ГОСТ Р МЭК 60825-4-2011
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
БЕЗОПАСНОСТЬ ЛАЗЕРНОЙ АППАРАТУРЫ
Часть 4
Средства защиты от лазерного излучения
Safety of laser products. Part 4. Laser guards
ОКС 31.260
ОКП 34 4156
Дата введения 2013-09-01
Предисловие
1 ПОДГОТОВЛЕН Автономной некоммерческой организацией "Научно-технический центр сертификации электрооборудования "ИСЭП" (АНО "НТЦСЭ "ИСЭП") на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 452 "Безопасность аудио-, видео-, электронной аппаратуры, оборудования информационных технологий и телекоммуникационного оборудования"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 13 декабря 2011 года N 1250-ст.
4 Настоящий стандарт идентичен международному стандарту МЭК 60825-4:2006* "Безопасность лазерной аппаратуры. Часть 4. Средства защиты от лазерного излучения" (IEC 60825-4:2006 "Safety of laser products - Part 4: Laser guards")
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных (региональных) стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет (gost.ru)
Предисловие
Международная электротехническая комиссия (МЭК) является всемирной организацией по стандартизации, включающей все национальные комитеты (Национальные комитеты МЭК). Целью МЭК является развитие международного сотрудничества по всем вопросам стандартизации в области электрической и электронной аппаратуры. По указанному и другим видам деятельности МЭК публикует международные стандарты. Их подготовка возлагается на технические комитеты. Любой национальный комитет МЭК, заинтересованный данным вопросом, может участвовать в этой подготовительной работе. Международные, правительственные и неправительственные организации, сотрудничающие с МЭК, также участвуют в подготовительной работе. МЭК тесно сотрудничает с Международной организацией по стандартизации (ИСО) в соответствии с условиями, определенными в соответствующем соглашении между двумя организациями.
Официальные решения или соглашения МЭК по техническим вопросам выражают, насколько это возможно, международное согласованное мнение по относящимся к делу вопросам, так как каждый технический комитет имеет представителей от всех заинтересованных национальных комитетов.
Выпускаемые документы имеют форму рекомендаций для международного использования, публикуются в виде стандартов, технических отчетов или руководств и принимаются национальными комитетами именно в таком понимании.
В целях содействия международной унификации (единой системе) национальные комитеты МЭК обязуются при разработке национальных и региональных стандартов брать за основу международные стандарты МЭК, насколько это позволяют условия данной страны. Любое расхождение между стандартами МЭК и соответствующими национальными или региональными стандартами должно быть ясно обозначено в последних.
МЭК не предусматривает процедуры маркировки и не несет ответственность за любое оборудование, заявленное на соответствие одному из стандартов МЭК.
Необходимо обратить внимание на то, что некоторые элементы настоящего международного стандарта могут являться предметом патентного права. МЭК не несет ответственность за установление любого такого патентного права.
Главной задачей технических комитетов МЭК является разработка международных стандартов. Тем не менее технический комитет может предложить публикацию стандарта, если он собрал данные, отличающиеся от данных, опубликованных в международном стандарте, например отражающие современный технический уровень.
Международный стандарт МЭК 60825-4 подготовлен техническим комитетом 76 "Безопасность оптического излучения и лазерная аппаратура".
Настоящее второе издание МЭК 60825-4 включает в себя Изменение 1 2008 г.
Текст международного стандарта основан на следующих документах:
FDIS (окончательная редакция проекта международного стандарта) | Отчет о голосовании |
76/342/FDIS | 76/351/RVD |
76/383/FDIS | 76/385/RVD |
Публикация настоящего международного документа является плановой в соответствии с Директивами ИСО/МЭК, часть 2.
Комитет принял решение о том, что содержание настоящего стандарта будет оставаться без изменения до тех пор, пока измененное содержание не будет показано на веб-сайте МЭК "http://webstore.iec.ch" в специальной публикации с необходимыми обоснованиями. После чего международный документ может быть:
- утвержден;
- отменен;
- заменен на пересмотренное издание;
- дополнен.
Введение
Для низких уровней энергетической освещенности или энергетической экспозиции излучения при выборе материала и толщины экрана для защиты от лазерного излучения в первую очередь руководствуются необходимостью обеспечения соответствующего оптического ослабления. Однако для более высоких уровней дополнительно рассматривают способность лазерного излучения разрушать материал защиты расплавлением, окислением или абляцией - процессами, которые могут быть вызваны лазерным излучением, проникающим в нормально непрозрачный материал.
МЭК 60825-1 рассматривает основные аспекты, касающиеся средств защиты от лазерного излучения (далее - защита от лазера), включая доступ человека, блокировки и маркирование, и содержит общее руководство по конструированию защитных ограждений и кожухов для мощных лазеров.
Настоящий стандарт рассматривает средства защиты только от лазера. Опасности от вторичного излучения, которые могут возникать во время обработки материала, не рассматриваются.
Средства защиты от лазера могут также отвечать требованиям соответствующих стандартов на очки, защищающие от лазерного излучения, но этого не всегда достаточно для соответствия требованиям настоящего стандарта.
В настоящем стандарте под термином "энергетическая освещенность" подразумевают выражение "энергетическая освещенность или энергетическая экспозиция излучения в зависимости от обстоятельств".
1 Область применения
Настоящий стандарт устанавливает требования к средствам защиты от лазера, постоянным или временным (например, для обслуживания), которые ограждают рабочую зону станка лазерной обработки и технические характеристики для специализированных средств защиты от лазера.
Требования настоящего стандарта применяют ко всем составным частям защиты, включая прозрачные (для видимого излучения) экраны и смотровые окна, панели, лазерные завесы и стенки. Требования к компонентам траектории пучка, прерывателям пучка и другим частям защитного кожуха лазерного устройства, которые не ограждают рабочую зону, содержатся в МЭК 60825-1.
Дополнительно настоящий стандарт содержит указания по:
a) оценке и спецификации защитных свойств средств защиты от лазера;
b) выбору средств защиты от лазера.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие международные стандарты*:
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
МЭК 60825-1:2007 Безопасность лазерной аппаратуры. Часть 1. Классификация оборудования и общие требования (IEC 60825-1:2007, Safety of laser products - Part 1: Equipment classification and Requirements)
ИСО 11553-1:2005 Безопасность машин. Станки лазерной обработки. Часть 1. Общие требования безопасности (ISO 11553-1:2005, Safety of machinery - Laser processing machines - Safety requirements)
ИСО 12100-1:2003 Безопасность машин. Основные понятия, общие принципы конструирования. Часть 1. Основные термины, методология (ISO 12100-1:2003, Safety of machinery - Basic concepts, general principles for design - Part 1: Basic terminology, methodology)
ИСО 12100-2:2003 Безопасность оборудования. Основные понятия, общие принципы конструирования. Часть 2. Технические правила и технические требования (ISO 12100-2:2003, Safety of machinery - Basic concepts, general principles for design - Part 2: Technical principles and specifications)
ИСО 13849-1:2006 Безопасность оборудования. Элементы систем управления, связанные с безопасностью. Часть 1. Общие принципы конструирования (ISO 13849-1:2006, Safety of machinery - Safety-related parts of control systems - Part 1: General principles for design)
ИСО 14121-1:2006 Безопасность машин. Оценка риска. Часть 1. Основные правила (ISO 14121-1:2007, Safety of machinery - Risk assessment - Part 1: Principles)
Примечание - Для ссылок на стандарты, год издания которых указан, последующие поправки к любой из данных публикаций или пересмотры любой из них неприменимы.
3 Термины и определения
В настоящем стандарте применены термины по МЭК 60825-1, а также следующие термины с соответствующими определениями:
3.1 время срабатывания активной защиты (active guard protection time): Минимальный промежуток времени для заданной экспозиции лазерного излучения на переднюю поверхность активной защиты от лазера, измеренный с момента выдачи отключающего сигнала активной защиты, за который активная защита сможет безопасно предотвратить превышение лазерного излучения свыше ДПИ (допустимого предела излучения) для класса 1 на своей задней поверхности.
3.2 отключающий сигнал активной защиты (active guard termination signal): Сигнал, выдаваемый активной защитой в ответ на чрезмерную экспозицию лазерного излучения на ее переднюю поверхность и предназначенный для управления автоматическим отключением лазерного излучения.
Примечание - Срабатывание защитной блокировки (разрыв цепи) в данном контексте рассматривают как сигнал.
3.3 активная защита от лазера (active laser guard): Защита от лазера, являющаяся частью системы контроля безопасности. Система контроля генерирует отключающий сигнал активной защиты в ответ на воздействие лазерного излучения на переднюю поверхность защиты от лазера.
3.4 прогнозируемый предел экспозиции (ППЭ) [foreseeable exposure limit (FEL)]: Максимальная экспозиция лазера на передней поверхности защиты от лазера, установленная на период интервала между профилактическими осмотрами для условий нормальной эксплуатации и обоснованно прогнозируемых неисправностей.
3.5 передняя поверхность (front surface): Лицевая сторона защиты от лазера, предназначенная для экспозиции лазерного излучения.
3.6 защита от лазера (laser guard): Физический барьер, ограничивающий протяженность опасной зоны предотвращением превышения лазерного излучения свыше ДПИ для класса 1 на своей задней поверхности.
3.7 станок лазерной обработки (laser processing machine): Станок, использующий лазер для обработки материалов и попадающий в область распространения ИСО 11553-1.
3.8 время отключения лазера (laser termination time): Максимальный промежуток времени, взятый от момента генерации отключающего сигнала активной защиты до момента отключения лазерного излучения.
Примечание - Время отключения лазера не имеет зависимости от активной защиты от лазера, но зависит от станка лазерной обработки, в частности от лазерозащитной заслонки.
3.9 интервал между профилактическими осмотрами (maintenance inspection interval): Период времени между последовательными профилактическими осмотрами защиты от лазера на предмет ее безопасности.
3.10 пассивная защита от лазера (passive laser guard): Защита от лазера, принцип работы которой основан только на ее физических свойствах.
3.11 рабочая зона (process zone): Зона, в которой лазерный пучок взаимодействует с обрабатываемым материалом.
3.12 специализированная защита от лазера (proprietary laser guard): Пассивная или активная защита от лазера, предложенная ее изготовителем как защита с указанным защитным пределом экспозиции.
3.13 защитный предел экспозиции (ЗПЭ) [protective exposure limit (PEL)]: Максимальная экспозиция лазера на передней поверхности защиты от лазера, установленная для предотвращения превышения лазерного излучения свыше ДПИ для класса 1 на ее задней поверхности.
Примечания
1 На практике может быть более одной максимальной экспозиции.
2 Для различных областей защиты от лазера могут устанавливаться различные ЗПЭ, если эти области четко идентифицируются (например, смотровое окно, представляющее собой единое целое с защитой от лазера).
3.14 задняя поверхность (rear surface): Любая поверхность защиты от лазера, удаленная от взаимодействующего с защитой лазерного излучения и, как правило, доступная для пользователя.
3.15 обоснованно прогнозируемое (reasonably foreseeable): Событие, которое предположительно может произойти, или условия, которые предположительно могут сложиться и которые нельзя игнорировать.
3.16 профилактический осмотр на предмет безопасности (safety maintenance inspection): Документируемая проверка, проводимая в соответствии с указаниями изготовителя.
3.17 временная защита от лазера (temporary laser guard): Заместительная или дополнительная активная или пассивная защита от лазера, предназначенная для ограничения протяженности опасной зоны во время выполнения некоторых операций по обслуживанию станка лазерной обработки.
4 Станок лазерной обработки
Настоящий раздел устанавливает требования для средств защиты от лазера, которые ограждают рабочую зону и поставляются изготовителем станка лазерной обработки.
4.1 Требования к конструкции
Защита от лазера должна соответствовать ИСО 12100-2 в части общих требований для средств защиты, а также дополнительным специальным требованиям, относящимся к ее размещению и методу закрепления. Дополнительно должны быть выполнены нижеследующие специальные требования.
4.1.1 Общие требования
Защита от лазера, размещенная в предназначенном для нее месте, не должна вызывать каких-либо ассоциированных опасностей на своей задней поверхности или на расстоянии от нее при воздействии лазерного излучения, не превышающего ППЭ.
Примечания
1 Примерами ассоциированных опасностей являются: высокая температура, выделение токсичных веществ, пожар, взрыв, электричество.
2 Для определения ППЭ см. приложение В.
4.1.2 Изнашивающиеся части средств защиты от лазера
Части лазерной защиты, подверженные разрушению лазерным излучением, должны быть заменяемыми.
Примечание - Примером такой части является расходуемый или взаимозаменяемый экран.
4.2 Требования к рабочим характеристикам
4.2.1 Общие положения
В тех случаях, когда передняя поверхность защиты от лазера подвергается экспозиции лазерного излучения при ППЭ, лазерная защита должна предотвращать превышение лазерного излучения свыше ДПИ для класса 1 на своей задней поверхности в любой момент времени периода интервала между профилактическими осмотрами. Для автоматизированных станков лазерной обработки минимальный интервал между профилактическими осмотрами должен составлять 8 ч.
Данное требование должно выполняться на протяжении предполагаемого срока службы защиты от лазера при ожидаемых условиях эксплуатации.
Примечания
1 Данное требование подразумевает низкую пропускную способность лазерного излучения и устойчивость к повреждениям, вызванным лазером.
2 Некоторые материалы могут утрачивать свои защитные свойства в результате старения, экспозиции ультрафиолетового излучения, воздействия некоторых газов, температуры, влажности и других условий окружающей среды. Также некоторые материалы могут пропускать лазер под воздействием экспозиции лазерного излучения высокой интенсивности, даже если при этом отсутствуют видимые повреждения (обратимое просветление).
4.2.2 Активные средства защиты от лазера
a) Время действия активной защиты должно превышать время отключения лазера вплоть до момента достижения ППЭ.
b) Генерация отключающего сигнала активной защиты должна вызывать появление звукового или визуального сигнала предупреждения. Ручное возвращение в исходное положение необходимо проводить до того, как лазерная эмиссия сможет возобновиться.
Примечание - Детальное описание терминов приведено в С.2 приложения С.
4.3 Подтверждение соответствия
Если изготовитель станка лазерной обработки предпочитает делать защиту от лазера, то он должен подтвердить, что ее конструкция соответствует требованиям 4.1. Также она может быть проверена на соответствие требованиям к рабочим характеристикам, приведенным в 4.2.
Примечание - Руководство по конструированию и выбору средств защиты от лазера приведено в приложении А.
4.3.1 Проверка соответствия рабочих характеристик
4.3.1.1 Законченная защита от лазера или соответствующий образец материала конструкции защиты от лазера должны быть испытаны при каждом установленном ППЭ.
Примечания
1 Таблица заранее определенных ЗПЭ для общих комбинаций лазера и материалов защиты совместно с соответствующими процедурами испытаний должна быть включена в следующее изменение к настоящему стандарту. Это может обеспечить в большинстве случаев простую альтернативу прямым испытаниям.
2 Для определения ППЭ см. приложение В.
4.3.1.2 Для испытаний ППЭ достигают одним из следующих способов:
a) вычислением или измерением экспозиции и воспроизведением условий;
b) не определяя ППЭ в количественном выражении, созданием условий для работы станка, при которых вырабатывается ППЭ.
Условия для образца или защиты от лазера должны повторять физические условия для передней поверхности, разрешенные в инструкции по регулярному техническому осмотру в пределах срока службы защиты, которые уменьшают защитные свойства защиты от лазерного излучения (например, истирание, разрыв или поверхностное загрязнение) (см. 4.4.2).
4.4 Информация для пользователя
4.4.1 Изготовитель должен предоставить пользователю документацию, содержащую информацию об интервале между профилактическими осмотрами защиты от лазера и подробную информацию о процедурах испытаний и проверок, чистке, замене или восстановлении разрушенных частей вместе с любыми ограничениями по использованию.
4.4.2 Изготовитель должен предоставить пользователю документацию, содержащую инструкции, в которой говорится, что после каждого срабатывания системы контроля безопасности активной защиты должны быть установлены причины, проведена проверка на предмет разрушения и необходимый ремонт до возвращения системы контроля в исходное положение.
5 Специализированные средства защиты от лазера
В настоящем разделе установлены требования, которые должны выполнять поставщики специализированных средств защиты от лазера.
5.1 Требования к конструкции
Специализированная защита от лазера не должна вызывать каких-либо ассоциированных опасностей на своей задней поверхности или на расстоянии от нее при воздействии лазерного излучения, не превышающего установленный ЗПЭ при использовании в соответствии с указаниями в инструкции для пользователя (см. 5.6).
5.2 Требования к рабочим характеристикам
Лазерное излучение на задней поверхности защиты от лазера не должно превышать ДПИ для класса 1 в тот момент, когда ее передняя поверхность подвергается лазерному излучению при установленном ЗПЭ. Для активной защиты от лазера данное требование применяют к лазерному излучению за период времени срабатывания активной защиты, измеренный от момента выдачи отключающего сигнала активной защиты.
Данное требование должно выполняться на протяжении всего предполагаемого срока службы защиты при расчетных условиях эксплуатации.
5.3 Требования к техническим характеристикам
Полный перечень технических характеристик ЗПЭ должен включать в себя:
a) величину и изменение во времени энергетической освещенности или энергетической экспозиции излучения на передней поверхности защиты от лазера (в Вт·м или Дж·м
соответственно) с указанием любых верхних пределов области экспозиции;
b) общую продолжительность экспозиции при этих условиях;
c) длину волны, для которой этот ЗПЭ применяется;
d) угол падения и (если необходимо) поляризацию случайно возникшего лазерного излучения;
e) любые минимальные размеры освещенной области (например, могут применяться для активной защиты от лазера с элементами дискретного сенсора, при которых пучок лазера маленького диаметра сможет пройти через защиту необнаруженным);
f) для активной защиты от лазера - время срабатывания активной защиты.
Примечания
1 Детальное описание терминов приведено в В.1 приложения В.
2 В любых случаях диапазон или набор величин может быть указан вместо единичной величины.
3 Допускается представление в форме графиков (например, зависимости энергетической освещенности от продолжительности при неизменности всех остальных параметров).
5.4 Требования к испытанию
5.4.1 Общие положения
Испытание проводят с использованием законченной защиты от лазера или соответствующего образца материала, используемого в конструкции защиты от лазера. В обоих случаях условия для образца или защиты от лазера должны повторять или превышать наихудшие допустимые физические условия для передней поверхности, включая снижение отражающей способности поверхности и разрушения, разрешенные в инструкции по регулярной дефектации (см. 5.6).
Передняя поверхность должна быть освещена при ЗПЭ или, в случае испытания образца, в соответствии с требованиями 5.4.2.
Когда передняя поверхность подвергается экспозиции при условиях ЗПЭ, измеренное на задней поверхности лазерное излучение не должно превышать ДПИ для класса 1 (испытания проводят по МЭК 60825-1, раздел 8). Данное требование применяют для периода, превышающего длительность экспозиции, установленной в ЗПЭ, или, в случае активной защиты, для периода, превышающего установленное время срабатывания активной защиты, измеренное от момента выдачи отключающего сигнала активной защиты.
Примечание - В тех случаях, когда используются материалы, непрозрачные для излучения, с длиной (длинами) волны (волн) лазера, пропускаемое излучение должно повыситься только до ДПИ для класса 1, когда будет достигнуто полное (или почти полное) удаление материала вдоль сквозного пути к задней поверхности. В этих случаях повышение пропускаемого излучения от нуля до значения, значительно превышающего ДПИ для класса 1, произойдет быстро и чувствительные детекторы излучения не требуются.
5.4.2 Испытания образцов
Испытания образцов защиты проводят облучением передней поверхности материала защиты с использованием процедур и методологии, установленных в приложении D.
5.5 Требования к маркировке
5.5.1 Все маркировки должны быть размещены на задней поверхности защиты.
5.5.2 Задняя поверхность должна быть четко идентифицируема, если ориентировка защиты важна.
5.5.3 Если только часть передней поверхности защиты является защитой от лазера, эта область должна быть четко идентифицируема по полужирному цветному контуру и шрифту слов, используемому для обозначения внешних границ защиты от лазера.
5.5.4 В маркировке должны быть указаны все технические характеристики ЗПЭ.
5.5.5 Наименование изготовителя, дату и место выпуска указывают в соответствии с требованиями ИСО 11553-1. Также должна содержаться информация о соответствии настоящему стандарту.
5.6 Информация для пользователя
Дополнительно к техническим характеристикам, перечисленным в 5.3, пользователю изготовителем защиты от лазера должна быть предоставлена следующая информация:
a) описание пользователей, допущенных к защите от лазера;
b) описание вида монтажа и подключения защиты от лазера;
c) информация об установке защиты от лазера, для активной защиты от лазера должна включать в себя требования к интерфейсу и питанию защиты;
d) требования по техническому обслуживанию, включающие для примера подробности проведения осмотра и процедур испытания, чистки, замены или ремонта разрушенных частей;
e) инструкции о том, что после каждого срабатывания системы контроля безопасности активной защиты должны быть установлены причины, проведена проверка на предмет разрушения и необходимый ремонт до возвращения системы контроля в исходное положение;
f) маркировки по 5.5 и их размещение. Если только часть передней поверхности защиты является защитой от лазера, эта область должна быть идентифицирована;
g) информация о соответствии настоящему стандарту.
Приложение A
(справочное)
Общее руководство по конструированию и выбору средств защиты от лазера
A.1 Конструкция средств защиты от лазера
A.1.1 Пассивная защита от лазера
Примеры пассивной защиты от лазера:
a) металлическая панель, рассчитанная на отведение тепла и, если необходимо, увеличенного за счет охлаждения принудительной подачей воздуха или воды для поддержания температуры поверхности ниже точки плавления при нормальных условиях эксплуатации и обоснованно прогнозируемых неисправностях;
b) прозрачный лист, не пропускающий излучения с длиной волны лазера и не восприимчивый к низким значениям экспозиции лазера при нормальной работе станка лазерной обработки.
A.1.2 Активная защита от лазера
Примеры активной защиты от лазера:
a) защита со встроенными дискретными тепловыми сенсорами, которые регистрируют перегрев.
Примечание - Расстояние между сенсорами должно рассчитываться в соответствии с минимальными размерами рассеянного пучка лазера;
b) защита, состоящая из двух панелей, между которыми заключена жидкость или газовая среда под давлением в комбинации с чувствительным к давлению устройством, способным зарегистрировать падение давления вследствие появления отверстия на передней поверхности.
A.1.3 Индикация опасности (пассивная защита)
Визуальная индикация экспозиции защиты от лазера при опасном значении лазерного излучения должна быть обеспечена везде, где это возможно (например, при помощи соответствующей краски, нанесенной с обеих сторон защиты от лазера).
A.1.4 Источник питания (активная защита)
Если для правильного функционирования активной защиты требуется питание, то оно должно быть организовано так, чтобы работа лазера была невозможна в случае отсутствия такого питания.
A.2 Выбор средств защиты от лазера
Простой процесс выбора:
a) определить предпочтительное расположение защиты от лазера и оценить ППЭ в этом месте (величину ППЭ оценивают в соответствии с руководством приложения В);
b) если необходимо уменьшить ППЭ в условиях неисправности, то лучше это сделать с помощью включенной в состав станка системы автоматического мониторинга, которая обнаруживает условия неисправности и ограничивает время экспозиции.
Примеры альтернативных способов:
- следить за тем, чтобы защита от лазера была достаточно удалена от фокуса пучка, создаваемого фокусирующей оптикой;
- установить слабые элементы конструкции защиты от лазера, такие как смотровые окна, на удалении от областей, которые могут подвергнуться воздействию интенсивной энергетической освещенности;
- переместить защиту от лазера на большее расстояние от рабочей зоны лазера;
- добавить в обязательную к использованию документацию по обслуживанию следующие требования:
одного или несколько человек выделяют для контроля условий для передней поверхности защиты от лазера для сокращения установленной длительности экспозиции пассивной защиты;
используют устройство контроля, работающее при удерживании (например, кнопки в нажатом положении) для контроля условий для передней поверхности защиты от лазера, сокращения длительности граничной экспозиции пассивной защиты;
дополнительно используют локальные временные средства защиты, такие как апертуры и ловушки пучка для поглощения любых мощных отклонившихся пучков лазера;
ограничивают опасную зону использованием устройств предупреждения об отклонении пучка, а за пределами этой зоны размещают защиту для сокращения граничной длительности экспозиции;
- при использовании временных средств защиты от лазера предусмотреть в конструкции станка элементы контроля пучка для содействия улучшения контроля пучка лазера во время проведения работ по обслуживанию, такие как:
держатели точного расположения компонентов формирования пучка (например поворачивающего зеркала), которые должны использоваться при обслуживании;
крепления, которые допускают только ограниченное управление пучка.
Далее приведены три варианта выбора. Порядок перечисления не указывает на предпочтение.
A.2.1 Вариант 1 - пассивная защита от лазера
Это простейший вариант выбора.
Примечание - Конструкция и контроль качества являются особо важными аспектами, которые необходимо учитывать в тех случаях, когда поглощение излучения с длиной волны лазера происходит в основном за счет незначительных добавок, таких как красители пластмасс. В таких случаях, если изготовитель не устанавливает концентрацию поглощающего вещества или оптического ослабления материала при длине волны лазера, образцы материала из той же партии в первую очередь испытывают в соответствии с требованиями 4.3.1.
A.2.2 Вариант 2 - активная защита от лазера
Если ППЭ не может быть уменьшен до уровня, при котором обычные материалы защиты могут обеспечить соответствующую защиту в качестве пассивной защиты, всегда используют активную защиту от лазера.
A.2.3 Вариант 3 - специализированная защита от лазера
Специализированная защита от лазера может быть использована, если установленные значения ППЭ меньше указанных изготовителем значений ЗПЭ.
Приложение B
(справочное)
Установление прогнозируемого предела экспозиции
B.1 Общие положения
Значение ППЭ может быть установлено измерением или вычислением.
ИСО 14121 определяет общую методологию оценки риска. Данная оценка должна включать в себя фактор суммарной экспозиции при нормальной эксплуатации (например во время каждой части рабочего цикла станка) в течение интервала времени между профилактическими осмотрами.
В результате данной оценки должны быть установлены самые востребованные комбинации энергетической освещенности, область и продолжительность экспозиции. Может быть установлено несколько ППЭ; например, при одних условиях может увеличиться до максимума длительность экспозиции при относительно низкой энергетической освещенности, тогда как при других условиях может увеличиться до максимума энергетическая освещенность при меньшей длительности экспозиции.
Полная спецификация ППЭ включает в себя следующие параметры:
a) максимальную энергетическую освещенность передней поверхности защиты от лазера.
Примечание - Энергетическая освещенность выражается как полная мощность или энергия, распределенная по области передней поверхности защиты или установленной ограниченной области соответственно;
b) любые максимальные размеры области экспозиции на переднюю поверхность при данном уровне энергетической освещенности.
Примечание - Максимальные размеры области экспозиции устанавливают для защиты от воздействия прямой экспозиции пучков лазера, и они не распространяются на рассеянное лазерное излучение;
c) временные характеристики экспозиции, такие как непрерывный или импульсный лазер, и в случае импульсного лазера, кроме того, - длительность и частота следования импульсов;
d) полную длительность экспозиции.
Примечание - Данный термин конкретизирован в В.4 приложения В;
e) длину волны излучения;
f) угол падения и (если необходимо) поляризацию излучения.
Примечания
1 Обусловленность угла падения особенно важна для защит от лазера, в которых для отражения падающего лазерного излучения используются интерференционные слои.
2 При падении излучения под углом Брюстера "р" поляризованное излучение интенсивно проникает в поверхность защиты;
g) любые минимальные размеры освещенной области (например, могут применяться для активной защиты от лазера с такими элементами дискретного сенсора, при которых пучок лазера маленького диаметра сможет пройти через защиту необнаруженным);
h) для активной защиты от лазера - время срабатывания активной защиты.
B.2 Отражение лазерного излучения
B.2.1 Диффузное отражение
При условии использования рефлектора Ламберта со 100% отражательной способностью энергетическую освещенность для диффузного отражения (рисунок В.1) рассчитывают по следующей формуле:
![]() .
.

Рисунок В.1 - Расчет диффузного отражения
B.2.2 Зеркальное отражение
Для зеркального отражения трудно делать обобщения.
Для кругообразного симметричного лазерного пучка с гауссовым распределением, мощностью и диаметром
на фокусирующей линзе с фокусным расстоянием
максимальную энергетическую освещенность (в центре гауссова распределения) на расстоянии
от нормальной плоскости до фокуса (рисунок В.2) рассчитывают по следующей формуле:
 ,
,
где - отражательная способность обрабатываемой поверхности.

Рисунок В.2 - Расчет зеркального отражения
Необходимо обратить внимание на то, что некоторые криволинейные поверхности могут увеличивать опасность при отражении от них лазера.
B.3 Примеры условий установления ППЭ
ППЭ устанавливают исходя из комбинации(й) соответствующих наихудших обоснованно прогнозируемых параметров лазера, материалов заготовок, геометрических характеристик и процессов, которые могут произойти (встретиться) во время нормальной работы (МЭК/ТО 60825-14 [2] устанавливает требования к руководству для пользователя).
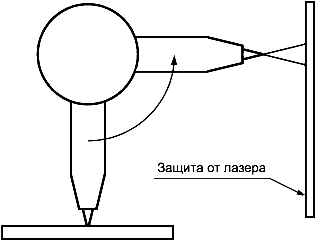
Рисунок В.3а - Сбой в программном обеспечении
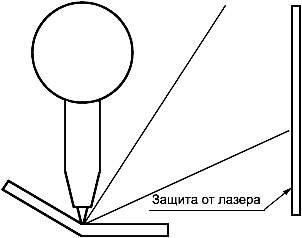
Рисунок В.3b - Изгиб заготовки или неправильное ее крепление

Рисунок В.3с - Отсутствие заготовки
Рисунок В.3 - Некоторые примеры прогнозируемых условий неисправностей

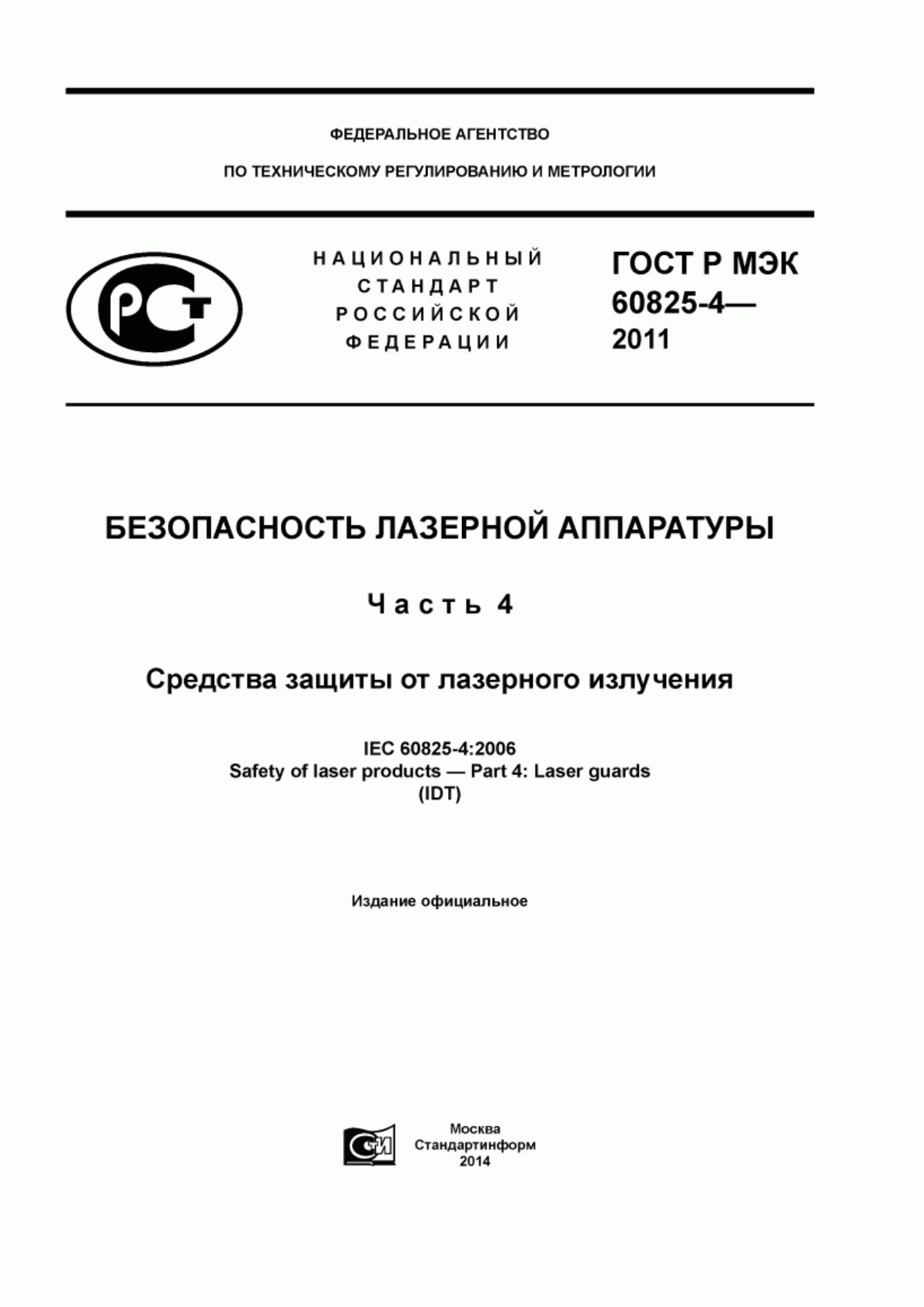
Рисунок В.4а - Работа лазера при отсутствии поворачивающего зеркала

Рисунок В.4b - Отклонение луча от зеркала во время процедуры регулирования

Рисунок В.4с - Расширенный пучок превышает размер границ оптической системы
Рисунок B.4d - Отражающий предмет пересекает пучок лазера
Рисунок В.4 - Четыре примера рассеянных пучков лазера, которые могут быть ограничены временной защитой во время обслуживания станка лазерной обработки
B.4 Длительность экспозиции
B.4.1 Нормальная работа
Экспозиция защиты лазерным излучением во время безаварийной работы может включать в себя экспозиции отраженного, рассеянного и проходящего излучения низкого уровня, которые повторяются при каждом машинном цикле. В этом случае установленный ППЭ для безаварийной работы должен охватывать изменения энергетической освещенности за время цикла, повторяющиеся при максимальном количестве машинных циклов за период интервала между профилактическими осмотрами на предмет безопасности.

Рисунок В.5 - Пример экспозиции защиты от лазера во время периодически повторяющихся машинных операций
B.4.2 Условия неисправности
Система контроля безопасности, включающая в себя некоторые формы машинного мониторинга, может уменьшить время, за которое защита должна безопасно ограничить опасное излучение в условиях неисправности. Два примера приведены на рисунке В.6.

Рисунок В.6а - Отключение лазера при использовании интерактивного машинного мониторинга безопасности
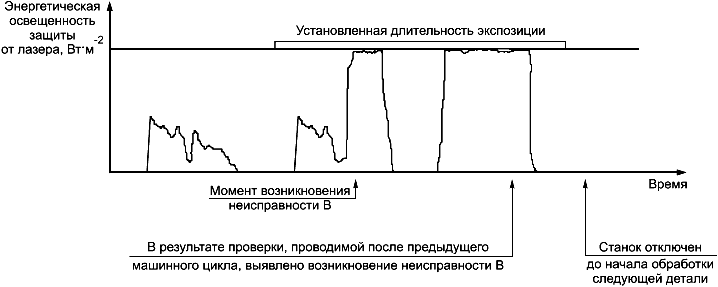
Рисунок В.6b - Отключение лазера при использовании автономного машинного мониторинга безопасности
Рисунок В.6 - Два примера установленной длительности экспозиции
Для обоснованно прогнозируемых неисправностей, которые не могут быть выявлены некоторыми системами контроля безопасности, установленной длительностью экспозиции, считают весь интервал между профилактическими осмотрами на предмет безопасности (рисунок В.7).

Рисунок В.7 - Установленная длительность экспозиции для станков без системы мониторинга безопасности
B.4.3 Операции по обслуживанию станка лазерной обработки
Факторы, которые непосредственно влияют на время отключения лазера, измеренное от начала экспозиции на временную защиту во время проведения операций по обслуживанию, включают в себя:
- использование предварительной настройки времени включения лазера;
- уровень контроля над условиями неисправности;
- наличие персонала, следящего за состоянием защиты (для пассивной защиты);
- использование устройства контроля, работающего при удерживании (например, кнопки в нажатом положении);
- уровень обеспечения предупреждения при чрезмерной экспозиции лазера на защиту (для пассивной защиты);
- степень закрытия передней поверхности защиты (для пассивной защиты);
- контроль состояния всей области защиты;
- уровень подготовки персонала.
Оценку риска проводят для определения опасных ситуаций и установления ППЭ. В тех случаях, когда для ограничения длительности экспозиции временной защиты требуется вмешательство человека, используют промежуток времени не менее 10 с. Любые практически оправданные инженерные и административные контрольные измерения должны выполняться для уменьшения степени использования временных экранов для обеспечения защиты.
B.5 Ссылочный документ
ИСО 14121:1999 Безопасность машин. Основные правила оценки риска
Приложение C
(справочное)
Пояснения к определенным терминам
C.1 Различия между ППЭ и ЗПЭ

Рисунок С.1 - Пример защиты вокруг станка лазерной обработки
ППЭ в определенной точке, где расположена защита от лазера, является предполагаемая максимальная экспозиция, которую устанавливает изготовитель станка лазерной обработки для нормальной работы и обоснованно прогнозируемых условий неисправностей. Величина ППЭ определяет минимальное значение ЗПЭ защиты от лазера, которое может быть использовано в этой точке.
ЗПЭ характеризует способность защиты от лазера при случайно возникшем лазерном излучении. Изготовитель станка лазерной обработки должен проводить испытания, подтверждающие соответствие средств защиты от лазера. Данное требование может быть выполнено, если проведены прямые испытания, или определен ЗПЭ защиты, или приобретена соответствующая специализированная защита от лазера, у которой указан ЗПЭ.
C.2 Параметры активной защиты
Активная защита от лазера включает в себя два следующих существенных компонента:
a) физический барьер, сильно ослабляющий лазерное излучение с соответствующей длиной волны, работает в качестве пассивной защиты от лазера (например диффузно рассеянное излучение) и препятствует в течение короткого периода времени проникновению случайно возникшего лазерного излучения с опасным уровнем;
b) систему контроля безопасности со встроенным сенсором, который обнаруживает случайно возникшее излучение опасного уровня прямо или косвенно (например, измерением температуры или других физических величин, которые меняются под воздействием лазерного излучения на некоторые части защиты от лазера) и выдает сигнал на остановку лазерной эмиссии (например, разорвав цепь защитной блокировки и таким образом выключив источник лазера или закрыв защитную заслонку).
Во время нормальной работы станка лазерной обработки средства лазерной защиты часто подвергаются воздействию лазерного излучения с низким уровнем энергетической освещенности. Так как такое излучение не угрожает защите, сенсор не должен на него реагировать. В качестве альтернативы сенсор устанавливают так, чтобы он реагировал только на случайно возникшее лазерное излучение, которое превышает пороговое значение, при котором целостность защиты от лазера находится под угрозой. Существует временная задержка между моментом, когда экспозиция случайно возникшего излучения превышает пороговое значение, и моментом, когда активная защита от лазера выдает отключающий сигнал. Существует аналогичная временная задержка, обозначенная как время отключения лазера, между моментом, когда активная защита от лазера выдает отключающий сигнал, и моментом, когда лазерное излучение прекращается.

Рисунок С.2 - Пример параметров активной защиты от лазера
Приложение D
(обязательное)
Испытания специализированной защиты от лазера
D.1 Общие положения
Необходимо отметить, что лазеры большой мощности не подходят для имитации параметров маломощного лазера изменением расстояния от фокальной точки, потому что качество и другие характеристики пучка могут отличаться и их трудно будет спрогнозировать.
Испытания, описанные в данном разделе, применяют только для определения параметров лазера. Таким образом, результаты этих испытаний используют только как руководство при сравнении средств защиты от лазера.
ЗПЭ (Вт·м) применяют только для размеров пучка на защите от лазера, используемой при испытаниях. Эти размеры устанавливает изготовитель защиты от лазера, потому что предельное значение энергетической освещенности, которое отображает защитные способности, уменьшается с увеличением размеров пучка лазера.
D.2 Условия проведения испытания
Предельное значение экспозиции для испытания (Вт·м - для непрерывных лазеров или Дж·м
- для импульсных лазеров) определяют испытанием, при проведении которого облучают одну поверхность образца с типичной толщиной, составом и размерами не менее трехкратного максимального размера пучка (1/е
), которые встречаются в месте экспозиции (таким образом, гарантируется, что будет учтен поток инфракрасного излучения). Соединительные элементы конструкции используют при испытаниях только в том случае, если они обеспечивают целостность конструкции защиты. В случае пучков некруглой формы геометрические характеристики пучка, используемого для испытаний, должны быть соответствующими. Пучками некруглой формы являются пучки, у которых наибольший и наименьший размеры отличаются друг от друга более чем на 10%.
Примечание - Геометрические характеристики пучка должны быть установлены так, как они влияют на распределение тепла в образце.
Если для испытаний требуется держатель образца, то максимальное перекрытие им образца не должно превышать 3 мм от кромки образца. Удерживающее устройство в месте контакта с образцом должно иметь термоизоляцию (например, керамическую и т.п.) с соответствующей термостойкостью.
Образец должен находиться под прямым углом (с отклонением от нормали не более ±3° во избежание ретро-отражений) к лазерному пучку, при этом геометрическая ось должна располагаться в центре образца на расстоянии , как указано на рисунке D.1. Расстояние
от фокальной точки до образца не должно превышать трехкратного значения фокусного расстояния
фокусирующей линзы.

1 - линза; 2 - защита.
Рисунок D.1 - Упрощенная схема испытательной установки
Во время испытаний пассивных защит лазерное излучение на задней поверхности образца не должно превышать ДПИ для класса 1 при экспозиции, длительность которой зависит от периода экспозиции, установленного изготовителем соответствующей защиты.
Примечание - Интервалы между профилактическими осмотрами лазерной защиты устанавливает ее изготовитель, используя классификацию таблицы D.1.
Таблица D.1 - Классификация защиты от лазера
Испытательная классификация | Интервал между профилактическими осмотрами, с | Рекомендуемое применение защиты от лазера |
Т1 | 30000 | Для станков-автоматов |
Т2 | 100 | Для кратковременных циклов работы и прерывистых проверок |
Т3 | 10 | Для непрерывных визуальных проверок |
Для активных защит проводят следующие испытания:
a) активная защита от лазера должна производить сигнал отключения лазера (предназначенный вызывать автоматическое отключение лазерного излучения) в ответ на любую экспозицию на ее переднюю поверхность лазерного излучения, превышающего установленную экспозицию. Обоснованно прогнозируемая неисправность в системе активной защиты не должна вызывать утрату способности обеспечения безопасности. Обоснованно прогнозируемая неисправность в элементе защиты должна обнаруживаться до или во время возникновения следующей за ней необходимости в обеспечении безопасности;
b) лазерное излучение на задней поверхности образца пассивной защиты от лазера, входящей в состав активной защиты от лазера, не должно превышать ДПИ для класса 1 в ответ на любую экспозицию на ее переднюю поверхность лазерного излучения, не превышающего установленную экспозицию для экспозиции с длительностью, превышающей установленное время срабатывания активной защиты (см. 3.1).
D.3 Защитный предел экспозиции
ЗПЭ (см. 3.13), установленный изготовителем, должен быть равен испытательному пределу экспозиции, который соответствует условиям D.2, умноженному на поправочный коэффициент 0,7, т.е. ЗПЭ =0,7·испытательный предел экспозиции.
Приложение E
(справочное)
Руководство по компоновке и установке средств защиты от лазера
E.1 Краткое описание
Данное приложение рассматривает правила компоновки и установки средств защиты для обеспечения защиты персонала от опасностей лазерного излучения вокруг рабочей зоны станка лазерной обработки материалов. Данное руководство предназначено для использования изготовителями и/или пользователями. Данное руководство распространяется на средства защиты для одиночно стоящих станков лазерной обработки [см. ИСО 11553-1 или ЕН (Европейские Нормы) 12626] и дополнительные средства защиты (часто устанавливаемые пользователями), требующиеся для безопасного включения в состав станка лазерной обработки. В данном приложении не рассматриваются детально проблемы средств защиты от ассоциированных опасностей при лазерной обработке (таких, как дым, вторичное излучение, механические и электрические опасности).
E.2 Общие положения
E.2.1 Введение
Защита от лазера требуется для локализации лазерных опасностей в дополнение к ассоциированным опасностям при лазерной обработке. Некоторые средства защиты могут составлять часть станка лазерной обработки, а дополнительные средства защиты могут быть использованы для содействия обеспечению безопасности при установке и удалении заготовок и при обслуживании.
E.2.2 Компоновка защит
Ключевыми элементами, определяющими компоновку и установку защит вокруг рабочей зоны, являются:
a) степень доступности, требующаяся для манипуляций (главным образом вручную) с заготовками;
b) метод крепления заготовки (например, зажимное приспособление или тиски);
c) метод удаления заготовки и любых связанных с ней частей (например, отходов) после обработки.
E.2.3 Расположение защит
При определении места расположения защит от лазера используют следующие правила:
защита от лазера должна быть расположена на расстоянии от фокальной точки не менее трехкратного значения фокусного расстояния фокусирующей линзы;
защита от лазера с низким ЗПЭ (например, смотровые окна) не должна располагаться в тех местах, где могут быть прямые или зеркально отраженные пучки.
E.2.4 Ограждение полностью закрытого типа
Ограждением полностью закрытого типа является ограждение, отвечающее всем требованиям для защитного кожуха по 4.2.1, МЭК 60825-1 и окружающее встроенный лазер и всю рабочую зону таким образом, что доступ человека к опасному излучению не возможен.
E.2.5 Ограждение не полностью закрытого типа
Ограждением не полностью закрытого типа является ограждение, не обеспечивающее полной защиты вокруг встроенного лазера и всей рабочей зоны таким образом, что доступ человека к опасному излучению возможен.
Если риск экспозиции является недопустимым (для тех людей, которые могут находиться на платформах или переходах, возвышающихся над защитой станка с открытой верхней частью), то требуются дополнительные контрольные измерения.
E.2.6 Соподчиненность контроля областей с опасным лазером
Для удержания людей за пределами области, где существует недопустимый риск, рекомендуется выполнять следующие соподчиненные мероприятия:
a) установить соответствующую закрепленную защиту;
b) установить соответствующую съемную защиту;
c) установить по периметру данной области (например, светолучевой сенсор) или около нее (например, контактный коврик) соответствующее электронное защитное устройство, связанное с цепью защитной блокировки станка;
d) установить физический барьер и обеспечить его соответствующей информацией, инструкциями, организовать подготовку персонала и надзор;
e) установить средства контроля доступа, используемые совместно с оператором, находящимся на некотором расстоянии от рабочей зоны, и обеспечить персонал средствами индивидуальной защиты (СИЗ).
Примечание - Мероприятия, приведенные в перечислениях с) и d), не обеспечивают защиты от лазерного излучения, исходящего от лазерного станка, и поэтому их учитывают только при использовании в пределах контролируемого пространства вокруг отверстий станка, превышающего номинальное опасное для глаз расстояние (НОГР).
E.2.7 Средства индивидуальной защиты
СИЗ используются только в крайних случаях, когда сочетание инженерного и административного контролей не может обеспечить достаточного уровня защиты. Если применяются СИЗ, то должен быть обеспечен соответствующий административный контроль их использования. СИЗ используют только тогда, когда оценка рисков показала, что применение других средств для снижения опасности не способно обеспечить соответствующий уровень безопасности, и когда на практике невозможно обеспечить соответствующую защиту другими средствами. При работе с УФВ (ультрафиолетовые лучи спектра В) и УФС (ультрафиолетовые лучи спектра С) может потребоваться защитная одежда.
E.2.8 Вмешательство человека
Если для управления станком требуется доступ человека, то фактор вмешательства человека должен быть включен в оценку рисков и учтен при рассмотрении продолжительности последствий неисправной работы. В данных условиях доступ человека должен контролироваться и быть разрешен только уполномоченным лицам, прошедшим соответствующее обучение лазерной безопасности и обслуживанию используемых лазерных систем. Область вмешательства должна быть ограничена и закрыта для общего доступа, а необученный персонал или наблюдатели должны быть защищены от опасностей барьерами или административным контролем.
Е.3 Оценка риска
E.3.1 Введение
Степень тяжести повреждений человека от экспозиции пучком лазера, обычно используемого при лазерной обработке материалов, зависит от длины волны лазера, ткани одежды и индивидуальной чувствительности объекта воздействия. Вероятность возникновения такой экспозиции является ключевым элементом при определении риска получения повреждений. Снижение риска до допустимых уровней является итерационным процессом. Для данного процесса не существует стандартных подходов и документации. Однако последовательность предполагаемых действий приведена в ИСО 14121 и является универсальной.
E.3.2 Общие факторы
Оценку риска проводят для определения опасных ситуаций и установления прогнозируемого уровня экспозиции при предполагаемом положении защиты от лазера. Данная оценка должна учитывать ряд факторов, включая нижеследующие.
E.3.2.1 Параметры рабочей зоны лазера
К соответственным параметрам относятся: мощность и длина волны лазера, фокусное расстояние оптической системы, степень подвижности системы переноса пучка (например, количество осей перемещения).
E.3.2.2 Процесс
Тип процесса, например резание, сверление, сварка, маркирование. Станок может быть предназначен для выполнения нескольких процессов или иметь такую возможность.
Примечание - Отраженные мощности лазера различных процессов или обрабатываемых материалов значительно отличаются друг от друга.
E.3.2.3 Управление процессом
К данному фактору в частности, относятся: период времени, в течение которого устройства защиты от лазера могут подвергаться экспозиции в условиях неисправностей, включая те, для которых ППЭ установлен (например, время рабочего цикла), процесс проверки (например, по каждой позиции отдельно или по времени на некоторое количество позиций), а также средства и эффективность процесса автоматического контроля вмешательства человека в случае возникновения очевидных условий неисправностей.
E.3.2.4 Операции, выполняемые вручную
Факторы вмешательства оператора включают в себя необходимость и обеспечение ручного управления, средства и эффективность процесса визуального контроля (включая расположение смотровых окон или камер видеонаблюдения), а также легкость и эффективность выполнения операций при вмешательстве в случае возникновения очевидных условий неисправности.
E.3.2.5 Операции, выполняемые роботом (автоматически)
Операции включают в себя: весь диапазон перемещений робота, защиту головки робота от ударных нагрузок и общую защиту коммуникаций и систем переноса лазерного пучка к роботу, а также средства ограничения перемещения и направления (например, программными, аппаратными или физическими средствами ограничения), в частности, максимальное приближение открытого лазерного пучка к средствам защиты от лазера.
E.3.2.6 Заготовка
Геометрические характеристики, состав и шероховатость поверхности заготовки и как они могут влиять на направление и силу отражения во время лазерной обработки.
E.3.2.7 Крепление
Закрепление и регулировка положения заготовки и связанные с этим отражения от поверхностей и соударения с фокусирующей головкой.
E.3.2.8 Установка и удаление
Способ установки и удаления заготовки, в частности ручной или автоматический, непрерывно или отдельными частями, а также метод установки (например, через раздвижную, подъемную или шторную дверь) и контроль доступа к рабочей зоне.
E.3.2.9 Перенос пучка
Аспекты переноса пучка включают в себя оптический метод (зеркало или оптоволокно) и средства проверки, регулировки положения и перемещения оптических компонентов, а также целостность конструкции монтажа компонентов траектории пучка, средства поддержания соответствующих условий для оптических компонентов (например, очистка и осушение газа, обеспечение охлаждения), средства дефектации устройства регулировки положения пучка, обеспечение интерактивного мониторинга рассеянного и нерассеянного пучка и средств ограждения системы переноса пучка.
Примечание - Особое внимание необходимо обратить на использование систем переноса пучка лазера с новой (неотработанной) конструкцией в части воздействия на нее внешних механических сил (например, вибрации), которые могут разрегулировать оптическую систему. Также необходимо обратить внимание на качество оптики и рабочие характеристики лазеров, особенно в части наведения пучка и ситуаций, при которых мощность лазера настолько высока, что может привести к ненормальной работе оптики переноса пучка.
E.3.2.10 Расположение работников
Область участка для работников обычно определяется минимальным расстоянием, на которое можно приближаться к станку. Также необходимо учитывать фактор расположения сверху (например, операторов кранов и офисных работников, находящихся на верхних переходах) и установку или расположение поблизости каких-либо лестниц (например, приставных, раскладных и т.п.).
E.3.2.11 Обеспечение дефектации
Аспекты обеспечения включают в себя средства доступа к проверяемым частям и средства их управления (например, съемные панели, управление клавиатурой) и обеспечение обхода (отключения) блокировок и аварийных остановов.
E.3.2.12 Характеристики защиты
Устанавливают ППЭ и ЗПЭ при нормальных и обоснованно прогнозируемых условиях неисправностей для каждого элемента защиты, включая закрепленные и подвижные стенки и окошки.
E.3.2.13 Окружающая обстановка защиты
Факторы окружающей обстановки, которые могут влиять на эффективность защиты, включая доступ автопогрузчика с вильчатым захватом и других движущихся объектов, которые могут вызвать серьезные механические повреждения, пыльная окружающая среда, которая может оказывать отрицательное влияние на рабочие характеристики оптики и/или защиты.
E.4 Примеры оценки риска
E.4.1 Непрерывная подача компонентов
Пример
Установка для лазерной обработки устанавливается над лентой конвейера.
Расположение
Во время нормального производственного процесса или дефектации доступ контролируется и разрешен только уполномоченным лицам, однако возможен и свободный доступ наблюдателей или необученного персонала в контролируемую область.
Во время периодов обслуживания доступ может быть ограничен и закрыт для наблюдателей или необученного персонала.
Основной принцип
Установка защиты от лазера должна иметь входное и выходное отверстия, позволяющие осуществлять непрерывную загрузку и выгрузку компонентов.
Возможные варианты решения
Если риск чрезмерного лазерного излучения высок:
- используют сблокированную защиту в виде подвижного щитка, который открывается для загрузки компонента и закрывается до начала процесса лазерной обработки.
Если риск чрезмерного лазерного излучения средний или низкий (варианты решения выбирают исходя из оценки степени риска), используют:
- локальную защиту со щеточным уплотнением для обеспечения ограждения во время прохождения компонента или
- открытый туннель вокруг отверстия или отверстий для ограничения доступа к линии прямой видимости рабочей зоны лазера. Это может быть достигнуто использованием:
- лабиринта для входа и выхода компонента, который препятствует видимости по прямой линии или
- сблокированного барьера (например, в виде легкой защиты или ограждения) или контактного коврика, разрешенного к применению в целях безопасности, который ограничивает позицию обзора для предотвращения видимости по прямой линии.
E.4.2 Станок лазерной резки и маркирования планшетного типа
Пример
Планшетный станок лазерной резки в условиях мелкосерийного производства.
Расположение
Во время нормального производственного процесса или дефектации и периодов обслуживания доступ контролируется и разрешен только уполномоченным лицам и ограничивается только обученным персоналом.
Основной принцип
Доступ к столу станка требуется для установки и удаления с него листов.
Возможные варианты решения
Если риск чрезмерного лазерного излучения высок (например, в тех случаях, когда опасное лазерное излучение появляется в результате отражений, имеющих место во время нормального процесса производства):
- используют защиту, установленную по всему периметру для обеспечения защиты оператора и другого персонала. Используют сблокированную защиту в виде подвижного щитка, который открывается для загрузки компонента и закрывается до начала процесса лазерной обработки.
Если риск чрезмерного лазерного излучения средний или низкий (например, когда пучок направлен вертикально на плоскую поверхность заготовки и огражден в пределах короткого расстояния до заготовки):
- используют отдельно стоящую защиту для обеспечения защиты оператора лазера;
- используют СИЗ для всего персонала в пределах зоны ограниченного доступа.
Для всех случаев устанавливают необходимый контроль для обеспечения защиты неуполномоченного и необученного персонала от любых опасностей, которые могут причинить вред.
E.4.3 Многокоординатный станок
Пример
Автоматизированный робот лазерной сварки на автомобильной конвейерной линии.
Расположение
Во время нормального производственного процесса или дефектации доступ не контролируется и не ограничен для наблюдателей или необученного персонала.
Во время периодов обслуживания доступ должен контролироваться и может быть разрешен только уполномоченным лицам и должен быть закрыт для необученного персонала.
Основной принцип
Неисправность в блоке управления может привести к направлению пучка лазера на защиту от лазера.
Возможные варианты решения
Если риск чрезмерного лазерного излучения высок:
- усиливают защиту тех частей ограждения рабочей зоны, которые в соответствии с указаниями оценки риска являются уязвимыми. Данное усиление может быть выполнено при помощи активной защиты.
Если риск чрезмерного лазерного излучения средний или низкий, то основными составляющими обеспечения защиты могут быть следующие меры:
- установка защиты, которая отвечает требованиям испытаний настоящего стандарта, проведенных при прямой экспозиции типичного лазерного пучка;
- обеспечение программного управления и аппаратного ограничения вращательного движения канала пучка;
- обеспечение защиты от ударов "головки" канала пучка;
- установка дополнительных сенсоров для предотвращения лазерной эмиссии за пределами заготовки;
- обеспечение управления лазерной эмиссии, если используется неподвижная фокусирующая головка лазера.
E.4.4 Средства защита от лазера для контролируемых зон
Пример
Временные средства защиты от лазера, установленные на период проведения работ по обслуживанию и предназначенные для предотвращения проникновения персонала, не участвующего в обслуживании.
Расположение
Во время нормального производственного процесса или дефектации данные средства защиты от лазера для контролируемых зон не используют.
Во время периодов обслуживания доступ в опасную зону должен контролироваться. Доступ в контролируемую зону разрешается только уполномоченным лицам, обученным лазерной безопасности. Доступ в контролируемую зону закрыт для необученного персонала и контролируется административными мерами (например предупреждающими знаками).
Основной принцип
Направление распространения пучка находится под административным контролем.
Возможные варианты решения
Если риск чрезмерного лазерного излучения высок, то основными составляющими обеспечения защиты являются следующие меры:
- установка непрозрачной защиты от лазера, способной обеспечивать защиту от пучка не менее 100 с;
- установка блокировки на вход в огороженную защитой зону или прямой административный контроль;
- использование обученного персонала для проведения данных работ по обслуживанию;
- использование очков, защищающих от лазера (и возможно защитной одежды), всем персоналом, находящимся в контролируемой зоне.
Если риск чрезмерного лазерного излучения средний или низкий (например, зона за пределами защиты от лазера (ограждения), свободная от персонала):
- применяют такие же меры, что и в предыдущем случае, за исключением того, что время, которое экран обеспечивает защиту, может быть менее 100 с при условии, что инженер по обслуживанию имеет непосредственный доступ к управлению защитной заслонкой лазера и экспозиция лазера на экран обеспечивает четкую видимость таких признаков, как, например, появление дыма или сильное изменение цвета.
E.5 Вспомогательные параметры при оценке риска
В данном разделе приведен перечень параметров, которые рассматривают при оценке рисков, связанных со станком лазерной обработки при конструировании средств защиты от лазера.
Необходимо учитывать, что этот перечень не является всеобъемлющим и может не включать в себя все аспекты, которые необходимо будет учитывать.
E.5.1 Оборудование
Лазер:
- тип;
- длина волны;
- непрерывный/импульсный;
- длительность импульса;
- частота следования импульсов;
- мощность (или энергия);
- фокусное расстояние выходной линзы системы переноса пучка.
Тип станка:
- двухкоординатный станок;
- трехкоординатный станок;
- станок более чем с тремя управляемыми координатами;
- робот;
- оснащен системой отведения газов;
- ограждение рабочей зоны:
- с ДПИ для класса 1;
- для другого класса.
E.5.2 Система переноса пучка станка
Мониторинг траектории переноса пучка:
- с аппаратным управлением;
- с программным управлением.
Мониторинг поворачивающего зеркала системы переноса пучка:
- с аппаратным управлением;
- с программным управлением.
Механическая сборка системы переноса пучка:
- требуется использование инструментов;
- предусмотрен мониторинг:
- с аппаратным управлением;
- с программным управлением;
- контроль сборки фокусирующей линзы.
Система переноса пучка в свободном пространстве.
Волоконно-оптическая система переноса пучка.
E.5.3 Описание технологического процесса
Пайка/пайка высокотемпературным припоем.
Термическая обработка.
Маркирование.
Сварка.
Сверление/резание.
Очистка.
Формовка.
Быстрое прототипирование (макетирование).
E.5.4 Органы управления станка
Для автоматического режима управления (то есть без вмешательства оператора) - полностью защищенное управление.
Для ручного режима управления (то есть когда вмешательство оператора во время машинного цикла подразумевается) - полностью защищенное управление.
Метод наблюдения за процессом:
- используются окошки в ограждении рабочей зоны;
- используется система видеонаблюдения для мониторинга;
- другой.
Метод остановки машинного цикла в случае ошибки, обнаруженной путем наблюдения:
- аварийный останов;
- нормальный останов.
E.5.5 Основные характеристики робота (см. ИСО 10218 [6])
Размах колебаний:
- ограниченное (рабочее) пространство;
- максимальное (рабочее) пространство;
- защищенное (рабочее) пространство.
Метод ограничения диапазона движений:
- аппаратным управлением;
- программным управлением.
Метод блокирования защищенного пространства:
- аппаратным управлением;
- программным управлением.
Метод предотвращения столкновений:
- аппаратным управлением;
- программным управлением.
Контроль конечного положения:
- аппаратным управлением;
- программным управлением.
E.5.6 Типы обрабатываемых деталей
Тип геометрической формы:
- пластина (лист);
- другой.
Тип материала.
E.5.7 Зажимное приспособление
Автоматическое расположение и закрепление:
- аппаратным управлением;
- программным управлением.
Ручное расположение и закрепление.
Возможный вред от лазерного пучка, который зависит от:
- отражающих областей инструментальной оснастки;
- шероховатости поверхности инструментальной оснастки.
E.5.8 Введение материала в рабочую зону
Автоматическое непрерывное введение компонентов.
Введение одиночного компонента вручную.
Доступ компонента в рабочую зону осуществляется через:
- раздвижную дверь;
- подъемную дверь;
- шторную дверь;
- тоннель;
- другое.
Контроль подачи компонентов:
- аппаратный;
- программный;
- конструкция защиты рабочей зоны отвечает требованиям настоящего стандарта;
- ограждение рабочей зоны прошло испытания в соответствии с требованиями настоящего стандарта.
E.5.9 Оператор станка
Рабочее пространство.
Внутренняя часть станка.
Внешняя часть станка.
E.5.10 Дефектация
Расположение дверей для проведения дефектации.
Метод авторизации для доступа (клавиатурой).
Устройства контроля запуска, работающие при удерживании (например, кнопки в нажатом положении).
Приложение F
(справочное)
Руководство по оценке пригодности средств защиты от лазера
F.1 Идентификация опасностей
F.1.1 Выбор мер по обеспечению безопасности
При выборе мер по определенному алгоритму может оказаться, что невозможно использовать самые эффективные меры по причине их технической невыполнимости или непригодности для конкретного случая применения.
При рассмотрении мер предотвращения любых опасностей, которые могут возникнуть во время каждой из рассматриваемых фаз срока службы станка, методика оценки риска должна помогать при выборе наилучшей комбинации мер по обеспечению безопасности.
Рассматриваемыми фазами срока службы станка являются:
- установка;
- ввод в действие;
- настройка или технологические изменения;
- чистка;
- регулировка;
- дефектация;
- обслуживание.
Если имеют место взаимопротиворечащие требования для различных фаз, предпочтение отдают тем фазам, которые больше всего увеличивают риск. Например, требования к фазам дефектации, настройки и регулировки могут быть наиболее значимыми. Целью чего является снижение суммарного риска.
F.2 Оценка риска и надежности
F.2.1 Общие положения
Для станков лазерной обработки, как и для другого машинного оборудования, должны быть определены все механические опасности. Эти опасности включают в себя:
- запутывание;
- трение и абразив;
- резку;
- срезание (обрезку);
- насекание и перфорирование;
- ударное действие;
- дробление;
- втягивание;
- повреждения от сжатого газа или жидкостных систем высокого давления.
Также могут присутствовать немеханические опасности. Эти опасности включают в себя:
- при доступе:
проскальзывание, опрокидывание и падение;
падающие предметы и предполагаемые последствия;
препятствия на пути и предполагаемые последствия;
- манипулирование и подъем предметов;
- электричество (включая статическое):
поражение электрическим током;
ожоги;
- химические вещества, которые являются: ядовитыми; вызывающими раздражение; воспламеняющимися; коррозионными; взрывоопасными;
- огонь и взрыв;
- шум и вибрация;
- давление и вакуум;
- высокие и низкие температуры;
- вдыхание аэрозолей, продуктов горения и пыли;
- удушение;
- ионизирующее и неионизирующее излучения;
- биологические, например вирусные или бактериальные.
Для уменьшения уровня суммарного риска многие меры по обеспечению безопасности, которые установлены для предотвращения персонального ущерба от немеханических опасностей, должны быть рассмотрены вместе с мерами, предотвращающими механические опасности.
F.2.2 Надежность защиты
Чем выше риск, тем выше необходимость в защите от него. Надежность мер по обеспечению безопасности должна расти в зависимости от степени тяжести повреждений в результате неисправности или вероятности их получить. Данное требование применяется к обеспечению безопасности и руководству в целом, а также к защитным блокировкам и материалам защиты.
Идентификацию различных опасностей проводят после тщательного изучения возможных неисправностей или сочетаний неисправностей, которые могут вызвать опасности, приводящие к повреждениям. В любой системе, в которой неисправность может оказать неблагоприятное воздействие на безопасность, все компоненты этой системы рассматривают поочередно. Возможные виды неисправностей и их последствия для системы должны быть полностью учтены. Формальный метод анализа, такой как анализ режима, характера последствий и важности отказов (FMECA), должен использоваться при рассмотрении наиболее высоких рисков. Также необходимо рассматривать надежность эксплуатационных процедур, если от них зависит безопасность. При рассмотрении данных процедур учитывают как преднамеренные, так и случайные неисправности.
Средства защиты должны выполнять свои функции по обеспечению безопасности с минимальными паузами и наименьшим снижением производительности. Необходимо понимать, что воздействие процесса производства или благонамеренное усердие могут привести к разрушению мер по обеспечению безопасности. В конструкцию защиты должны быть внесены такие меры по обеспечению безопасности, чтобы предумышленный или случайный обход или разрушение их был максимально затруднен.
В настоящем приложении рассмотрены только те свойства средств защиты, которые непосредственно направлены на обеспечение защиты от экспозиции чрезмерного лазерного излучения.
Должны быть рассмотрены факторы, представляющие особую опасность. Данные факторы связаны с:
- типом станка;
- длиной волны или длинами волн лазерного излучения;
- количеством координатных осей перемещения станка;
- комплексностью траектории пучка.
F.2.3 Практические методы оценки риска
F.2.3.1 Обобщенные методы оценки риска
Данные методы кратко изложены в приложении Е.
F.2.3.2 Оценка риска по ИСО 13849-1
В ИСО 13849-1 рассмотрены те части систем машинного контроля, которые предназначены для выполнения функций безопасности. Эти части могут выполнять функции безопасности для систем контроля аппаратными или программными средствами. Они могут быть или не быть составными частями систем контроля. В настоящем стандарте части системы контроля, связанные с безопасностью по рабочим параметрам в части возникающих неисправностей, подразделяют на пять категорий (В, 1, 2, 3, 4). Эти категории используют в качестве опорных точек.
Выбор категории, как указано в ИСО 13849-1, будет зависеть от конкретного станка и расстояния, на котором средства контроля используют для защитных целей.
При выборе категории и конструировании частей системы контроля, связанных с безопасностью, разработчик должен предоставить, по крайней мере, следующую информацию о части, связанной с безопасностью:
- выбранная категория или категории;
- функциональные характеристики;
- точно определенная роль, которую играет система контроля, связанная с безопасностью, в обеспечении мер машинной защиты;
- точные пределы системы контроля, связанной с безопасностью;
- все рассматриваемые неисправности, связанные с безопасностью;
- нерассматриваемые неисправности, связанные с безопасностью, и применяемые меры, позволяющие исключить их из рассмотрения;
- параметры, от которых зависит надежность, такие как условия окружающей среды;
- используемая технология или технологии.
Использование категорий в качестве опорных точек и заявление логических обоснований во время процесса конструирования предполагает гибкое использование требований настоящего стандарта. Настоящий стандарт обеспечивает основу для свободной оценки конструкции и технических характеристик при любом применении частей системы контроля, связанных с безопасностью (и станка).
Основная часть настоящего стандарта описывает процесс выбора и разработки мер безопасности совместно с характеристиками функций безопасности и рассмотрение факторов неисправностей.
Приложение В ИСО 13849-1 особенно удобно для руководства при выборе категорий, включая метод оценки степени риска.
F.2.3.3 Минимальный практически приемлемый уровень риска (МППУР)
Данный метод предназначен для снижения рисков до минимального практически приемлемого уровня риска (далее - МППУР) посредством структурированного подхода к конструированию и внедрению. Главное правило - использование полезного опыта. В данном контексте "полезный опыт" - это общее понятие для процедур, контролирующих риск. Полезный опыт в письменном виде может иметь различные формы. Полезный опыт должен отражать сущность опасностей и рисков, сложность деятельности или процесса и сущность необходимых нормативных документов. Примерами общепризнанных письменных источников являются руководства, выпущенные государственными департаментами, стандарты, выпущенные организациями, занимающимися их разработкой (например ИСО, МЭК, CEN - Европейский комитет по стандартизации, CENELEC - Европейский комитет по стандартизации в области электротехники и электроники) и руководства, согласованные органами (например федерация производителей, институт профессиональной деятельности), представляющими промышленный или профессиональный сектор.
В таблице F.1 приведены возможные примеры применения МППУР.
Таблица F.1 - Применение МППУР
Стадия проектирования | Элементы, демонстрирующие, что риски являются минимальными, практически приемлемого уровня |
Выбор между альтернативными вариантами или концепциями | Оценка риска и управление в соответствии с принципами полезного опыта конструирования. |
Рабочий проект | Оценка риска и управление в соответствии с принципами полезного опыта конструирования. |
F.3 Общая конструкция
Разработчики нового машинного оборудования при рассмотрении вопросов безопасности должны следовать основным принципам, установленным в ИСО 12100-1 и ИСО 12100-2, а также принимать во внимание требования любых других специализированных стандартов, относящихся к специфическим станкам. В качестве практического руководства для опасных зон, в случае, если это возможно, предлагается устранение этих зон или эффективное их ограждение. В случае невозможности устранения опасных зон в конструкцию должны быть встроены средства по обеспечению безопасности или должна оставаться возможность встроить их на более позднем этапе.
На стадии проектирования в случае практической необходимости выполняются мероприятия по устранению потребности открытия опасных зон во время работы, обследования, настройки и дефектации.
Разработчики должны учитывать эргономику использования машинного оборудования, то есть они должны рассмотреть все аспекты производственных условий, для которых предназначен станок. Основная задача - обеспечение лазерной безопасности, допускающей оптимальные рабочие характеристики и условия для работы станка и оператора.
Среди рассматриваемых аспектов присутствуют вопросы создания благоприятных условий окружающей среды для оператора и других людей, обеспечения кондиционирования воздуха, освещения и, при необходимости, установки вспомогательных механизмов для снижения физических усилий и контролирования допустимого уровня выделения тепла, света, лазерного излучения, шума, пыли, продуктов горения и жидкостей.
Разработчик должен быть осведомлен об опасностях, установленных выше, и как их можно избежать при соответствующем выборе деталей конструкции. В случаях, когда невозможно избежать опасности, разработчик должен изучить факторы, влияющие на степень риска и тяжесть повреждений. Факторы, которые могут влиять на частоту экспозиции и, следовательно, на вероятность повреждений, также должны быть рассмотрены.
Органы управления должны быть расположены таким образом, чтобы обеспечить безопасную и удобную работу. Между каждым органом управления и другими частями станка должен быть достаточно большой зазор. Методы, описанные в МЭК 60204-1 [1] и МЭК 61310-1 [3], должны быть заимствованы.
Для средств защиты от лазера особого рассмотрения требуют следующие факторы:
- трудные ситуации, когда необходимы промежутки (бреши) в защите;
- откидные створки, юбки и щеточные уплотнения;
- ограждения с открытой верхней частью;
- сочленения между секциями панели и крепления окон;
- улучшенный доступ (например подъемно-поворотные двери, завесы);
- атмосфера внутри ограждений - безопасная для входа (продукты горения и недостаток или переизбыток кислорода);
- смотровые окна в ограждениях;
- вторичные (расходуемые) экраны;
- аспекты геометрических параметров и общей компоновки;
- детали конструкции, связанные с типом (длиной волны) лазера, типом манипулятора пучка, переносом пучка и т.п.
F.4 Выбор средств по обеспечению лазерной безопасности
Если доступ людей в опасную зону во время нормальной работы станка лазерной обработки не требуется, средства по обеспечению безопасности могут быть выбраны из следующих:
- закрепленная ограждающая защита;
- закрепленная на удалении защита;
- подвижная защита.
Если требуется доступ людей в опасную зону, например, для наладки, корректировки технологического процесса, дефектации или обслуживания, то рабочие меры по обеспечению безопасности могут быть недостаточно эффективными. При таких обстоятельствах должна применяться безопасная организация работ, такая как изолирование, обеспечиваемое использованием в необходимых местах дополнительных мер по обеспечению безопасности. Такая организация работ требует планирования и дисциплины от всех задействованных в ней лиц.
Если доступ в опасную зону требуется для обеспечения нормальной работы станка, средства по обеспечению безопасности могут быть выбраны из следующих:
- блокирующая защита;
- регулируемая защита;
- временная защита.
F.5 Разработка и конструирование защиты от лазерного излучения
F.5.1 Общие требования по разработке и конструированию закрепленных и подвижных средств защиты
При проектировании систем обеспечения безопасности типы защиты и методы конструирования выбирают с учетом сопутствующих механических и других опасностей в дополнение к опасности лазерного излучения. Эти меры должны обеспечивать минимальное влияние деятельности во время работы станка и других фаз срока его службы для снижения воздействия факторов, побуждающих разрушение средств обеспечения безопасности.
Средства защиты преимущественно должны иметь конструкцию, повторяющую контуры станка. В тех случаях, когда это невозможно выполнить, например для дефектации или из-за геометрических параметров станка, должны быть приняты меры, снижающие необходимость присутствия в опасной зоне. Могут потребоваться дополнительные меры безопасности для защиты персонала, работающего в пределах опасной зоны. Данные меры могут быть обеспечены средствами по обеспечению безопасности и/или безопасной организацией работ.
F.5.2 Закрепленная ограждающая защита
Закрепленная защита - защита, которая удерживается на своем месте и в закрытом состоянии. Защита должна не только предотвращать доступ к опасным зонам или лазерное излучение, но и иметь достаточно прочную конструкцию, способную выдерживать воздействия технологических процессов и окружающей среды.
Если конструкцией защиты допускается ее открывание или снятие, то необходимо, чтобы эти действия могли выполняться только при помощи инструмента. Предпочтительно, чтобы крепежные детали были невыпадающего типа.
Если для работы необходимо прохождение обрабатываемого материала через защиту, то отверстия в защите должны обеспечить такой проход только для материала и без задержек (застревания). В этих случаях защита также должна предотвращать доступ людей к лазерному излучению, отвечая требованиям по предотвращению доступа человека по МЭК 60825-1.
F.5.3 Закрепленная на удалении защита
Закрепленная на удалении защита - закрепленная защита, которая не должна полностью ограждать от опасности, но которая снижает доступ в силу своих физических размеров и расстояния от нее до опасности. Примером защиты на удалении является периметральное ограждение, окружающее станок. Такой тип защиты требует особой тщательности при проектировании, если предотвращать доступ человека к чрезмерному лазерному излучению. Окружающая защита станка лазерной обработки с открытой верхней частью может быть закрепленной на удалении защитой, если она достаточно высока, чтобы предотвратить доступ человека к лазерному излучению.
F.5.4 Подвижная и блокирующая защиты
Блокирующая защита - защита, которая подвижна или имеет подвижную часть, движение которой взаимосвязано с питанием или управлением станка.
Блокирующая защита должна быть подключена к управлению станка таким образом, чтобы:
a) до тех пор пока защита не закрыта, блокировка предотвращает генерацию опасного лазерного излучения отключением источника питания или закрытием заслонки пучка;
b) защита оставалась закрытой и запертой до тех пор, пока риск повреждений в результате опасности не прошел, или защита открывалась вследствие устранения опасности, прежде чем доступ станет возможен.
Блокирующие подъемно-падающие экраны, которые способны причинить вред в случае падения под действием силы тяжести, должны быть снабжены соответствующим предохраняющим от падения устройством. Некоторые блокирующие средства защиты могут иметь механический привод, в этих случаях должны быть предприняты соответствующие меры, чтобы избежать повреждений от движущейся защиты.
Блокирующие системы могут быть механическими, электрическими, гидравлическими, пневматическими или любой комбинацией из перечисленного. Тип и режим работы блокировки как таковой рассматривают в связи с процессом, к которому она применяется. Блокирующую систему проектируют для уменьшения риска возникновения неисправности, приводящей к опасности, и она не должна легко разрушаться.
F.5.5 Регулируемая защита
Регулируемая защита - закрепленная или подвижная защита, которая настраивается целиком или имеет встроенную часть или части, предназначенные для настройки. Положение регулировки остается зафиксированным во время выполнения определенной работы. Очень важно, чтобы соответствующим образом обученный человек внимательно выполнял регулировку. Регулярные дефектации фиксирующего приспособления необходимы для того, чтобы гарантировать, что элемент регулировки находится в том положении, в которое он был установлен. Защита должна быть спроектирована таким образом, чтобы ее было трудно разрушить и установить в ненадлежащее место.
F.5.6 Временная защита
Временная защита - защита, которая может быть установлена на время проведения дефектации или обслуживания и может быть предназначена для дополнения общей защиты от опасности лазерного излучения на период времени, когда постоянные средства защиты, обычно установленные на станке лазерной обработки, демонтированы или перемещены. Соответствующие предупредительные знаки должны быть установлены на временной защите или рядом с ней, чтобы усилить любые дополнительные административные меры защиты для обеспечения эффективности временной защиты. Должны быть задействованы процедуры, гарантирующие, что демонтированные или перемещенные постоянные средства защиты установлены обратно на место и временные средства защиты демонтированы до возвращения станка лазерной обработки к нормальной работе.
F.6 Конструкция защиты и материалы
Любая выбранная защита сама по себе не должна представлять опасность, такую как застревание или сдвиговые деформации, шероховатые или острые кромки, и другую опасность, которая может привести к повреждениям.
Крепления защиты должны соответствовать прочности и назначению защиты.
Средства защиты с механическим приводом должны быть сконструированы таким образом, чтобы не создавать опасность.
ИСО 14120 [9] содержит общие рекомендации по конструированию подвижных и закрепленных средств защиты и рассматривается в дополнение к настоящему стандарту.
F.6.1 Материалы
F.6.1.1 Общие положения
При выборе материала для использования в конструкции защиты рассматривают следующие факторы:
a) способность материала выдерживать воздействие сил от любых прогнозируемых опасностей, связанных со станком лазерной обработки. Защита может выполнять несколько сочетающихся функций, таких как предотвращение доступа и локализация опасностей. Такие опасности включают в себя лазерное излучение, выбрасываемые частицы, пыль, продукты горения, шум и т.п. Один или более рассмотренных здесь факторов могут определить выбор материалов защиты;
b) вес и размер относительно необходимости демонтажа и замены защиты для проведения периодических дефектаций;
c) сочетаемость с обрабатываемым материалом. Это особенно важно для пищевой или фармацевтической промышленности, где материал защиты не должен быть источником загрязнения;
d) способность материала сохранять свои физические и механические свойства после контакта с потенциальными загрязняющими веществами, вырабатываемыми или используемыми во время производственных операций, чистки, или со стерилизующими веществами, используемыми во время дефектации.
F.6.1.2 Сплошной листовой металл
Металл имеет преимущества в прочности и жесткости. В форме сплошного листа металл наиболее подходит для средств защиты, не требующих частых регулировок, и при отсутствии пользы от наблюдения за технологическими операциями, выполняемыми внутри рабочей зоны. Однако при необходимости следует обратить внимание на следующее:
- обеспечена достаточная вентиляция защиты для предотвращения перегрева внутри рабочей зоны;
- защита не создает шума и не вызывает резонансных вибраций.
Данные, приведенные на рисунках F.1-F.22, помогут в выборе подходящих материалов, которые выдержат наиболее неблагоприятный прогнозируемый вариант экспозиции лазерного излучения.
F.6.1.3 Стекло
Стекло не подходит для изготовления защиты из-за его склонности к раскалыванию, но в тех случаях, когда требуется вести наблюдение за процессом лазерной обработки и материал, вероятно, будет подвержен воздействию высоких температур или абразива, может быть использовано безопасное стекло, обеспечивающее соответствующую защиту от лазерного излучения (внутренней абсорбцией лазерного излучения в пределах материала или соответствующими отражающими оптическими покрытиями поверхности материала защиты). Методы определения пригодности таких материалов приведены в других частях настоящего стандарта.
F.6.1.4 Пластмассы
Прозрачные листовые пластмассы могут быть использованы в качестве материала для защиты от лазера как альтернатива непрозрачным материалам главным образом в тех случаях, когда необходимо вести наблюдения во время производственных операций.
Доступные пластмассовые материалы, используемые для изготовления средств защиты, включают в себя поликарбонат и специально окрашенный листовой акрил. Необходимо, чтобы данные материалы подбирались с соответствующими защитными оптическими свойствами исходя из длины волны и мощности источника лазера, приспособленного к станку лазерной обработки.
На механические свойства многих пластмасс отрицательно действуют загрязняющие вещества, работа при чрезмерно низких температурах, продолжительное воздействие высоких температур и ультрафиолетового излучения. Продолжительное воздействие высокой температуры (135 °С - для поликарбоната и 90 °С - для листового акрила) приводит к размягчению и, как следствие, к снижению ударной прочности и оптических свойств.
Любое механическое удаление части материала с его поверхности может снизить его защитные оптические свойства при длине волны лазера, и поэтому необходимо рассмотреть возможность применения расходуемых (истираемых) слоев для дополнительной механической защиты.
Большинство пластмасс способно сохранять электростатический заряд. Это может создавать риск электростатического воспламенения горючих материалов, а также притягивать пыль. Для снижения данной характеристики может быть применена антистатическая обработка.
F.6.1.5 Другие материалы
Конструкция из бетонных блоков может быть эффективным материалом для изготовления некоторых видов защит и часто используется для больших станков лазерной обработки на углекислом газе в качестве ограждений.
F.6.2 Опоры
Средства защиты могут быть установлены на независимые опоры или непосредственно на станок. Количество и расположение крепежных элементов должно быть таковым, чтобы обеспечить устойчивость и жесткость защиты.
В случае необходимости вокруг защиты могут быть оставлены зазоры для чистки и удаления отходов и т.п. при условии, что через эти зазоры не будет возможен доступ к опасным зонам.
F.6.3 Накладные пластины
Съемные панели или накладные пластины могут быть встроены в защиту для обеспечения легкого доступа или улучшения обзорности. Их используют как часть системы защиты и в зависимости от требований технологического процесса могут рассматривать как закрепленную или блокирующую защиту.
F.6.4 Антропометрические факторы
Средства защиты должны проектироваться и конструироваться в целях предотвращения попадания любых частей тела человека в опасную зону. При этом необходимо учитывать физические параметры людей, в частности способность проникать через отверстия и перегородки, используемые в качестве средств защиты. Наилучшая аппроксимация доступных в настоящее время данных измерений параметров человеческого тела (антропометрические данные) приведена в ИСО 15532-3 [11].
F.7 Другие защитные устройства
F.7.1 Отключающие устройства
Отключающее устройство - устройство, заставляющее останавливаться работающий станок или другим способом устанавливающее безопасные условия для предотвращения повреждений, когда человек приближается к опасной зоне за пределами границ безопасности. Отключающее устройство требуется для удерживания станка в безопасных условиях до тех пор, пока человек находится в опасной зоне, а другие средства, выполняющие эти же функции, их не обеспечивают.
Отключающее устройство проектируют так, чтобы оно срабатывало при приближении к опасности или опасной зоне за пределами границ безопасности и останавливало опасности до получения возможных повреждений.
Отключающее устройство проектируют так, чтобы после его срабатывания было возможно автоматическое или ручное возвращение в исходное положение. Последующее за этим повторное включение должно осуществляться с помощью нормального пускового механизма. Эффективность отключающего устройства не должна снижаться от любых посторонних воздействий.
F.7.2 Электрочувствительное защитное оборудование
Электрочувствительное защитное оборудование иногда относят к "неосязаемым барьерам", работающим как отключающее устройство по принципу обнаружения приближения человека или частей его тела к опасной зоне. Средства обнаружения могут быть активными оптоэлектронными или активными оптоэлектронными, реагирующими на диффузное отражение, пассивными инфракрасными, емкостными, индукционными, микроволновыми или визуальными. Эффективность установки в целом зависит не только от надежности электрочувствительного защитного оборудования, но также от электрической и механической надежности оставшейся установки, от расположения относящихся к опасной зоне сенсорных устройств электрочувствительного защитного оборудования.
F.7.3 Системы управления (ключи, контактные коврики, световые завесы)
F.7.3.1 Системы блокировки ключом
Как правило, устройства блокировки ключом представляют собой комбинацию электрического выключателя с механическим ключом, управляющим замком, который установлен на неподвижной части станка. Управляющий ключ удерживается присоединением (например, цепочкой) на подвижной части защиты. Для открытия защиты ключ поворачивают в замке, устанавливая выключатель в положение "выключено" и извлекают ключ из замка таким образом, чтобы дверь защиты можно было открыть.
Некоторые системы блокировки ключом дополняют системой блокировки с использованием неизвлекаемого ключа. В системе блокировки с использованием неизвлекаемого ключа замок защиты и выключатель со встроенным замком разделены, в отличие от единичного комбинированного устройства. Существенным признаком системы является то, что удаляемый ключ блокируется от извлечения либо в замке защиты, либо в замке выключателя. Замок защиты устроен так, что ключ может быть извлечен только тогда, когда защита закрыта и заперта. Это позволяет переместить ключ из замка защиты в замок выключателя. Замок выключателя блокирует ключ от извлечения, когда он находится в положении "включено".
F.7.3.2 Контактные коврики
Контактные коврики и полы содержат в себе сенсоры, которые срабатывают тогда, когда человек или предмет создает давление на коврик или пол. Они должны подвергаться периодическим дефектациям и проверкам, так как потенциально подвержены повреждениям, которые могут привести к неисправности. При выборе размеров мата необходимо учитывать скорость движения человека, ширину шага и полное время срабатывания защитного устройства. Необходимо обратить внимание на то, что доступ не может быть получен без срабатывания мата или пола. Необходимо учесть неработающие части поверхности мата, особенно у краев, если используется несколько матов вместе. Руководство по применению контактных ковриков приведено в МЭК 62046 [5]. Контактные коврики могут быть использованы как индикатор присутствия человека в области станка и/или, если требуется, для остановки станка.
F.7.3.3 Световые завесы
Световые завесы часто работают по принципу обнаружения препятствия на пути прохождения пучка или пучков света. Неосязаемый барьер, действующий по этому принципу, может состоять из устройства с одиночным пучком света или некоторого количества таких устройств, размещенных в виде завесы. Завеса также может быть создана сканирующим пучком света или несколькими неподвижными пучками. Свет пучка может быть видимым или невидимым. Требования к конструкции и характеристикам данных устройств, используемых для защиты, установлены в МЭК 61496-2 [4].
F.8 Блокировки
F.8.1 Функции блокировок
Блокировка обеспечивает связь между защитой и системой контроля станка лазерной обработки, на который она установлена. Блокировка и защита, с которой она работает, должны быть спроектированы, установлены и отрегулированы так, чтобы:
a) до тех пор пока защита не закрыта, блокировка предотвращала эмиссию лазера прерыванием лазерного пучка, выполненным посредством ослабителя пучка или отключением питания от лазера;
b) защита оставалась закрытой и запертой до тех пор, пока риск повреждений в результате опасности не прошел, или защита открывалась вследствие устранения опасности, прежде чем доступ станет возможен.
Необходимо обратить внимание на то, чтобы срабатывание блокировки, установленной для устранения одной опасности, не создавало другой опасности.
F.8.2 Рабочие среды блокировок
Чаще всего встречаются электрические, механические, гидравлические и пневматические блокировки. Самой распространенной блокировкой в системах контроля является электрическая блокировка. Принципы применения блокировок одинаковы для всех блокировок вне зависимости от их рабочей среды. Каждая рабочая среда блокировки имеет свои недостатки и достоинства, и выбор между ними зависит от типа станка лазерной обработки и способа обеспечения доступа в опасные зоны.
Некоторые системы блокировки имеют более одного канала управления, например двухканальные системы управления. Использование двух каналов полезно для конструкции таких систем, так как возникновение аналогичных неисправностей в обоих каналах по одной причине (неисправности, обусловленные общей причиной) маловероятно.
F.8.3 Общие методы организации блокировок
F.8.3.1 Защита запирается, питание блокируется
В том случае, когда защита запирается, а питание блокируется, отключение питания непосредственно выполняет одиночное устройство, которое организовано так, что:
a) оно физически препятствует открыванию защиты, пока питание не отключено;
b) когда защита открыта, она физически удерживает его в том положении, в котором питание отключено.
F.8.3.2 Блокирующая защита, питание блокируется
В том случае, когда защита блокирующая, а питание блокируется, отключение питания непосредственно выполняет одиночное устройство, которое автоматически управляется движением защиты. Защита и устройство должны быть организованы так, чтобы питание было выключено, когда защита открыта, и оставалось выключенным, пока защита находится в любом положении, кроме закрытого.
F.8.3.3 Блокировка с двухканальной системой управления и перекрестным мониторингом
В блокировке с двухканальной системой управления и перекрестным мониторингом используются два отдельных устройства, отключающих питание. Устройства должны быть соединены последовательно таким образом, чтобы срабатывание любого из них приводило к отключению питания. Управление осуществляют отдельные устройства, приводимые в действие защитой.
Мониторинг устройств, отключающих питание, должен выполняться таким образом, чтобы неисправность системы контроля любого из них или самих отключающих устройств в ответ на сигнал системы контроля была немедленно обнаружена и следующий рабочий цикл станка лазерной обработки был предотвращен. Электрические цепи устройств отключения питания, включая их рабочие части, должны находиться как можно дальше друг от друга, чтобы снизить вероятность возникновения неисправности системы блокировки, приводящей к появлению опасности, как результат неисправностей, обусловленных общей причиной.
F.8.3.4 Блокировка с двухканальной системой управления и без перекрестного мониторинга
В блокировке с двухканальной системой управления и без перекрестного мониторинга используются те же принципы, что и в предыдущей блокировке, за исключением того, что в ней нет средств автоматического мониторинга двух устройств отключения питания на предмет исправности их функционирования.
При отсутствии автоматического мониторинга в любом канале блокировки может возникнуть опасная неисправность или неисправность, которая останется необнаруженной и в дальнейшем снизит надежность системы до уровня одноканальной системы блокировки. Однако для блокировки с двухканальной системой управления и без перекрестного мониторинга является важным проведение регулярных проверок на предмет правильности работы обоих каналов. Частота проверок должна зависеть от надежности используемых компонентов и условий, при которых система блокировки работает.
F.8.3.5 Одноканальная система блокировки
В блокировке с одноканальной системой управления используют блокирующее устройство, которое отключает питание косвенно, управляя одиночным отключающим устройством через систему контроля. Данная блокировка не имеет высокого уровня надежности, потому что имеет большую вероятность неисправности единичного компонента системы, которая приведет к опасной неисправности всей системы. Поэтому система должна быть спроектирована и установлена с использованием минимального количества компонентов.
Система должна регулярно проверяться и тестироваться, и любой изношенный или неисправный компонент должен быть заменен или отремонтирован.
F.8.4 Неисправности блокирующих систем
Блокирующие системы должны проектироваться так, чтобы вероятность возникновения опасной неисправности системы в целом была минимальна.
Так как источники питания часто выходят из строя, компоненты, функционирование которых зависит от источника питания, должны быть установлены таким образом, чтобы при пропадании питания минимизировать опасную неисправность системы в целом.
F.8.4.1 Типы неисправностей
Самыми распространенными неисправностями, от которых блокирующая система может пострадать, являются:
a) выход из строя, перебои или колебания напряжения, поступающего от внешнего источника питания;
b) открытые цепи в электрических системах;
c) механические неисправности, например поломки или заклинивания;
d) сбои в работе из-за внешних электрических факторов, то есть от сети электропитания и внешних электромагнитных полей;
e) сбои в работе из-за вибраций;
f) сбои в работе из-за паразитных составляющих напряжения источника питания;
g) неисправности заземления, то есть случайное соединение проводника с землей, что может вызвать, например, непредвиденный пуск или остановку в результате неисправности;
h) прочие неисправности единичных компонентов, приводящие к изменению характеристик или утрате функций;
i) неисправности от перекрестного соединения (соединение двух различных систем), что может вызвать, например, непредвиденный пуск или остановку в результате неисправности.
Необходимо принять меры для минимизации последствий единичных неисправностей блокирующих систем. Данные меры могут включать в себя использование дополнительных цепей контроля и мониторинга. Однако система в целом может выйти из строя из-за множественных необнаруженных неисправностей, таких как неисправности, обусловленные общей причиной или вызванные предыдущей неисправностью.
Неисправности, обусловленные общей причиной, обычно происходят из-за:
a) воздействия внешних окружающих условий, например загрязнения пылью, электрических помех, чрезмерных температур, вибрации или излучения;
b) использования во всех каналах нестандартных компонентов;
c) разрушений, вызванных локальным пожаром или взрывом.
F.8.5 Охрана блокирующих систем
Охрана блокирующих систем может быть усовершенствована для предупреждения и/или затруднения ее разрушения.
При проектировании системы обеспечения безопасности должны быть учтены все случаи, когда необходимо вмешательство человека в любой фазе жизненного цикла станка.
Способы затруднения разрушения блокирующей системы включают в себя:
a) использование закодированных блокирующих устройств или систем;
b) использование физических преград или экранов (щитов) для блокирующих систем в то время, когда защита открыта.
F.8.6 Надежность блокирующих систем
Надежность блокирующей системы должна зависеть не только от прямого воздействия неисправностей или разрушений, но и в том числе от тех неисправностей или разрушений, которые приводят к разрушению других компонентов или взаимосвязей внутри системы. Поэтому особое внимание необходимо обратить на аспект защиты цепей.
Другими базовыми критериями повышения надежности блокирующей системы являются:
a) правильная установка;
b) использование высоконадежных компонентов хорошего качества, имеющих защиту, выдерживающую внешние условия (включая возможные отражения лазерной энергии), и рассчитанных на рабочие характеристики, которые они выполняют;
c) минимизация вероятности возникновения неисправности заземления, которую осуществляют при проектировании, изготовлении и правильной установке;
d) минимизация вероятности возникновения опасной неисправности;
e) минимизация вероятности разрушения.
F.8.7 Выбор блокирующей системы
Блокирующую систему выбирают исходя из особенностей ее применения и с учетом следующего:
a) частота, с которой требуется приближаться к опасной зоне;
b) вероятность и серьезность повреждений в случае выхода из строя блокирующей системы;
c) средства, необходимые для снижения риска повреждений.
F.8.8 Электрические факторы
Выход из строя электрических систем управления может приводить к опасным ситуациям. Особое внимание необходимо обратить на уменьшение вероятности возникновения таких неисправностей (см. МЭК 60204-1 [1]).
Устройства выбирают только из тех, чьи рабочие характеристики, установленные изготовителем, соответствуют особенностям безопасного применения. Рассматривают следующие рабочие характеристики:
a) устойчивость к условиям окружающей среды;
b) оценка срока службы (долговечности);
c) продолжительность включения;
d) надежность.
Бесконтактные выключатели (выключатели, реагирующие на приближение объекта), рассчитанные исключительно на присутствие или отсутствие металла для их срабатывания, обычно не используют для целей блокировки, потому что они могут быть легко разрушены. Однако такие устройства при тщательной проработке конструкции могут быть встроены в трудно доступные или маленькие сборочные узлы. Крайние меры предосторожности должны быть предприняты для предотвращения разрушения таких устройств и использованы избыточные средства для предотвращения неисправностей, обусловленных общей причиной, которые могут привести к общей опасной неисправности.
F.8.9 Механические факторы
F.8.9.1 Блокирующие устройства
Механические устройства для обеспечения связи между движением защиты и питанием станка или системой управления могут иметь различные формы, но обычно выполняют одинаковые функции. Такие устройства обычно организованы так, что управление защитой и станком может выполняться только в правильной безопасной последовательности.
F.8.9.2 Методы механических блокировок
В отличие от электрических, гидравлических или пневматических систем, механические системы редко имеют более одного канала в системе управления.
Базовыми элементами одноканальной системы управления блокировки являются:
a) исполнительное устройство, приводимое в действие защитой;
b) промежуточные механические связующие устройства, если они необходимы;
c) устройство, предотвращающее эмиссию лазерного излучения или отключающее питание от любых других источников опасности.
Чем меньше количество промежуточных связующих устройств, тем меньше вероятность опасной неисправности системы.
F.8.10 Пневматические и гидравлические факторы
F.8.10.1 Блокирующие устройства
Устройства, используемые для согласования с движением защиты, включают в себя:
a) управляемые кулачком клапаны;
b) клапаны с системой блокировки ключом; пневматические клапаны, управляемые системой блокировки с использованием неизвлекаемого ключа;
c) пневматические клапаны обнаружения струи;
d) замки с пневматическим или гидравлическим управлением.
Если клапаны выбирают для применения в целях обеспечения безопасности, то рабочие характеристики клапана (давление, температура и т.п.) и надежность должны соответствовать окружающей среде и предполагаемым функциональным задачам.
F.8.10.2 Методы пневматических или гидравлических блокировок
Общие принципы методов блокировки, приведенные выше, применимы и в данном случае. Данные методы включают в себя:
a) блокировку с одноканальной системой управления;
b) блокировку с двухканальной системой управления и перекрестным мониторингом или без него;
c) блокировку питания.
Вся система труб, гибких шлангов и т.п. между управляющими клапанами и блокировками должна соответствовать текучей среде (жидкости или газу) и рабочим условиям, иметь заданные размеры и быть рассчитанной на максимальный поток и давление и, в случае необходимости, быть эффективно защищена и надежно смонтирована. Для проводки труб выбирают такие соединительные элементы, которые не нарушат надежность системы блокировки в целом.
F.9 Факторы окружающей среды
F.9.1 Окружающая среда
При выборе средств обеспечения безопасности необходимо учитывать окружающую среду, в которой они будут использоваться. В неблагоприятной окружающей среде они должны быть способны выдерживать условия, которые известны из практики, и в результате воздействия таких условий сами не должны создавать опасности.
F.9.2 Коррозия
Если защита может быть подвергнута риску коррозии, должны быть предприняты специальные меры защиты. Необходимо рассмотреть возможность использования коррозиеустойчивых материалов или коррозиеустойчивых покрытий поверхности.
F.9.3 Гигиена и конструкция защиты
Средства защиты, используемые в определенных отраслях промышленности, особенно пищевой или фармацевтической, должны проектироваться так, чтобы обеспечивать не только безопасность их использования, но и легкость очистки. Материалы, используемые для изготовления средств обеспечения безопасности, должны быть нетоксичными, негигроскопичными, небьющимися, легко очищаемыми и не восприимчивыми к воздействию обрабатываемых материалов или веществ, используемых при очистке или стерилизации.
F.9.4 Аэрозоли, продукты горения и пыль
Если в процессе обработки концентрация испарений, продуктов горения или пыли возрастает до опасного или неприемлемого уровня, должно быть установлено соответствующее оборудование, обеспечивающее сдерживание распространения или удаление этих веществ. Уровни воздействия испарений, продуктов горения или пыли должны соответствовать пределам производственного воздействия и требованиям стандартов по локальному контролю опасных для здоровья веществ на производстве.
F.9.5 Шум
При проектировании ограждений, обеспечивающих безопасность, и средств защиты необходимо рассмотреть возможность снижения шума. Как правило, защитные ограждения обеспечивают выполнение нескольких задач, таких как защита от опасностей лазерного излучения, механических опасностей и снижение уровня производимого шума. Средства защиты не должны увеличивать уровень шумов из-за недоработок в конструкции или креплении.
F.10 Аспекты установки, окружающая обстановка, обслуживание
F.10.1 Освещение
При рассмотрении организации освещения зоны станка лазерной обработки необходимо учитывать следующие аспекты, влияющие на безопасности людей, вовлеченных в процесс производства:
- направление и интенсивность света;
- контрастность между фоновой и локальной освещенностью;
- цвет источника света;
- отражение, блики и тени;
- характеристики пропускания смотровых окон в видимой области спектра.
F.10.2 Кабели и трубы
Сервисные трубы и кабели должны быть размещены за пределами рабочей зоны или в тех случаях, когда это невозможно, снабжены крышками с соответствующей прочностью и устойчивостью к допустимой экспозиции лазерного излучения при прогнозируемых условиях неисправности.
F.11 Аспекты дефектации и обслуживания
F.11.1 Эксплуатационная дефектация средств обеспечения безопасности
Важнейшим фактором, от которого зависит эффективность средств обеспечения безопасности, является непрерывность проведения дефектации.
Для подтверждения соответствия средств обеспечения безопасности требованиям необходимых стандартов по безопасности должны проводиться их регулярные технические осмотры. Регулярные технические осмотры средств обеспечения безопасности выполняют как часть запланированной программы дефектации.
F.11.2 Свойства материалов защиты от лазера
На рисунках F.1-F.22 приведены некоторые установленные экспериментальным путем предельные величины энергии лазерного пучка и диаметра пучка, необходимые для прожога листов различных металлов за определенные периоды времени (10 с или 100 с). При прожигании листы были установлены вертикально, их передняя поверхность окрашена в черный цвет, лазерный пучок направлен горизонтально. Прожог - отверстие в материале, которое образуется в результате удаления части материала (расплавлением, испарением, абляцией) лазерным пучком по пути его прохождения. Данные, приведенные на рисунках, могут использоваться только в качестве руководства, так как их значения могут значительно различаться в зависимости от параметров пучка (включая длину волны и профиль пучка) и состояния поверхности защиты.
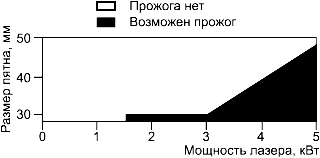
Рисунок F.1 - Стойкость к разрушению листа оцинкованной стали толщиной 1 мм от 10 с экспозиции расфокусированного пучка во время экспериментов с использованием непрерывного лазера на углекислом газе

Рисунок F.2 - Стойкость к разрушению листа оцинкованной стали толщиной 1 мм от 100 с экспозиции расфокусированного пучка во время экспериментов с использованием непрерывного лазера на углекислом газе
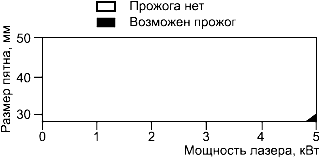
Рисунок F.3 - Стойкость к разрушению листа оцинкованной стали толщиной 2 мм от 10 с экспозиции расфокусированного пучка во время экспериментов с использованием непрерывного лазера на углекислом газе

Рисунок F.4 - Стойкость к разрушению листа оцинкованной стали толщиной 2 мм от 100 с экспозиции расфокусированного пучка во время экспериментов с использованием непрерывного лазера на углекислом газе
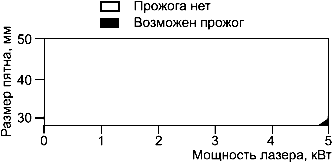
Рисунок F.5 - Стойкость к разрушению листа оцинкованной стали толщиной 3 мм от 10 с экспозиции расфокусированного пучка во время экспериментов с использованием непрерывного лазера на углекислом газе

Рисунок F.6 - Стойкость к разрушению листа оцинкованной стали толщиной 3 мм от 100 с экспозиции расфокусированного пучка во время экспериментов с использованием непрерывного лазера на углекислом газе

Рисунок F.7 - Стойкость к разрушению листа алюминия толщиной 2 мм от 10 с экспозиции расфокусированного пучка во время экспериментов с использованием непрерывного лазера на углекислом газе

Рисунок F.8 - Стойкость к разрушению листа алюминия толщиной 2 мм от 100 с экспозиции расфокусированного пучка во время экспериментов с использованием непрерывного лазера на углекислом газе
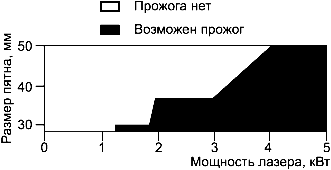
Рисунок F.9 - Стойкость к разрушению листа нержавеющей стали толщиной 1 мм от 10 с экспозиции расфокусированного пучка во время экспериментов с использованием непрерывного лазера на углекислом газе

Рисунок F.10 - Стойкость к разрушению листа нержавеющей стали толщиной 1 мм от 100 с экспозиции расфокусированного пучка во время экспериментов с использованием непрерывного лазера на углекислом газе

Рисунок F.11 - Стойкость к разрушению листа поликарбоната толщиной 6 мм от 10 с экспозиции расфокусированного пучка во время экспериментов с использованием непрерывного лазера на углекислом газе
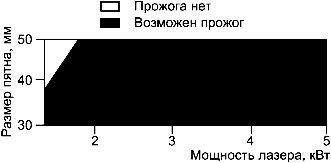
Рисунок F.12 - Стойкость к разрушению листа поликарбоната толщиной 6 мм от 100 с экспозиции расфокусированного пучка во время экспериментов с использованием непрерывного лазера на углекислом газе

Рисунок F.13 - Стойкость к разрушению листа оцинкованной стали толщиной 1 мм от 10 с экспозиции расфокусированного пучка во время экспериментов с использованием непрерывного лазера на иттрий-алюминиевой гранате с неодимом

Рисунок F.14 - Стойкость к разрушению листа оцинкованной стали толщиной 1 мм от 100 с экспозиции расфокусированного пучка во время экспериментов с использованием непрерывного лазера на иттрий-алюминиевой гранате с неодимом

Рисунок F.15 - Стойкость к разрушению листа оцинкованной стали толщиной 2 мм от 10 с экспозиции расфокусированного пучка во время экспериментов с использованием непрерывного лазера на иттрий-алюминиевой гранате с неодимом

Рисунок F.16 - Стойкость к разрушению листа оцинкованной стали толщиной 2 мм от 100 с экспозиции расфокусированного пучка во время экспериментов с использованием непрерывного лазера на иттрий-алюминиевой гранате с неодимом

Рисунок F.17 - Стойкость к разрушению листа оцинкованной стали толщиной 3 мм от 10 с экспозиции расфокусированного пучка во время экспериментов с использованием непрерывного лазера на иттрий-алюминиевой гранате с неодимом

Рисунок F.18 - Стойкость к разрушению листа оцинкованной стали толщиной 3 мм от 100 с экспозиции расфокусированного пучка во время экспериментов с использованием непрерывного лазера на иттрий-алюминиевой гранате с неодимом

Рисунок F.19 - Стойкость к разрушению листа алюминия толщиной 2 мм от 10 с экспозиции расфокусированного пучка во время экспериментов с использованием непрерывного лазера на иттрий-алюминиевой гранате с неодимом

Рисунок F.20 - Стойкость к разрушению листа алюминия толщиной 2 мм от 100 с экспозиции расфокусированного пучка во время экспериментов с использованием непрерывного лазера на иттрий-алюминиевой гранате с неодимом
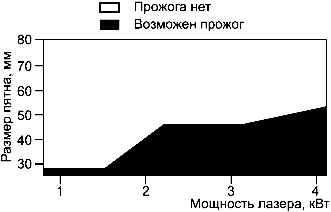
Рисунок F.21 - Стойкость к разрушению листа нержавеющей стали толщиной 1 мм от 10 с экспозиции расфокусированного пучка во время экспериментов с использованием непрерывного лазера на иттрий-алюминиевой гранате с неодимом

Рисунок F.22 - Стойкость к разрушению листа нержавеющей стали толщиной 1 мм от 100 с экспозиции расфокусированного пучка во время экспериментов с использованием непрерывного лазера на иттрий-алюминиевой гранате с неодимом
Рабочие характеристики защиты от лазера также могут зависеть от конкретного дизайна и применения, поэтому пригодность конструкции защиты от лазера рекомендуется подтверждать соответствующими испытаниями по проверке рабочих характеристик.
Приложение G
(обязательное)
Системы переноса пучка
G.1 Общие положения
Данное приложение рассматривает правила компоновки, установки и использования управляемых систем переноса пучка. Лазерные пучки могут распространяться: через воздух, газ или вакуум и быть при этом огражденными или нет (свободное пространство); через волоконно-оптические кабели при применении в станке лазерной обработки.
Требования данного приложения применяются к защитным мерам, обеспечивающим защиту персонала от опасностей лазерного излучения от управляемых систем переноса пучка за пределами выходного соединителя и/или защитного кожуха лазерной аппаратуры, требования к которой приведены в МЭК 60825-1. Данное приложение предназначено для использования преимущества требований, применяемых к кожухам станков лазерной обработки, которые установлены в настоящем стандарте и ИСО 11553-1. В данном приложении также приведены методы по оценке рисков (включая обоснованно прогнозируемое и неправильное использование) и меры контроля, чтобы удовлетворить требования МЭК 60825-1 и настоящего стандарта.
Требования данного приложения не распространяются на системы переноса пучка, находящиеся внутри защитного кожуха лазера.
Требования данного приложения не распространяются на системы переноса пучка, используемые в медицинском и коммуникационном оборудовании.
G.2 Термины и определения
В данном приложении применены термины по МЭК 60825-1 и другим стандартам этой серии, а также следующие термины с соответствующими определениями:
G.2.1 панель доступа (access panel): Любая панель, снятие или перемещение которой дает доступ человеку к лазерному излучению. Оболочка волоконно-оптического кабеля, трубы, используемые в качестве компонента ограждения, или любые устройства, выполняющие функции снимаемой или перемещаемой панели, могут также подпадать под определение данного термина.
G.2.2 система переноса пучка (beam delivery system): Система, состоящая из тех компонентов, включая все оптические компоненты пучка и потенциальные траектории пучка и их ограждения, которые при их объединении передают лазерное излучение, испускаемое источником лазерного излучения (лазером) к заготовке. Данные компоненты могут включать все элементы для направления, формирования и переключения лазерного пучка, а также ограждение и опорные элементы для компонентов траектории пучка.
G.2.3 компоненты траектории пучка (beam path components): Оптические компоненты, которые расположены на определенной траектории пучка (см. МЭК 60825-1, 3.16)
Примечание - Примерами компонентов траектории пучка являются отклоняющее зеркало пучка, фокусирующая линза, соединитель волоконно-оптического кабеля.
G.2.4 компоненты формирования пучка (beam shaping components): Оптические компоненты, которые внедрены в траекторию пучка для изменения профиля или поперечного среза лазерного пучка посредством апертурных, отражающих, преломляющих или дифракционных оптических компонентов.
G.2.5 компоненты переключения пучка (beam switching components): Оптические компоненты или сборка компонентов, которые внедрены в траекторию пучка для направления или перенаправления (под внешним управлением) траектории пучка вдоль заранее установленного(ых) направления(й). Внешнее управление допускает переключать траекторию пучка с одного заранее установленного направления на другое.
G.2.6 волоконно-оптический кабель (fibre optic cable): Оптический компонент управления пучка, позволяющий передачу лазерного излучения вдоль прозрачной среды. Волоконно-оптический кабель может иметь стеклянную или иную сердцевину, которая передает лазерное излучение и окружена плакировкой. Внешняя часть кабеля защищена плакировкой и может иметь дополнительную защиту в виде слоев другого материала, такого как полимер или металл для защиты кабеля от механических деформаций, проникновения воды и т.д. В данном приложении этот термин также включает в себя другие виды передающих устройств, таких как световоды.
G.3 Общие требования
G.3.1 Общие аспекты
Риски, связанные с опасностями, относящимися к системам переноса пучка, должны быть оценены как часть всеобъемлющих требований для оценки степени риска станка. Принципы оценки степени риска, приведенные в МЭК 14121-1, используют при проведении данной оценки. Данная оценка должна установить допустимый уровень риска и необходимые защитные меры для людей, которые могут быть подвергнуты этим опасностям во время обеспечения поддержания допустимого уровня рабочих характеристик станка.
Опасности могут возникать по следующим причинам:
- отказы, неисправности или повреждения защитного кожуха или других механических защитных средств, встроенных в систему переноса пучка, приводящие к непреднамеренной эмиссии лазерного излучения от защитного кожуха;
- отказы или неисправности компонентов траектории пучка, приводящие к повреждению защитного кожуха или других защитных устройств;
- отказы или неисправности связанного оборудования или систем управления, приводящие к повреждениям или сбоям в работе или отказу функций обеспечения безопасности станка лазерной обработки;
- отказы или неисправности из-за обоснованно прогнозируемой неправильной эксплуатации, приводящие к непреднамеренной эмиссии лазерного излучения от защитных кожухов.
Установленный инженерный и административный контроль представляют собой комбинацию мер, введенных на стадии проектирования и включающих те инструкции, которым следует пользователь.
Для снижения рисков в первую очередь рассматривают конструкцию. В тех случаях, когда этого недостаточно для устранения рисков до незначительного уровня, рассматривают дополнительные меры по обеспечению безопасности и процедуры безопасной организации работ.
Примечание - Примеры оценок риска и потенциальные решения для мер по снижению риска приведены в G.6.
G.3.2 Защитный кожух
Требования для защитных кожухов приведены в МЭК 60825-1, 4.2.1 и 4.2.2.
G.3.3 Панели доступа и защитные блокировки для систем переноса пучка с использованием передачи через свободное пространство
Требования для панелей доступа и защитных блокировок приведены в МЭК 60825-1, 4.3.
Защитную блокировку устанавливают на панели доступа защитных блокировок систем переноса пучка через свободное пространство, включающих в себя компоненты формирования и переключения пучка, если:
a) панель доступа предназначена для снятия или перемещения во время проведения дефектации или работы станка лазерной обработки, и
b) снятие панели дает доступ к лазерному излучению с уровнями, обозначенными буквой "X" в МЭК 60825-1, таблица 1.
Защитная блокировка должна быть частью конструкции, которая предотвращает снятие панели, до тех пор, пока допустимый уровень излучения не станет ниже ДПИ, установленного в МЭК 60825-1, таблица 1. Непреднамеренное возвращение блокировки в исходное положение не должно само по себе восстановить эмиссию с уровнем, превышающим ДПИ, установленный в МЭК 60825-1, таблица 1.
Если в конструкции предусмотрен механизм обхода (отключения) блокировки, применяют требования МЭК 60825-1, 4.3.2.
Все защитные блокировки, устройства мониторинга безопасности или цепи системы контроля, связанной с безопасностью, должны отвечать требованиям, установленным в ИСО 12100-2 и ИСО 13849-1 в части общих требований для систем защиты, совместно с требованиями, относящимися к блокирующим устройствам и устройствам мониторинга безопасности и их применения в цепях системы контроля, связанной с безопасностью.
G.3.4 Защитные блокировки для систем переноса пучка с использованием волоконно-оптического кабеля или других световодов
Снятие или перемещение волоконно-оптического кабеля (или световода другого вида) в системе перемещения пучка может быть допущено только при выполнении хотя бы одного из следующих условий:
a) использование ключа или инструмента в точке включения цепи для получения доступа, снятие или перемещение волоконно-оптического кабеля проводят опытные или обученные люди;
b) предотвращение эмиссии волоконно-оптического кабеля посредством прекращения эмиссии источника лазерного излучения до тех пор, пока доступ к волоконно-оптическому кабелю для его снятия или перемещения не прекратится. Это может быть выполнено использованием блокировок на интерфейсах, которые могут быть перемещены;
c) снятие или перемещение волоконно-оптического кабеля без использования ключа или специального инструмента и без прекращения эмиссии источника лазерного излучения возможно только при обеспечении других защитных мер, которые гарантируют, что персонал не подвергнется воздействию лазерного излучения, которое может вызвать повреждения. Эти защитные меры описаны в инструкции пользователя вместе с необходимыми процедурами для их использования.
Если используется защитная блокировка, то при снятии защитного кожуха она не должна допускать доступ человека к допустимому уровню лазерного излучения, превышающему ДПИ, установленный в МЭК 60825-1, таблица 1. Непреднамеренное возвращение блокировки в исходное положение не должно само по себе восстановить эмиссию с уровнем, превышающим ДПИ, установленный в МЭК 60825-1, таблица 1. Эти блокировки должны быть отказоустойчивыми или быть продублированы и отвечать требованиям соответствующих стандартов.
Если в конструкции предусмотрен механизм обхода (отключения) блокировки, применяют требования МЭК 60825-1, 4.3.2.
Все защитные блокировки, устройства мониторинга безопасности или цепи системы контроля, связанной с безопасностью, должны отвечать требованиям, установленным в ИСО 12100-2 и ИСО 13849-1 в части общих требований для систем защиты, совместно с требованиями, относящимися к блокирующим устройствам и устройствам мониторинга безопасности и их применения в цепях системы контроля, связанной с безопасностью.
G.3.5 Условия окружающей среды
Все системы переноса пучка должны отвечать требованиям безопасности, определенным в данном приложении, при всех режимах работы и прогнозируемых режимах неправильной эксплуатации, соответствующих назначению станка лазерной обработки. Факторы, которые необходимо учесть, включают в себя:
- предполагаемую окружающую среду использования;
- климатические условия (например, температуру, относительную влажность и т.п.);
- ожидаемые вибрации и ударную нагрузку;
- электромагнитные помехи.
G.4 Контроль требований безопасности или защитных мер
Общее соответствие требованиям данного приложения проверяют осмотром.
Правильность функционирования контрольных устройств проверяют функциональными испытаниями, установленными изготовителем.
Контрольные процедуры, связанные с уровнем лазерного излучения, должны соответствовать требованиям МЭК 60825-1.
Проверку информации для пользователя проводят изучением руководств и любой другой соответствующей информации (документации).
G.5 Информация для пользователей
G.5.1 Техническая документация
В дополнение к требованиям других стандартов, которые используют изготовители станков лазерной обработки, должна быть предоставлена следующая информация:
a) соответствующая связанная с безопасностью документация и подробности безопасной установки и использования системы переноса пучка. Это может включать в себя:
понятное полное описание системы переноса пучка и его установки, монтажа и любых подключений к хостоборудованию, связанному с контролем безопасности;
электропитание и другие требования к управлению;
ограничения рабочих характеристик лазерного излучения;
информация о соответствующей физической среде;
b) соответствующая связанная с безопасностью документация по процедурам дефектации и обслуживания системы переноса пучка. Эта документация должна содержать руководства по настройке, дефектации, замене и ремонту особенно защитных устройств и контролю проведения обслуживания уполномоченным персоналом;
c) перечень запасных частей для использования уполномоченным обслуживающим персоналом;
d) описание (включая схемы межэлементных соединений) средств обеспечения безопасности, функций блокировок и блокировки средств защиты. Это описание должно включать в себя ситуации, при которых снятие или перемещение волоконно-оптического кабеля без использования ключа или специального инструмента и без прекращения эмиссии источника лазерного излучения возможно только при обеспечении других защитных мер, которые гарантируют, что персонал не подвергнется воздействию лазерного излучения, которое может вызвать повреждения. Эти защитные меры должны быть понятно описаны вместе с необходимыми процедурами для их использования.
e) при необходимости описание мер для приостановки действия средств по обеспечению безопасности.
G.5.2 Маркировка
Предупреждающие маркировки для панелей доступа должны отвечать соответствующим требованиям МЭК 60825-1, раздел 6.
G.6 Примеры оценки степени риска
Примеры оценки степени риска и соответствующие меры по его снижению приведены в таблицах G.1 и G.2. Перечень приведенных мер не полный, поэтому альтернативные технические меры (которые могут иметь такую же или более высокую эффективность) по снижению риска могут быть рассмотрены.
Таблица G.1 - Системы переноса пучка с использованием переноса пучка через свободное пространство
Обоснованно прогнозируемое и неправильное использование | Механизм неисправности | Опасность | Пример снижения риска |
Пучок направлен через устройство переключения пучка | Переключатель пучка испускает лазерный пучок, частично или полностью направляя его в непредусмотренную систему переноса пучка | Лазерное излучение в непредусмотренной системе переноса пучка превышает ДПИ для класса 1 | Использовать соответствующую конструкцию устройства переключения пучка, чтобы избежать этого |
Пучок направлен через устройство переключения пучка | Переключатель пучка находится в неправильном положении, лазерный пучок частично или полностью направляется в непредусмотренную систему переноса пучка | Лазерное излучение в непредусмотренной системе переноса пучка превышает ДПИ для класса 1 | Организовать мониторинг устройства переключения пучка и блокировки так, чтобы гарантировать правильное положение компонентов переключателя пучка |
Пучок распространяется через свободное пространство защитного кожуха траектории пучка | Зеркало или линза повреждена, поломка или загрязнение привело к более высокому уровню диффузного излучения, которое может вызвать деформацию компонентов системы переноса пучка | Лазерное излучение, выходящее через отверстия системы переноса пучка, превышает ДПИ для класса 1 | Установить защитный кожух для системы переноса пучка, способный выдерживать ППЭ (как установлено в 3.4), для пассивной защиты или использовать правильно спроектированную активную защиту. |
Пучок распространяется через свободное пространство защитного кожуха траектории пучка | Разлом зеркала привел к чрезмерному нагреву от лазерного пучка, который вызывает деформацию компонентов системы переноса пучка | Лазерное излучение, выходящее через отверстия системы переноса пучка, превышает ДПИ для класса 1 | Установить защитный кожух для системы переноса пучка, способный выдерживать ППЭ (как установлено в 3.4) для пассивной защиты или использовать правильно спроектированную активную защиту. |
Пучок распространяется через свободное пространство защитного кожуха траектории пучка | Механические деформации защитного кожуха (разрушения или деформации в результате воздействия внешних сил настолько большие, что приводят к временному или постоянному физическому искажению конфигурации) | Лазерное излучение, выходящее через отверстия системы переноса пучка, превышает ДПИ для класса 1 | Установить защитный кожух для траектории пучка, способный выдерживать обоснованно прогнозируемые механические воздействия или обеспечить альтернативную активную защиту |
Пучок распространяется через свободное пространство защитного кожуха траектории пучка | Смещение защитного кожуха в результате воздействия вибраций и т.п., что может привести к разлому системы переноса пучка | Лазерное излучение, выходящее через отверстия системы переноса пучка, превышает ДПИ для класса 1 | Использовать проверенные, хорошо зарекомендовавшие себя методы, позволяющие противостоять прогнозируемым нагрузкам при работе и широко используемые с положительным результатом при аналогичном применении. |
Пучок распространяется через свободное пространство защитного кожуха траектории пучка | Отклонение зеркал от оси | Экспозиция защитного кожуха пучком с уровнем, превышающим ЗПЭ (как установлено в 3.13) | Использовать проверенные, хорошо зарекомендовавшие себя методы, позволяющие противостоять прогнозируемым нагрузкам при работе и широко используемые с положительным результатом при аналогичном применении. |
Пучок распространяется через свободное пространство защитного кожуха траектории пучка | Непонятная идентификация компонентов системы переноса пучка, приводящая к неправильной установке частей, и последующее взаимное разрушение системы переноса пучка и других частей станка или заготовки | Лазерное излучение, выходящее через отверстия системы переноса пучка, превышает ДПИ для класса 1. | Удостовериться в том, что все компоненты и части системы переноса пучка имеют легко идентифицируемую маркировку. |
Неправильный монтаж оптики формирования пучка | Ошибка человека | Лазерное излучение превышает ДПИ для класса 1 в результате выхода за пределы защищенной области или превышения ЗПЭ для защиты от лазера | Обеспечить соответствующие инструкции для снижения риска использования неправильных частей или их неправильной сборки или настройки. |
Разрушение оптики формирования пучка | Из-за столкновения с заготовкой или перегрева оптики в результате загрязнения или отсутствия воды для охлаждения | Лазерное излучение превышает ДПИ для класса 1 в результате выхода за пределы защищенной области или превышения ЗПЭ для защиты от лазера | Удостовериться в том, что все компоненты и части системы переноса пучка имеют легко идентифицируемую маркировку. |
Таблица G.2 - Системы переноса пучка с использованием волоконно-оптических кабелей
Обоснованно прогнозируемое и неправильное использование | Механизм неисправности | Опасность | Пример снижения риска |
Пучок направлен через устройство переключения пучка | Переключатель пучка испускает лазерный пучок, частично или полностью направляя его в непредусмотренную систему переноса пучка | Лазерное излучение в непредусмотренной системе переноса пучка превышает ДПИ для класса 1 | Использовать соответствующую конструкцию устройства переключения пучка, чтобы избежать этого |
Пучок направлен через устройство переключения пучка | Переключатель пучка находится в неправильном положении, лазерный пучок частично или полностью направляется в непредусмотренную систему переноса пучка | Лазерное излучение в непредусмотренной системе переноса пучка превышает ДПИ для класса 1 | Организовать мониторинг устройства переключения пучка и блокировки так, чтобы гарантировать правильное положение компонентов переключателя пучка |
Пучок проникает внутрь волокна | Разрушение (например, тепловое) соединительной оптики | Компоненты или сборочные узлы соединительной оптики перегреваются до температуры, при которой происходит их разрушение или деформация, приводящие к утечке излучения или появлению рассеянных пучков | Компоненты или сборочные узлы соединительной оптики проектируют для пассивной передачи энергии. |
Пучок проникает внутрь волокна | Разрушение поверхности волокна на входе кабеля | Волоконный соединитель перегревается до температуры, при которой происходит его деформация, приводящая к неправильному проникновению лазерного излучения в волокно | Волоконный соединитель проектируют для пассивной передачи энергии. |
Пучок в волоконно-оптическом кабеле | Разлом в результате механических воздействий на волокно | Лазерное излучение, выходящее из разлома волокна в окружающее пространство, превышает ДПИ для класса 1. Возможна опасность возникновения пожара | Волоконный соединитель проектируют для пассивной передачи энергии. |
Оптическое волокно подвергается повторяющимся изгибам при прохождении через него лазерного пучка | Разлом в результате усталости материала | Лазерное излучение, выходящее из разлома волокна в окружающее пространство, превышает ДПИ для класса 1 | Использовать соответствующую конструкцию защитного кожуха для ограничения радиуса изгиба, чтобы предотвратить разлом волокна. |
Оптическое волокно подвергается повторяющимся изгибам при прохождении через него лазерного пучка | Разлом в результате причин, не связанных с механическими воздействиями (например, оптической деградации, пульсаций при запуске и т.п.) | Лазерное излучение, выходящее из разлома волокна в окружающее пространство, превышает ДПИ для класса 1 | Использовать защитный кожух, способный удерживать лазерное излучение на своей внутренней поверхности без прорыва наружу. |
Неподключенный выход волоконно-оптического кабеля испускает лазерное излучение, поступающее от лазера. | Ошибка человека. | Лазерное излучение, выходящее в неопределенном и неконтролируемом направлении, может привести к экспозиции, превышающей ДПИ для класса 1 (в результате выхода за пределы защищенной области или превышения ЗПЭ для защиты от лазера) | Установить блокировку на интерфейс/ соединитель волоконно-оптического кабеля. |
Неправильный монтаж оптики формирования пучка | Ошибка человека | Лазерное излучение, выходящее в неопределенном и неконтролируемом направлении, может привести к экспозиции, превышающей ДПИ для класса 1 (в результате выхода за пределы защищенной области или превышения ЗПЭ для защиты от лазера) | Убедитесь в том, что конструкция имеет достаточную надежность. |
Разрушение оптики формирования пучка | Из-за столкновения с заготовкой или перегрева оптики в результате загрязнения или отсутствия воды для охлаждения | Лазерное излучение, выходящее в неопределенном и неконтролируемом направлении, может привести к экспозиции, превышающей ДПИ для класса 1 (в результате выхода за пределы защищенной области или превышения ЗПЭ защиты от лазера) | Включить в конструкцию полную защиту от лазера. |
Неправильное подключение составных волоконно-оптических кабелей | Ошибка человека | Лазерное излучение, выходящее в неопределенном и неконтролируемом направлении, может привести к экспозиции, превышающей ДПИ для класса 1 (в результате выхода за пределы защищенной области или превышения ЗПЭ для защиты от лазера) | Сориентировать, механически заблокировать или использовать понятную и нестираемую маркировку оптических кабелей. |
Приложение ДA
(справочное)
Сведения о соответствии ссылочных международных стандартов ссылочным национальным стандартам Российской Федерации
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
МЭК 60825-1:2007 | IDT | ГОСТ Р МЭК 60825-1-2009 "Безопасность лазерной аппаратуры. Часть 1. Классификация оборудования, требования и руководство для потребителей" |
ИСО 11553-1:2005 | - | * |
ИСО 12100-1:2003 | IDT | ГОСТ Р ИСО 12100-1-2007 "Безопасность машин. Основные понятия, принципы конструирования. Часть 1. Основные термины, методология" |
ИСО 12100-2:2003 | IDT | ГОСТ Р ИСО 12100-2-2007 "Безопасность машин. Основные понятия, принципы конструирования. Часть 2. Технические принципы" |
ИСО 13849-1:2006 | - | * |
ИСО 14121-1:2007 | - | * |
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод находится в Федеральном информационном фонде технических регламентов и стандартов. | ||
Библиография
[1] | IEC 60204-1, Safety of machinery - Electrical equipment of machines - Part 1: General requirements |
[2] | IEC/TR 60825-14, Safety of laser products - Part 14: A user's guide |
[3] | IEC 61310-3, Safety of machinery - Indication, marking and actuation - Part 3: Requirements for the location and operation of actuators |
[4] | IEC 61496-2, Safety of machinery - Electro-sensitive protective equipment - Part 2: Particular requirements for equipment using active opto-electronic protective devices (AOPDs) |
[5] | IEC 62046, Safety of machinery - Application of protective equipment to detect the presence of persons |
[6] | ISO 10218:1992, Manipulating industrial robots - Safety |
ISO 11252:2004, Lasers and laser-related equipment - Laser device - Minimum requirements for documentation | |
ISO 14119:1998, Safety of machinery - Interlocking devices associated with guards - Principles for design and selection. Amendment 1 (2007) | |
[9]* | ISO 14120, Safety of machinery - Guards - General requirements for the design and construction of fixed and movable guards |
ISO TR 14121-2:2007, Safety of machinery - Risk assessment - Part 2: Practical guidance and examples of methods | |
[11]* | ISO 15532-3, Safety of machinery - Human body measurements - Part 3: Anthropometric data |
__________________
* Нумерация соответствует оригиналу. - .
Электронный текст документа
и сверен по:
, 2014
