ГОСТ ISO 4671-2013
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РУКАВА РЕЗИНОВЫЕ ИЛИ ПЛАСТИКОВЫЕ И РУКАВА В СБОРЕ
Методы измерения размеров рукавов и длин рукавов в сборе
Rubber or plastics hoses and hose assemblies. Methods of measurement of the dimensions of hoses and the lengths of hose assemblies
МКС 23.040.70, 83.140.40
Дата введения 2016-01-01
Предисловие
Цели, основные принципы и порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 160 "Продукция нефтехимического комплекса", Научно-производственным республиканским унитарным предприятием "Белорусский государственный институт стандартизации и сертификации" (БелГИСС) на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 59-П от 27 сентября 2013 г.)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
4 Настоящий стандарт идентичен международному стандарту ISO 4671:2007* Rubber and plastics hoses and hose assemblies. Methods of measurement of the dimensions of hoses and the lengths of hose assemblies (Резиновые и пластиковые рукава и рукава в сборе. Методы измерения размеров рукавов и длин рукавов в сборе), включая изменение Amd.1:2011.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан подкомитетом SC1 "Рукава (резиновые и пластиковые)" технического комитета по стандартизации ISO/TC 45 "Каучук и резиновые изделия" Международной организации по стандартизации (ISO).
Перевод с английского языка (en).
Официальные экземпляры международного стандарта, на основе которого подготовлен настоящий межгосударственный стандарт, и международных стандартов, на которые даны ссылки, имеются в Федеральном информационном фонде технических регламентов и стандартов.
В тексте стандарта ссылки на международные стандарты актуализированы.
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам приведены в дополнительном приложении Д.А.
Степень соответствия - идентичная (IDT)
5 Приказом Федерального агентства по техническому регулированию и метрологии от 28 марта 2014 г. N 261-ст межгосударственный стандарт ГОСТ ISO 4671-2013 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2016 г.
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт устанавливает методы измерения внутреннего и наружного диаметров рукавов (включая диаметр с учетом армирования гидравлических рукавов), толщины стенки, концентричности и толщины наружного и внутреннего слоев рукавов, методы измерения и идентификации длин рукавов и рукавов в сборе, метод контроля свободного прохода гидравлических рукавов в сборе.
2 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие ссылочные документы*. Для недатированных ссылок применяют последнее издание ссылочного документа (включая все его изменения).
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ISO 463 Geometrical product specifications (GPS). Dimensional measuring equipment. Design and metrological characteristics of mechanical dial gauges [Технические требования к геометрическим параметрам продукции (GPS). Приборы для линейных и угловых измерений. Конструкции и метрологические характеристики механических приборов с круговой шкалой]
ISO 3599 Vernier callipers reading to 0,1 and 0,05 mm (Штангенциркули с нониусом с точностью измерения до 0,1 и 0,05 мм)
_______________
Действуют ISO 13385-1:2011 Geometrical product specifications (GPS). Dimensional measuring equipment. Part 1. Callipers. Design and metrological characteristics [Технические требования к геометрическим параметрам продукции (GPS). Устройства для измерения размеров. Часть 1. Штангенциркули. Проектные и метрологические характеристики] и ISO 13385-2:2011 Geometrical product specifications (GPS). Dimensional measuring equipment. Part 2. Calliper depth gauges; Design and metrological characteristics [Технические требования к геометрическим параметрам продукции (GPS). Устройства для измерения размеров. Часть 2. Глубиномеры. Проектные и метрологические характеристики].
ISO 3611 Geometrical product specifications (GPS). Dimensional measuring equipment. Micrometers for external measurements. Design and metrological characteristics [Технические требования к геометрическим параметрам продукции (GPS). Устройства для измерения размеров. Микрометры для наружных измерений. Проектные и метрологические характеристики]
3 Кондиционирование образцов и температура проведения измерения
3.1 Кондиционирование образцов
Если нет других указаний, образцы отбирают не менее чем через 16 ч после изготовления рукава и перед измерением кондиционируют при температуре (23) °С не менее 3 ч. Допускается отбирать образцы не менее чем через 13 ч после изготовления рукава и кондиционировать не менее 3 ч.
3.2 Температура измерения
3.2* Если нет других указаний, измерение образца проводят при температуре (23) °С.
__________________
* Нумерация соответствует оригиналу. - .
4 Измерение внутреннего диаметра
4.1 Общие положения
Измерения проводят на концах рукава или на образце длиной не менее 150 мм, отрезанном от рукава, используя методы 1-7 по 4.2-4.8.
Для гидравлических рукавов, армированных проволокой, измерения выполняют на расстоянии не менее 25 мм от конца рукава.
4.2 Метод 1
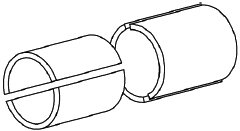
Внутренние диаметры рукавов не более 150 мм и гибких рукавов всех диаметров можно измерять калибрами-пробками с увеличением диаметра на 0,25 мм (см. рисунок 1) и конусными калибрами с увеличением диаметра на 0,1 мм (см. рисунок 2). Осторожно, без надавливания, вставляют калибр в образец рукава. Если проход рукава имеет отклонение от круглости, проявляют особую осторожность.

Рисунок 1 - Калибры-пробки
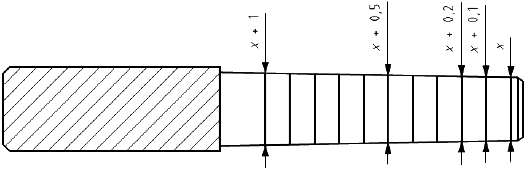
Рисунок 2 - Конусные калибры
4.3 Метод 2
Для измерения внутренних диаметров не более 63 мм, если требуется высокая точность, например для измерения гидравлических рукавов, армированных проволокой, можно использовать сферический или телескопический калибр.
4.4 Метод 3
Для измерения внутренних диаметров до 100 мм включительно можно использовать штангенциркуль с нониусом для измерения внутренних размеров по ISO 3599. Внутренний диаметр вычисляют как среднеарифметическое значение измерений в двух взаимно перпендикулярных направлениях. При измерении не допускается повреждать рукав. Если требуется более высокая точность, чем при измерении по методу 5 (см. 4.6), для рукавов номинальным диаметром не менее 100 мм можно использовать измерительные пробки подходящего размера.
4.5 Метод 4
Для измерения внутренних диаметров всех размеров можно использовать калибры-пробки с циферблатом (см. ISO 463) с закругленной губкой, предназначенные для применения в проходах резиновых рукавов, выбирая размер пробки, подходящий для внутреннего диаметра измеряемого рукава. Внутренний диаметр вычисляют как среднеарифметическое значение измерений в двух взаимно перпендикулярных направлениях.
4.6 Метод 5
Для измерения внутренних диаметров, превышающих 100 мм, необходимую точность получают при использовании стальной измерительной линейки. Альтернативно можно использовать цифровые штангенциркули или цифровые микрометры. Внутренний диаметр вычисляют как среднеарифметическое значение измерений в двух взаимно перпендикулярных направлениях.
4.7 Метод 6
Если поперечное сечение рукава при разрезании не повреждено, для измерения диаметра можно использовать лупу с измерительной шкалой с ценой деления 0,1 мм. Внутренний диаметр вычисляют как среднеарифметическое значение измерений в двух взаимно перпендикулярных направлениях.
4.8 Метод 7
Для измерения внутренних диаметров, превышающих 300 мм, необходимую степень точности получают при измерении внутренней окружности рукава измерительной лентой. Внутренний диаметр получают делением полученного при измерении значения на число . Можно использовать ленту с ценой деления 1 см.
5 Измерение наружного диаметра
5.1 Общие положения
Измерения по методам 1-5 можно проводить на рукаве или на образце длиной не менее 150 мм, отрезанном от рукава. При использовании методов 1-3 и 5 измеряют на расстоянии не менее 25 мм от конца рукава, при использовании метода 4 - на концах рукава. Если наружный резиновый слой рифленый или гофрированный, диаметр измеряют по выступающей наружной поверхности.
Измерения производят в соответствии с одним из нижеприведенных методов.
5.2 Метод 1
Для измерения наружных диаметров до 100 мм включительно можно использовать штангенциркуль с нониусом или микрометр по ISO 3611. Наружный диаметр вычисляют как среднеарифметическое значение измерений в двух взаимно перпендикулярных направлениях. При измерении не допускается повреждать рукав. Если требуется высокая точность, образец для измерения помещают на оправку, наружный диаметр которой равен внутреннему диаметру рукава, избегая повреждения.
5.3 Метод 2
Для измерения наружных диаметров более 20 мм можно использовать измерительную ленту.
5.4 Метод 3
Для измерения наружных диаметров более 100 мм можно использовать измерительную ленту, градуированную так, чтобы сразу получить значение диаметра или можно измерить длину окружности измерительной лентой, а затем вычислить диаметр по длине окружности.
5.5 Метод 4
Если поперечное сечение рукава не повреждено при разрезании, для измерения диаметра можно использовать лупу с шкалой с ценой деления 0,1 мм. Можно использовать лазерное измерительное устройство. Наружный диаметр вычисляют как среднеарифметическое значение измерений в двух взаимно перпендикулярных направлениях.
5.6 Метод 5
Для измерения наружных диаметров всех размеров рукавов можно использовать лазерные микрометры. Наружный диаметр вычисляют как среднеарифметическое значение измерений в двух взаимно перпендикулярных направлениях.
6 Измерение наружного диаметра по армирующему слою
Наружный диаметр по армирующему слою измеряют только для гидравлических рукавов в сборе с концевой арматурой на образце, подготовленного к армированию рукава.
Измерение проводят по 5.2 или 5.3 после полного удаления наружного слоя.
7 Измерение толщины стенки
7.1 Общие положения
За толщину стенки принимают половину разности между наружным и внутренним диаметрами. Также толщину стенки можно измерить, используя один из нижеприведенных методов. По методам 1 и 4 замеряют толщину стенки на конце образца рукава, по методам 2 и 3 - на расстоянии не менее 15 мм от конца образца рукава.
7.2 Метод 1
Используют штангенциркуль с нониусом, при этом необходимо следить за тем, чтобы избежать погрешностей, связанных с кривизной стенки.
7.3 Метод 2
Применяют микрометр с закругленной пяткой, контактирующей с внутренним слоем рукава, или калибр с циферблатом, используя устройство, аналогичное приведенному на рисунке 3.
1 - рукав; 2 - опора рукава или пятка; 3 - измерительный шток; 4 - рукав длиной не менее 30 мм3 мм для рукавов внутренним диаметром до 6 мм включительно;
6 мм для рукавов внутренним диаметром свыше 6 мм.
Рисунок 3 - Устройство для измерения толщины стенки рукава с применением калибра с циферблатом
7.4 Метод 3
Используют толщиномер с циферблатным отсчетным устройством, предназначенный для изделий из резины.
7.5 Метод 4
Используют лупу с шкалой с ценой деления 0,1 мм.
8 Измерение концентричности
8.1 Общие положения
Концентричность представляет собой разность между максимальным и минимальным значениями внутреннего и наружного диаметров рукава или разность между максимальным и минимальным значениями внутреннего диаметра и диаметра по армирующему слою. По методам 3 и 5 измерения проводят на конце образца рукава, по методам 1, 2 и 4 - на расстоянии не менее 15 мм от конца образца рукава.
8.2 Метод 1
Устанавливают образец рукава на оправку наружным диаметром, равным внутреннему диаметру рукава, концы которой опираются на V-образные опоры. Используя прибор с циферблатом, регистрируют разность максимального и минимального показаний по окружности.
8.3 Метод 2
Используя микрометр с закругленной пяткой, контактирующей с внутренней поверхностью рукава, или прибор с циферблатом в соответствии с рисунком 3, получают разность между максимальным и минимальным показаниями.
Для рукавов внутренним диаметром 63 мм и более регистрируют по окружности восемь показаний с интервалом 45°.
Для рукавов внутренним диаметром менее 63 мм регистрируют по окружности четыре показания с интервалом 90°.
8.4 Метод 3
Используют штангенциркуль с нониусом, обеспечивая минимальную погрешность за счет кривизны. Для рукавов внутренним диаметром не более 63 мм регистрируют по окружности четыре показания с интервалом 90°. Для рукавов внутренним диаметром 63 мм и более регистрируют по окружности восемь показаний с интервалом 45°.
8.5 Метод 4
Используют толщиномер с циферблатом и закругленной пяткой, предназначенный для изделий из резины. Для рукавов внутренним диаметром не более 63 мм регистрируют по окружности четыре показания с интервалом 90°. Для рукавов внутренним диаметром 63 мм и более регистрируют по окружности восемь показаний с интервалом 45°.
8.6 Метод 5
Используют лупу с шкалой с ценой деления 0,1 мм. Для рукавов внутренним диаметром не более 63 мм регистрируют по окружности четыре показания с интервалом 90°. Для рукавов внутренним диаметром 63 мм и более регистрируют по окружности восемь показаний с интервалом 45°.
9 Измерение толщины внутреннего и наружного слоев
9.1 Общие положения
Для измерения толщины внутреннего и наружного слоев рукава используют три метода (1, 2, 3). Методом 1 измеряют толщину внутреннего и наружного слоев на срезе образца рукава. Этот метод пригоден для рукавов с гладкой, рифленой и гофрированной поверхностями. Метод 2 предназначен для рукавов с армирующим слоем. Метод 3 используют только для измерения толщины наружного слоя.
9.2 Метод 1
9.2.1 Толщину рифленых и гладких слоев измеряют на четырех образцах длиной не менее 25 мм, отрезанных от рукава. Измеряют толщину внутреннего и наружного слоев с каждого конца каждого образца рукава в точке минимальной толщины рифленой поверхности (т.е. между выступами), используя лупу с шкалой с ценой деления 0,1 мм. За толщину внутреннего и наружного слоев принимают среднеарифметическое значение восьми измерений.
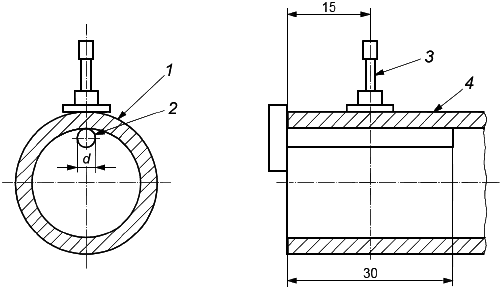
9.2.2 Для измерения толщины гофрированных поверхностей слоев отрезают от рукава образец длиной 50 мм и отмечают диаметры на каждом конце так, чтобы два диаметра были перпендикулярны друг к другу (см. рисунок 4а). Разрезают образец на равные части, затем делят каждую часть пополам, разрезая в продольном направлении вдоль отмеченных диаметров (см. рисунки 4b и 4с).
а) Отмеченные диаметры
b) Образец, разрезанный пополам
с) каждая половина, разрезанная на две равные части
Рисунок 4 - Измерение толщины внутреннего и наружного слоя рукава
Измеряют толщину наружного и внутреннего слоев на каждом образце в точке минимальной толщины каждой отрезанной части образца, используя лупу с шкалой с ценой деления 0,1 мм.
За толщину внутреннего и наружного слоев принимают среднеарифметическое значение восьми измерений.
9.3 Метод 2
9.3.1 Толщину наружного и внутреннего слоев измеряют на образце рукава подходящей длины, используя стандартный микрометр с ценой деления 0,02 мм с прижимной пяткой диаметром 3-10 мм, обеспечивающей давление (22±5) кПа.
9.3.2 Если рукав имеет армирующий слой в виде оплетки или спирали, наружный слой освобождают от армирующего слоя и измеряют толщину микрометром в двух взаимно перпендикулярных плоскостях. Затем шлифуют рукав для удаления следов армирующего слоя и повторяют измерение толщины. За толщину наружного и внутреннего слоев принимают среднеарифметическое значение четырех измерений.
9.3.3 Рукава с армирующим слоем из натурального текстиля очищают от армирующего слоя и шлифуют для удаления его следов. Измеряют толщину микрометром в двух взаимно перпендикулярных плоскостях. За толщину наружного и внутреннего слоев принимают среднеарифметическое значение двух измерений.
9.4 Метод 3
Максимальную толщину наружного слоя рукавов, армированных проволокой, измеряют глубиномером с циферблатом, имеющим закругленную пятку, которую устанавливают поперек канавки, полученной при снятии полоски наружного слоя шириной (12,5-25,0) мм.
Вставляют оправку в рукав для выравнивания. За максимальную толщину наружного слоя принимают разность между максимальным и минимальным значениями по окружности.
10 Измерение длины и определение точек измерения
10.1 Измерение длины
Длину рукавов до 20 м включительно измеряют градуированной металлической рулеткой, коротких рукавов - металлической линейкой и очень коротких - штангенциркулем с нониусом.
Длину рукавов более 20 м измеряют металлической рулеткой или измерительным прибором колесного типа.
Измерения выполняют на рукаве в выпрямленном нерастянутом состоянии.
10.2 Точки измерения
10.2.1 Рукава
Длину рукава определяют между концами среза.
10.2.2 Рукава в сборе
Устанавливают точки, между которыми должна быть измерена длина рукава в сборе. На рисунках 5-10 приведена типовая концевая арматура и возможные точки измерения.
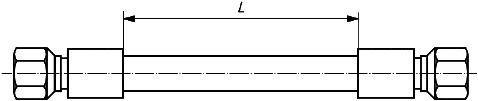
Рисунок 5 - Длина рукава между обжимными муфтами
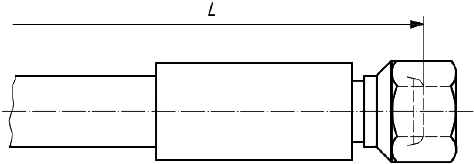
Рисунок 6 - Длина до ниппеля для присоединения рукава

Рисунок 7 - Длина от средней линии ниппеля (угол 90°) для присоединения рукава

Рисунок 8 - Длина от средней линии ниппеля (угол 45°) для присоединения рукава
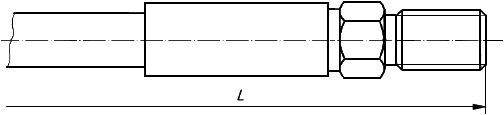
Рисунок 9 - Длина до ниппеля для присоединения рукава
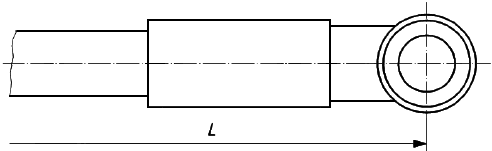
Рисунок 10 - Длина от средней линии присоединения типа "банджо"
Для рукавов с концевой арматурой, не показанных на рисунках 5-10, точки измерения устанавливают в соответствии с требованиями изготовителя концевой арматуры.
11 Контроль свободного прохода рукавов в сборе
Свободный проход контролируют на рукавах в сборе с обжимными муфтами для подтверждения соответствия свободного прохода установленному значению, включая округлые выступы или сужение за счет соединения муфтами.
Пропускают шарик установленного диаметра через рукав в сборе, при этом шарик должен свободно проходить через рукав.
Примечание - Рекомендуется в технических требованиях на рукава указывать диаметры шариков, выбирая стандартный размер шарика шарикоподшипника, а не установленное значение внутреннего диаметра рукава, для исключения применения шарика нестандартного размера, который трудно найти.
12 Протокол испытания
Протокол испытаний должен содержать:
a) обозначение настоящего стандарта;
b) полное описание испытуемого рукава или рукава в сборе;
c) дату проведения испытаний;
d) внутренний диаметр, метод измерения и полученное значение;
e) наружный диаметр, метод измерения и полученное значение;
f) наружный диаметр по армирующему слою, метод измерения и полученное значение;
g) толщину стенки, метод измерения и полученное значение;
h) концентричность, метод измерения и полученное значение;
i) толщину внутреннего слоя, метод измерения и полученное значение;
j) толщину наружного слоя, метод измерения и полученное значение;
k) длину рукава или рукава в сборе, метод измерения и полученное значение;
I) диаметр шарика, используемого для измерения свободного прохода, и описание процедуры (свободно и полностью прошел шарик через рукав в сборе).
Библиография
[1] | ISO 8330:2007 | Rubber and plastics hoses and hose assemblies. Vocabulary (Резиновые и пластиковые рукава и рукава в сборе. Словарь) |
Приложение Д.А
(справочное)
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам
Таблица Д.А.1
Обозначение и наименование ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 463:2006 Технические требования к геометрическим параметрам продукции (GPS). Приборы для линейных и угловых измерений. Конструкции и метрологические характеристики механических приборов с круговой шкалой | - | * |
ISO 3611:2010 Технические требования к геометрическим параметрам продукции (GPS). Устройства для измерения размеров. Микрометры для наружных измерений. Проектные и метрологические характеристики | - | * |
ISO 13385-1:2011 Технические требования к геометрическим параметрам продукции (GPS). Приборы для линейных и угловых измерений. Часть 1. Штангенциркули. Проектные и метрологические характеристики | - | * |
ISO 13385-2:2011 Технические требования к геометрическим параметрам продукции (GPS). Приборы для линейных и угловых измерений. Часть 2. Глубиномеры. Проектные и метрологические характеристики | - | * |
* Соответствующий межгосударственный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. | ||
__________________________________________________________________________
УДК 678.06:531.7:006.354 МКС 23.040.70, 83.140.40 IDT
Ключевые слова: резиновые рукава, пластиковые рукава, рукава в сборе, методы измерения размеров и длин рукавов в сборе
__________________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
