ГОСТ Р ИСО 10683-2013
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ИЗДЕЛИЯ КРЕПЕЖНЫЕ
НЕЭЛЕКТРОЛИТИЧЕСКИЕ ЦИНК-ЛАМЕЛЬНЫЕ ПОКРЫТИЯ
Fasteners. Non-electrolytically zinc flake coatings
ОКС 21.060.01, 25.220.40
ОКП 16 000
Дата введения 2015-01-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Центральный ордена Трудового Красного Знамени научно-исследовательский автомобильный и автомоторный институт" (ФГУП "НАМИ") на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 229 "Крепежные изделия"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ постановлением Федерального агентства по техническому регулированию и метрологии от 8 ноября 2013 г. N 1529-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 10683:2000* "Изделия крепежные. Неэлектролитические цинк-ламельные покрытия" (ISO 10683:2000 "Fasteners. Nonelectrolytically applied zinc flake coatings").
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (подраздел 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации (и действующие в этом качестве межгосударственные стандарты), сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
1 Область применения
Настоящий стандарт устанавливает требования к толщине слоя, коррозионной стойкости, а также к механическим и физическим свойствам неэлектролитически нанесенных цинк-ламельных покрытий на крепежные изделия из стали с метрической резьбой.
Стандарт распространяется как на покрытия с хроматом, так и на покрытия без хромата. Согласно настоящему стандарту покрытия могут наноситься также на стальные болты и винты, которые сами формируют резьбу в отверстии, например, шурупы, самонарезающие винты, самосверлящие винты, самозачищающие винты и резьбовыдавливающие винты, и на стальные изделия без резьбы, например шайбы и штифты. Они могут, соответствующим образом, наноситься на крепежные изделия с другими типами резьбы. Покрытия могут поставляться с интегрированным и (или) дополнительно нанесенным смазочным материалом.
2 Нормативные ссылки
Следующие нормативные документы обязательны при применении настоящего стандарта*. Для датированных ссылок применять только указанные ниже стандарты. Для недатированных ссылок применять последнее издание ссылочных документов (включая все изменения).
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ИСО 898-1 Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 1. Болты, винты и шпильки установленных классов прочности - крупная резьба и резьба с мелким шагом (ISO 898-1 Mechanical properties of fasteners made of carbon steel and alloy steel - Part 1: Bolts, screws and studs with specified property classes - Coarse thread and fine pitch thread)
ИСО 965-1 Резьбы метрические ISO общего назначения. Допуски. Часть 1.
Принципы и основные данные (ISO 965-1 ISO general purpose metric screw threads. Tolerances. Part 1: Principles and basic data)
ИСО 965-2 Резьбы метрические ISO общего назначения. Допуски. Часть 2. Предельные размеры резьб для болтов и гаек общего назначения. Средний класс точности (ISO 965-2, ISO general purpose metric screw threads - Tolerances - Part 2: Limits of sizes for general purpose external and internal screw threads - Medium quality)
ИСО 965-3 Резьбы метрические ISO общего назначения. Допуски. Часть 3. Отклонения для конструкционных резьб (ISO 965-3, ISO general purpose metric screw threads - Tolerances - Part 3: Deviations for constructional screw threads)
ИСО 1463 Покрытия металлические и оксидные. Измерение толщины покрытия. Метод с использованием микроскопа (ISO 1463 Metallic and oxide coatings. Measurement of coating thickness. Microscopical method)
ИСО 1502 Резьбы ISO метрические общего назначения. Калибры и измерение (ISO 1502 ISO general purpose metric screw threads. Gauges and gauging)
ИСО 2064 Покрытия металлические и другие неорганические покрытия. Определения и понятия, относящиеся к измерению толщины (ISO 2064 Metallic and other non-organic coatings. Definitions and conventions concerning the measurement of thickness)
ИСО 3269 Изделия крепежные. Приемочный контроль (ISO 3269 Fasteners - Acceptance inspection)
ИСО 8991 Изделия крепежные. Система обозначений (ISO 8991 Designation system for fasteners)
ИСО 9227 Испытания на коррозию в искусственной атмосфере. Испытания в солевом тумане (ISO 9227 Corrosion tests in artifical atmospheres. Salt spray test)
ИСО 15330 Изделия крепежные. Испытание на предварительную нагрузку для обнаружения водородного охрупчивания. Метод с применением параллельных несущих поверхностей (ISO 15330 Fasteners. Preloading test for the detection of hydrogen embrittlement. Parallel bearing surface method)
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ИСО 2064, а также следующий термин с соответствующим определением:
3.1 неэлектролитически нанесенное цинк-ламельное покрытие (с интегрированной или без интегрированной смазки): Покрытие, образующееся при нанесении на поверхность крепежного изделия раствора цинковых пластинок (ламелей) (возможно добавление алюминиевых пластинок (ламелей), в соответствующей среде при нагреве (выдержке), приводящее к соединению пластинок между собой и с основным металлом и образованию электропроводящего неорганического слоя, обеспечивающего катодную защиту от коррозии.
Примечание - Покрытие может содержать хромат или быть свободным от хромата.
4 Общие свойства
Особенностью цинк-ламельного покрытия является отсутствие образования водорода, который мог бы абсорбироваться в поверхность крепежного изделия во время выполнения процесса покрытия. Поэтому не существует опасность водородного охрупчивания, если при предварительной обработке применяют процессы очистки, при которых не производится атомарный водород (например, пескоструйная обработка).
Если применяют процессы очистки, которые могут привести к абсорбции водорода, (например, кислотное травление), тогда для крепежных изделий с твердостью свыше 365 HV следует проводить производственный контроль для определения водородного охрупчивания. Это можно осуществить при проведении испытаний с предварительным нагружением согласно ИСО 15330.
Вместе с тем, необходимо отметить, что неэлектролитически нанесенное цинк-ламельное покрытие имеет высокую водородную проницаемость, которая при нагревании и выдержке делает возможной эффузию водорода, который был абсорбирован до начала процесса нанесения покрытия.
5 Требования к размерам и испытания
Толщина покрытий, которые могут наноситься на метрическую резьбу ИСО по ИСО 965-1, ИСО 965-2 и ИСО 965-3 зависит от основных отклонений, заданных в таблице 1. Они зависят в свою очередь от размеров резьбы и от следующих основных отклонений полей допусков:
- ,
,
- для наружной резьбы;
- или
(при необходимости) - для внутренней резьбы.
Покрытие на наружной резьбе не должно превышать нулевую линию (номинальный размер) и не может быть ниже нулевой линии для внутренней резьбы. Это значит, что для внутренней резьбы с основным отклонением измеряемая толщина покрытия только тогда может наноситься на резьбу, когда величина допуска не используется вплоть до нулевой линии (номинального размера).
Таблица 1 - Теоретические пределы толщины покрытия для метрической резьбы ИСО
Шаг | Номи- | Внутренняя резьба | Наружная резьба | ||||||
Основное отклонение | Основное отклонение | Основное отклонение | Основное отклонение | ||||||
Величина основного отклонения | Толщина покрытия не более | Величина основного отклонения | Толщина покрытия не более | Величина основного отклонения | Толщина покрытия не более | Величина основного отклонения | Толщина покрытия не более | ||
мм | мм | мкм | мкм | мкм | мкм | мкм | мкм | мкм | мкм |
0,2 | +17 | 4 | -17 | 4 | |||||
0,25 | 1; 1,2 | +18 | 4 | -18 | 4 | ||||
0,3 | 1,4 | +18 | 4 | -18 | 4 | ||||
0,35 | 1,5; 1,8 | +19 | 4 | -19 | 4 | -34 | 8 | ||
0,4 | 2 | +19 | 4 | -19 | 4 | -34 | 8 | ||
0,45 | 2,5; 2,2 | +20 | 5 | -20 | 5 | -35 | 8 | ||
0,5 | 3 | +20 | 5 | -20 | 5 | -36 | 9 | -50 | 12 |
0,6 | 3,5 | +21 | 5 | -21 | 5 | -36 | 9 | -53 | 13 |
0,7 | 4 | +22 | 5 | -22 | 5 | -38 | 9 | -56 | 14 |
0,75 | 4,5 | +22 | 5 | -22 | 5 | -38 | 9 | -56 | 14 |
0,8 | 5 | +24 | 6 | -24 | 6 | -38 | 9 | -60 | 15 |
1 | 6; 7 | +26 | 6 | -26 | 6 | -40 | 10 | -60 | 15 |
1,25 | 8 | +28 | 7 | -28 | 7 | -42 | 10 | -63 | 15 |
1,5 | 10 | +32 | 8 | -32 | 8 | -45 | 11 | -67 | 16 |
1,75 | 12 | +34 | 8 | -34 | 8 | -48 | 12 | -71 | 17 |
2 | 16; 14 | +38 | 9 | -38 | 9 | -52 | 13 | -71 | 17 |
2,5 | 20; 18; 22 | +42 | 10 | -42 | 10 | -58 | 14 | -80 | 20 |
3 | 24; 27 | +48 | 12 | -48 | 12 | -63 | 15 | -85 | 21 |
3,5 | 30; 33 | +53 | 13 | -53 | 13 | -70 | 17 | -90 | 22 |
4 | 36; 39 | +60 | 15 | -60 | 15 | -75 | 18 | -95 | 23 |
4,5 | 42; 45 | +63 | 15 | -63 | 15 | -80 | 20 | -100 | 25 |
5 | 48; 52 | +71 | 17 | -71 | 17 | -85 | 21 | -106 | 26 |
5,5 | 56; 60 | +75 | 18 | -75 | 18 | -90 | 22 | -112 | 28 |
6 | 64 | +80 | 20 | -80 | 20 | -95 | 23 | -118 | 29 |
Примечание - Теоретические пределы толщины покрытия рассчитаны на основе размеров резьбы. Они расположены на нижнем пределе (внутренняя резьба) или на верхнем пределе (наружная резьба) соответствующего допуска резьбы. | |||||||||
После нанесения покрытия нужно проверять метрическую резьбу по ИСО 1502 проходным калибром для основного отклонения - для наружной резьбы и для основного отклонения
- для внутренней резьбы. При проверке резьбы с нанесенным покрытием допускается прикладывать максимальный момент навинчивания 0,001
, Н·м,
где - номинальный диаметр резьбы, мм.
Остальные размеры являются действительными только до нанесения покрытия.
Для достижения коррозионной стойкости в соответствии с разделом 6 необходимо выдержать минимальную толщину покрытия () с учетом допуска на толщину покрытия, равного минимальной толщине покрытия.
Поэтому ожидаемая максимальная толщина покрытия будет вдвое больше требуемой минимальной толщины покрытия (см. таблицу 2). Числовые значения минимального основного отклонения, необходимого для обеспечения минимальной толщины покрытия, равные 4 (или 8
), также представлены в таблице 2.
Таблица 2 - Толщина покрытия и требуемая величина основного отклонения
В микрометрах
Толщина покрытия | требуемая величина минимального основного отклонения | |
минимальная (при необходимости см. таблицу 3) | максимальная (ожидаемая) | |
4 | 8 | 32 |
5 | 10 | 40 |
6 | 12 | 48 |
8 | 16 | 64 |
9 | 18 | 72 |
10 | 20 | 80 |
12 | 24 | 96 |
| ||
Таблица 3 - Продолжительность проведения испытаний в камере солевого тумана
Продолжительность испытаний, ч | Минимальная локальная толщина покрытия (по требованию заказчика) | |
Покрытие с хроматом (fIZnyc), мкм | Покрытие без хромата (fIZnnc), мкм | |
240 | 4 | 6 |
480 | 5 | 8 |
720 | 8 | 10 |
960 | 9 | 12 |
Примечание - Если плотность покрытия (г/м - покрытие с хроматом: 4,5 г/м - покрытие без хромата: 3,8 г/м | ||
В случае, если для заданного шага резьбы величины основного отклонения (см. таблицу 1) недостаточно для нанесения требуемой минимальной толщины покрытия, то:
- необходимо изменить основное отклонение резьбы (например, вместо
) или
- должна быть сужена величина допуска, т.е. резьба должна быть изготовлена ближе к верхнему пределу (внутренняя резьба) или ближе к нижнему пределу (наружная резьба) соответствующего поля допуска.
Значения минимальной локальной толщины покрытия для достижения требуемой коррозионной стойкости представлены в таблице 3.
Примечание - Пример выбора толщины покрытия в связи с требованиями коррозионной стойкости представлен в приложении А.
В случае, если локальная толщина покрытия выбрана в соответствии с таблицей 3, она может быть измерена с помощью магнитных или рентгеновских методов. В спорных случаях нужно применять в качестве рекомендуемого микроскопический метод по ИСО 1463. Участки поверхности (места измерений) для измерения толщины представлены на рисунке 1.
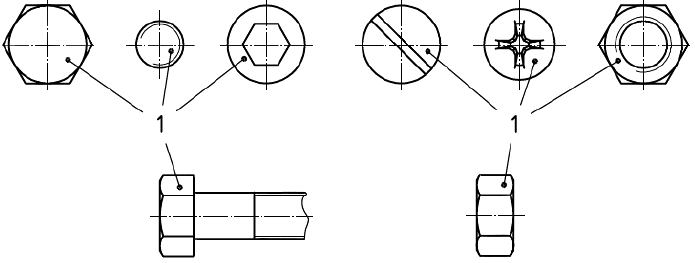
1 - места измерений
Рисунок 1 - Места измерений толщины покрытия крепежных изделий с резьбой
В случае, если необходимо нанести покрытие на метрическую резьбу с шагом менее 1 мм (<М6) или на крепежные изделия с мелким внутренним углублением для передачи момента закручивания, необходимы специальные соглашения между поставщиком и заказчиком.
6 Испытание на коррозионную стойкость
Для оценки качества покрытия применяют испытания в нейтральном солевом тумане по ИСО 9227. Испытания применяют для изделий с покрытием в состоянии поставки. Поведение покрытия при этих испытаниях может не соответствовать поведению антикоррозийной защиты в определенных условиях использования.
Примечание - Обычно испытания в нейтральном солевом тумане проводят при заданном определенном времени по таблице 3 (см. раздел 9, пример 1).
После проведения испытаний в нейтральном солевом тумане по ИСО 9227 с продолжительностью по таблице 3 на изделии не должны визуально определяться следы коррозии основного металла (красная коррозия).
7 Механические и физические свойства и испытания
7.1 Общие положения
Процесс нанесения покрытия не должен оказывать влияние на механические и физические свойства крепежных изделий, определяемые в соответствующих стандартах, поэтому производителю нужно учитывать (в случае необходимости опираясь на испытания) подходят ли установленные для нанесения покрытия температура и продолжительность нагрева (выдержки) виду покрываемых крепежных изделий.
7.2 Внешний вид
Цвет покрытия - серебристо-серый. На крепежных изделиях с покрытием не должно быть пузырей, локальных излишков материала покрытия и зон без покрытия, которые могут снизить коррозионную защиту и пригодность изделия для применения.
Для таких крепежных изделий, как шайбы, гайки или болты с углублением под ключ могут потребоваться специальные процессы, позволяющие избежать завышенной толщины покрытия или непокрытых мест.
7.3 Температурная стойкость
После нагрева крепежных изделий с нанесенным покрытием в течение 3 ч при температуре 150 °С (температура изделий) коррозионная стойкость должна соответствовать требованиям, указанным в разделе 6.
7.4 Пластичность
После нагружения крепежных изделий с нанесенным покрытием пробной нагрузкой по ИСО 898-1, коррозионная защита, указанная в разделе 6, должна быть выполнена по всему изделию, за исключением тех мест, на которых произошло зацепление резьбы. Данное требование распространяется только на болты, винты и шпильки с метрической резьбой.
7.5 Адгезия/когезия
Если липкая лента с адгезивной прочностью (7±1) Н на 25 мм ширины плотно прижата рукой к поверхности изделия, а затем ее отрывают перпендикулярно поверхности, покрытие не должно отделяться от основного металла. Небольшое количество материала покрытия, прилипшее к липкой ленте, является допустимым.
7.6 Катодная защита
Способность покрытия к катодной защите может определяться при испытании в нейтральном солевом тумане (см. раздел 6) образца с покрытием, на котором нанесена царапина до основного металла. При этом царапина должна иметь ширину не более 0,5 мм. После испытания в нейтральном солевом тумане в течение 72 ч в зоне царапины не должно быть красной коррозии.
7.7 Соотношение между крутящим моментом затяжки/усилием предварительной затяжки для покрытия с интегрированной или дополнительно (снаружи) нанесенной смазкой
Требования к соотношению между крутящим моментом затяжки/усилием предварительной затяжки должны быть согласованы между поставщиком и заказчиком
8 Применимость методов испытаний
8.1 Общие положения
Все требования разделов 5, 6 и 7 являются действительными в том случае, если речь идет об общих свойствах покрытия, или если они специально заданы заказчиком. Испытания по 8.2 необходимо проводить для каждой партии крепежных изделий (см. ИСО 3269).
Испытания по 8.3 не предусмотрены для каждой партии крепежных изделий, они могут быть использованы для контроля процесса.
8.2 Испытания, обязательные для каждой партии
Для каждой партии проводят следующие испытания:
- контроль резьбы (по разделу 5);
- внешний вид (по 7.2);
- адгезия/когезия (по 7.5).
8.3 Испытания, проводимые для контроля процесса
Для контроля процесса проводят следующие испытания:
- испытания в нейтральном солевом тумане (по разделу 6);
- температурная стойкость (по 7.3);
- пластичность (по 7.4);
- катодная защита (по 7.6).
8.4 Испытания, проводимые только по требованию заказчика
По требованию заказчика могут проводиться следующие испытания:
- толщина покрытия (по разделу 5);
- соотношение между крутящим моментом затяжки/усилием предварительной затяжки для покрытия с интегрированной или дополнительно (снаружи) нанесенной смазкой (по 7.7).
9 Обозначение
Обозначение покрытия необходимо добавлять к обозначению изделия согласно системе обозначения по стандарту ИСО 8991, при этом следует употреблять символ "flZn" для цинк-ламельных покрытий, наносимых неэлектролитическим способом, а также число, равное требуемой продолжительности испытания в нейтральном солевом тумане в ч. и, в случае необходимости, указание применять покрытие с хроматом (ус) или без хромата (nc).
Примеры
1) Болт с шестигранной головкой ИСО 4014 - M12х80 - 10.9 с цинк-ламельным покрытием, наносимым неэлектролитическим способом (fIZn), с требуемой продолжительностью испытания 480 ч в нейтральном солевом тумане обозначают следующим образом:
Болт с шестигранной головкой ИСО 4014 - М12х80 - 10.9 - fIZn - 480 ч.
В случае, если требуется покрытие с интегрированной смазкой, в конце обозначения к символу цинк-ламельного покрытия должна быть добавлена буква L:
Болт с шестигранной головкой ИСО ISO 4014 - М12х80 - 10.9 - fIZnL - 480 ч.
В случае, если требуется покрытие с дополнительно нанесенной смазкой, в конце обозначения должна быть добавлена буква L:
Болт с шестигранной головкой ИСО 4014 - М12х80 - 10.9 - fIZn - 480 ч. - L
2) Болт с шестигранной головкой ИСО 4014 - M12х80 - 10.9 с цинк-ламельным покрытием, наносимым неэлектролитическим способом без хромата (fIZnnc), с требуемой продолжительностью испытания 480 ч в нейтральном солевом тумане обозначают следующим образом:
Болт с шестигранной головкой ИСО 4014 - М12х80 - 10.9 - fIZnnc - 480 ч.
3) Болт с шестигранной головкой ИСО 4014 - M12х80 - 10.9 с цинк-ламельным покрытием, наносимым неэлектролитическим способом с хроматом (fIZnyc), с требуемой продолжительностью испытания 480 ч в нейтральном солевом тумане обозначают следующим образом:
Болт с шестигранной головкой ИСО 4014 - M12х80 - 10.9 - fIZnyc - 480 ч.
10 Требования при заказе
При заказе изделий с резьбой, на которые наносятся покрытия, согласно настоящему стандарту заказчик указывает изготовителю покрытия следующие данные:
а) ссылку на настоящий стандарт и обозначение покрытия (см. раздел 9);
b) материал изделия и его состояние, например, термическую обработку, твердость или другие свойства, которые могут повлиять на процесс нанесения покрытия;
c) допуски на резьбу, если они отличаются от указанных в стандарте на продукцию;
d) производственные требования (крутящий момент затяжки/усилие предварительной затяжки, коэффициент трения), а также методы испытания для покрытия с интегрированным или дополнительно нанесенным смазочным материалом, которые необходимо согласовать между поставщиком и заказчиком.
Приложение А
(справочное)
Пример выбора толщины покрытия в соответствии с требованиями по антикоррозионной защите
Заказчику необходим болт с метрической резьбой М10 (Шаг 1,5 мм) с цинк-ламельным покрытием, наносимым неэлектролитическим способом.
Исходя из условий применения изделия, ему необходима минимальная продолжительность испытания в нейтральном солевом тумане в течение 480 ч для выполнения требований по коррозионной защите.
Используя таблицу 3, заказчику следует выбрать цинк-ламельное покрытие, наносимое неэлектролитическим способом с хроматом (fIZnyc) с минимальной толщиной покрытия 5 мкм, соответствующей минимальной продолжительности испытаний 480 ч.
Из таблицы 2 следует, что минимальная толщина покрытия 5 мкм соответствует максимальной толщине покрытия 10 мкм и, следовательно, необходимо минимальное основное отклонение равное 40 мкм.
Из таблицы 1 следует, что минимальное основное отклонение, равное 40 мкм для шага резьбы 1,5 мм, может быть достигнуто при применении положения поля допуска . Из этого следует, что болты с полем допуска 6
до нанесения покрытия не могут быть заказаны.
Возможен один из трех вариантов:
1) установление поля допуска 6 на болты до нанесения покрытия.
Из настоящего стандарта следует, что для предотвращения проблем при сборке, толщина покрытия не должна превышать 11 мкм, таким образом, следует заказывать:
Болт с шестигранной головкой ИСО 4014 - М10х60 - 10.9 - fIZnyc - 480 ч.
поле допуска резьбы 6 до нанесения покрытия;
2) сохранение поля допуска 6 и снижение требований антикоррозийной защиты.
Величина основного отклонения (см. таблицу 1) равна 32 мкм для шага резьбы 1,5 мм, что позволяет наносить максимальную толщину покрытия 8 мкм. По таблице 2 следует взять соответствующую минимальную толщину покрытия 4 мкм, что соответствует продолжительности испытаний 240 ч в нейтральном солевом тумане для покрытия с хроматом (fIZnyc) (см. таблицу 3), таким образом, следует заказывать:
Болт с шестигранной головкой ИСО 4014 - М10х60 - 10.9 - fIZnyc - 240 ч.
Примечание - В данном случае назначение специального допуска на резьбу не требуется, поскольку подходит допуск, указанный в стандарте на изделие.
3) сохранение положения поля допуска и требование минимальной продолжительности испытаний 480 ч в нейтральном солевом тумане.
В этом случае следует уменьшить величину допуска 132 мкм для степени точности 6 по верхнему пределу до величины, которая нужна для нанесения необходимой толщины покрытия:
480 ч для покрытия с хроматом (fIZnyc): |
|
| |
зазор, необходимый для покрытия: | 40 мкм |
основное отклонение для положения поля допуска | 32 мкм |
необходимое уменьшение величины допуска: | 8 мкм |
Таким образом, следует заказывать:
Болт с шестигранной головкой ИСО 4014 - М10х60 - 10.9 - fIZnyc - 480 ч.
максимальные размеры резьбы поля допуска 6 уменьшаются на 8 мкм.
Примечание - Необходимое уменьшение величины допуска для степени точности 6 приведено на рисунке А.1.
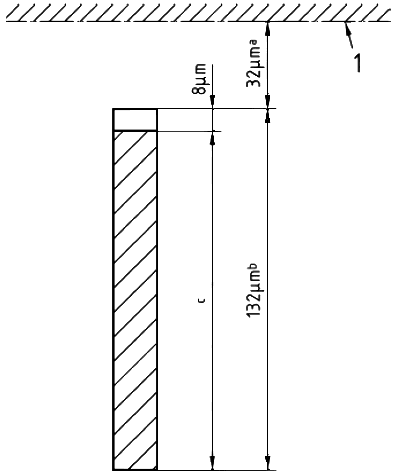
1 - нулевая линия; - величина основного отклонения
;
- величина допуска степени точности 6;
- уменьшенный допуск степени точности 6
Рисунок А.1 - Уменьшение величины допуска на резьбу для нанесения заданной толщины покрытия (мкм)
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов ссылочным национальным стандартам Российской Федерации (и действующим в этом качестве межгосударственным стандартам)
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ИСО 898-1 | IDT | ГОСТ Р ИСО 898-1-2011 "Механические свойства крепежных изделий из углеродистых и легированных сталей. Часть 1. Болты, винты и шпильки установленных классов прочности с крупным и мелким шагом резьбы" |
ИСО 965-1 | MOD | ГОСТ 16093-2004 (ИСО 965-1:1998, ИСО 965-3:1998) "Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором" |
ИСО 965-2 | - | * |
ИСО 965-3 | MOD | ГОСТ 16093-2004 (ИСО 965-1:1998, ИСО 965-3:1998) "Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором" |
ИСО 1463 | NEQ | ГОСТ 9.302-88 "Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля" |
ИСО 1502 | MOD | ГОСТ 24997-2004 (ИСО 1502:1996) "Калибры для метрической резьбы. Допуски" |
ИСО 2064 | NEQ | ГОСТ 9.302-88 "Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля" |
ИСО 3269 | IDT | ГОСТ Р ИСО 3269-2009 "Изделия крепежные. Приемочный контроль" |
ИСО 8991 | IDT | ГОСТ Р ИСО 8991-2011 Изделия крепежные. Система обозначений |
ИСО 9227 | NEQ | ГОСТ 9.308-85 "Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы ускоренных коррозионных испытаний" |
ИСО 15330 | IDT | ГОСТ Р ИСО 15330-2010 "Изделия крепежные. Испытание на предварительную нагрузку для обнаружения водородного охрупчивания. Метод с применением параллельных несущих поверхностей" |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты; - NEQ - неэквивалентные стандарты. | ||
Библиография
[1] | ИСО 4014 Болты с шестигранной головкой. Классы изделия А и В (ISO 4014, Hexagon head bolts - Product grades A and B) |
_____________________________________________________________________
УДК 621.88.07:006.354 ОКС 21.060.01, 25.220.40 ОКП 16 000
Ключевые слова: цинк-ламельные покрытия, толщина покрытия, нейтральный солевой туман
_____________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
