ГОСТ 10851-94
Группа Л65
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ИЗДЕЛИЯ ФРИКЦИОННЫЕ ИЗ РЕТИНАКСА
Технические условия
Friction articles of retinax.
Specifications
ОКС 59.060.30*
ОКП 25 7121, 25 7131, 25 7171
____________________
* В указателе "Национальные стандарты" 2008 год
ОКС 21.140. - .
Дата введения 1996-01-01
Предисловие
1 РАЗРАБОТАН МТК 73 "Асбестовые и безасбестовые фрикционные, уплотнительные теплоизоляционные материалы и изделия"
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 6-94 от 21 октября 1994 г.)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Беларусь | Белстандарт |
Республика Грузия | Грузстандарт |
Республика Казахстан | Госстандарт Республики Казахстан |
Кыргызская Республика | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 23.03.95 N 160 межгосударственный стандарт ГОСТ 10851-94 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1996 г.
4 ВЗАМЕН ГОСТ 10851-73
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на фрикционные изделия, изготовленные из асбосмоляной композиции ретинакс.
Фрикционные изделия применяют в узлах трения авиационных колес, буровых лебедок и других машин и механизмов.
Изделия из ретинакса работоспособны в районах с умеренным, тропическим и холодным климатом.
Обязательные требования к продукции, направленные на обеспечение безопасности для жизни и здоровья населения и охраны окружающей среды, изложены в 4.1 (размеры по чертежам), 4.2.1 (табл.2, показатели 1, 2а). Стандарт пригоден для целей сертификации.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 12.1.005-88 ССБТ. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.4.028-76 ССБТ. Респираторы ШБ-1 "Лепесток". Технические условия
ГОСТ 489-88 Бумага копировальная. Технические условия
ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. Марки
ГОСТ 1790-77 Проволока из сплавов хромель Т, алюмель, копель и констант для термоэлектродов термоэлектрических преобразователей. Технические условия
ГОСТ 2228-81 Бумага мешочная. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3044-84 Преобразователи термоэлектрические. Номинальные статические характеристики преобразования
ГОСТ 3647-80 Материалы шлифовальные. Классификация. Зернистость и зерновой состав. Методы контроля
ГОСТ 3722-81 Подшипники качения. Поля допусков и технические требования к посадочным поверхностям валов и корпусов. Посадки
ГОСТ 4543-71 Сталь легированная конструкционная. Технические условия
ГОСТ 5009-82 Шкурка шлифовальная тканевая. Технические условия
ГОСТ 6456-82 Шкурка шлифовальная бумажная. Технические условия
ГОСТ 9012-59 Металлы. Методы измерения твердости по Бринеллю
ГОСТ 10054-82 Шкурка шлифовальная бумажная водостойкая. Технические условия
ГОСТ 14192-77* Маркировка грузов
_____________
* На территории Российской Федерации действует ГОСТ 14192-96. Здесь и далее. - .
ГОСТ 23677-79 Твердомеры для металлов. Общие технические требования
ГОСТ 24104-88* Весы лабораторные общего назначения и образцовые. Общие технические условия
________________
* На территории Российской Федерации действует ГОСТ 24104-2001. Здесь и далее. - .
ГОСТ 27513-87 Изделия фрикционные. Маркировка, упаковка, транспортирование и хранение
3 ОСНОВНЫЕ ПАРАМЕТРЫ
3.1 В зависимости от назначения ретинакс изготовляют двух марок, указанных в таблице 1.
Таблица 1
Обозначение | Поверхностная температура трения, °С | Скорость скольжения, | Давление, МПа | Назначение |
не более | ||||
А | 1100 | 50 | 2,5 | Фрикционные узлы трения в паре с чугуном марки ЧНМХ |
Б | 700 | 10 | 1,5 | Фрикционные узлы трения в паре с серым чугуном и легированными сталями |
Пример условного обозначения:
Изделие из ретинакса марки А
А ГОСТ 10851-94 | |
Наименование изделия, номер детали по чертежу |
4 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
4.1 Изделия должны быть изготовлены в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Изделия должны соответствовать чертежам, согласованным между изготовителем и потребителем.
4.2 Характеристики
4.2.1 Показатели качества изделий должны соответствовать значениям, указанным в таблице 2.
Таблица 2
Наименование показателя | Значение для марки | |
А | Б | |
1 Твердость по Бринеллю, НВ 10/500/30 2 Фрикционная теплостойкость: | 37-52 | 30-49 |
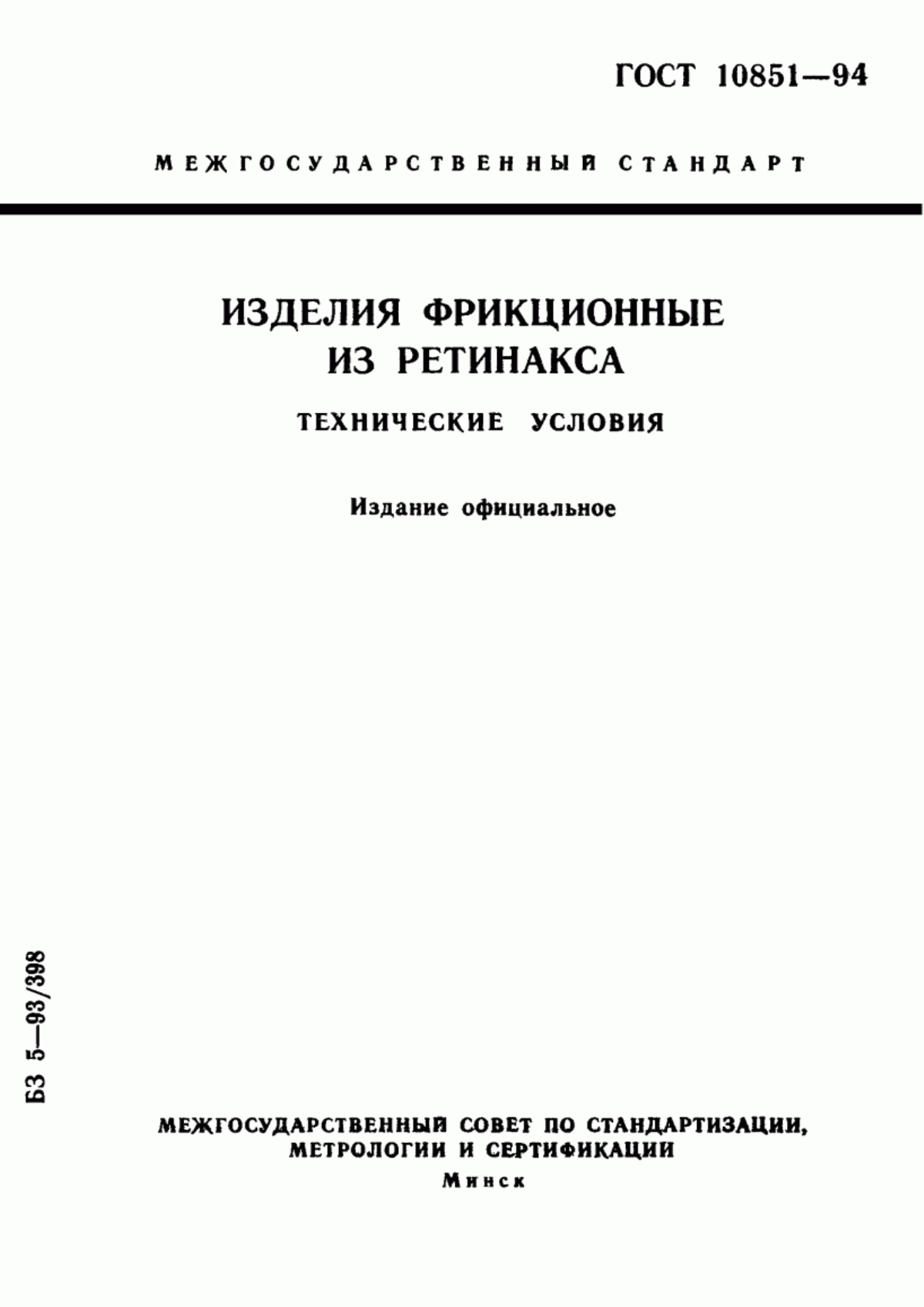
а) коэффициент трения: по чугуну марки ЧНМХ при температуре от 100 до 1100 °С | Должен укладываться в эталонную область, указанную на рисунке 1 и в таблице 5 приложения А Допускается выпадение значений коэффициентов трения из эталонной области не более 13% при отклонении их от границ области не более чем на 10% | Не определяют |
по стали марки 40ХН при температуре от 100 до 700 °С | Не определяют | Должен укладываться в эталонную область, указанную на рис.2 и в табл.6 приложения А Допускается выпадение значений коэффициентов трения из эталонной области не более 10% при отклонении их от границ области не более чем на 7% |
по чугуну марки СЧ 15 при температуре от 100 до 700 °С | Не определяют | Должен укладываться в эталонную область, указанную на рис.3 и в табл.7 приложения А Допускается выпадение значений коэффициентов трения из эталонной области не более 7% при отклонении их от границ области не более 10% |
б) энергетическая интенсивность изнашивания фрикционного образца по массе, мкг/Дж (мг/кгс·м): | ||
по чугуну марки ЧНМХ, не более | 2,3 (0,023) | Не определяют |
по стали марки 40ХН, не более | Не определяют | 2,1 (0,021) |
по чугуну марки СЧ 15, не более | То же | 1,2 (0,012) |
в) энергетическая интенсивность изнашивания чугунного образца марки ЧНМХ по массе в паре с фрикционным образцом, мкг/Дж, (мг/кгс·м), не более | 5,0 (0,05) | Не определяют |
Примечание - фрикционную теплостойкость (коэффициент трения и энергетическую интенсивность изнашивания фрикционного образца по массе) изделий из ретинакса марки Б в паре со сталью марки 40ХН определяют по требованию потребителей.
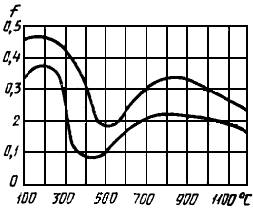
Рисунок 1 - Зависимость коэффициента трения от температуры
для изделий из ретинакса марки А в паре с чугуном марки ЧНМХ
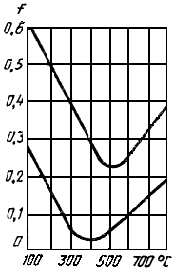
Рисунок 2 - Зависимость коэффициента трения от температуры
для изделий из ретинакса марки Б в паре со сталью марки 40ХН
Рисунок 3 - Зависимость коэффициента трения от температуры
для изделий из ретинакса марки Б в паре с чугуном марки СЧ 15
4.2.2 Допускаемые отклонения внешнего вида, не влияющие на эксплуатационные качества изделий, не должны превышать указанных в таблице 3.
Таблица 3
Наименование отклонения | Размер и количество допускаемых отклонений на одном изделии ретинакса марки | |
А | Б | |
1 Углубления на поверхностях: | ||
рабочей | Допускается не более 2 углублений, каждое глубиной до 1,5 мм, общей площадью не более 15% площади поверхности изделия | Допускается не более 4 углублений, глубиной до 3 мм, каждое площадью не более 2 см |
нерабочей | То же | Допускается не более 4 углублений глубиной до 5 мм, каждое площадью не более 2 см |
боковых | " | Допускается не более 5 углублений глубиной до 5 мм, расположенных на расстоянии не менее 3 см друг от друга |
2 Сколы на кромках углов | Не допускаются | Глубиной до 3 мм, площадью не более 0,4 см |
3 Включения композиций другого шифра | То же | Общей площадью не более 4 см |
4 След от пресс-формы на боковых поверхностях | " | Допускается |
Примечания:
1 На одном изделии не допускается более двух отклонений
2 При толщине изделия менее 20 мм глубина углублений и сколов не должна быть более 10% толщины изделия
3 Допускается по согласованию с потребителем устанавливать внешний вид изделий по контрольным образцам, утвержденным в установленном порядке
4.2.3 Дополнительные показатели приведены в приложении Б.
4.3 Маркировка
4.3.1 Маркировка изделия и упаковочной единицы - по ГОСТ 27513 со следующим дополнением: по согласованию изготовителя с потребителем допускается изделия не маркировать.
На ярлыке или штампе упаковочной единицы указывают количество изделий.
4.3.2 Транспортная маркировка - по ГОСТ 14192*.
Основные, дополнительные и информационные надписи наносят на бумажные, картонные, фанерные и другие ярлыки.
4.4 Упаковка
4.4.1 Изделия упаковывают по ГОСТ 27513 с дополнениями по 4.4.1.1, 4.4.1.2.
4.4.1.1 При транспортировании в универсальных контейнерах и при внутригородских перевозках изделий из ретинакса марки А массой более 5 кг и изделий из ретинакса марки Б допускается их отгрузка без упаковки.
4.4.1.2 При транспортировании изделий партиями до 300 шт. в один адрес допускается упаковывать в ящик изделия разных партий, при этом каждую партию упаковывают в бумагу по ГОСТ 2228.
5 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
5.1 Изделия из ретинакса не токсичны, не взрывоопасны, при их механической обработке и контакте с другими веществами не возникают токсичные продукты, требующие нейтрализации и обезвреживания при попадании в организм человека.
5.2 При механической обработке изделий из ретинакса в воздух рабочей зоны возможно выделение асбестобакелитовой пыли.
Пыль обладает преимущественно фиброгенным действием и может привести к заболеванию дыхательных путей.
Предельно допустимая концентрация асбестобакелитовой пыли в воздухе рабочей зоны производственных помещений 10 мг/м (максимально разовая) и 4 мг/м
(среднесменная), класс опасности III (Ф) в соответствии с дополнением N 4 к перечню ПДК N 4617-88 от 26.05.88, утвержденным Министерством здравоохранения.
5.3. Контроль за содержанием асбестобакелитовой пыли в воздухе рабочей зоны осуществляют в соответствии с требованиями ГОСТ 12.1.005 и методическими указаниями "Измерение концентрации аэрозолей преимущественно фиброгенного действия" N 4436-87 от 18.11.87, утвержденными Министерством здравоохранения.
5.4. Работающие с изделиями из ретинакса обеспечиваются специальной одеждой и индивидуальными защитными средствами органов дыхания - респираторами типа "Лепесток" по ГОСТ 12.4.028.
5.5 Участок механической обработки изделий из ретинакса должен быть оборудован приточно-вытяжной вентиляцией, фиксированные места выделения пыли - местным отсасывающим устройством.
Воздух, удаленный с участка механической обработки, перед выбросом в атмосферу должен подвергаться очистке в соответствии с требованиями санитарных норм проектирования промышленных предприятий СН 245-71 от 05.11.71.
5.6 Изделия из ретинакса относятся к горючим материалам. Температура самовоспламенения 575 °С.
При загорании изделий из ретинакса применяют средства пожаротушения - распыленную воду, воздушно-механическую и химические пены.
5.7 Отходы 4-го класса опасности после механической обработки изделий должны собираться в бумажные или полиэтиленовые мешки и вывозиться на полигон захоронения. Захоронение отходов проводят в соответствии с санитарными правилами "Порядок накопления, транспортирования и захоронения токсичных промышленных отходов", утвержденными Министерством здравоохранения.
6 ПРАВИЛА ПРИЕМКИ
6.1 Изделия принимают партиями. Партия должна состоять из изделий одной марки ретинакса, наименования и номера детали по чертежу в количестве не более 5000 шт. Каждая партия изделий должна сопровождаться документом о качестве, содержащим:
наименование предприятия-изготовителя и (или) его товарный знак;
обозначение марки ретинакса, наименование изделия и номер детали;
количество изделий;
дату изготовления;
номер партии;
количество мест в партии;
обозначение настоящего стандарта;
результаты проведенных испытаний;
подтверждение о соответствии изделий требованиям настоящего стандарта.
6.2 Приемосдаточные испытания проводят в следующем объеме:
по внешнему виду - 100%;
по размерам - 5%, но не менее 5 изделий от партии;
по физико-механическим показателям - 3 изделия от партии.
6.3 При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей проводят повторные испытания по этому показателю на удвоенном объеме выборки, взятом от той же партии изделий.
Результаты повторных испытаний распространяют на всю партию.
7 МЕТОДЫ ИСПЫТАНИЙ
7.1 Внешний вид изделий контролируют визуально или сравнением с контрольным образцом внешнего вида.
Размеры допускаемых отклонений по внешнему виду, указанных в таблице 3, определяют измерительным инструментом, обеспечивающим погрешность не более 0,1 мм.
7.2 Контроль размеров
7.2.1 Размеры изделий определяют в соответствии с рисунком. Измерительный инструмент должен обеспечивать измерение размеров с погрешностью не более 0,1 мм.
7.3 Отбор образцов
Для определения физико-механических показателей используют готовые изделия, отобранные по 6.2.
Допускается изготовлять специальные образцы методом формования с соблюдением технологических режимов изготовления самого изделия, если отдельные размеры их превышают размеры готового изделия.
Твердость определяют на готовом изделии, фрикционную теплостойкость - на образцах, изготовленных из изделий.
7.4 Определение твердости
Общие требования к испытанию на твердость, определение твердости - по ГОСТ 9012.
Метод определения твердости основан на вдавливании шарика в изделие под действием нагрузки, приложенной перпендикулярно к его поверхности в течение заданного времени, и измерении диаметра полученного отпечатка.
7.4.1 Отбор образцов
Испытания проводят на изделиях, отобранных в соответствии с 7.3.
7.4.2 Аппаратура и материалы
7.4.2.1 Твердомер марок ТШ-2, ТШ-2M, ТБ 5004 по ГОСТ 23677 или другой твердомер, обеспечивающий следующие условия испытания:
нагрузка должна быть 4905 Н (500 кгс) с погрешностью не более ±1%;
продолжительность воздействия нагрузки (30±4) с;
стальной шарик твердомера диаметром 10 мм должен соответствовать требованиям ГОСТ 3722.
7.4.2.2 Копировальная бумага марок МС-14, МВ-16 или PC-16 по ГОСТ 489.
7.4.2.3 Отсчетный микроскоп МПБ-2 с ценой деления 0,05 мм для измерения диаметра отпечатка, полученного на поверхности изделия при испытании.
7.4.3 Подготовка к испытанию
Места определения твердости зачищают шлифовальной шкуркой по ГОСТ 5009, ГОСТ 6456 или ГОСТ 10054, зернистостью не более 10 по ГОСТ 3647.
7.4.4 Проведение испытания
Испытания проводят при температуре (20) °С. Изделие помещают на предметный столик твердомера и через копировальную бумагу вдавливают шарик в изделие. Шарик твердомера под действием нагрузки должен соприкасаться с поверхностью изделия без удара в направлении, перпендикулярном к поверхности испытуемого изделия.
На каждом изделии делают три отпечатка, при этом расстояние между центрами отдельных отпечатков, а также расстояние от центра отпечатка до края изделия должно быть не менее 20 мм.
Диаметр отпечатка измеряют микроскопом МПБ-2 в двух взаимно перпендикулярных направлениях и определяют как среднее арифметическое двух измерений, округленное до 0,05 мм.
7.4.5 Обработка результатов
7.4.5.1 Твердость определяют по табл.3 ГОСТ 9012.
7.4.5.2 За результат испытания каждого изделия принимают среднее арифметическое результатов трех измерений твердости.
За результат испытания партии принимают среднее арифметическое всех образцов данной партии, при этом результат испытания для каждого изделия должен соответствовать значениям, указанным в таблице 2.
Вычисления проводят с точностью до первого десятичного знака с последующим округлением до целого числа.
7.5 Определение фрикционной теплостойкости (коэффициента трения и энергетической интенсивности изнашивания по массе)
Коэффициент трения и энергетическую интенсивность изнашивания определяют на лабораторной машине трения типа ИК-90 или ее модификациях (И-47, И-47-К54, ИК-77), обеспечивающих заданные условия испытаний.
7.5.1 Отбор образцов
7.5.1.1 Для проведения испытания из каждого изделия, отобранного по 7.3, вырезают один образец, конфигурация и размер которого должен соответствовать рисунку 4. Высота образца должна быть равна толщине изделия, но не более 15 мм. Ось вращения образца должна совпадать с нормалью к поверхности трения.
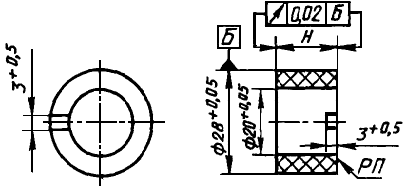
РП - рабочая поверхность
Рисунок 4
7.5.1.2 Металлический образец (контртело) должен соответствовать рисунку 5, параметр шероховатости поверхности трения по ГОСТ 2789 должен быть не более 1,25 мкм.
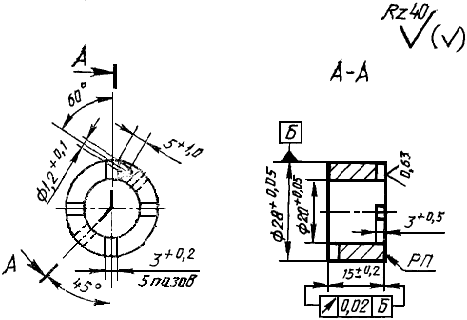
РП - рабочая поверхность
Рисунок 5
7.5.2 Оборудование и средства измерения
Лабораторная машина трения, схема которой приведена на рисунке 6.
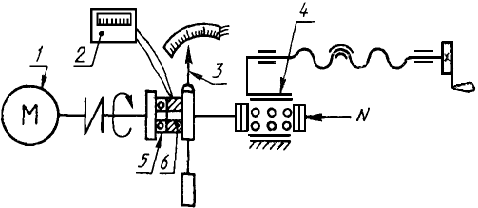
1 - двигатель; 2 - потенциометр; 3 - маятниковый силоизмеритель; 4 - нагружающее устройство;
5 - фрикционный образец; 6 - металлический образец
Рисунок 6
Узел трения состоит из неподвижного металлического контртела, с которым контактирует вращающийся фрикционный образец.
Материал контртела - чугун марки ЧНМХ (твердость 170-210 НВ), сталь марки 40ХН по ГОСТ 4543 или чугун марки СЧ 15 по ГОСТ 1412.
7.5.2.1 Момент трения определяют по углу отклонения маятника, фиксируемому на измерительной шкале.
7.5.2.2 Температуру в зоне трения образцов измеряют прибором класса точности не ниже 1,5. Термопару термоэлектрического преобразователя типа ТХА по ГОСТ 3044 устанавливают в отверстие металлического образца диаметром 1,2 мм. Термоэлектроды термоэлектрического преобразователя изготовляют из проволоки диаметром (0,5) мм по ГОСТ 1790.
7.5.2.3 Весы лабораторные общего назначения по ГОСТ 24104 с погрешностью взвешивания не более 0,005 г.
7.5.3 Условия испытаний
Номинальное давление на образцы - 1,5 МПа;
частота вращения фрикционного образца (1,67-100) с;
ступени частот вращения 100, 200, 500, 700, 1000, 2000, 3000, 4000, 5000, 6000 мин;
температура испытания - до достижения температуры 1100 °С для образцов из ретинакса марки А и 700 °С для образцов из ретинакса марки Б;
время испытания образца на каждой ступени частоты вращения (15,0±0,5) мин.
7.5.4 Проведение испытания
7.5.4.1 Перед испытанием проводят совместную взаимную приработку фрикционного образца и контртела при номинальном давлении, указанном в 7.5.3. Частота вращения фрикционного образца должна быть такой, чтобы температура в зоне трения не превышала 100-120 °С.
Приработка считается законченной, если на номинальной поверхности образцов появляются следы трения на площади не менее 90%. Контроль осуществляют визуально.
7.5.4.2 После окончания приработки образцы охлаждают до комнатной температуры, очищают от пыли и заусенцев. Взвешивают фрикционный образец и контртело для определения их массы при определении интенсивности изнашивания.
7.5.4.3 Определение коэффициента трения и энергетической интенсивности изнашивания по массе.
Проводят испытания при условиях, указанных в 7.5.3.
Создают номинальное давление на образцы, включают электрический двигатель и устанавливают необходимое количество оборотов, соответствующее первой ступени частоты вращения.
На 10 и 15 минутах испытания измеряют одновременно момент трения и температуру трения на каждой ступени частоты вращения.
По истечении времени испытания на одной ступени частоты вращения машину на ходу переключают на следующую более высокую ступень вращения и продолжают испытание.
Для измерения частоты вращения при переходе от одной ступени скорости к другой допускаются остановки машины в количестве не более двух, продолжительностью не более 2 мин каждая.
Испытание заканчивают для образцов из ретинакса марки А при достижении температуры 1100 °С, для образцов из ретинакса марки Б - 700 °С.
Машину останавливают, образцы охлаждают до температуры окружающей среды (23) °C, очищают от пыли и взвешивают с погрешностью не более 0,01 г.
7.5.5 Обработка результатов
7.5.5.1 Коэффициент трения для 10-й и 15-й минут испытания на каждой ступени частот вращения вычисляют по формуле
![]() ,
,
где - момент трения, Н·м;
- радиус трения, равный 0,012 м;
- осевое усилие на образцы 375 Н.
Точность вычисления 0,001, степень округления до 0,01.
7.5.5.2 Строят график, откладывая по оси ординат коэффициент трения, а по оси абсцисс - температуру трения. При построении графика используют данные, полученные на 10 и 15 мин испытания для каждой ступени частоты вращения.
7.5.5.3 Энергетическую интенсивность изнашивания фрикционного и металлического образца в мкг/Дж вычисляют по формуле
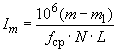 ,
,
где - масса образца после приработки, г;
- масса образца после всего цикла испытания, г;
- среднее арифметическое коэффициентов трения за цикл испытания (для всех ступеней испытания);
- осевое усилие прижима образца, равное 375 Н;
- путь трения за весь цикл испытания в метрах, определяемый по таблице 4.
Таблица 4
Частота вращения | Путь трения, м | ||
мин | с | за 15 мин | за весь цикл испытания |
100 | 1,67 | 114 | 114 |
200 | 3,33 | 228 | 342 |
500 | 8,33 | 570 | 912 |
700 | 11,67 | 798 | 1710 |
1000 | 16,67 | 1140 | 2850 |
2000 | 33,33 | 2280 | 5130 |
3000 | 50,0 | 3420 | 8550 |
4000 | 66,6 | 4560 | 13110 |
5000 | 83,33 | 5700 | 18810 |
6000 | 100,0 | 6839 | 25649 |
7.5.5.4 За показатель энергетической интенсивности изнашивания партии изделий принимают среднее арифметическое результатов испытания всех образцов данной партии.
8 ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
8.1 Транспортирование и хранение - по ГОСТ 27513.
При хранении изделия должны быть защищены от воздействия на них влаги и масла.
9 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
9.1 Изготовитель гарантирует соответствие изделий требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
9.2 Гарантийный срок хранения изделий - 10 лет со дня изготовления.
ПРИЛОЖЕНИЕ А
(обязательное)
КОЭФФИЦИЕНТЫ ТРЕНИЯ
Таблица 5 - Коэффициенты трения, находящиеся на верхней и нижней границах эталонной области, для ретинакса марки А при трении в паре с чугуном марки ЧНМХ
Температура испытания, °С | Значение коэффициента трения при данной температуре |
100 | 0,328-0,450 |
120 | 0,347-0,460 |
140 | 0,360-0,465 |
160 | 0,370-0,468 |
180 | 0,375-0,468 |
200 | 0,380-0,465 |
220 | 0,379-0,460 |
240 | 0,374-0,455 |
260 | 0,365-0,448 |
280 | 0,345-0,439 |
300 | 0,310-0,430 |
320 | 0,240-0,417 |
340 | 0,170-0,401 |
360 | 0,110-0,385 |
380 | 0,092-0,369 |
400 | 0,083-0,346 |
420 | 0,078-0,317 |
440 | 0,078-0,284 |
460 | 0,081-0,235 |
480 | 0,085-0,203 |
500 | 0,092-0,186 |
520 | 0,100-0,181 |
540 | 0,115-0,186 |
560 | 0,127-0,197 |
580 | 0,140-0,211 |
600 | 0,152-0,225 |
620 | 0,165-0,239 |
640 | 0,177-0,255 |
660 | 0,190-0,270 |
680 | 0,198-0,280 |
700 | 0,205-0,295 |
720 | 0,210-0,305 |
740 | 0,213-0,315 |
760 | 0,217-0,322 |
780 | 0,220-0,330 |
800 | 0,220-0,340 |
820 | 0,220-0,340 |
840 | 0,220-0,340 |
860 | 0,220-0,340 |
880 | 0,218-0,335 |
900 | 0,217-0,331 |
920 | 0,215-0,329 |
940 | 0,213-0,324 |
960 | 0,213-0,318 |
980 | 0,210-0,312 |
1000 | 0,209-0,308 |
1020 | 0,206-0,302 |
1040 | 0,203-0,298 |
1060 | 0,202-0,292 |
1080 | 0,200-0,285 |
1100 | 0,198-0,280 |
1120 | 0,196-0,273 |
1140 | 0,190-0,267 |
1160 | 0,181-0,259 |
1180 | 0,175-0,250 |
1200 | 0,164-0,242 |
Таблица 6 - Коэффициенты трения, находящиеся на верхней и нижней границах эталонной области для ретинакса марки Б при трении в паре со сталью марки 40ХН
Температура испытания, °С | Значение коэффициента трения при данной температуре |
100 | 0,270-0,605 |
120 | 0,247-0,585 |
140 | 0,227-0,567 |
160 | 0,204-0,547 |
180 | 0,183-0,527 |
200 | 0,160-0,507 |
220 | 0,140-0,487 |
240 | 0,119-0,467 |
260 | 0,097-0,448 |
280 | 0,075-0,428 |
300 | 0,055-0,408 |
320 | 0,041-0,387 |
340 | 0,030-0,367 |
360 | 0,023-0,347 |
380 | 0,020-0,327 |
400 | 0,020-0,307 |
420 | 0,020-0,287 |
440 | 0,020-0,267 |
460 | 0,024-0,248 |
480 | 0,030-0,232 |
500 | 0,040-0,223 |
520 | 0,050-0,220 |
540 | 0,060-0,223 |
560 | 0,071-0,229 |
580 | 0,081-0,239 |
600 | 0,093-0,252 |
620 | 0,103-0,265 |
640 | 0,114-0,279 |
660 | 0,124-0,293 |
680 | 0,135-0,307 |
700 | 0,147-0,320 |
720 | 0,159-0,333 |
740 | 0,169-0,347 |
760 | 0,179-0,360 |
780 | 0,188-0,373 |
800 | 0,200-0,387 |
Таблица 7 - Коэффициенты трения, находящиеся на верхней и нижней границах эталонной области, для ретинакса марки Б при трении в паре с чугуном марки СЧ 15
Температура испытания, °С | Значение коэффициента трения при данной температуре |
100 | 0,290-0,606 |
120 | 0,253-0,587 |
140 | 0,224-0,565 |
160 | 0,196-0,545 |
180 | 0,170-0,526 |
200 | 0,149-0,506 |
220 | 0,130-0,486 |
240 | 0,115-0,466 |
260 | 0,098-0,448 |
280 | 0,082-0,425 |
300 | 0,067-0,406 |
320 | 0,054-0,385 |
340 | 0,043-0,364 |
360 | 0,034-0,344 |
380 | 0,027-0,324 |
400 | 0,022-0,304 |
420 | 0,020-0,285 |
440 | 0,020-0,266 |
460 | 0,020-0,246 |
480 | 0,023-0,229 |
500 | 0,027-0,217 |
520 | 0,035-0,213 |
540 | 0,044-0,213 |
560 | 0,056-0,214 |
580 | 0,069-0,220 |
600 | 0,083-0,230 |
620 | 0,096-0,243 |
640 | 0,110-0,257 |
660 | 0,125-0,272 |
680 | 0,139-0,286 |
700 | 0,153-0,301 |
720 | 0,167-0,316 |
740 | 0,181-0,330 |
760 | 0,194-0,344 |
780 | 0,209-0,360 |
800 | 0,222-0,373 |
ПРИЛОЖЕНИЕ Б
(обязательное)
Таблица 8 - Дополнительные показатели изделий из ретинакса
Наименование показателя | Норма для марки | |
А | Б | |
1 Коэффициент теплостойкости, проводности, Вт/м·°С | 0,60 | 0,58 |
2 Удельная теплоемкость, кДж/кг·°С | 0,84 | 0,96 |
3 Предел прочности при срезе, МПа, не менее | 32,5 | 25,5 |
4 Предел прочности при сжатии, МПа, не менее | 72,0 | 73,0 |
5 Плотность, кг/м | 2400-2650 | 2130-2450 |
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1995
