ГОСТ Р 71629-2024
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Оптика и фотоника
ПЕРИФЕРИЙНЫЕ УСТРОЙСТВА И СИСТЕМЫ ЛАЗЕРНОГО ОБОРУДОВАНИЯ ДЛЯ РЕАЛИЗАЦИИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ, НАПЛАВКИ И ЛЕГИРОВАНИЯ
Классификация и основные технические характеристики
Optics and photonics. Peripheral devices and laser equipment systems for realization of technological processes of surface heat treatment, cladding and alloying. Classification and main technical characteristics
ОКС 31.260
Дата введения 2025-01-01
Предисловие
1 РАЗРАБОТАН Обществом с ограниченной ответственностью "Лазеры и оптические системы" (ООО "ЛОС")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 296 "Оптика и фотоника"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 30 сентября 2024 г. № 1315-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
1 Область применения
Настоящий стандарт распространяется на периферийные устройства и системы лазерного оборудования для реализации технологических процессов поверхностного упрочнения, наплавки и легирования и устанавливает классификацию и основные технические характеристики.
Настоящий стандарт не распространяется на периферийные устройства лазерных технологических комплексов для резки, сварки и маркировки.
Настоящий стандарт предназначен для конструкторов, технологов, административного и технического персонала цехов, производственных и контрольных мастеров, операторов лазерных установок и других лиц, осуществляющих разработку, проектирование, изготовление и эксплуатацию лазерного технологического оборудования.
2 Нормативные ссылки
В настоящем стандарте использована нормативная ссылка на следующий стандарт:
ГОСТ Р 58373 Оптика и фотоника. Лазеры и лазерное оборудование. Термины и определения
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ Р 58373, а также следующие термины с соответствующими определениями:
3.1 лазерное технологическое оборудование: Технологическое оборудование, в котором в качестве рабочего инструмента используется лазерное излучение.
3.2 периферийные устройства и системы лазерного оборудования: Узлы, модули и компоненты, обеспечивающие транспортировку и введение лазерного излучения в зону воздействия на детали для реализации технологических процессов поверхностного упрочнения, наплавки и легирования.
3.3 лазерная технологическая установка; ЛТУ: Технологическое оборудование, состоящее из технологического лазера, системы транспортировки и фокусировки излучения, манипулятора и технологической оснастки.
Примечание - ЛТУ, как правило, применяют в опытном, единичном и мелкосерийном производствах.
3.4 лазерный технологический комплекс; ЛТК: ЛТУ с дополнительными системами и устройствами для выполнения более сложных и специальных задач, в т.ч. в серийном производстве.
3.5 система транспортировки лазерного излучения; СТИ: Часть лазерного оборудования (ЛТК, ЛТУ), связывающая лазер с зоной воздействия (обработки) и передающая излучение в заданную точку пространства для выполнения технологических операций.
3.6 система фокусировки лазерного излучения; СФИ: Часть лазерного оборудования (ЛТК, ЛТУ), предназначенная для концентрации лазерного излучения до заданной плотности мощности или энергии, требуемой для выполнения той или иной технологической операции.
3.7 система транспортировки и фокусировки лазерного излучения; СТФИ: Часть лазерного оборудования (ЛТК, ЛТУ), объединяющая в единый блок или модуль систему транспортировки излучения и систему фокусировки лазерного излучения.
Примечание - В СТФИ периферийных устройств, рассмотренных в настоящем стандарте, входят СТИ, формирователи пучка лазерного излучения, сканаторы, СФИ.
3.8 лучепровод: Часть системы транспортировки и фокусировки лазерного излучения, открытого или закрытого типа, локализующая в пространстве лазерное излучение и передающая его в зону воздействия.
3.9 фокусатор: Линзовое, зеркальное, зеркально-линзовое или иное устройство, например дифракционный оптический элемент, для концентрации лазерного излучения до плотности мощности или энергии, обеспечивающей выполнение требуемой технологической операции.
3.10
формирователь пучка лазерного излучения: Устройство, предназначенное для управления формой пучка и распределением плотности мощности (энергии) лазерного излучения по сечению пучка. [ГОСТ Р 58375-2019, статья 2.12] |
3.11
коллиматор пучка лазерного излучения: Оптический преобразователь пучка лазерного излучения для изменения его диаметра и расходимости. [ГОСТ 15093-90, статья 112] |
3.12 сканирующие(ее) устройство и/или система (сканатор): Устройство для отклонения пучка лазерного излучения на обрабатываемой поверхности по заданным траектории или алгоритму.
3.13
микролинза: Линза в матрице с апертурой менее нескольких миллиметров, включая линзы, работа которых основана на явлениях преломления на поверхности, преломления в объеме подложки, дифракции или их комбинации. [ГОСТ Р 59743.1-2021, статья 2.1.1] |
3.14
матрица микролинз: Регулярное расположение микролинз на/в одной подложке. [ГОСТ Р 59743.1-2021, статья 2.1.2] |
3.15 технологическая головка; ТГ: Часть лазерного оборудования, осуществляющая воздействие лазерного излучения на обрабатываемую деталь, в т.ч. окончательное формирование пучка, фокусировку и управление лучом, а также введение компонентов для выполнения операций поверхностного упрочнения, наплавки и легирования.
Примечание - Как правило, ТГ конструктивно представляют собой единый блок или модуль, объединяющий оптические и технологические элементы.
4 Классификация и основной состав периферийных устройств и систем лазерного оборудования
4.1 Периферийные устройства и системы лазерного оборудования по назначению и исполнению подразделяют на две группы:
- устройства и системы, обеспечивающие передачу лазерного излучения и управление им от источника в зону воздействия на деталь или заготовку;
- устройства и системы, обеспечивающие выполнение требуемых технологических операций.
4.2 Устройства и системы, обеспечивающие передачу лазерного излучения и управление им от источника в зону воздействия, включают в себя:
- СТИ;
- формирователи пучка лазерного излучения;
- СФИ;
- сканирующие устройства и системы (сканаторы);
- ТГ в части оснащения их элементами СФИ.
4.3 Устройства и системы, обеспечивающие выполнение требуемых технологических операций, включают в себя:
- ТГ с элементами для реализации технологического процесса (ТП);
- манипуляторы для крепления и перемещения деталей или заготовок.
Примечание - Конструктивные и технологические особенности манипуляторов и оснастки в настоящем стандарте не рассматриваются. Наиболее существенные технические характеристики некоторых видов манипуляторов приведены в приложении А;
- дополнительные устройства.
5 Основные технические характеристики
5.1 Система транспортировки и фокусировки лазерного излучения
Основные технические характеристики СТФИ приведены в таблице Б.1.
5.1.1 Фиксированные в пространстве жесткие зеркальные лучепроводы
5.1.1.2 Рекомендуемые значения параметров зеркал жестких зеркальных лучепроводов, определяемые в зависимости от мощности/энергии излучения и режима работы лазера (непрерывный, импульсный, импульсно-периодический, моноимпульсный), приведены в приложении Б.
В технической документации рекомендуется указывать следующие характеристики зеркал:
- коэффициент отражения;
- передаваемая мощность;
- лучевая прочность;
- защитное покрытие;
- качество обработки (отклонение формы);
- апертура (световой диаметр).
Примечание - Технические характеристики зеркал лучепроводов устанавливаются согласно требованиям технической документации или определяются заказчиком по согласованию с изготовителем.
5.1.1.3 Фиксированные в пространстве жесткие зеркальные лучепроводы могут быть открытого и закрытого типов, с подвижными и неподвижными зеркалами.
Если ЛТК оснащен технологической кабиной, то допускается использование лучепроводов обоих типов.
Примечание - При разработке нового оборудования следует отдавать предпочтение лучепроводам закрытого типа.
5.1.1.4 Схема ЛТУ с жестким лучепроводом, содержащим одно поворотное юстируемое зеркало, приведена на рисунке 1.
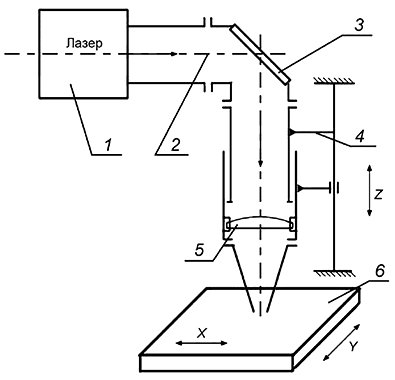 |
1 - лазер; 2 - лучепровод; 3 - поворотное зеркало; 4 - механизм перемещения по координате Z; 5 - фокусирующая линза; 6 - стол с перемещениями по координатам X-Y
Рисунок 1 - Схема ЛТУ с жестким лучепроводом, содержащим одно поворотное юстируемое зеркало
5.1.1.5 Перемещение детали относительно лазерного пучка осуществляют с помощью координатной или манипуляционной системы.
5.1.1.6 В ряде конструкций ЛТУ ТГ может двигаться по одной координате в горизонтальном или вертикальном направлении.
5.1.1.7 Как правило, передаваемая мощность (по требуемым технологическим показателям) - не более 6 кВт, апертура - не более 120 мм (для широкоапертурных лазеров).
Ограничения по передаваемой мощности и апертуре связаны с особенностями ТП.
5.1.1.8 Для уменьшения габаритов ТГ в СТИ используют дополнительные оптические системы и элементы (коллиматоры, телескопы и др.).
Примечание - Например, при использовании широкоапертурных лазеров в СТИ дополнительно используют коллиматор.
5.1.2 Зеркальные лучепроводы с подвижными зеркалами
5.1.2.1 Транспортировку лазерного излучения с помощью подвижных зеркал осуществляют по двум или трем координатам.
Предельное значение хода в поперечном направлении (по оси Y) устанавливают исходя из конструктивного исполнения с учетом жесткости поперечной балки (траверсы).
Требования к зеркалам - по 5.1.1.2.
5.1.2.2 Для обработки крупногабаритных деталей или деталей на паллетах зеркальные лучепроводы размещают на портальных конструкциях мостового типа.
Зеркальный лучепровод портального типа приведен на рисунке 2.
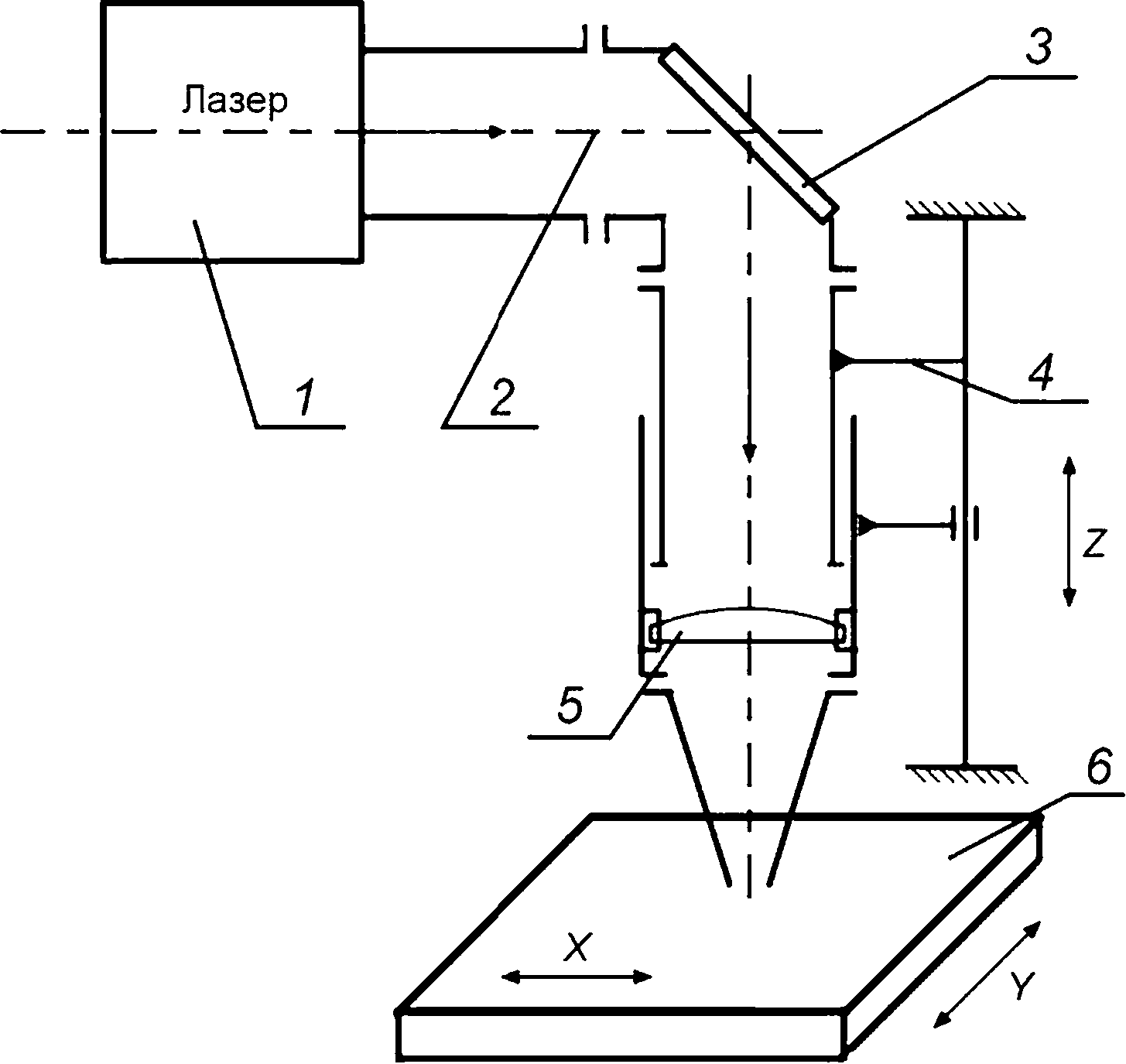 |
Рисунок 2 - Зеркальный лучепровод портального типа
5.1.2.4 Для зеркальных лучепроводов портального типа применение корригирующих зеркал является обязательным.
5.1.2.5 Трехкоординатную СТИ применяют в роботизированных комплексах, при этом зеркала размещают на шарнирных подвесах внутри плеча робота.
5.1.3 Гибкие волоконные лучепроводы
5.1.3.1 В гибких волоконных лучепроводах лазерное излучение собирается и передается посредством волоконно-оптического кабеля.
5.1.3.2 Ввод излучения из волокна в ТГ или другие ЛТК производят через специализированные волоконные коннекторы.
5.1.3.3 Гибкие волоконные лучепроводы характеризуются:
- максимально передаваемой средней мощностью излучения (или максимальной пиковой мощностью излучения при работе импульсными или импульсно периодическими лазерами);
- потерями мощности излучения;
- длиной кабеля;
- допустимым радиусом изгиба в нерабочем и рабочем состояниях;
- диаметром сердечника волокна.
5.2 Формирователи пучка лазерного излучения
5.2.1 Формирователи пучка лазерного излучения вводят на выходе СТИ для управления формой пучка и распределения плотности мощности (энергии) лазерного излучения по сечению пучка.
5.2.2 Формирователи пучка лазерного излучения по типу подразделяют:
- на преломляющие (рефракционные);
- дифракционные формирователи пучка интеграционного типа;
- комбинированные системы.
5.2.3 Выбор типа формирователя пучка лазерного излучения зависит от требуемого уровня мощности, длины волны, качества гомогенизации пучка и других факторов.
5.2.4 Основной функцией преломляющих (рефракционных) формирователей пучка лазерного излучения является преобразование гауссового пучка в пучок с равномерной интенсивностью.
Схема преобразования гауссового пучка в пучок равномерной интенсивности приведен на рисунке 3.
 |
Рисунок 3 - Схема преобразования гауссового пучка в пучок равномерной интенсивности
Устройство представляет собой телескоп Галилея, в котором профиль интенсивности трансформируется контролируемым образом с помощью линз. Отсутствие внутренней фокусировки является существенным фактором для преобразования лазерных пучков высокой мощности. Плоскостность выходного волнового фронта сохраняется на значительном расстоянии после устройства, а свойства пучка остаются стабильными. Применение оптимизированных просветляющих покрытий позволяет достичь почти 100%-ного пропускания системы.
5.2.5 В дифракционных формирователях пучка однородная интенсивность обеспечивается применением многолинзовых оптических компонентов (матрицей микролинз), разбиением исходного пучка на части и "перемешиванием" этих частей в определенной рабочей плоскости.
Одно устройство может формировать несколько выходных профилей: от кольцевых до прямоугольных.
5.2.6 В СТИ диодных технологических лазеров используют формирователи излучения различных типов в зависимости от мощности и технологического назначения ЛТК, в которые они входят.
5.2.7 В ЛТК с диодными лазерами также применяют многоканальные формирователи излучения, связанные с источником генерации. В таких системах передача лазерного излучения осуществляется по многоволоконному кабелю, каждое волокно которого соединено с отдельным источником излучения (диодным модулем). Весь комплект волокон заключен в общую оплетку из эластичного материала, формируя кабель, снабженный разъемом для подключения к оптической головке.
В некоторых ЛТК в системе управления предусматривается возможность управления мощностью излучения по каждому из каналов, что позволяет сформировать на обрабатываемой детали излучение с определенным распределением интенсивности.
5.2.8 Формирователи пучка лазерного излучения в комплекте с другими оптическими устройствами обеспечивают для выполнения заданных технологических операций получение требуемой формы сфокусированных пятен, некоторые из них представлены на рисунке 4.
Размеры пятен различной формы, получаемых с помощью формирователей пучка, и примерные значения мощности лазерного излучения для их реализации приведены в таблице 1.
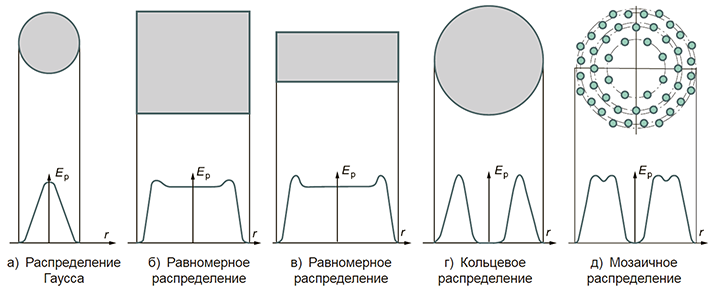 |
Таблица 1
Форма пятна | Размер пятна, мм, min | Размер пятна, мм, max | Мощность излучения, кВт* |
1 Круг (Гаусс, равномерн.) | 3,0 | 30 | 0,5-7,0 |
2 Прямоугольник | 3 5 | 9 135 | 1,5-10 |
3 Квадрат | 2 2 | 135 135 | 1,0-20 |
4 Линия | 0,4 4,0 | 1,0 135 | 0,5-5,0 |
5 Кольцо | 5 1 | 50 5 | 1,0-7,0 |
6 Эллипс | 2 4 | 5 10 | 1,5-4,0 |
* Уровень мощности варьируется в зависимости от технологической операции, технических требований к ней и режимов ее выполнения. | |||
5.2.9 В формирователях пучка лазерного излучения и других устройствах СТФИ часто используют телескопические системы, в том числе панкратического типа для изменения плотности мощности и расходимости лазерных пучков.
5.2.10 Основные технические характеристики формирователей пучка лазерного излучения приведены в таблице Б.1.
5.3 Системы фокусировки лазерного излучения
5.3.1 СФИ разделяют на одноэлементные и многоэлементные.
5.3.2 В качестве одноэлементных СФИ применяют преломляющие одиночные линзы или отражающие зеркальные фокусирующие элементы (далее - фокусаторы).
5.3.3 Преломляющие линзы изготавливают из материалов с минимальными коэффициентами поглощения для лазерного излучения соответствующего спектрального диапазона. Нанесение просветляющих и защитных покрытий является обязательным. При пропускании лазерного излучения высокой мощности рекомендуется применять водяное охлаждение оправ линз или обдув поверхности очищенными газами. Входные апертуры и световые диаметры линз должны быть больше диаметра (размера) падающего потока на 5 мм и более. Чаще всего применяют плосковыпуклые, двояковыпуклые линзы и мениски. Для уменьшения аберраций выпуклую сторону линз обращают в сторону падающего потока. С той же целью относительные отверстия линз (d/f) не должны быть менее 4. В некоторых случаях для выполнения специальных требований применяют объективы, состоящие из нескольких линз.
5.3.4 Фокусаторы зеркального типа изготавливают, как правило, из металлов и сплавов с высоким коэффициентом отражения (медь бескислородная, чистотой более 99,9%, молибден, нержавеющая сталь). Для увеличения коэффициента отражения на рабочие поверхности наносят покрытия из золота и серебра, а для изоляции от окружающей среды - защитные покрытия. Чаще всего фокусаторы совмещают функции поворотного зеркала и фокусирующего элемента. Фокусирующую поверхность выполняют в виде параболы. При высоких уровнях мощности в конструкциях фокусатора должно быть водяное охлаждение.
5.3.5 Для отдельных применений используют многолинзовые оптические устройства - матрицы микролинз (оптические линзовые растры), представляющие собой плоско-параллельную пластину, на одной стороне которой сформирована гексагональная или ортогональная решетка с фокусирующими элементами, размер которых составляет от 0,2 до интервала 1,5-2,0 мм. В отдельных случаях могут быть применены параллельные микролинзы.
Материалы и существующая в настоящее время технология изготовления матриц микролинз допускают их использование в спектральном диапазоне от 0,5 до 1,2 мкм.
5.3.6 СФИ, наиболее часто применяемые в ЛТК, приведены на рисунке 5.
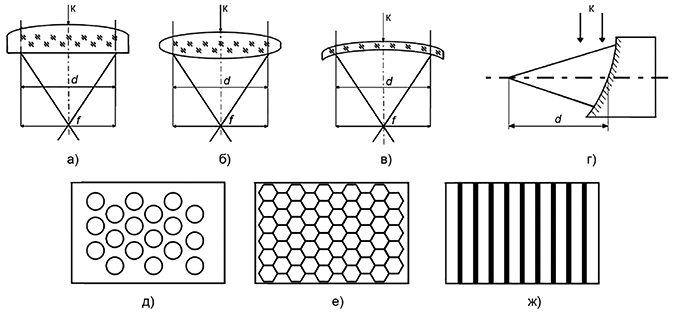 |
Одноэлементные: а) плосковыпуклая линза; б) двояковыпуклая линза; в) мениск; г) параболический фокусатор. Многоэлементные: д) ортогональная матрица микролинз; е) гексагональная матрица микролинз; ж) параллельная матрица микролинз
Рисунок 5 - СФИ, наиболее часто применяемые в ЛТК
5.3.7 Основные технические характеристики фокусаторов приведены в таблице Б.1.
5.4 Сканирующие устройства и системы
5.4.1 В состав ЛТК для поверхностного упрочнения, наплавки и легирования могут входить сканирующие устройства и системы (далее - сканаторы), которые расширяют технологические возможности выполнения тех или иных операций, увеличивая в ряде случаев производительность и повышая качество обработки.
В зависимости от структуры ЛТК сканаторы располагают до или после СФИ или формирователей пучка лазерного излучения, а также могут быть встроены в ТГ.
5.4.2 Сканаторы конструктивно подразделяют:
- на электромеханические;
- оптические;
- комбинированные.
По результату воздействия сканаторы подразделяют:
- на однокоординатные;
- двухкоординатные;
- трехкоординатные.
Примечание - Наибольшее распространение получили одно- и двухкоординатные сканаторы, которые и рассмотрены в настоящем стандарте.
5.4.3 Наиболее простыми являются электромеханические сканаторы, представляющие собой вращающийся полигональный (многогранный) цилиндр или барабан, на поверхности которого закреплены под разными углами зеркальные элементы. К однокоординатным системам относят также сканаторы с одним колеблющимся поворотным зеркалом.
5.4.4 Двухкоординатная система сканатора с гальваническим подвесом и внешней линзой приведена на рисунке 6 а), а с линзой после сканатора - на рисунке 6 б).
 |
а) С внешней линзой; б) С линзой после сканатора
Рисунок 6 - Сканаторы с гальваническим зеркальным подвесом
Также применяют комбинированные сканаторы с зеркалами на гальваническом подвесе и полигональным цилиндром, приведенные на рисунке 7.
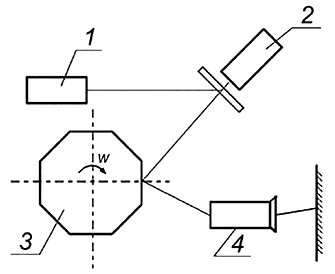 |
1 - лазер; 2 - система колеблющихся зеркал; 3 - полигональный зеркальный цилиндр; 4 - фокусатор
Рисунок 7 - Комбинированный сканатор с зеркалами на гальваническом подвесе и полигональным цилиндром
5.4.5 Отдельные задачи в поверхностном упрочнении, в частности при лазерном армировании, могут решаться с помощью простого сканатора, представляющего собой вращающуюся линзу большого диаметра, на которую эксцентрично направляется лазерный луч существенно меньшего диаметра, что позволяет в комбинации с линейными или круговыми движениями координатного стола получать заданную траекторию упрочненной зоны.
5.4.6 Сканаторы характеризуются передаваемой мощностью излучения, величиной угла отклонения, частотой колебаний и площадью развертки (для двухкоординатных систем). Для устойчивого качества сканирования необходимо выдерживать с высокой точностью стабильность мощности лазера, формы и размеры пятна, падающего на рабочие элементы сканатора, постоянство угла отклонения и скорость сканирования.
5.4.7 Основные технические характеристики сканаторов приведены в таблице Б.1.
5.5 Технологические головки
5.5.1 В настоящем стандарте ТГ подразделяют:
- на ТГ для поверхностного упрочнения;
- ТГ для наплавки и легирования.
В ЛТК ТГ располагают, как правило, после СТИ и ее компонентов (формирователей пучка лазерного излучения, телескопов, сканаторов и других устройств), хотя в зависимости от архитектуры ЛТК и конструктивного исполнения ТГ могут представлять собой отдельные модули, включающие перечисленные компоненты.
Состав и возможная последовательность расположения частей ЛТК перед выходом лазерного излучения в зону воздействия представлены на рисунке 8.
1 - лазер; 2 - лучепровод; 3 - оптический коннектор (для диодных и волоконных лазеров); 4 - телескоп; 5 - формирователь пучка лазерного излучения; 6 - сканатор; 7 - ТГ; 8 - дополнительные устройства
Рисунок 8
Рекомендуемые выборочные характеристики лазеров различного типа для термообработки, наплавки и легирования приведены в таблице А.1.
5.5.2 ТГ для системы поверхностного упрочнения состоят в базовом исполнении из следующих компонентов (частей):
- поворотного зеркала (в зависимости от состава ЛТК может отсутствовать или быть частью СТИ);
- оптоконнектора с коллиматором (телескопом);
- светоделительной пластины;
- камеры наблюдения с устройствами контроля и управления;
- СФИ;
- системы водяного охлаждения и обдува воздухом или инертными газами оптических элементов;
- соплового узла;
- защитных стекол или пластин для пропускания лазерного излучения соответствующего спектрального диапазона.
Пример ТГ для системы поверхностного упрочнения в базовой комплектации приведен на рисунке 9.
 |
1 - оптический коннектор (для диодных и волоконных лазеров); 2 - коллиматор (телескоп); 3 - светоделительная пластина; 4 - камера наблюдения (измеритель мощности и другие устройства контроля и управления); 5 - фокусирующая линза; 6 - защитное стекло; 7 - видеокамера
Рисунок 9 - ТГ для поверхностного упрочнения
Поворотное зеркало часто располагается дистанционно относительно ТГ и является частью СТИ. В специализированных ЛТК для поверхностного упрочнения ТГ могут включать в себя: телескопы, формирователи пучка лазерного излучения и сканаторы. Для обработки деталей с внутренними цилиндрическими поверхностями применяют ТГ, закрепленные на штангах соответствующей длины. При этом во вращение приводят деталь либо ТГ.
ТГ для упрочнения внутренних цилиндрических поверхностей приведена на рисунке 10.
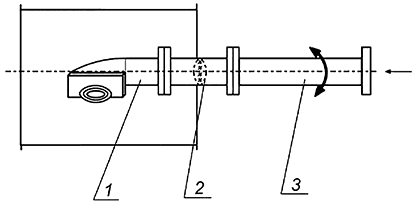 |
1 - поворотная ТГ с отклоняющим зеркалом, соплом и защитным стеклом; 2 - линза; 3 - штанга-удлинитель
Рисунок 10 - ТГ для упрочнения внутренних цилиндрических поверхностей
5.5.3 В ТГ для наплавки и легирования входят такие же компоненты, как и в ТГ для поверхностного упрочнения, состав которых дополняется устройствами для подачи в зону воздействия порошков, проволоки или фольги. С этим связан ряд конструктивных особенностей ТГ для наплавки и легирования. Различают коаксиальную или кольцевую, соосную с лазерным лучом, подачу порошка или проволоки через сопло и боковую подачу порошка через трубку или щелевидную насадку (для прямоугольного сечения пучка в зоне воздействия). Проволока также может подаваться сбоку под углом к наплавляемой поверхности. Качество наплавки повышается при осцилляции лазерного излучения.
Схемы устройств для наплавки и легирования приведены в приложении В.
5.5.4 ТГ могут быть оснащены дополнительными устройствами, которые улучшают показатели ТП, в частности производительность и качество обработки.
Примечания
1 ТГ, оснащенные дополнительными устройствами, расширяют технологические возможности лазерных методов обработки.
2 Такими устройствами являются, например, камеры видеонаблюдения и мониторинга ТП, встроенные измерители мощности, датчики слежения положения фокуса или заготовки и другие.
5.5.5 Основные технические характеристики ТГ приведены в таблице Б.1.
5.6 Дополнительные периферийные устройства
5.6.1 К дополнительным периферийным устройствам ЛТК относят:
- устройство подачи проволоки;
- порошковый питатель;
- систему контроля и управления;
- систему охлаждения (принудительную, водяную или другого типа), которая обеспечивает охлаждение ТГ и, при необходимости, других компонентов ЛТК; при низких уровнях мощности возможно естественное охлаждение периферийных устройств за счет теплопроводности и конвекции;
- систему подачи воздуха или инертных газов для защиты оптики и продувки газов через ТГ и рабочую зону;
- картриджную систему замены защитных стекол или пластин;
- датчик слежения и механизм поддержания постоянным или переменным (программируемым) расстоянием до обрабатываемой поверхности.
В настоящем стандарте описаны основные технические характеристики только для устройства подачи проволоки, порошкового питателя и системы контроля и управления в связи с наибольшей значимостью для реализации ТП.
5.6.2 Устройство подачи проволоки
Среднестатические показатели скорости наплавки и подачи проволоки зависят от параметров ТП, в частности: диаметра проволоки (от 0,8 до 1,2 мм), ее химического состава, положения проволоки относительно ТГ, например угла наклона, расстояния от сопла и других факторов.
Для подачи проволоки используют проволокоподатель, который обеспечивает стабильную, регулируемую скорость подачи наплавочной проволоки.
Примечание - Например, при мощности лазера от 2 до 6 кВт в непрерывном или квазинепрерывном режиме скорость подачи проволоки варьируется от 0,3 до 5 м/мин.
5.6.3 Порошковый питатель
Порошковый питатель должен быть оснащен дозатором для регулирования массовой скорости подачи порошка в зависимости от требуемых параметров наплавленного слоя с учетом отходов (от 40% до 60%) в диапазоне от 60 до 200 г/мин и с неравномерностью подачи не более 10%.
При мощности лазера в непрерывном режиме порядка 6 кВт производительность наплавки составляет 100 г/мин.
С целью получения градиентных материалов или специальных композиций с заданными свойствами при наплавке или легировании могут быть применены двух- или трехкамерные питатели с различными порошками и предварительным их нагревом примерно до температуры 60°С перед подачей в ТГ или в зону воздействия. В таких случаях подачу порошков в ТГ осуществляют по отдельным каналам (см. рисунок 11).
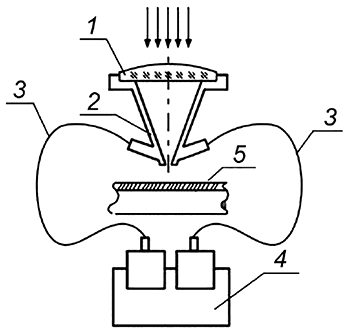 |
1 - линза; 2 - сопло; 3 - каналы для подачи порошков; 4 - двухкамерный питатель с подогревом и независимой подачей порошков; 5 - деталь
Рисунок 11 - ТГ для порошковой наплавки и легирования с раздельной подачей порошков
Обязательным компонентом питателя является система просеивания порошка для улучшения качества наплавляемых композиций.
5.6.4 Система контроля и управления
Система контроля и управления составными частями ЛТК и параметрами ТП может включать в себя:
- видеокамеру с монитором для визуального контроля;
- измеритель мощности;
- пирометр;
- датчик слежения;
- механизм поддержания постоянного или программируемого переменного расстояния до обрабатываемой поверхности, сопряженный с системами автоматического управления ЛТК и ТП.
Электронные блоки управления и система числового программного управления (ЧПУ) обеспечивают взаимодействие и работоспособность лазера и периферийных систем как единого целого.
Специализированные манипуляторы для крепления и перемещения деталей и заготовок, координатные столы, роботы и другие устройства в настоящем стандарте не рассмотрены.
Выборочные технические характеристики ЛТК для ТП поверхностного упрочнения, наплавки и легирования приведены в таблице А.1.
Приложение А
(справочное)
Выборочные технические характеристики ЛТК для поверхностного упрочнения, наплавки и легирования
Выборочные технические характеристики ЛТК для ТП поверхностного упрочнения, наплавки и легирования приведены в таблице А.1.
Таблица А.1
Составная часть ЛТК, наименование параметра | Значение параметра |
1 Лазер | |
1.1 Твердотельный на кристаллах или стеклах: | |
- длина волны излучения, мкм | 1,06 |
- режим работы | Импульсный, непрерывный |
- энергия в импульсе, Дж | 5-50 |
- длительность импульса, мс | 10-30 |
- частота следования импульсов, Гц | 10,0-0,1 |
- мощность в непрерывном режиме, Вт | 1000 |
1.2 Твердотельный дисковый: | |
- длина волны излучения, мкм | 1,03 |
- режим работы | Импульсный, непрерывный |
- мощность в непрерывном режиме, Вт | 4000 |
- длительность импульса, мс | 10 |
1.3 Твердотельный волоконный: | |
- длина волны излучения, мкм | 1,065-1,08 |
- режим работы | Непрерывный |
- мощность, Вт | 500-10 000 |
1.4 Твердотельный диодный: | |
- длина волны излучения, мкм | 1,06 |
- режим работы | Непрерывный |
- мощность, Вт | 500-10000 |
1.5 Газовый на , одно- и многолучевой: | |
- длина волны излучения, мкм | 10,6 |
- режим работы | Непрерывный |
- мощность, Вт | 500-10000 |
1.6 Газовый на , импульсно-периодический (TEA лазер): | |
- длина волны излучения, мкм | 10,6 |
- режим работы | Импульсный |
- энергия в импульсе, Дж | 1-5 |
- длительность импульса, мкс | 0,1-50,0 |
- частота следования импульсов, Гц | 10-500 |
2 Координатная и манипуляционная система | |
2.1 Двухкоординатный стол для обработки плоских деталей: | |
- перемещение по координате X | 400-1000 |
- перемещение по координате Y | 400-2000 |
- координата Z | Непрограммируемая |
- скорость перемещения, м/мин | 0,2-3,0 |
- точность позиционирования, мм | 0,1 |
2.2 Манипуляторы портального типа: | |
- число степеней свободы | Не более 5 |
- скорость перемещения (обработки) деталей и заготовок, м/мин | 0,2-3,0 |
2.3 Роботизированные системы и лазер-роботы: | |
- число степеней свободы | 6 |
- скорость перемещения (обработки) деталей и заготовок, м/мин | 0,2-2,0 |
- точность позиционирования, мм | 0,5 |
3 Система управления: | |
- напряжение цифрового входа, В | 24 |
- диапазон входного аналогового напряжения, В | 0-10 |
- интерфейс | Да |
- телесервис | |
- пирометр | |
- камера видеонаблюдения | |
- персональный компьютер | |
- программное обеспечение для системы управления и персонального компьютера | |
Приложение Б
(рекомендуемое)
Основные технические характеристики (параметры) периферийных устройств и систем лазерного оборудования
Таблица Б.1
Наименование периферийного устройства и обозначение параметра | Значение параметра* |
1 Система транспортировки и фокусировки лазерного излучения | |
1.1 Зеркальные лучепроводы: | |
- передаваемые мощности излучения, кВт | 0,1-6,0 |
- апертура, мм | 20-120 |
- поле покрытия рабочей зоны двухкоординатной системой, не более, мм | 3000 1500 |
- поле покрытия рабочей зоны портальной системой мостового типа, не более, мм | 8000 3000 |
- скорость перемещения зеркал на рабочих режимах, м/мин | 0,2-3,0 |
- скорость перемещения зеркал на холостом ходу, м/мин | 3,0-20,0 |
- поле покрытия роботизированных ЛТК, мм (как правило, не превышает) | 2000 3000 |
- коэффициент отражения зеркал, %, не менее | 99 |
- потери мощности на лучепроводе, %, не более | 5 |
1.2 Гибкие лучепроводы: | |
- передаваемая мощность в непрерывном режиме для волоконных лазеров, кВт | До 30* |
- диаметр передающего волокна волоконных лазеров, мм | 0,1-0,6 |
- диаметр передающего волокна дисковых лазеров, мм | 0,15-0,30 |
- диаметр передающего волокна диодных лазеров, мм | 0,30-0,80 |
- длина волоконно-оптического кабеля, м | До 30 |
- потери мощности в волоконно-оптическом кабеле, % не более | 1-1,5 |
2 Формирователи пучка лазерного излучения** | |
3 Системы фокусировки лазерного излучения | |
3.1 Преломляющие компоненты - линзы и объективы: | |
- диаметр , мм (апертура на 3-5 мм меньше) | 30-120 |
- фокусное расстояние , мм | 100-750 |
- смещение по нормали фокальной плоскости относительно обрабатываемой поверхности , мм | 10-75 |
- диаметр пятна фокусировки на обрабатываемой поверхности, мм | 3-20 |
- относительное отверстие , не более | 1:4 |
- коэффициент поглощения, не более | 5 ·10 |
3.2 Отражательные компоненты - фокусаторы: | |
- диаметр, мм | 50-120 |
- фокусное расстояние , мм | 100-500 |
- диаметр пятна фокусировки, мм | 3-15 |
- коэффициент отражения, %, не менее | 99,5 |
3.3 Матрицы линз, мм: | |
- рабочее поле | 100 100 |
- диаметры микролинз | 0,5-2,0 |
- фокусное расстояние микролинз | 1,5-6,0 |
4 Сканирующие устройства и системы (сканаторы) | |
4.1 Для твердотельных (на кристаллах и стеклах) и газовых лазеров: | |
- мощность в непрерывном режиме, кВт | 1,0-5,0 |
- амплитуда сканирования , мм | 15-30 |
- частота сканирования , Гц | 10-50 |
- апертура, мм | 10-20 |
4.2 Для волоконных лазеров: | |
- мощность в непрерывном режиме, кВт | 2-4 |
- апертура, мм | 12-15 |
- угловая воспроизводимость, мрад | <5 |
- диаметр волокна, мм | 0,1 |
- фокусное расстояние линзы, мм | 100-400 |
- размер поля (площади) сканирования max, мм | 150 150 |
4.3 Для диодных лазеров: | |
- мощность в непрерывном режиме, кВт | Не более 12 |
- апертура, мм | 33 |
- угловая воспроизводимость, мрад | <5 |
- диаметр волокна, мм | 0,2-0,3 |
- фокусное расстояние линзы | 250-400 |
- размер поля (площади) сканирования max, мм | 200 200 |
5 Технологические головки | |
5.1 ТГ для поверхностного упрочнения: | |
- мощность лазера, кВт | Не более 8 |
- апертура, мм | 30-100 |
- фокусное расстояние коллимирующей линзы, мм | 50-100*** |
- фокусное расстояние фокусирующей линзы, мм | 100-750 |
- модуль подачи защитного и охлаждающего газа | Да |
- видеокамера наблюдения | |
- измеритель мощности | |
- картридж защитного стекла | |
- контур водяного охлаждения | |
5.2 ТГ для наплавки и легирования: | |
- мощность лазера, кВт | Не более 8 |
- апертура, мм | 30-80 |
- фокусное расстояние коллимирующей линзы, мм | 50-100*** |
- фокусное расстояние фокусирующей линзы, мм | 100-500 |
- модуль подачи защитного и охлаждающего газа | Да |
- видеокамера наблюдения | |
- измеритель мощности | |
- картридж защитного стекла | |
- контур водяного охлаждения | |
- сопловая насадка для коаксиальной порошковой наплавки и легирования | Да |
- блок наплавки проволокой | Да |
- сопловая насадка для боковой порошковой наплавки и легирования | |
6 Дополнительные устройства и аксессуары: | |
- холодильная машина для охлаждения лазера и периферийных устройств | Да |
- система подачи воздуха или газов для защиты оптики при подаче порошков в зону воздействия | |
- механизм подачи наплавочной проволоки с управлением скорости подачи | Да |
- порошковый питатель одно- или многокамерный для одно- или многоканальной коаксиальной или боковой подачи порошков в ТГ или в зону воздействия | Да |
- устройство для просеивания и подогрева порошков | Да |
- устройство для картриджной замены защитных стекол и пластин | |
- датчик слежения и механизм поддержания постоянным или переменным задаваемым расстоянием до обрабатываемой поверхности | |
- модуль управления (электронные блоки, система ЧПУ) | |
6.1 Параметры порошкового питателя: | |
- производительность, кг/ч | 0,5-7,0 |
- неравномерность подачи порошка, не более, % | 5 |
6.2 Параметры механизма подачи наплавочной проволоки: | |
- скорость подачи проволоки, м/мин | 0,2-3,0 |
- неравномерность подачи проволоки, не более, % | 3 |
* Для технологических процессов поверхностного упрочнения, наплавки и легирования мощность 10 кВт является практически предельным значением. ** Размеры и формы пятен на выходе формирователя задаются заказчиком и учитываются при разработке ЛТК (см. также таблицу 1). *** Для волоконных и диодных лазеров. Опционально коаксиальной. Число каналов для подачи порошка - 1-4. | |
Приложение В
(справочное)
Схемы устройств для лазерной наплавки и легирования
На рисунках В.1-В.3 представлены схемы устройств для лазерной наплавки и легирования.
 |
1 - фокусирующая линза; 2 - сопловой модуль; 3 - питатель для подачи порошка; 4 - вход транспортирующего газа; 5 - деталь для наплавки и легирования
Рисунок В.1 - Схема устройства с коаксиальной подачей порошка
 |
1 - фокусирующая линза; 2 - сопловой модуль; 3 - питатель для подачи порошка; 4 - вход транспортирующего газа; 5 - деталь для наплавки и легирования
Рисунок В.2 - Схема устройства с боковой подачей порошка
 |
1 - фокусирующая линза; 2 - сопловой модуль; 3 - барабанный питатель для подачи проволоки; 4 - деталь для наплавки и легирования
Рисунок В.3 - Схема устройства с подачей проволоки
УДК 520.874.7:006.354 | ОКС 31.260 | |
Ключевые слова: оптика и фотоника, периферийные устройства и системы лазерного оборудования для реализации технологических процессов поверхностного упрочнения, наплавки и легирования, классификация, основные технические характеристики | ||
