образная прокладка по ГОСТ 24188-80; 5 - защитная оболочка по ГОСТ 24188-80; 6 - болт; 7 - гайка
______________
* На территории Российской Федерации действует ГОСТ 24184-80, здесь и далее по тексту. - .
Черт.2
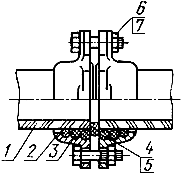
Соединение стеклянных труб муфтой на два натяжных кольца
1 - стеклянная труба; 2 - муфта на два натяжных кольца по ГОСТ 24187-80; 3 - Т-образная прокладка по ГОСТ 24188-80; 4 - защитная оболочка по ГОСТ 24188-80; 5 - натяжное кольцо по ГОСТ 24189-80
Черт.3
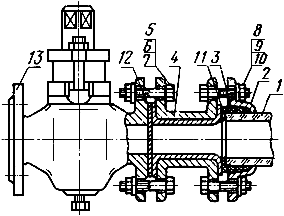
Соединение стеклянной трубы с переходником и штуцером фланцем на два натяжных кольца
1 - стеклянная труба; 2 - фланец на два натяжных кольца по ГОСТ 24184-80; 3 - натяжное кольцо по ГОСТ 24189-80; 4 - Т-образная прокладка по ГОСТ 24188-80; 5 - защитная оболочка по ГОСТ 24188-80; 6 - болт; 7 - гайка; 8 - переходник по ГОСТ 24190-80; 9 - накидная гайка по ГОСТ 24190-80; 10 - прокладка под накидную гайку по ГОСТ 24190-80; 11 - штуцер по ГОСТ 24190-80
Черт.4
Соединение стеклянной трубы с переходником и заглушкой фланцем на два натяжных кольца

1 - стеклянная труба; 2 - фланец на два натяжных кольца по ГОСТ 24184-80; 3 - натяжное кольцо по ГОСТ 24189-80; 4 - Т-образная прокладка по ГОСТ 24188-80; 5 - защитная оболочка по ГОСТ 24188-80; 6 - болт; 7 - гайка; 8 - переходник по ГОСТ 24190-80; 9 - заглушка по ГОСТ 24190-80; 10 - прокладка под заглушку по ГОСТ 24190-80
Черт.5
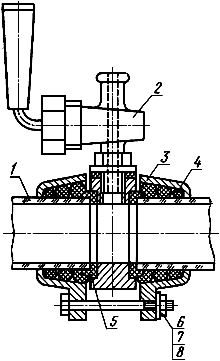
Соединение стеклянной трубы с бронзовым краном фланцем на два натяжных кольца
1 - стеклянная труба; 2 - фланец на два натяжных кольца по ГОСТ 24184-80; 3 - натяжное кольцо по ГОСТ 24189-80; 4 - Т-образная прокладка; 5 - болт; 6 - гайка; 7 - кран
Черт.6
Соединение стеклянной трубы с фаолитированным и чугунным кранами фланцем на три натяжных кольца
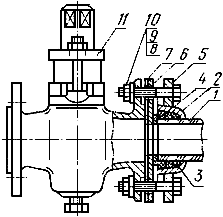
1 - стеклянная труба; 2 - фланец на три натяжных кольца по ГОСТ 24185-80; 5 - натяжное кольцо по ГОСТ 24189-80; 4 - Т-образная прокладка; 5 - накидной фланец; 6 - промежуточный фланец; 7 - прокладка; 8 - болт; 9 - шайба; 10 - гайка; 11 - кран
Черт.7
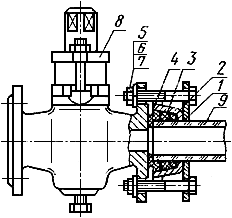
1 - накидной фланец; 2 - фланец на три натяжных кольца по ГОСТ 24185-80; 3 - натяжное кольцо по ГОСТ 24189-80; 4 - Т-образная прокладка; 5 - болт; 6 - шайба; 7 - гайка; 8 - кран; 9 - стеклянная труба
Черт.8
1 - стеклянная труба; 2 - фланец на три натяжных кольца по ГОСТ 24185-80; 3 - натяжное кольцо по ГОСТ 24189-80; 4 - фаолитированный переход; 5, 8 - болт; 6, 9 - шайба; 7, 10 - гайка; 11 - Г-образная прокладка; 12 - прокладка; 13 - кран
Черт.9
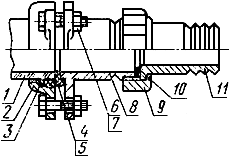
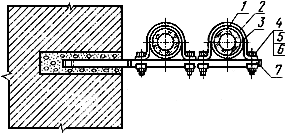
Крепление стеклянных труб к стене двойным кронштейном и накидным хомутом
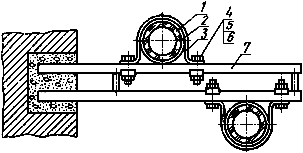
1 - стеклянная труба; 2 - прокладка под хомут по ГОСТ 24192-80; 3 - накидной хомут по ГОСТ 24193-80; 4 - болт; 5 - гайка; 6 - квадратная шайба по ГОСТ 24197-80; 7 - двойной кронштейн по ГОСТ 24198-80
Черт.10
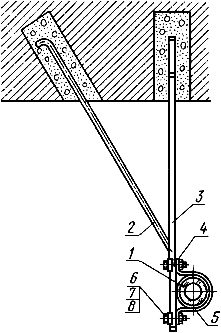
Крепление стеклянных трубопроводов к стене регулируемым кронштейном
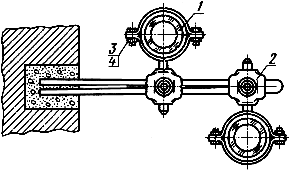
1 - стеклянная труба; 2 - регулируемый кронштейн по ГОСТ 24199-80; 3 - болт; 4 - гайка
Черт.11
Крепление стеклянных трубопроводов к стене двойным кронштейном и охватывающим хомутом
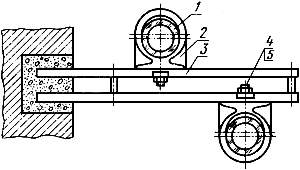
1 - стеклянная труба; 2 - охватывающий хомут по ГОСТ 24194-80; 3 - двойной кронштейн по ГОСТ 24198-80; 4 - квадратная шайба по ГОСТ 24197-80; 5 - гайка
Черт.12
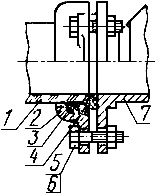
Крепление стеклянных трубопроводов к стене одинарным кронштейном и накидным хомутом
1 - стеклянная труба; 2 - накидной хомут по ГОСТ 24193-80; 3 - прокладка под хомут по ГОСТ 24192-80; 4 - болт; 5 - квадратная шайба по ГОСТ 24197-80; 6 - гайка; 7 - одинарный кронштейн по ГОСТ 24198-80
Черт.13
Крепление стеклянного трубопровода к полу одинарным кронштейном и накидным хомутом
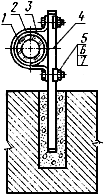
1 - стеклянная труба; 2 - накидной хомут по ГОСТ 24193-80; 3 - прокладка под хомут по ГОСТ 24192-80; 4 - одинарный кронштейн по ГОСТ 24198-80; 5 - болт; 6 - квадратная шайба по ГОСТ 24197-80; 7 - гайка
Черт.14
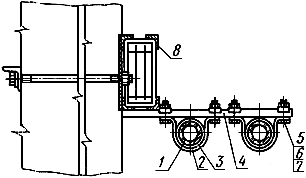
Крепление двух стеклянных трубопроводов на круглой колонне двойным кронштейном и накидным хомутом
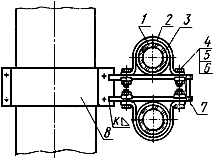
1 - стеклянная труба; 2 - накидной хомут по ГОСТ 24193-80; 3 - прокладка под хомут по ГОСТ 24192-80; 4 - болт; 5 - квадратная шайба по ГОСТ 24197-80; 6 - гайка; 7 - двойной кронштейн по ГОСТ 24198-80; 8 - хомут из полосы
Черт.15
Крепление двух стеклянных трубопроводов на колонне одинарным кронштейном и накидным хомутом
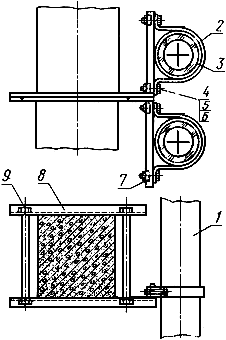
1 - стеклянная труба; 2 - накидной хомут по ГОСТ 24193-80; 3 - прокладка под хомут по ГОСТ 24192-80; 4, 9 - болт; 5 - квадратная шайба по ГОСТ 24197-80; 6 - гайка; 7 - одинарный кронштейн по ГОСТ 24198-80; 8 - уголок
Черт.16
Крепление стеклянного трубопровода на своде одинарным кронштейном и накидным хомутом
1 - стеклянная труба; 2 - оттяжка; 3 - одинарный кронштейн по ГОСТ 24198-80; 4 - накидной хомут по ГОСТ 24193-80; 5 - прокладка под хомут по ГОСТ 24192-80; 6 - болт; 7 - квадратная шайба по ГОСТ 24197-80; 8 - гайка
Черт.17
Крепление двух стеклянных трубопроводов между колоннами на ферме одинарным кронштейном и накидным хомутом
1 - стеклянная труба; 2 - накидной хомут по ГОСТ 24193-80; 3 - прокладка под хомут по ГОСТ 24192-80; 4 - одинарный кронштейн по ГОСТ 24198-80; 5 - болт; 6 - квадратная шайба по ГОСТ 24197-80; 7 - гайка; 8 - ферма
Черт.18
Крепление переходника к стене одинарным кронштейном и скобой для переходника
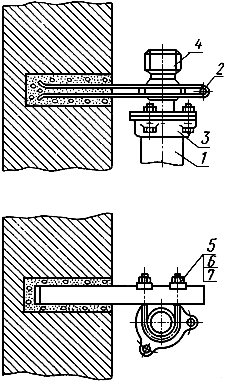
1 - стеклянная труба; 2 - одинарный кронштейн по ГОСТ 24198-80; 3 - фланцевое соединение; 4 - переходник по ГОСТ 24190-80; 5 - скоба для переходника по ГОСТ 24195-80; 6 - квадратная шайба по ГОСТ 24197-80; 7 - гайка
Черт.19
Крепление трехходовых кранов на металлическом резервуаре одинарными кронштейнами и скобами для кранов
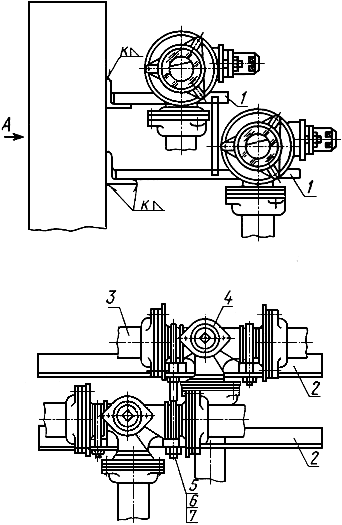
1 - одинарный кронштейн по ГОСТ 24198-80; 2 - уголок; 3 - стеклянная труба; 4 - кран; 5 - скоба для крана по ГОСТ 24196-80; 6 - гайка; 7 - шайба
Черт.20
Соединение стеклянных труб с воздушником
1 - стеклянная труба; 2 - воздушник по ГОСТ 24200-80; 3 - фланец на три натяжных кольца; 4 - натяжное кольцо по ГОСТ 24189-80; 5 - Г-образная прокладка; 6 - болт; 7 - гайка; 8 - шайба
Черт.21
Электронный текст документа
и сверен по:
Соединительные и крепежные детали
стеклянных трубопроводов.
Конструкция, основные размеры
и технические условия: Сб. ГОСТов.
ГОСТ 24184-80-ГОСТ 24201-80. -
М.: Издательство стандартов, 1988
Редакция документа с учетом
изменений и дополнений
подготовлена З
