МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ (МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ГОСТ
ISO 24021-1
2024
КОНТЕЙНЕРЫ МЕТАЛЛИЧЕСКИЕ ЛЕГКИЕ
Термины и определения. Классификация
Часть 1
Банки, открываемые сверху, и крышки
(ISO 24021-1:2022, Light gauge metal containers — Vocabulary and classification — Part 1: Open-top cans and ends, IDT)
Издание официальное
Москва Российский институт стандартизации 2024
ГОСТ ISO 24021-1—2024
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 415 «Средства укупорочные» на основе официального перевода на русский язык англоязычной версии указанного в пункте 5 стандарта, который выполнен ФГБУ «Институт стандартизации»
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 апреля 2024 г. № 172-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004—97 | Код страны по МК (ИСО 3166) 004—97 | Сокращенное наименование национального органа по стандартизации |
Армения | АМ | ЗАО «Национальный орган по стандартизации и метрологии» Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | uz | Узбекское агентство по техническому регулированию |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 28 мая 2024 г. № 672-ст межгосударственный стандарт ГОСТ ISO 24021-1—2024 введен в действие в качестве национального стандарта Российской Федерации с 1 апреля 2025 г.
5 Настоящий стандарт идентичен международному стандарту ISO 24021-1:2022 «Контейнеры металлические легкие. Словарь и классификация. Часть 1. Банки, открываемые сверху, и крышки» («Light gauge metal containers — Vocabulary and classification — Part 1: Open-top cans and ends», IDT).
Международный стандарт разработан Техническим комитетом по стандартизации ISO/TC 52 «Контейнеры металлические легкие» Международной организацией по стандартизации (ISO).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
Дополнительная сноска в тексте стандарта, выделенная курсивом, приведена для пояснения текста оригинала
6 ВВЕДЕН ВПЕРВЫЕ
7 Некоторые элементы данного стандарта могут быть предметом патентных прав. Международная организация ISO не несет ответственность за идентификацию таких прав, частично или полностью
II
ГОСТ ISO 24021-1—2024
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге «Межгосударственные стандарты»
© ISO, 2022
© Оформление. ФГБУ «Институт стандартизации», 2024
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
III
ГОСТ ISO 24021-1—2024
Содержание
1 Область применения..................................................................1
2 Нормативные ссылки..................................................................1
3 Термины и определения................................................................1
3.1 Термины, относящиеся к сырью и обработанным материалам.........................1
3.2 Термины, относящиеся к технологии изготовления...................................3
3.3 Термины, относящиеся к качеству.................................................4
3.4 Термины, относящиеся к оценке качества и безопасности упаковки с пищевыми продуктами.................................................................9
3.5 Термины, относящиеся к классификации..........................................12
Приложение А (справочное) Классификация...............................................24
Библиография........................................................................25
IV
ГОСТ ISO 24021-1—2024
Введение
Определения, приведенные в настоящем стандарте, установлены для достижения должного соотношения между терминологической точностью и простотой изложения. Настоящий стандарт разработан с целью создания единого стандартного набора терминов и определений для банок, открываемых сверху, и крышек. Терминология, относящаяся к банкам, открываемым сверху, и крышкам, применяемая в настоящее время, сложились в процессе использования в качестве терминов общеупотребительных значений слов и поэтому не обладает терминологической точностью. В некоторых странах не представляется возможным установить соответствие ряда применяемых там терминов единому международному стандарту. Поэтому периодически возникающие противоречия между стандартным набором терминов и аналогичными определениями, сложившимися на основе использования общеупотребительной лексики, представляют собой компромисс.
Классификация — это распространенный метод, который люди используют, чтобы справиться со сложностью окружающего нас мира. Поскольку существует множество различных возможных областей применения, не существует единой системы классификации, которая удовлетворяла бы всем потребностям. Метод определения классификаторов зависит от области применения. Кроме того, классификаторы, используемые в конкретной прикладной области, могут не подходить для всех ситуаций.
Настоящий стандарт разработан для предотвращения торговых барьеров и улучшения информационного взаимодействия.
V
Поправка к ГОСТ ISO 24021-1—2024 Контейнеры металлические легкие. Термины и определения.
Классификация. Часть 1. Банки, открываемые сверху, и крышки
В каком месте | Напечатано | Должно быть | ||
Предисловие. Таблица согласования | — | Казахстан | KZ | Госстандарт Республики Казахстан |
(ИУС № 10 2024 г.)
ГОСТ ISO 24021-1—2024
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КОНТЕЙНЕРЫ МЕТАЛЛИЧЕСКИЕ ЛЕГКИЕ
Термины и определения. Классификация Часть 1
Банки, открываемые сверху, и крышки
Light gauge metal containers.
Terms and definitions. Classification.
Part 1.
Open-top cans and ends
Дата введения — 2025—04—01
1 Область применения
Настоящий стандарт определяет термины и устанавливает классификацию (см. приложение А) металлических банок, открываемых сверху, и металлических крышек.
Настоящий стандарт распространяется на металлические банки, открываемые сверху, и металлические крышки для пищевой продукции и напитков, изготовленные из металлических пластин, таких как луженая или хромированная жесть, или пластин из алюминиевого сплава толщиной не более 0,49 мм.
2 Нормативные ссылки
В настоящем стандарте нормативные ссылки отсутствуют.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями.
ИСО и МЭК поддерживают терминологические базы данных, используемые в целях стандартизации, которые доступны по следующим адресам:
- платформа онлайн-просмотра ИСО: доступна по адресу http://www.iso.org/obp;
- Электропедия МЭК: доступна по адресу http://www.electropedia.org/.
3.1 Термины, относящиеся к сырью и обработанным материалам
3.1.1 белая жесть {луженая жесть} (tinplate): Нелегированная низкоуглеродистая сталь в листах или в рулонах, подвергнутая однократному или двукратному холодному прокату и покрытая с обеих сторон оловом в ходе непрерывного электролитического процесса.
Примечание 1 — Белая жесть однократного проката обычно поставляется толщиной от 0,15 до 0,60 мм включительно, белая жесть двукратного проката — толщиной от 0,14 мм до 0,36 мм включительно. Белая жесть обычно поставляется с пассивирующей обработкой и защитным масляным покрытием и пригодна для лакирования или печати.
Примечание 2 — Белая жесть также может быть получена путем горячего погружения в ванну с расплавленным оловом.
[ISO 6929:2013, 1.3.4.2]
Издание официальное
1
ГОСТ ISO 24021-1—2024
3.1.2 жесть электролитического лужения (electrolytic tinplate): Холоднокатаная низкоуглеродистая мягкая сталь в листах или в рулонах, покрытая с обеих сторон оловом в ходе непрерывного электролитического процесса (лужения).
[150 11949:2016,3.2]
3.1.3 сталь с покрытием из хрома/оксида хрома, полученным электролитическим методом (electrolytic chromium/chromium oxide-coated steel): Холоднокатаная низкоуглеродистая мягкая сталь в листах или в рулонах, в ходе электролитического процесса покрытая с обеих сторон двухслойной пленкой металлического хрома, прилегающей к стальной подложке, с верхним слоем гидратированного оксида хрома или гидроксида хрома.
[ISO 11950:2016, 3.2]
3.1.4 холоднокатаная жесть однократной прокатки (single cold-reduced): Полоса из нелегированной низкоуглеродистой стали, прокатанная способом холодной прокатки до требуемой толщины, отожженная и дрессированная.
[ISO 11949:2016, 3.4]
3.1.5 холоднокатаная жесть двукратной прокатки (double cold-reduced): Полоса, получаемая из черной холоднокатаной отожженной жести однократной прокатки путем повторной холодной прокатки.
[ISO 11949:2016, 3.5]
3.1.6 К-жесть (К plate): Жесть электролитического лужения, с покрытием из олова № 50 или более толстого слоя, обладающая хорошей коррозионной стойкостью.
Примечание 1 — Заданный показатель должен соответствовать следующим требованиям после четырех специальных испытаний: время выдержки травления (PL), величина концентрации раствора железа (ISV), размер кристаллов олова (TCS) и электрическое взаимодействие сплав-оловом (АТС):
a) PLV< Юс;
b) TCS < марка 9;
с) ISV < 20 мкг;
d)ATC< 0,12 мкА/см2.
3.1.7 J-жесть (J plate): Жесть электролитического лужения, с покрытием из олова № 50 или более толстого слоя, обладающая хорошей коррозионной стойкостью.
Примечание 1 — Заданный показатель должен соответствовать следующим требованиям после трех специальных испытаний: время выдержки травления (PL), величина концентрации раствора железа (ISV), размер кристаллов олова (TCS):
a) PL< Юс;
b) TCS < марка 9;
с) ISV < 20 мкг.
3.1.8 алюминиевый сплав (aluminium alloy): Сплав с массовой долей алюминия более 50 %.
3.1.9 луженая жесть с покрытием (coated tinplate): Полоса или лист луженой жести (3.1.1), покрытые лаком и отвержденные при высокой температуре с образованием пленки.
3.1.10 сталь с покрытием, не содержащим олова (хромированная лакированная жесть) (coated tin free steel): Полоса или лист из стали с покрытием из хрома/оксида хрома, полученным электролитическим методом (3.1.3), покрытые лаком и отвержденные при высокой температуре с образованием пленки.
3.1.11 алюминиевый сплав с покрытием (coated aluminium alloy): Полоса или лист из алюминиевого сплава (3.1.8), покрытые лаком и отвержденные при высокой температуре с образованием пленки.
3.1.12 алюминиевая фольга (aluminium foil): Очень тонкий рулон, полоса или лист из алюминия и алюминиевого сплава (3.1.8) после прокатки.
3.1.13 ламинированная сталь (laminated steel): Комбинированный материал со свойствами органического полимерного материала и металлического материала, образованный путем наклеивания слоя полимерной пленки на поверхность луженой жести (3.1.1) или хромированного стального листа методом плавления.
3.1.14 ламинированный алюминий (laminated aluminium): Комбинированный материал со свойствами органического полимерного материала и металлического материала, образованный путем наклеивания слоя полимерной пленки на поверхность листа из алюминиевого сплава (3.1.8) путем плавления.
3.1.15 уплотнительная паста (compound): Уплотнительный материал на основе каучука или резины, наполнителя и связующего вещества.
2
ГОСТ ISO 24021-1—2024
Примечание 1 — Уплотнительную пасту заливают в круглую канавку крышки банки, имеющую наклон к центру крышки банки. После формирования двойного гофра пастой заполняют зазор в нижней части паза крышки и прижимают к первому и второму слоям внешней стороны гофра. Зазор между металлическими пластинами служит уплотнением.
3.1.16 уплотнительная прокладка (sealing gasket): Вкладыш в виде диска из полимерного материала или эластичной пластмассы, или в виде резинового кольца определенной толщины, прикрепленный к внутренней поверхности металлического колпачка/крышки.
3.2 Термины, относящиеся к технологии изготовления
3.2.1 корпус банки (can body): Основная часть банки (обычно боковая стенка, образованная наибольшей частью цельного изделия), круглой, квадратной или другой формы.
3.2.2 контактная сварка (resistance welding): Сварка давлением, при которой тепло, требуемое для сварки, вырабатывается сопротивлением электрическому току, протекающему через зону сварки.
[ISO/TR 25901-3:2016, 2.2.1.7.1]
3.2.3 отбортовывание (flanging): Образование бортов верхнего и нижнего края банки, расширяющихся под прямым углом к вертикальной оси банки.
3.2.4 профилирование (roll-forming): Формирование цилиндра с зазором от 4 до 6 мм параллельно длине цилиндра, сворачиванием плоской заготовки для профилирования методом гибки для корпуса жестяной банки, с помощью закругляющего устройства.
3.2.5 обжатие (necking): Штамповочный способ уменьшения диаметра открытого верха цилиндрической заготовки.
3.2.6 рельефное тиснение (embossing): Процесс печати, при котором используются вогнутые и выпуклые пресс-формы для формирования печатного материала под определенным давлением с целью получения рисунка на поверхности.
3.2.7 глубокая вытяжка (drawing): Метод обработки, использующий растяжимость металлических материалов, при котором заготовка или полуфабрикат помещается в пресс-форму для получения открытой полой банки.
3.2.8 струйная печать (ink-jet printing): Процесс нанесения информации о продукте на крышках банок или этикетках с помощью принтера.
3.2.9 укупоривание [герметизация] металлической банки (sealing of metal сап): Процесс, при котором полуфабрикаты помещают в металлические банки и запечатывают с помощью закаточной машины.
3.2.10 закаточный ролик (seaming roll): Основная часть закаточной машины с двумя маленькими круглыми колесиками разной кривизны, образующими двойной закаточный шов, в которой первый ролик должен закатывать крючок крышки (3.2.19) банки под фланец корпуса банки и закатывать их вместе, а второй валик должен плотно прижимать первый валик, чтобы завивки плотно совмещались друг с другом, а герметик заполнялся внутрь формообразующего зазора между корпусом банки и крючком крышки (3.2.19).
3.2.11 закаточная направляющая (seaming rail): Вспомогательный уплотняющий элемент скоростной закаточной машины, заменяющий валик, формирующий двойной шов и отвечающий требованиям к герметизации.
3.2.12 закаточный патрон (seaming chuck): Деталь машины для закатывания банок, которая может быть вставлена в раззенкованную часть крышки банки и поддерживать объединенную часть крышки банки и корпуса банки с периферийной стороной, чтобы противостоять давлению закаточного ролика.
3.2.13 опорная плита (base plate): Деталь закаточной машины, которая поднимает крышку банки и корпус банки вверх в процессе закатывания банки, так что прижимная головка входит в крышку банки, а корпус банки стабилизирован, чтобы избежать скольжения, для образования двойного подвивания и обеспечения требований к герметизации.
3.2.14 двойной шов (double seam): Уплотняющая конструкция, образованная в результате работы первого и второго роликов, для перекрытия отбортовки корпуса банки и крючка крышки (нижней) и плотного их прижатия, которая состоит из трех слоев верхней (нижней) крышки и двух слоев корпуса банки.
3.2.15 толщина закаточного шва (seam thickness): Максимальный размер закаточного шва в поперечном сечении, определяемый как расстояние поперек или перпендикулярно от борта крышки до крючка крышки.
3
ГОСТ ISO 24021-1—2024
3.2.16 высота шва (seam height, seam length, seam width): Максимальный внешний размер шва, измеренный параллельно корпусу и концевому крючку.
3.2.17 глубина посадки (countersink depth): Расстояние от вершины двойного шва до нижнего радиуса зенковки.
3.2.18 крючок корпуса (body hook): Блокировочный крючок, образованный загибанием фланца корпуса.
3.2.19 крючок крышки (cover hook): Крючок, образованный завитком крышки, проходящим от радиуса к противоположному (180°) радиусу.
3.2.20 язычок (tab): Кольцеобразная или другая фигурная конструкция для легкого открывания, закрепленная на конце (крышке).
3.2.21 насечка (score): Линия разрыва, предварительно спрессованная или имеющая надрезы на легковскрываемых концах (3.5.22) для легкого открывания.
3.2.22 заклепка (rivet): Фиксированная часть легковскрываемых концов (3.5.22) для приклепывания стопорного элемента (тянущего кольца).
3.2.23 завиток (curl): Подвернутый внутрь край крышки банки, который при формировании двойного шва, становится концевым крючком.
3.2.24 ремонт паза (score repairing): Процесс восстановления покрытия в зоне надреза торца, разрушенного в процессе формирования надреза.
3.3 Термины, относящиеся к качеству
3.3.1 длина перекрытия (length of overlap, actual overlap): Измерение того, насколько крючок корпуса (3.2.18) перекрывает крючок крышки (3.2.19).
3.3.2 зазор шва (seam gap): Место между верхней частью радиуса крючка корпуса и нижней стороной фальцевальной панели.
3.3.3 степень перекрытия (rate of overlap, percentage of overlap): Отношение длины перекрытия (3.3.1) к длине внутреннего шва, выраженное в процентах.
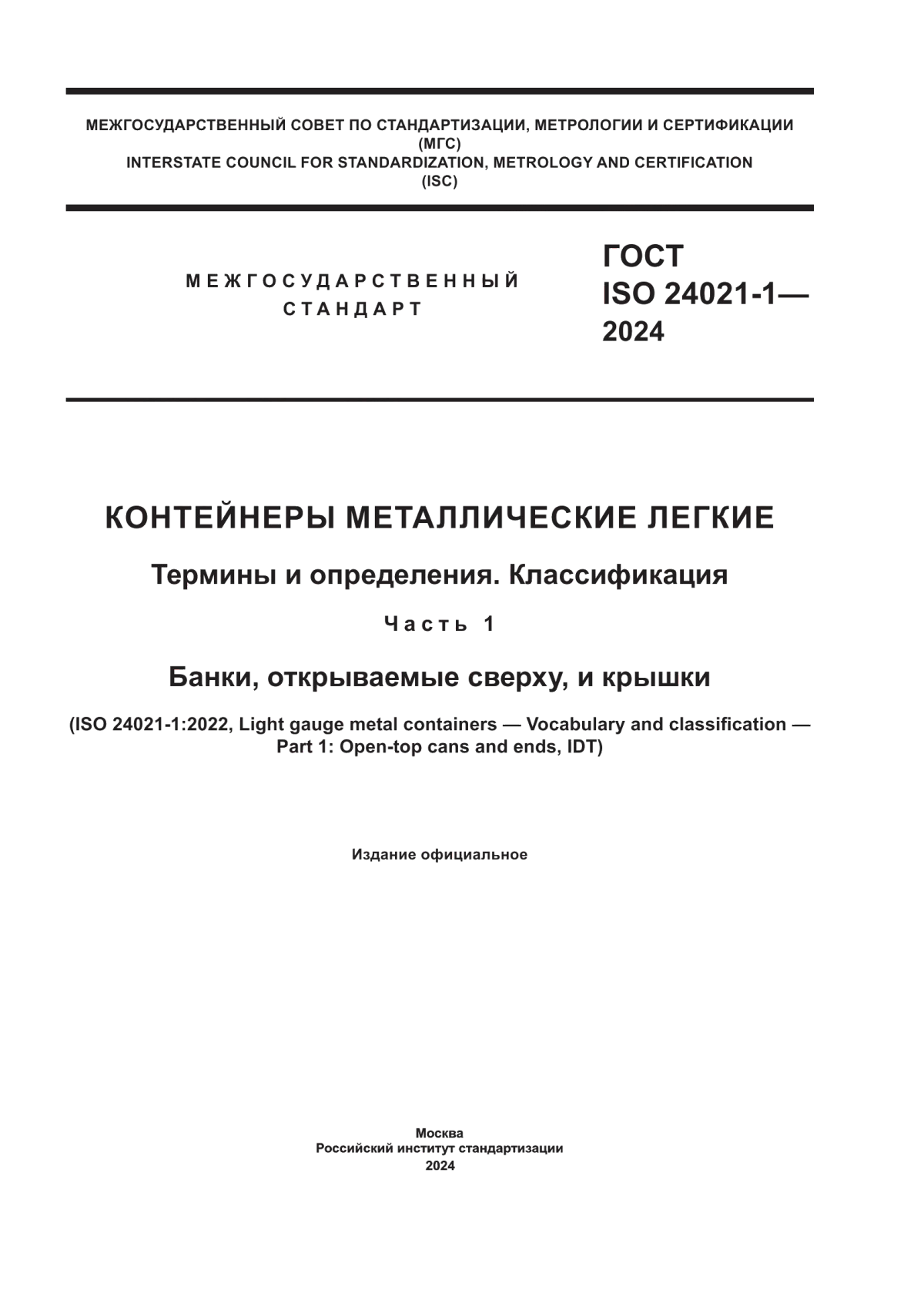
3.3.4 степень волнистости; WR (wrinkle rating, WR): Степень волнистости крючка крышки (3.2.19), по которой определяется степень герметичности двойного шва.
Примечание 1 — Складки не включены в процесс закатывания. Следы, оставшиеся после складок, раскатывают и разглаживают.
Примечание 2 — См. рисунок 1.
0 10 20 30 40 50 60 70 80 90 100
100 90 80 70 60 50 40 30 20 10 0 ь
а Волнистость.
ь Герметичность.
Рисунок 1 — Волнистость и герметичность закатки
3.3.5 степень герметичности закатки; TR (tightness rating, TR): Мера степени волнистости, оставшейся на концевом крючке, на завершенном двойном шве.
Примечание 1 — См. рисунок 1.
4
ГОСТ ISO 24021-1—2024
3.3.6 степень соединения; JR (juncture rating, JR): Процентная доля металлического крючка крышки (3.2.19), доступного для перекрытия, при соединении с крючком корпуса (3.2.18).
3.3.7 соединение встык крючка крышки; СНВ (cover hook butting, СНВ): Процентное соотношение длины крючка крышки (3.2.19) в месте перекрытия шва от теоретической длины крючка крышки (3.2.19).
3.3.8 соединение встык крючка корпуса; ВНВ (body hook butting, ВНВ): Процентное соотношение длины крючка корпуса (3.2.18) банки в месте перекрытия шва от теоретической длины крючка корпуса (3.2.18).
3.3.9 отжимная кромка (ridge): Непрерывный оттиск по внутренней периферии корпуса банки в области двойного шва, образованный давлением закаточного валика.
3.3.10 значение степени эмалирования; ERV (enamel rate value, ERV): Степень целостности покрытия, по которому оценивают нежелательное воздействие металла.
3.3.11 натек (splash): Шипы металла, выступающие из сварного шва из-за чрезмерного нагрева в месте всплеска расплавленного металла.
3.3.12 ложная сварка (false welding, pseudo welding, cold weld): Неполное сплавление, при котором из-за низкой температуры сварки две свариваемые пластины не достигли пластично-сварного состояния (расплавлено только олово).
3.3.13 углубления от сварочного штифта (welding pin hole): Углубления, которые могут появиться на поверхности сваренного изделия в месте касания электрода.
3.3.14 сварочный прокол (welding puncture): Отдельные места сварки, оплавленные и перфорируемые из-за внезапного превышения сварочного тока.
3.3.15 пропущенная сварка (missing welding): Одна или несколько точек сварки, несваренные из-за отсутствия тока или слишком малого тока.
3.3.16 дефектная насечка (faulty score): Чрезмерно глубокая или мелкая риска, в процессе образования насечки.
3.3.17 скользящий шов (dead head, spinner, skidder, slip seam): He полностью разглаженный двойной шов.
Примечание 1 — См. рисунок 2.
1 — нормальный шов; 2 — скиддер
Рисунок 2 — Пустое место; вращатель; скиддер; скользящий закаточный шов
3.3.18 смещение (off-set): Дефект, при котором борта сварки не являются плоскими из-за плохого торцевого нахлеста.
3.3.19 дефект «рыбий хвост» (fishtail): Дефект, при котором конец сварного шва выступает из-за некачественной сварки.
5
ГОСТ ISO 24021-1—2024
3.3.20 прыгающий шов (jumped seam): Дефект, при котором подгибка в месте сварного шва более толстая, и ролик проскальзывает при прохождении через сварной шов и не сжимает подгибку.
Примечание 1 — См. рисунок 3.
1 2
1 — прыгающий шов; 2 — соединительный шов
Рисунок 3 — Прыгающий шов
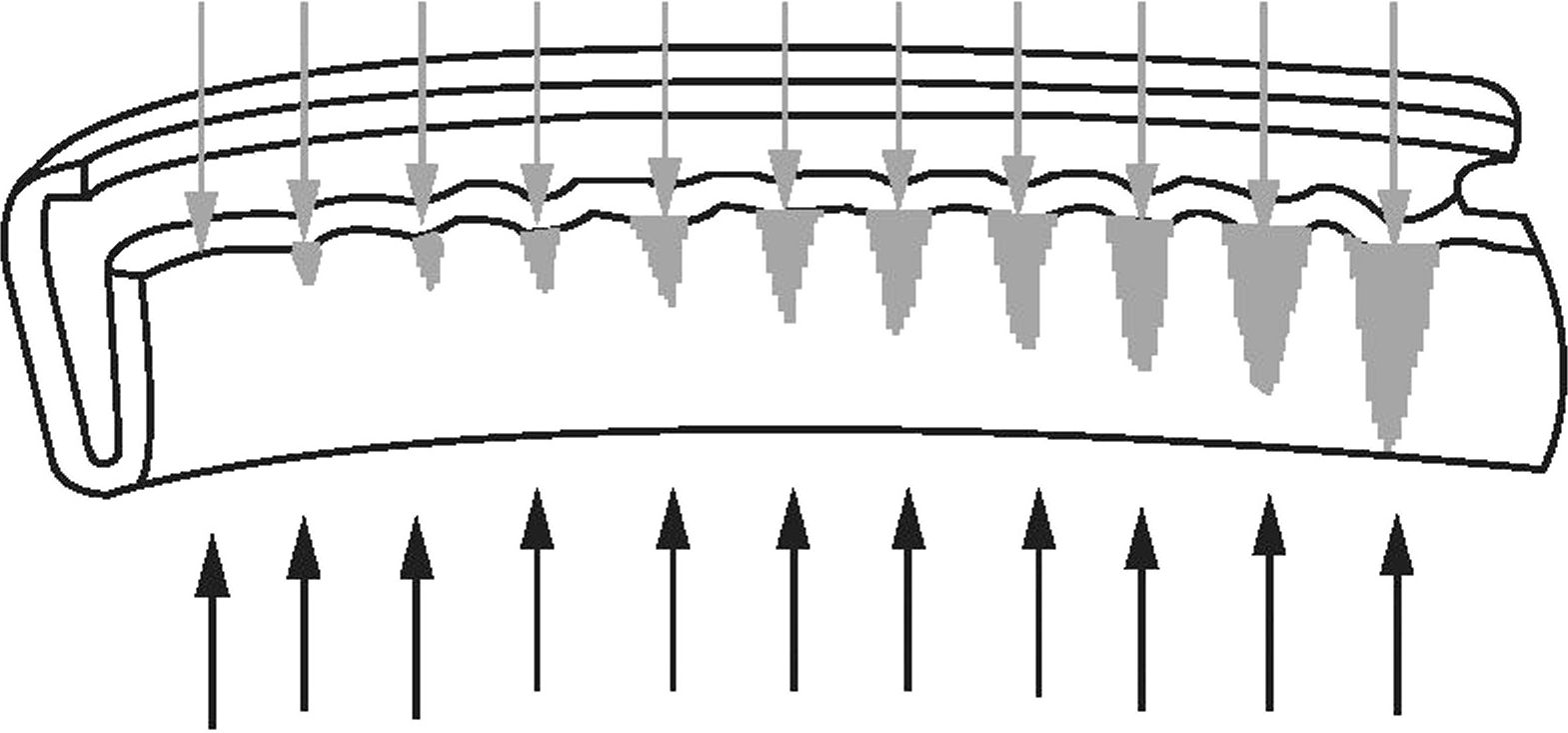
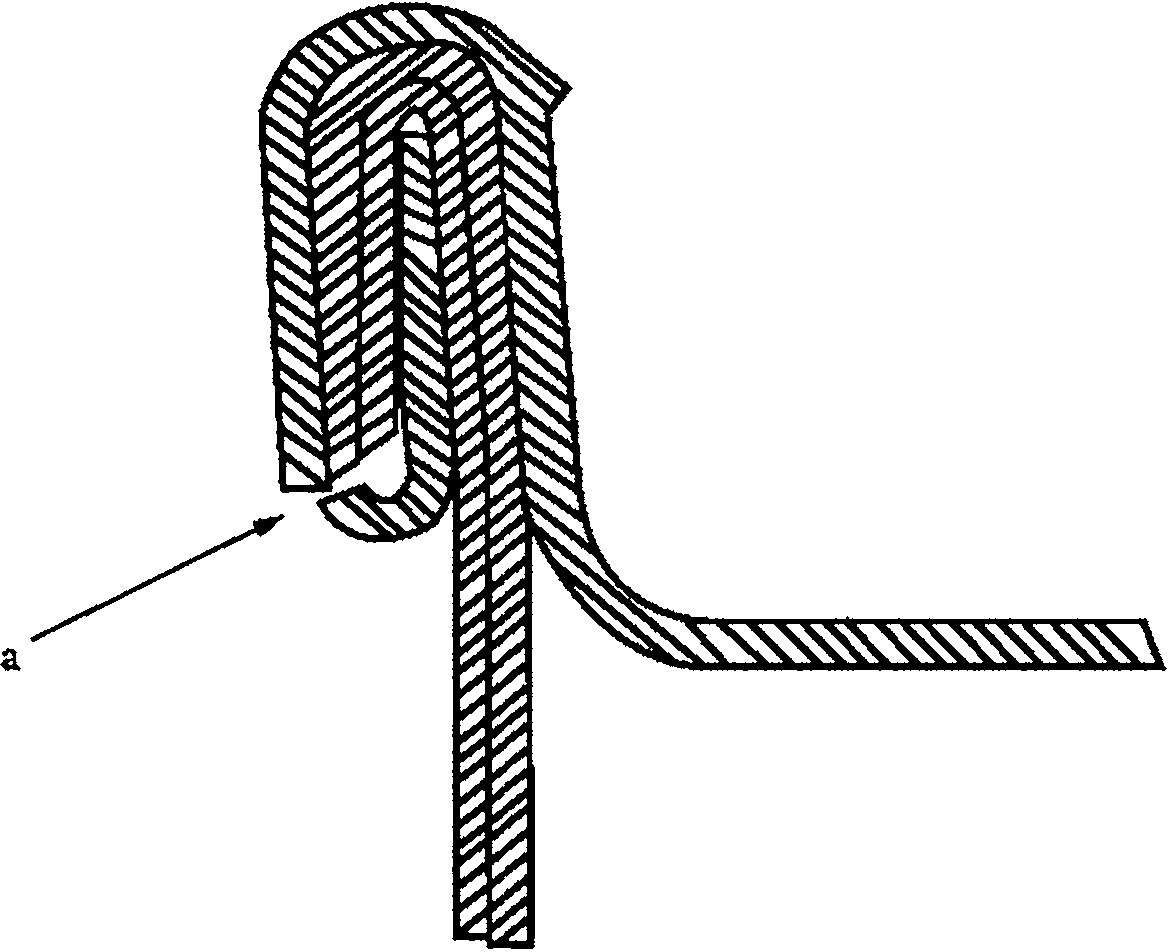
3.3.21 ложный шов (false seam, false seal): Шов или часть шва, который полностью раскрыт и в котором завальцованный крючок крышки (3.2.19) прижат вплотную к завальцованному крючку корпуса.
Примечание 1 — См. рисунок4.
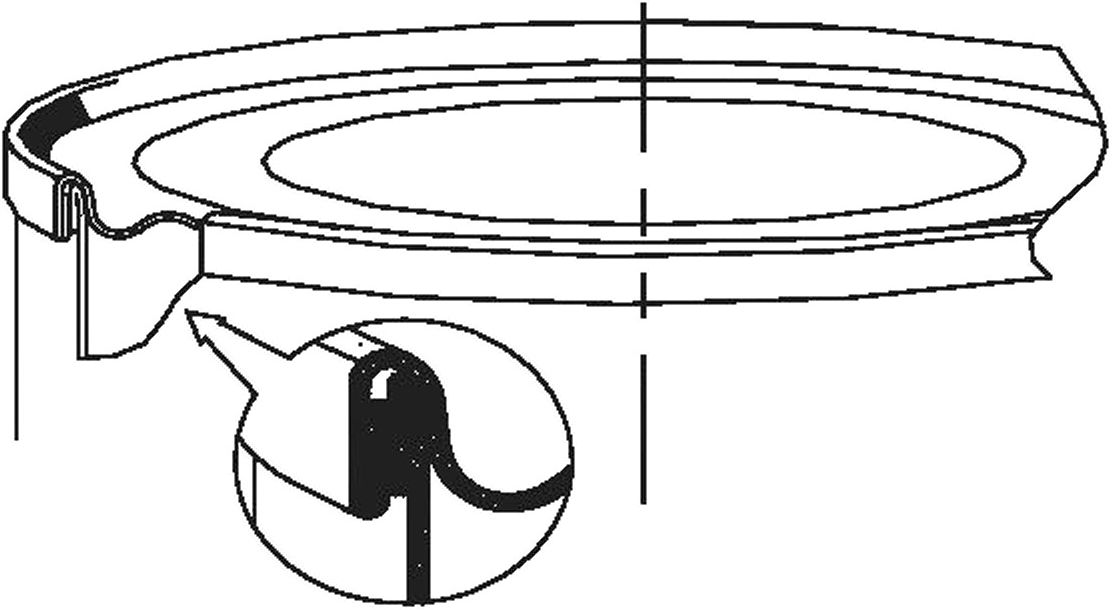
Рисунок 4 — Ложный шов
3.3.22 разорванный шов (cut seam, fractured seam): Дефект шва, при котором происходит разрыв наружного металлического листа из-за плохой опрессовки банок, что обычно происходит в месте сварки корпуса банки.
Примечание 1 — См. рисунок 5.
а Нарушенный.
Рисунок 5 — Разорванный шов; нарушенный шов
6
ГОСТ ISO 24021-1—2024
3.3.23 двойная линия (double line): Линейная вмятина в нижней части двойного шва, где слой металла разорван закаточным роликом.
3.3.24 режущая кромка (lip): Видимая часть в форме язычка у нижнего края завитка, образованная из-за плохой герметизации.
Примечание 1 — См. рисунок 6.
1 — режущая кромка
Рисунок 6 — Режущая кромка
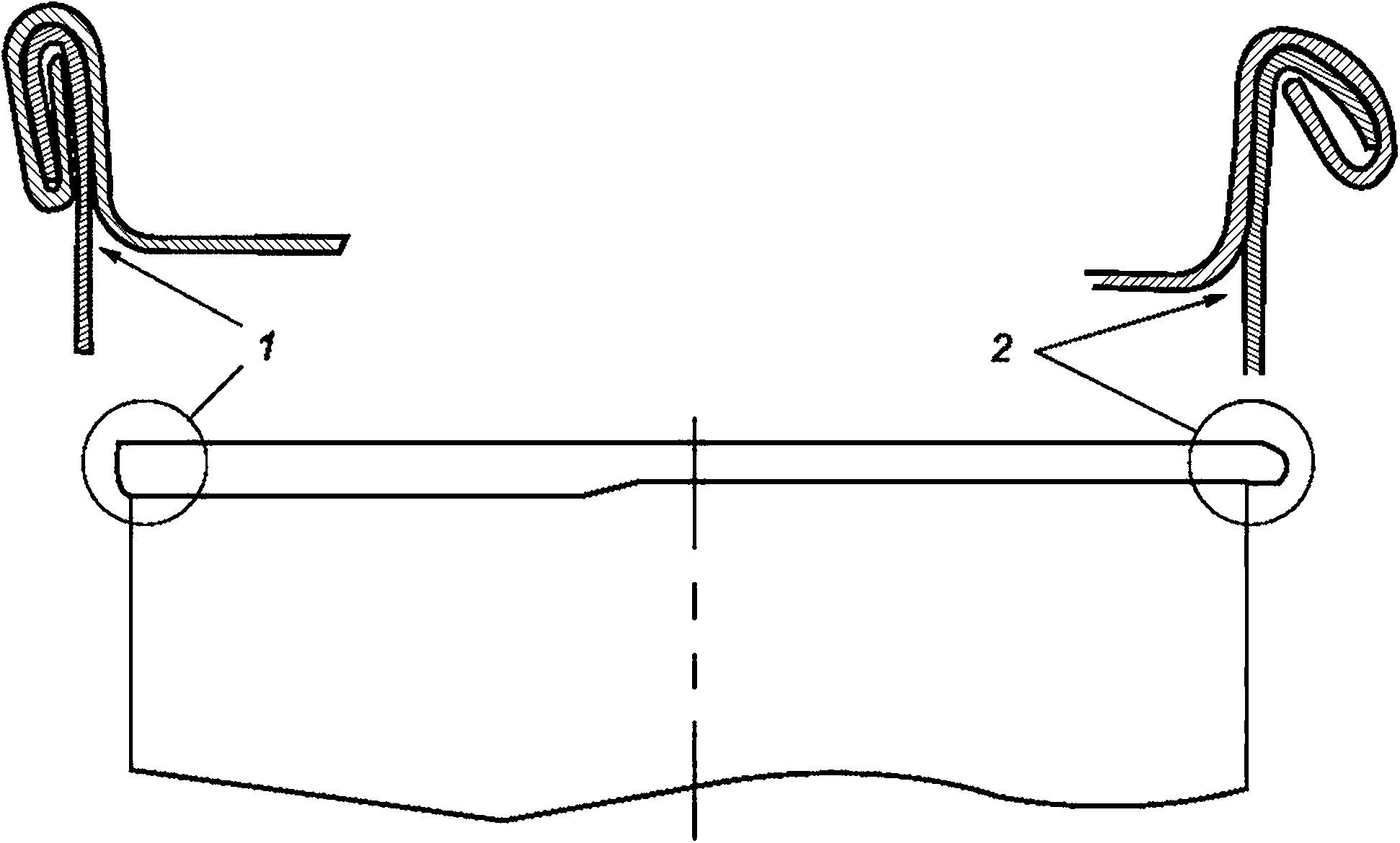
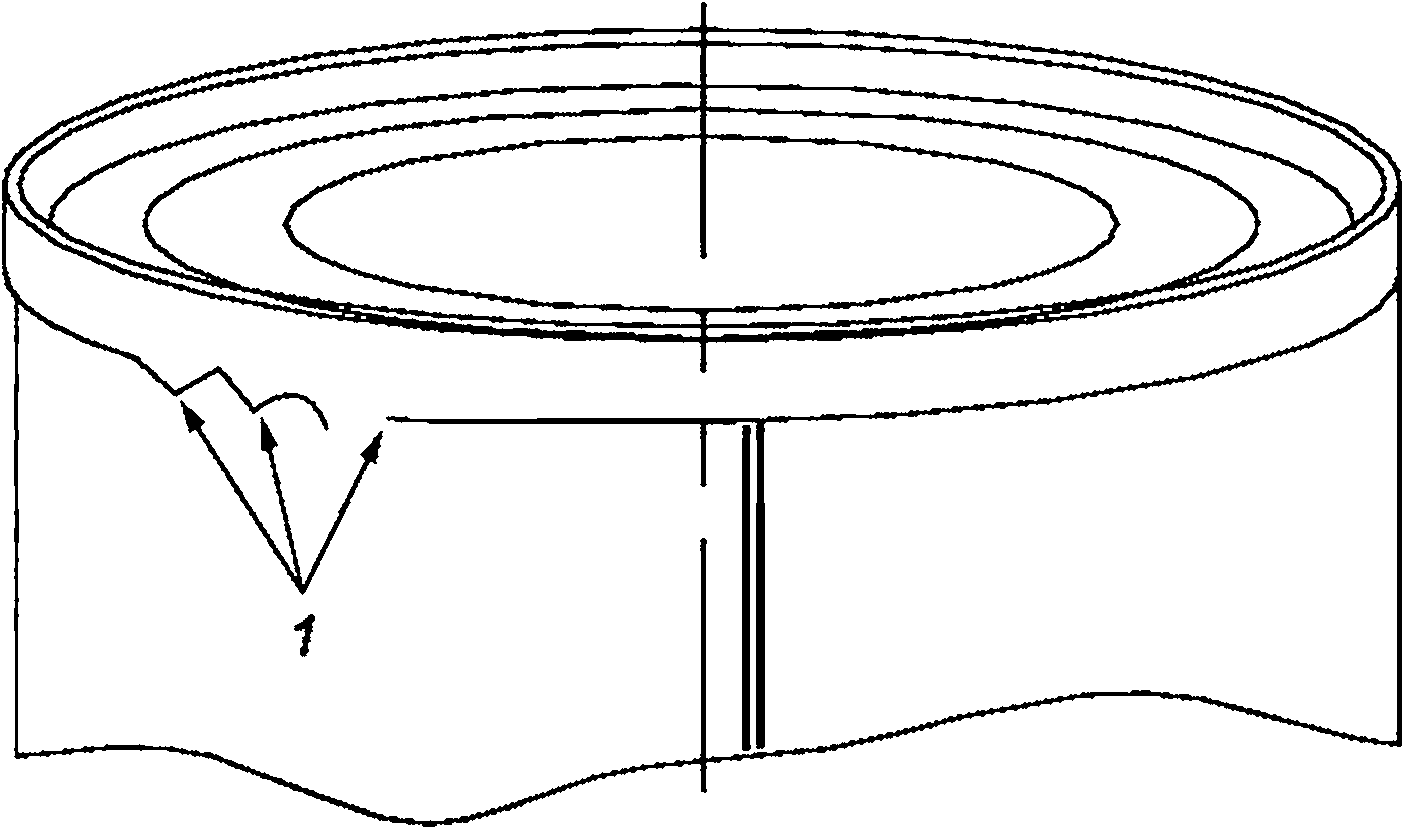
3.3.25 наклон (droop): Металлический язычок, превышающий 20 % ширины загиба в месте шва корпуса банки.
Примечание 1 — См. рисунок 7.
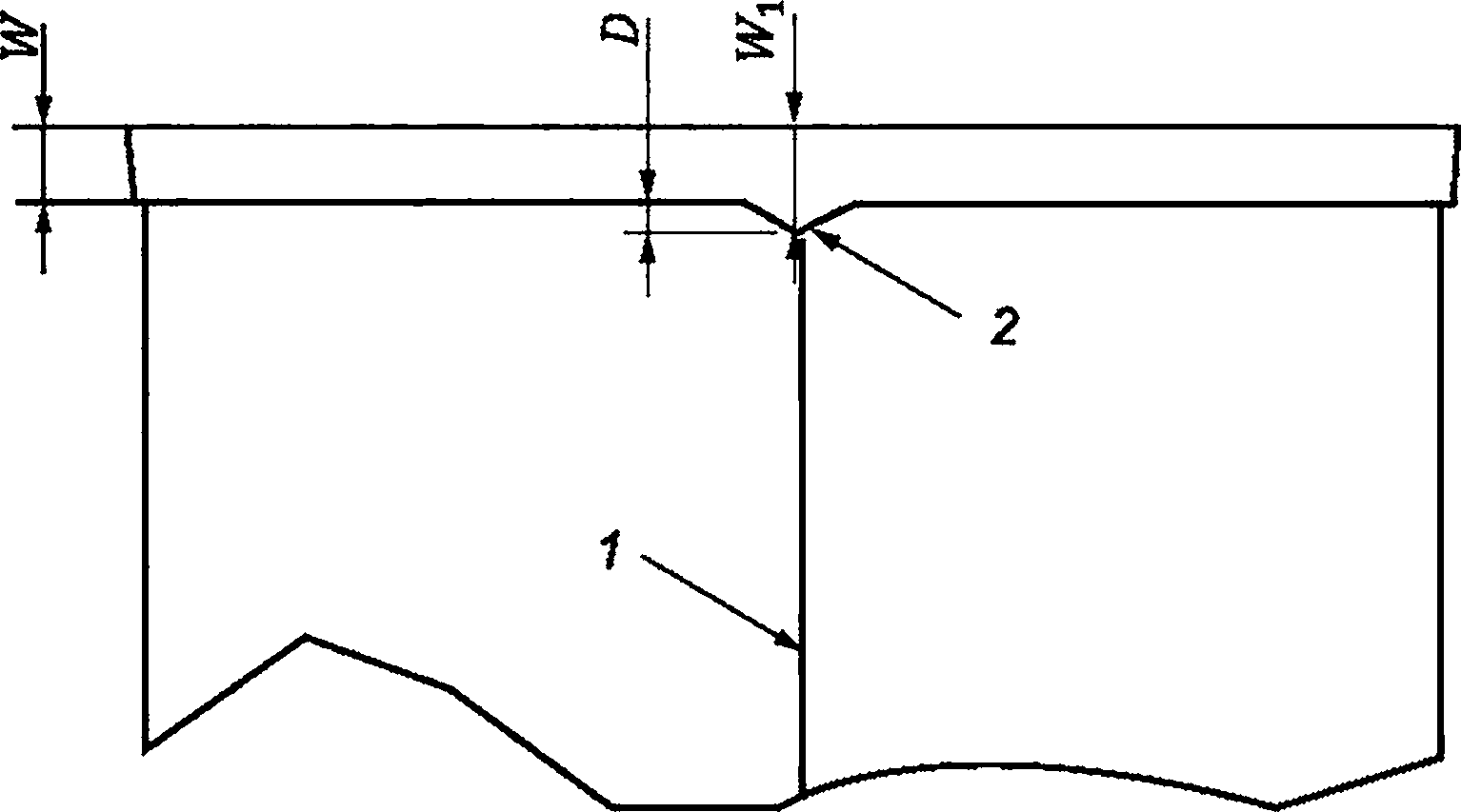
1 — сварной шов; 2 — наклон
Рисунок 7 — Наклон
7
ГОСТ ISO 24021-1—2024
3.3.26 заостренный шов (sharp seam): Острая кромка в верхней внутренней части шва в любой точке вокруг шва.
Примечание 1 — См. рисунок 8.
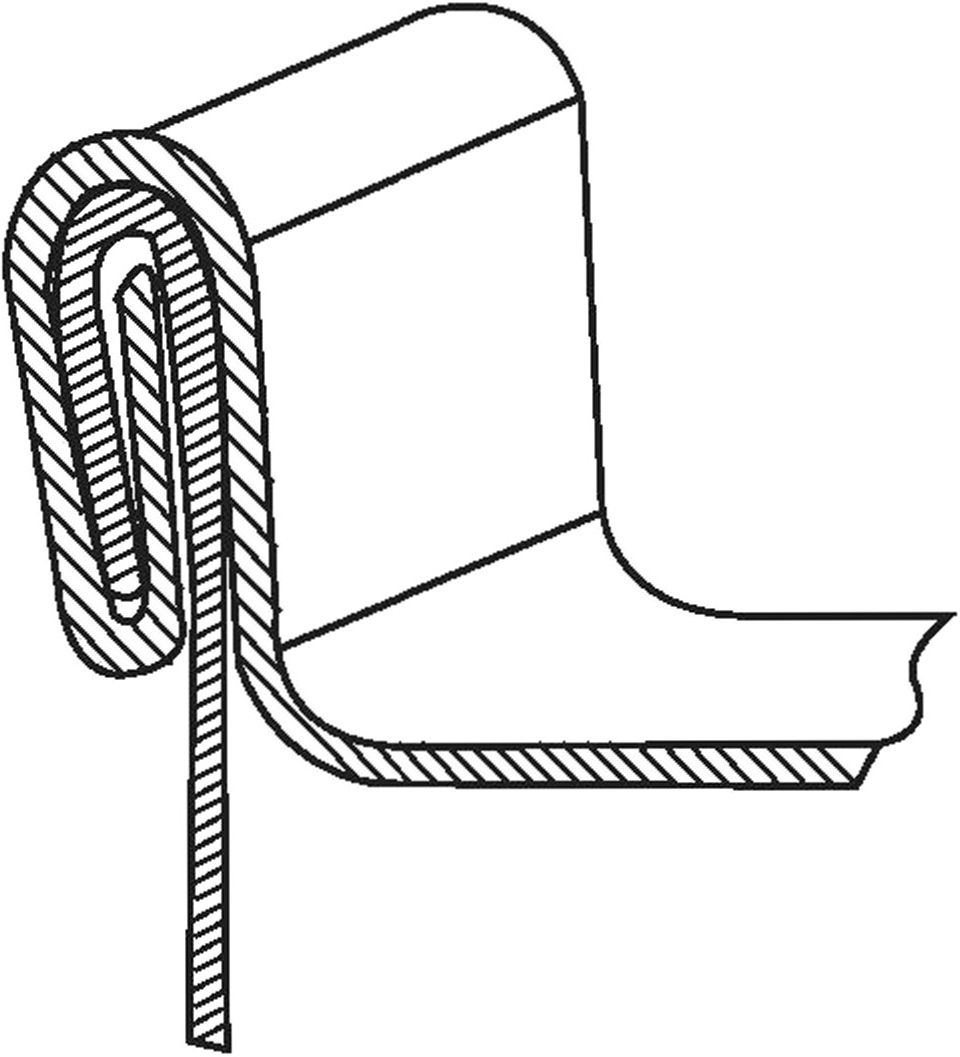
Рисунок 8 — Заостренный шов
3.3.27 иссечение (cut over, fractured seam): Дефект шва, который достаточно острый, чтобы разорвать металл в верхней внутренней части шва.
Примечание 1 — См. рисунок 9.
1
1 — держатель
Рисунок 9 — Иссечение
8
ГОСТ ISO 24021-1—2024
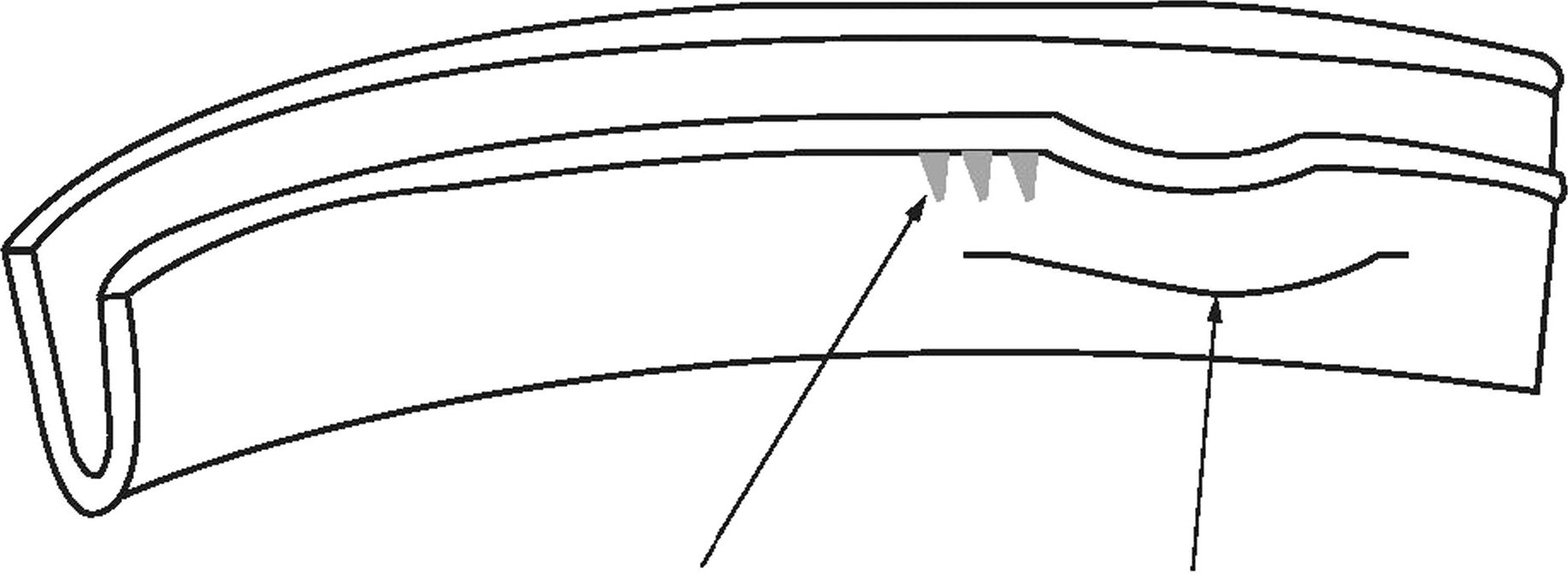
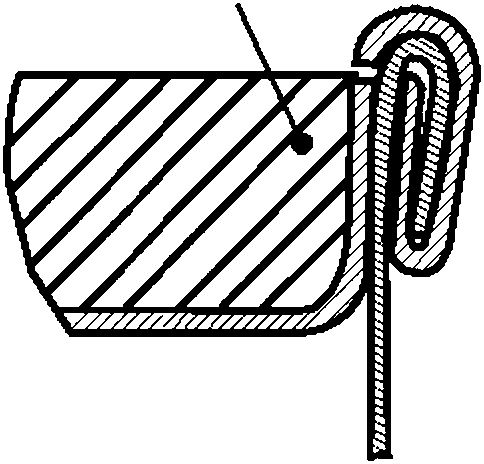
3.3.28 клиновидные вырезы (vee): Один или несколько V-образных выступов под краем двойного шва, образовавшихся на крючке крышки (3.2.19) из-за плохого перекрытия крючка крышки (3.2.19) и крючка корпуса.
Примечание 1 — См. рисунок 10.
1 — клиновидные вырезы
Рисунок 10 — Клиновидные вырезы
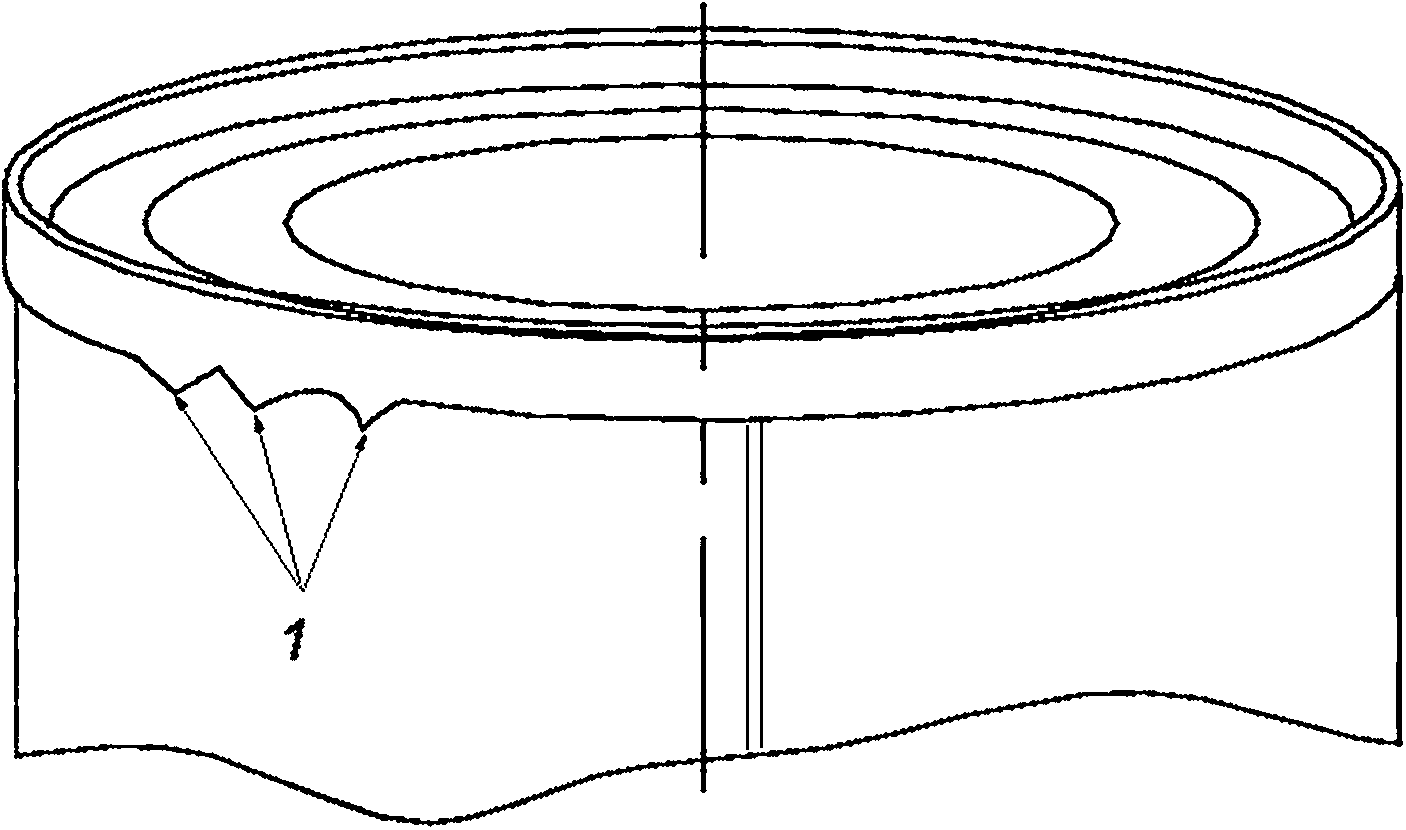
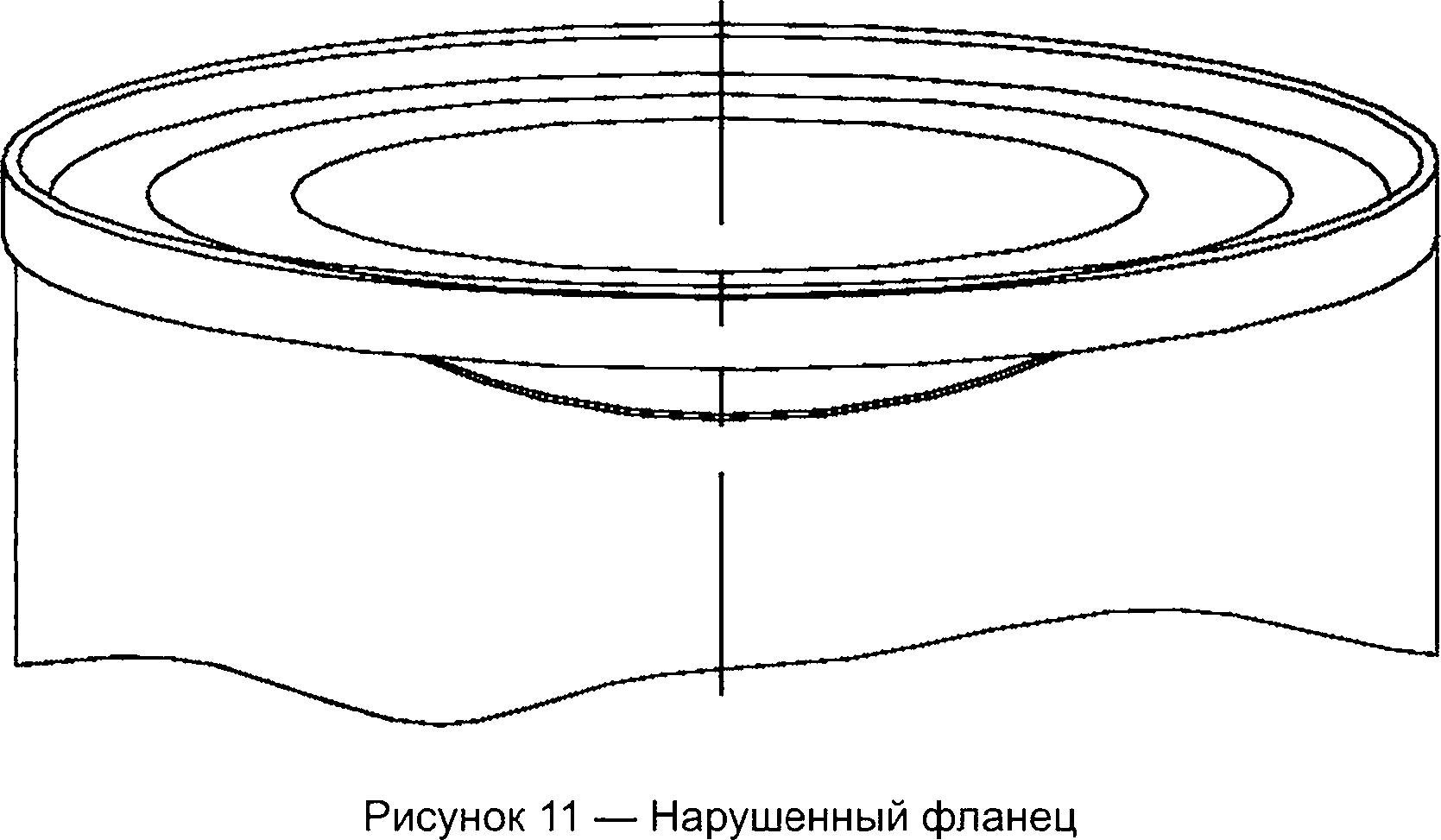
3.3.29 нарушенный фланец (knocked down flange, soft crab): Фланец корпуса, отогнутый к корпусу без зацепления с крючком крышки (3.2.19).
Примечание 1 — См. рисунок 11.
3.3.30 царапина (scratch): Повреждение, вызванное внешним трением или нарушением луженого слоя, лакокрасочной пленки или внешней литографированной этикетки.
3.3.31 выдавливание герметика наружу (external squeezing of compound): Дефект, при котором уплотнительная паста выступает на нижнем краю наружной кромки банок.
3.3.32 выдавливание герметика вовнутрь (internal squeezing of compound): Дефект, при котором уплотнительная паста выступает в обжимной канавке внутри банок.
3.4 Термины, относящиеся к оценке качества и безопасности упаковки с пищевыми продуктами
3.4.1 свободное пространство (head space): Незаполненный объем банки, позволяющий продукту двигаться.
3.4.2 вакуум (vacuum): Разница между давлением воздуха внутри металлической банки для пищевых продуктов и атмосферным давлением снаружи банки.
9
ГОСТ ISO 24021-1—2024
3.4.3 вздутие банки (swollen сап): Дефект, при котором в банке образуется избыточное давление из-за химического воздействия, микробной активности в банке, вызывающей образование газа, или по физическим причинам, так что один или оба конца крышки банки или дно банки, или обе стороны корпуса банки становятся выпуклые.
3.4.4 физическое вздутие банки (physical swollen can false expansion): Дефект, при котором банка вздувается под действием определенных физических факторов, таких как транспортирование, удар, давление или объем наполнения.
3.4.5 химическое вздутие банки (chemical swollen сап): Дефект, при котором образуется газ в результате химической реакции, обычно из-за присутствия кислоты, которая вступает в реакцию замещения с металлом и выделяет большое количество водорода, вызывающее расширение банки.
3.4.6 микробиологическое вздутие банки (microbiological swollen сап): Дефект, при котором в банках образуется газ в результате деятельности микроорганизмов, создается избыточное давление, так что один или оба конца крышки или дна банки, или обе стороны корпуса банки становятся выпуклыми.
3.4.7 низкий вакуум банки (low vacuum сап): Наполненная банка, в которой степень вакуума снижается при хранении, органолептические показатели и значение pH содержимого которой практически не изменяются, и которая по-прежнему соответствует коммерческим требованиям стерильности.
3.4.8 вмятина банки (dented сап): Дефект поверхности банки, заключающийся в значительном смятии и деформации, вызванных внешней силой или чрезмерным вакуумом.
3.4.9 ржавчина банки (rusted сап): Ржавчина, образовавшаяся на наружной поверхности банки в результате коррозии.
3.4.10 протекание банки (leaked сап): Дефект поверхности банки, образовавшийся вследствие дефектов закаточных швов или нарушения целостности из-за механического воздействия, или сквозной коррозии.
3.4.11 прокол, вызванный коррозией (aggressive puncture): Дефект, представляющий собой течь, вызванную концентрированной коррозией внутренней поверхности металлической банки агрессивным содержимым.
3.4.12 коробление (buckle peaking): Дефект, при котором углы дна или крышки приподняты в результате превышения внутреннего давления в банке над внешним давлением при стерилизации или охлаждении, что связано с неправильным проведением процесса стерилизации и охлаждения, или неправильной обработкой некоторых бескостных продуктов из скота и птицы, например, при консервировании, откачивании воздуха и вакуумировании.
3.4.13 коррозия (corrosion): Разрушение металлов вследствие химического или электрохимического взаимодействия их с коррозионной средой.
3.4.14 коррозия внутренней поверхности корпуса банки (corrosion of inner can body): Повреждение внутреннего покрытия банки в результате химической реакции, которая может привести к разрушению металла.
3.4.15 стандартное разрушение покрытия (normal detinning): Медленная коррозия (3.4.13) оловянного покрытия.
Примечание 1 — Это важный процесс в обычных банках для обеспечения электрохимической защиты любых открытых участков стальной основы.
3.4.16 быстрое разрушение покрытия (rapid detinnin): Коррозия (3.4.13), вызванная использованием жести с малой массой оловянного покрытия, или продуктом, который по своей природе является слишком коррозионным или содержит ускорители коррозии.
3.4.17 частичное разрушение покрытия (partial detinning): Коррозия (3.4.13), возникающая в луженой жести с низкой коррозионной стойкостью или при наличии некоторых продуктов с высокой коррозионной активностью, таких как чернослив и грушевый нектар.
3.4.18 питтинговая коррозия* (точечная коррозия) (pitting): Коррозия (3.4.13), возникающая, когда в луженой жести нормальная пара олово/железо меняется на обратную, и железо становится анодным по отношению к олову.
3.4.19 пассивация (passivation): Снижение скорости коррозии с помощью пассивирующего слоя.
* Локальная коррозия, приводящая к образованию полостей, т. е. ямок, развивающаяся преимущественно от поверхности в глубину металла.
10
ГОСТ ISO 24021-1—2024
Примечание 1 — Неполная пассивация может привести к локальной коррозии.
[ISO 8044:2020, 7.3.1]
3.4.20 сульфидное пятно (sulphide stain): Пурпурно-черное пятно сульфида олова, вызванное соединениями серы в пищевых продуктах, вступающими в реакцию с гладкой луженой поверхностью.
3.4.21 сульфид железа (ferric sulphide): Черное вещество, образующееся в результате реакции соединений серы в пищевых продуктах с ионами трехвалентного железа из луженой жести.
3.4.22 отслоение лака (lacquer off): Дефект, при котором краска внутри стенки банки отслаивается из-за коррозии или краска отделилась от металлического листа, но не отвалилась.
3.4.23 круговые следы окисления (circle trace by oxidation): Темные коррозионные круги, образующиеся на стыке поверхности жидкости и внутренней стенки в результате окисления, происходящего в свободном пространстве банки.
3.4.24 кнопка контроля (safety button): Окружность на панели крышки, которая меняется с выпуклой на вогнутую, когда в банке создается вакуум.
3.4.25 натяжение (плотность прижатия) (pull-up): Степень правильной установки еще незакрытой крышки, с которой винтовая крышка плотно прилегает к стеклянной бутылке/банке.
3.4.26 обеспечение надежности (security): Показатель твердости уплотнительной прокладки винтовой крышки.
3.4.27 упаковка для пищевых продуктов (food packaging): Любое изделие, которое будет использоваться для герметизации, защиты, обращения, доставки, хранения, транспортирования и презентации пищевых продуктов.
Примечание 1 — Упаковка для пищевых продуктов может иметь прямой или непрямой контакт с пищевыми продуктами.
Прямой контакт образуют поверхности и материалы, которые непосредственно контактируют с пищевым продуктом, (т. е. физически касаются пищевых продуктов или соприкасаются со свободным пространством над пищевым продуктом) или будут контактировать с пищевыми продуктами при обычном использовании упаковки для пищевых продуктов.
Непрямой контакт образуют поверхности и материалы, непосредственно не контактирующие с пищевыми продуктами при обычном использовании упаковки для пищевых продуктов, при этом существует вероятность перехода веществ из упаковки на пищевой продукт.
Классификация упаковки для пищевых продуктов, прямо или косвенно контактирующей с пищевыми продуктами, должна стать частью соответствующего анализа опасностей.
[ISO/TS 22002-4:2013, 3.7]
3.4.28 легкая металлическая банка, контактирующая с пищевыми продуктами (food contact light gauge metal container): Легкий металлический контейнер толщиной металла не более 0,49 мм при нормальных условиях использования, который уже контактирует или может контактировать с пищевыми продуктами и пищевыми добавками, или где его компоненты могут попасть в пищевые продукты.
3.4.29 опасность, связанная с упаковкой для пищевых продуктов (food packaging hazard): Биологические или химические вещества в составе упаковки для пищевых продуктов или физические факторы, или условия ее использования, способные оказывать воздействие на пищевой продукт, приводящие к неблагоприятным последствиям для здоровья.
[ISO/TS 22002-4:2013, 3.8]
3.4.30 включенные примеси (non-intentionally added substance): Вещество, присутствующее в материалах и изделиях, контактирующих с пищевыми продуктами, но не предназначенное в качестве функционального компонента, включая примеси, поступающие из сырья, продукты разложения, загрязняющие вещества и остатки реакционноспособных промежуточных продуктов, образующихся в процессе производства, продажи и использования.
3.4.31 оттискивание (set-off): Переход веществ с одной стороны материала на другую сторону, контактирующую с пищевым продуктом вследствие контакта между сторонами, а не путем диффузии через материал.
[ISO/TS 22002-4:2013, 3.19, изменено — определение пересмотрено]
3.4.32 миграция (migration): Передача веществ от внешнего источника в пищевой продукт.
[ISO/TS 22002-4:2013, 3.13, изменено — пример исключен]
3.4.33 испытание специфической миграции (specific migration test): Экспериментальные методы определения миграции конкретного вида или типа веществ в материалах и изделиях, контактирующих с пищевыми продуктами.
11
ГОСТ ISO 24021-1—2024
3.4.34 испытание общей миграции (overall migration test): Испытание для определения количества нелетучих веществ, выделяемых из материала или изделия, контактирующих с пищевыми продуктами, в имитаторы пищевых продуктов.
3.4.35 имитатор пищевых продуктов (food simulant): Модельная среда, используемая для имитации пищевых продуктов для испытания на миграцию, которая может точно воспроизводить миграцию материалов и компонентов изделия, контактирующих с пищевыми продуктами, в эти пищевые продукты и которые совместимы с определенными типами пищевых продуктов.
3.4.36 декларация соответствия; DOC (declaration of compliance, DOC): Документ, который подтверждает соответствие требованиям технических условий или регламентам.
Примечание 1 — Иногда этот документ называют сертификатом соответствия (СоС) [certificate of conformance (СоС)].
[ISO/TS 22002-4:2013, 3.5]
3.5 Термины, относящиеся к классификации
3.5.1 банка, открываемая сверху (open-top сап): Жесткий контейнер, изготовленный из легкого металла с максимальной номинальной толщиной материала 0,49 мм, один конец которого после наполнения банки закатывается двойным швом.
3.5.2 обычная жестяная банка (plain tinplate сап): Банка с корпусом из луженой тонкой листовой стали без покрытия или ламинированной пленки на внутренней стенке.
3.5.3 стальная банка с покрытием (coated steel сап): Банка с корпусом из оловянной (хромированной) тонкой листовой стали с покрытием на внутренней стенке, которая используется в качестве банки для упаковки.
3.5.4 банка из ламинированной стали (laminated steel сап): Банка с корпусом из ламинированной стали, которая используется как банка для упаковки.
3.5.5 алюминиевая банка (aluminium сап): Банка с корпусом из алюминиевого сплава, которая используется в качестве банки для упаковки.
3.5.6 цельная банка из двух частей (two-piece сап): Банка, состоящая из двух основных компонентов: корпуса с донышком, которые составляют единое целое, и верхнего конца (крышки).
Примечание 1 — См. рисунок 12.
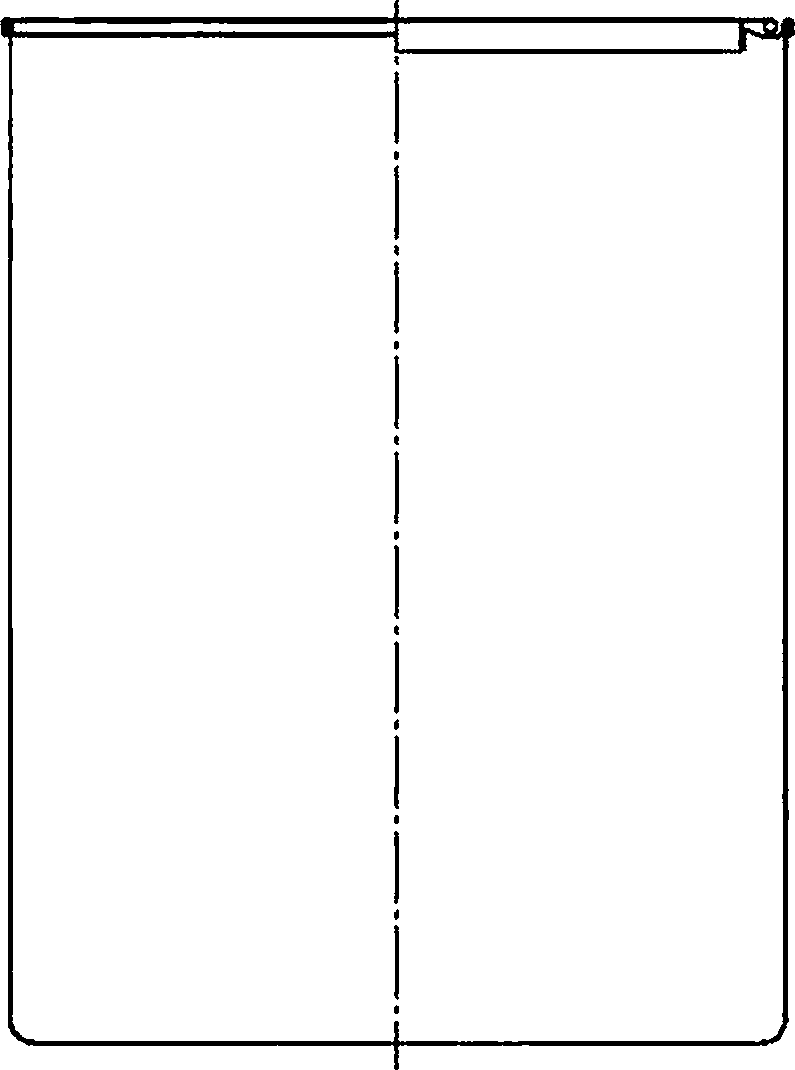
Рисунок 12 — Цельная банка из двух частей
12
ГОСТ ISO 24021-1—2024
3.5.7 сборная банка из трех частей (three-piece сап): Банка, состоящая из трех основных компонентов: корпуса, верхнего конца (крышки) и нижнего конца (донышка).
Примечание 1 — См. рисунок 13.
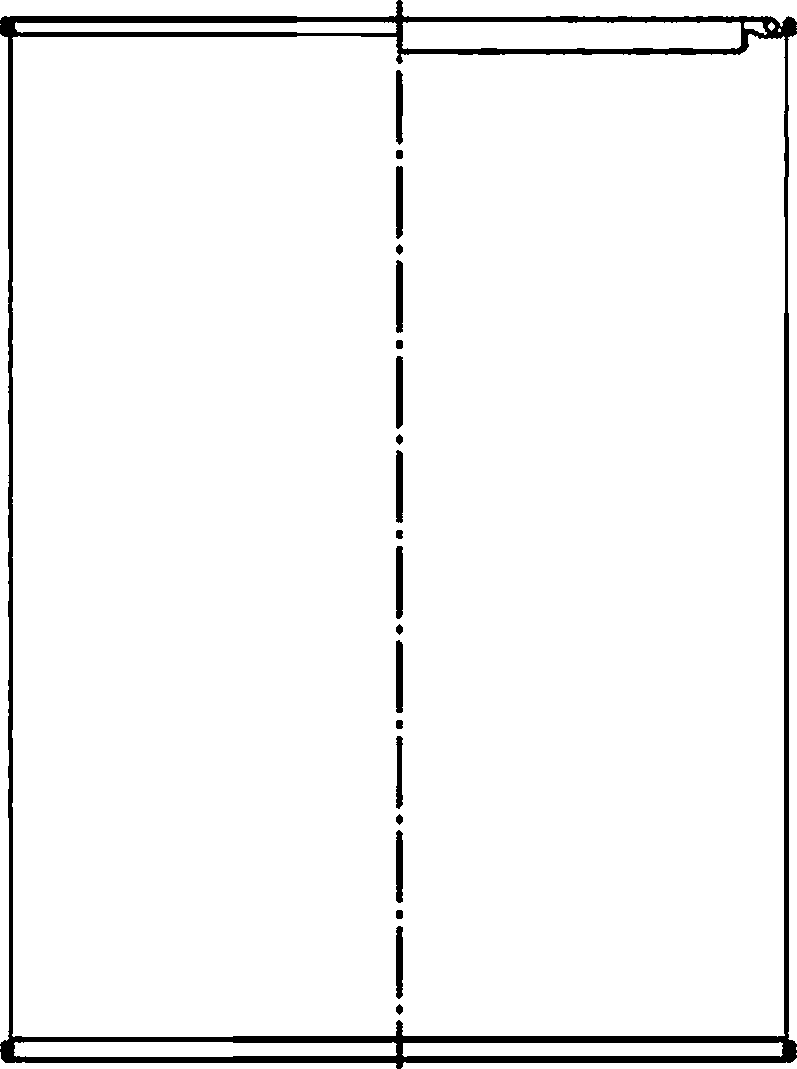
Рисунок 13 — Сборная банка из трех частей
3.5.8 круглая банка (round сап): Банка с круглым поперечным сечением.
Примечание 1 — См. рисунок 14.
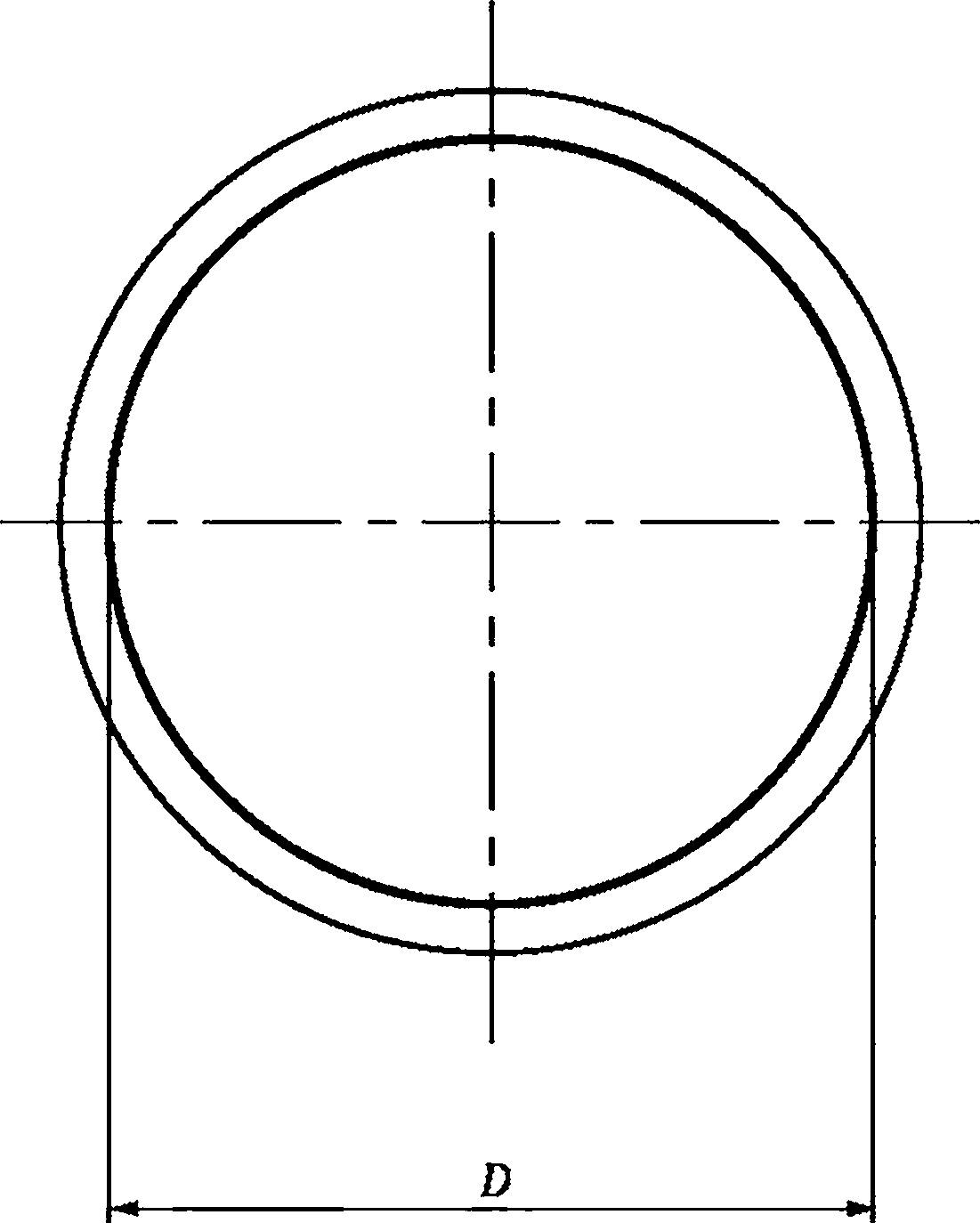
Рисунок 14 — Круглая банка
3.5.9 банка специальной формы (special-profile сап): Банка с корпусом, который изменяется в поперечном сечении для придания определенного профиля.
13
ГОСТ ISO 24021-1—2024
3.5.10 прямоугольная банка (rectangular сап): Банка с прямоугольным или квадратным поперечным сечением.
Примечание 1 — См. рисунок 15.
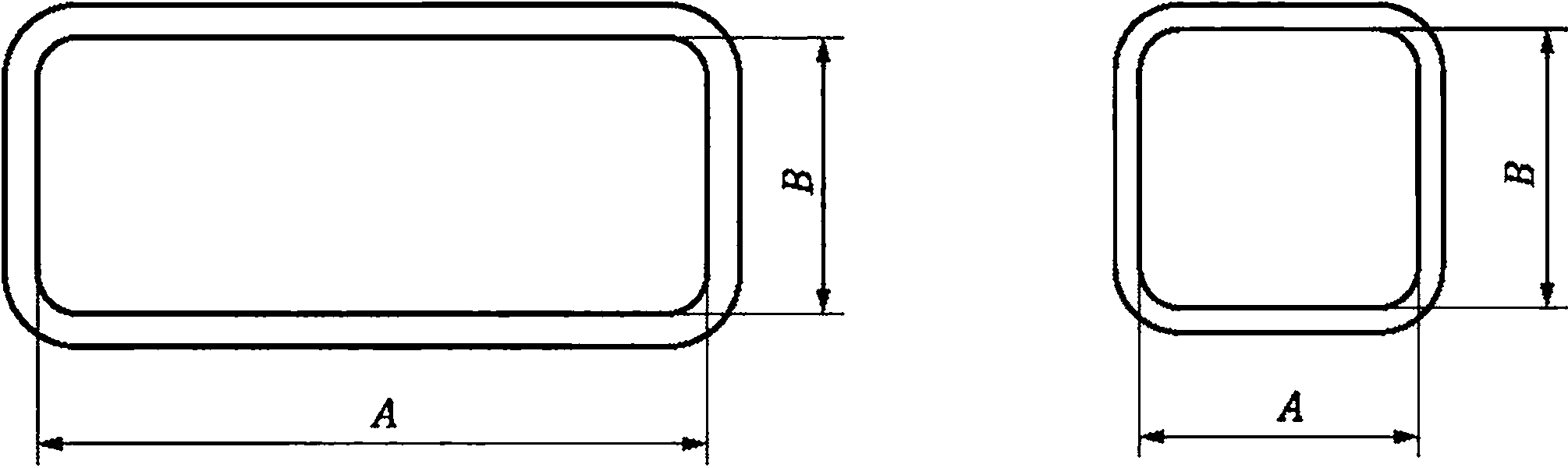
а) Прямоугольное поперечное сечение
Ь) Квадратное поперечное сечение
Рисунок 15 — Прямоугольные банки
3.5.11 трапециевидная банка (trapezoidal сап): Банка с приблизительно трапециевидным поперечным сечением с закругленными углами.
Примечание 1 — Более короткая из параллельных и непараллельных сторон может быть закруглена.
Примечание 2 — См. рисунок 16.
Рисунок 16 — Трапециевидные банки
14
ГОСТ ISO 24021-1—2024
3.5.12 прямоугольная с закругленными сторонами банка (tall-round сап): Банка, в поперечном сечении которой две длинные параллельные стороны и две короткие закругленные стороны.
Примечание 1 — См. рисунок 17.
Рисунок 17 — Прямоугольная банка с закругленными сторонами
3.5.13 овальная банка (oval сап): Банка с овальным поперечным сечением.
Примечание 1 — См. рисунок 18.
Рисунок 18 — Овальная банка
15
ГОСТ ISO 24021-1—2024
3.5.14 подковообразная банка (horseshoe сап): Банка с подковообразным поперечным сечением. Примечание 1 — См. рисунок 19.
Рисунок 19 — Подковообразная банка
3.5.15 банка с рифлением [зигами] (beaded сап): Банка, корпус которой имеет небольшие внутренние и/или наружные периферийные изменения в поперечном сечении.
Примечание 1 — См. рисунок 20.
с
16
а) С наружными изменениями
b) С внутренними изменениями
с) С наружными и внутренними изменениями
Рисунок 20 — Банки с рифлением (зигами)
ГОСТ ISO 24021-1—2024
3.5.16 банка с зауженной горловиной (necked-in сап): Банка, корпус которой уменьшается в поперечном сечении на одном или обоих концах.
Примечание 1 — См. рисунок 21.
а) Две зауженные горловины
Ь) Одна зауженная горловина
Рисунок 21 — Банки с зауженной горловиной
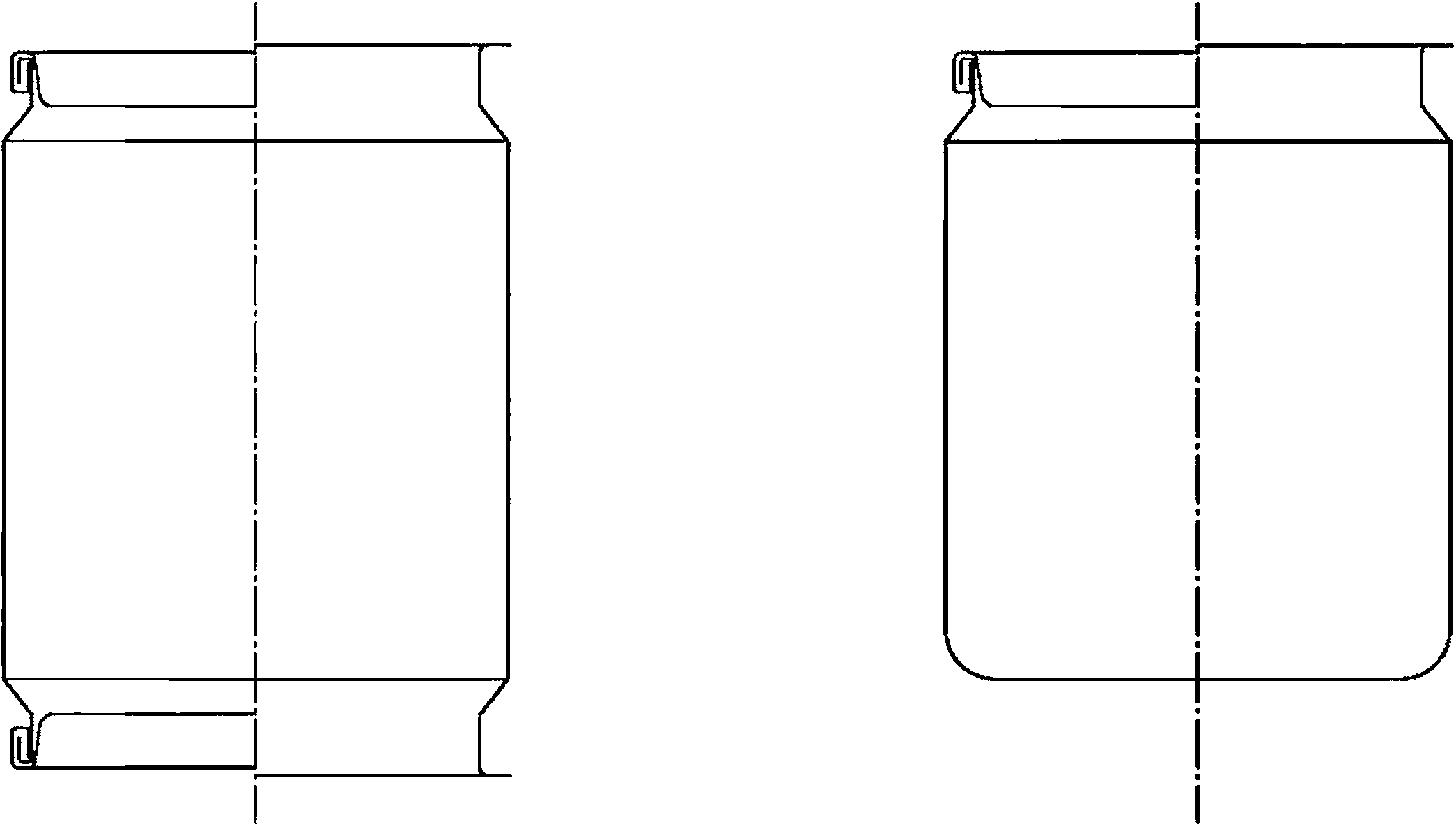
3.5.17 банка с расширенной горловиной (step-sided сап): Банка, корпус которой увеличивается в поперечном сечении на одном конце.
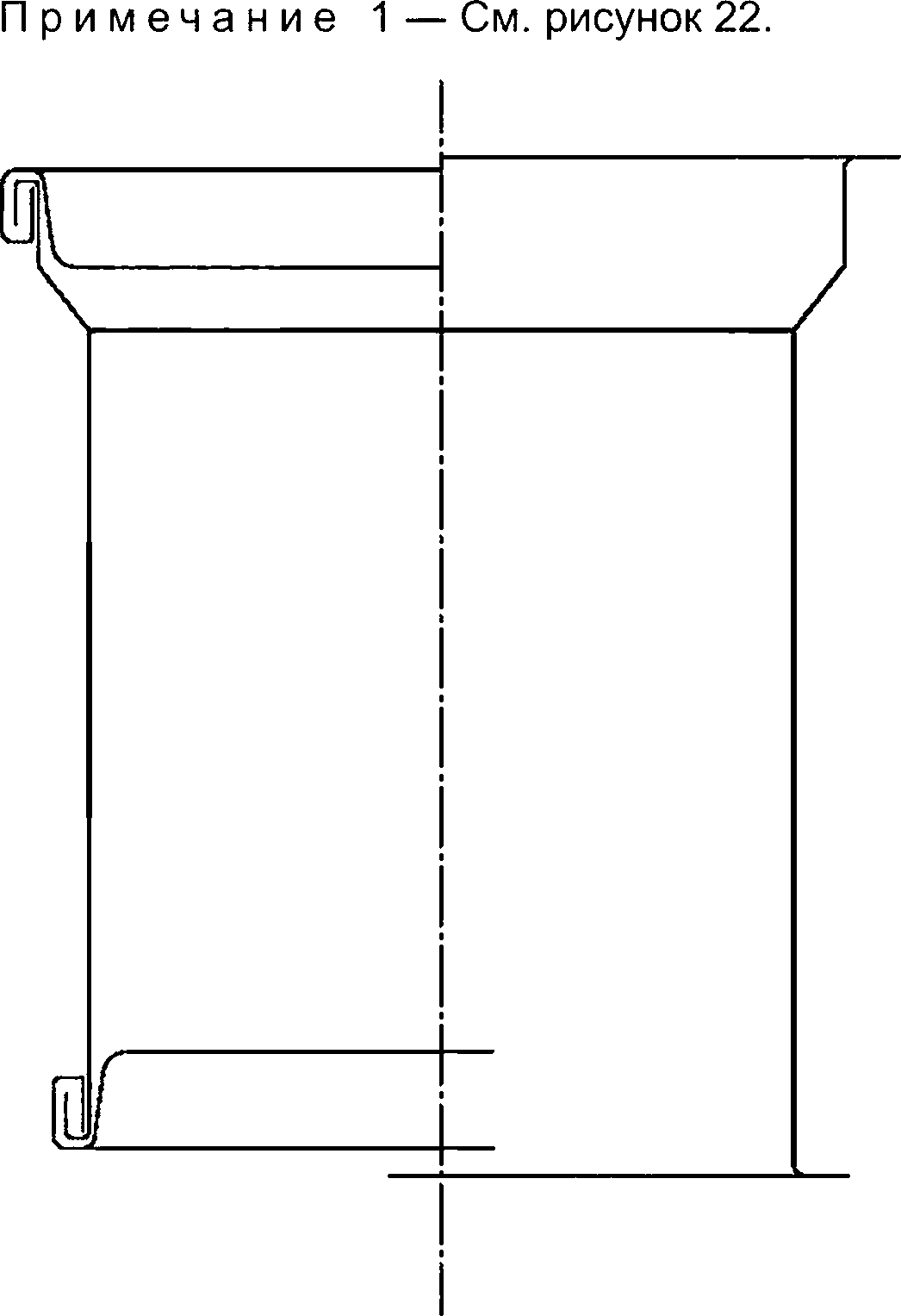
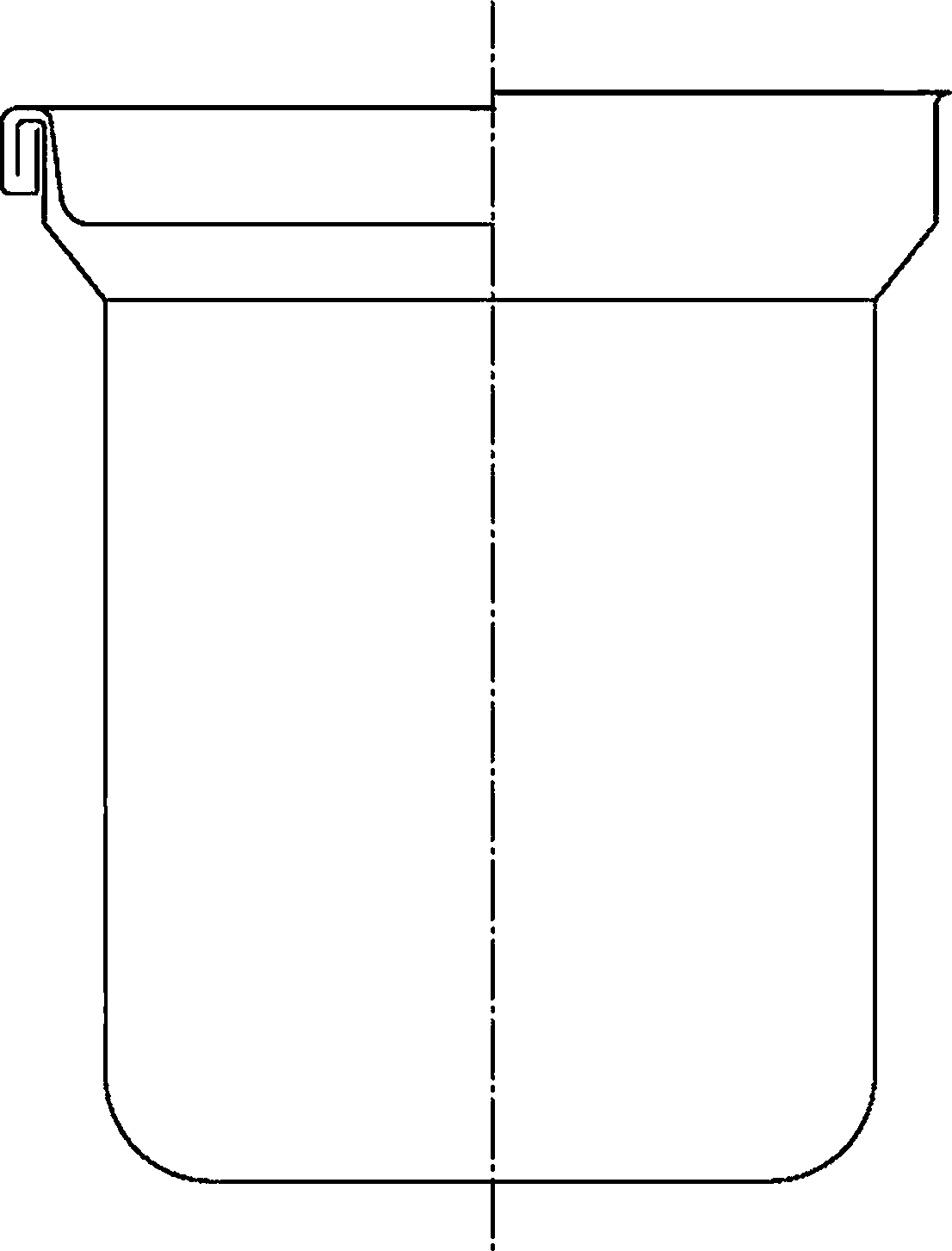
а)
Рисунок 22 — Банки с расширенной горловиной
17
ГОСТ ISO 24021-1—2024
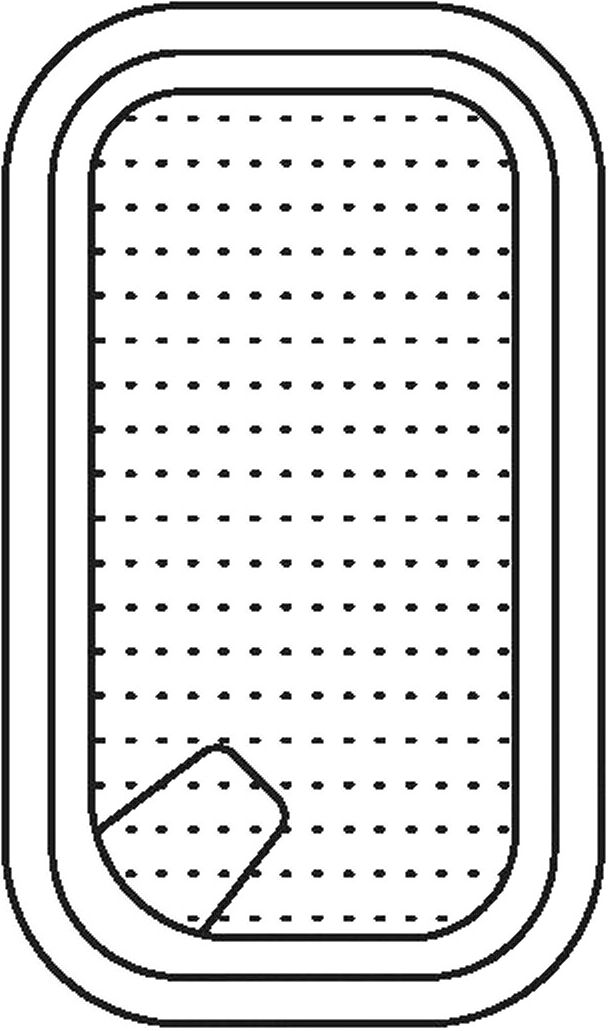
3.5.18 банка с тиснением (embossing сап): Банка, корпус которой имеет тиснение. Примечание 1 — См. рисунок 23.
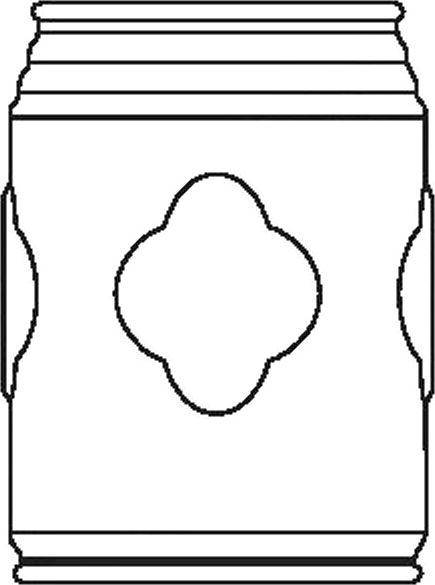
Рисунок 23 — Банка с тиснением
3.5.19 банка с ключом (key-open сап): Банка с предварительно надрезанным верхом и небольшим язычком, который открывает банку с помощью ключа.
Примечание 1 — См. рисунок 24.
Рисунок 24 — Банка с ключом
3.5.20 нижний конец банки (донышко) (can end): Часть банки, надеваемая на корпус банки в процессе закатки, изготовленная из металлической пластины.
Примечание 1 — Концы банок состоят из компенсационных колец, завитка, компаунда и т. д.
3.5.21 крышка жестяной банки (can lid): Часть банки, соединенная швом с корпусом банки в процессе закатки, изготовленная из металлической пластины.
Примечание 1 — Крышка банки состоит из компенсационных колец, завитка, компаунда и т. д.
Примечание 2 — См. рисунок 25.
I
i
Рисунок 25 — Крышка жестяной банки
18
ГОСТ ISO 24021-1—2024
3.5.22 легковскрываемая крышка [конец] (easy-open end): Металлическая крышка банки, с кольцевой или фигурной линией надреза, образующей отрывную полоску или участок, и имеющая язычок, прикрепленный к отрывной полоске или участку для легкого открывания упаковки.
Примечание 1 — См. рисунок 26.
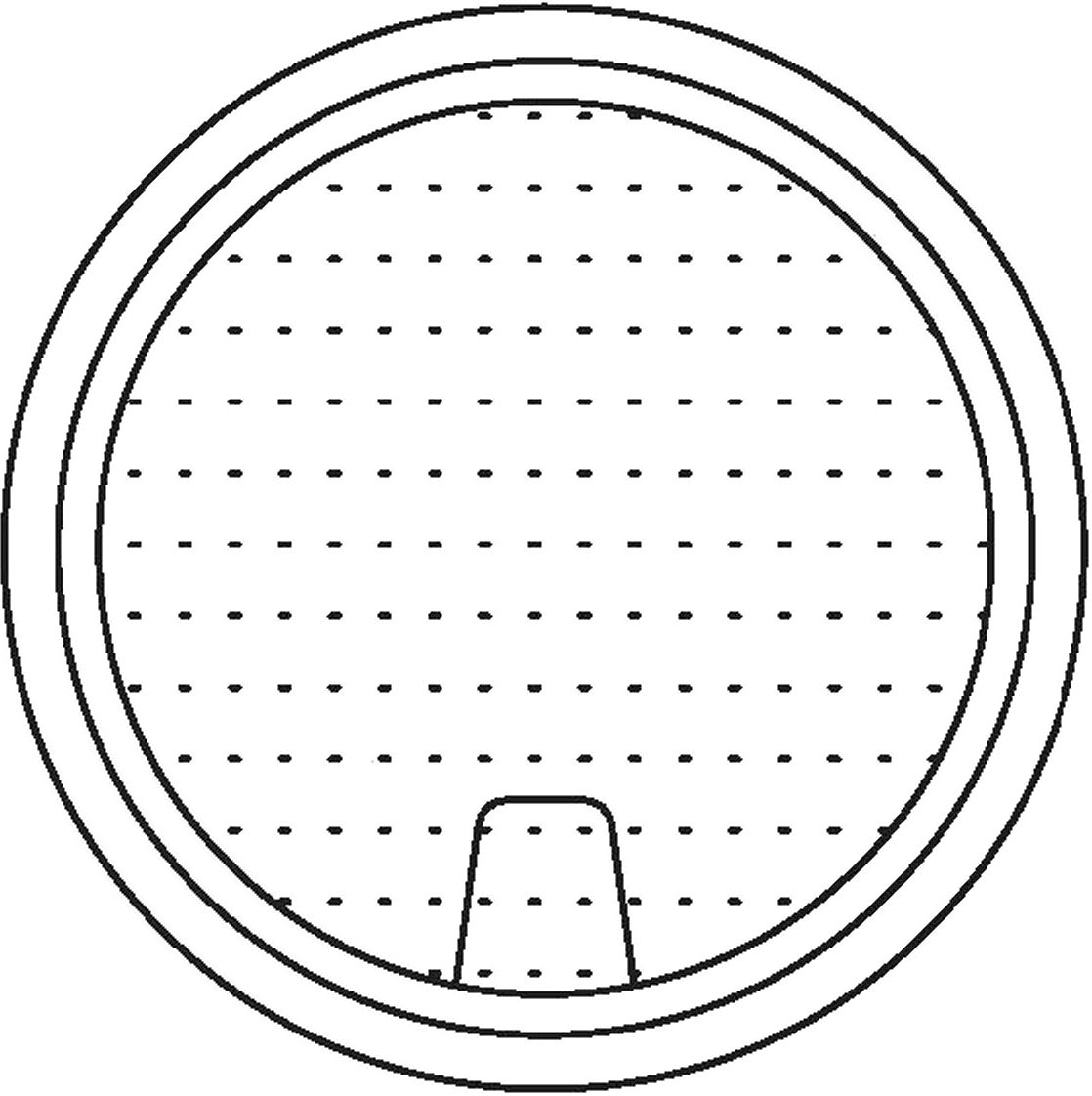
а) Круглая легковскрываемая крышка
Ь) Прямоугольная легковскрываемая крышка
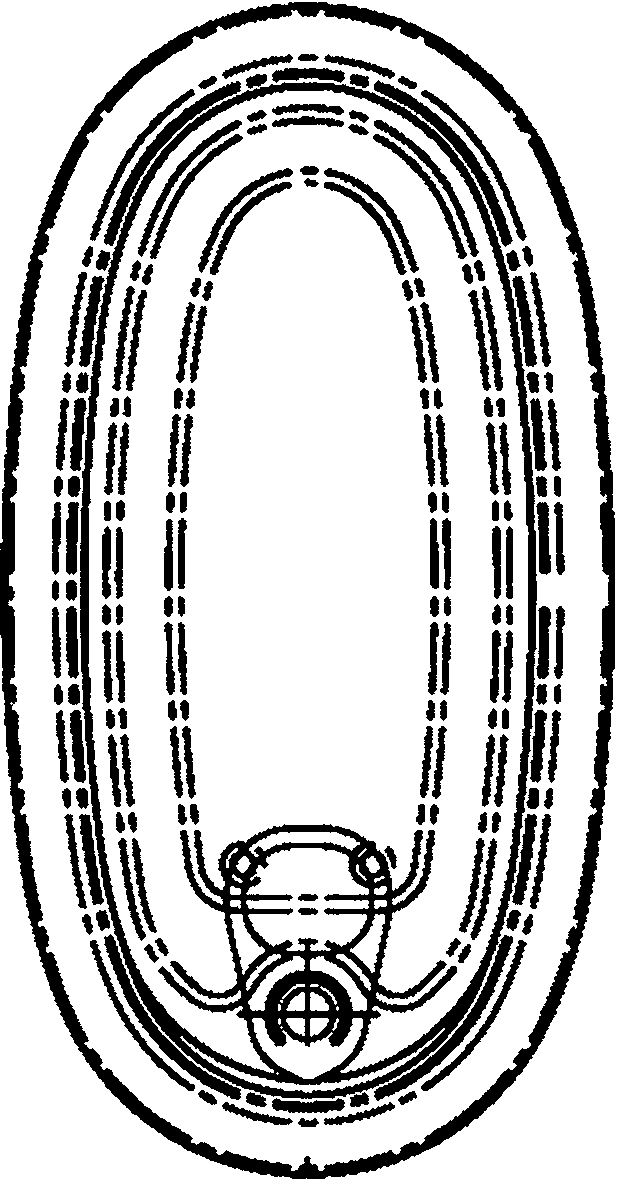
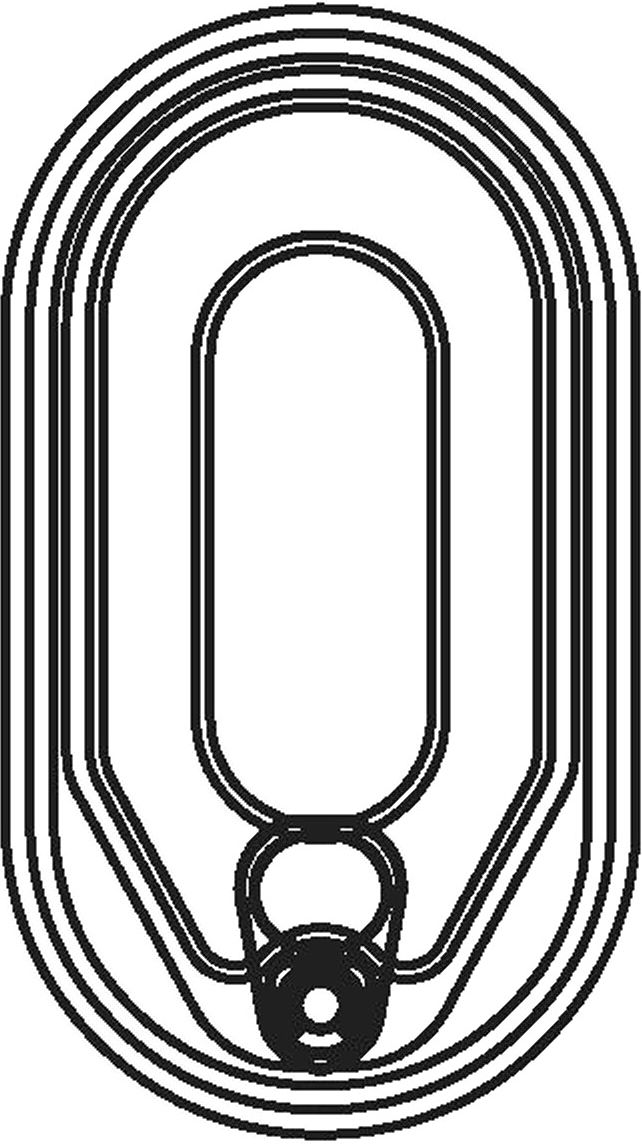
с) Овальная легковскрываемая крышка
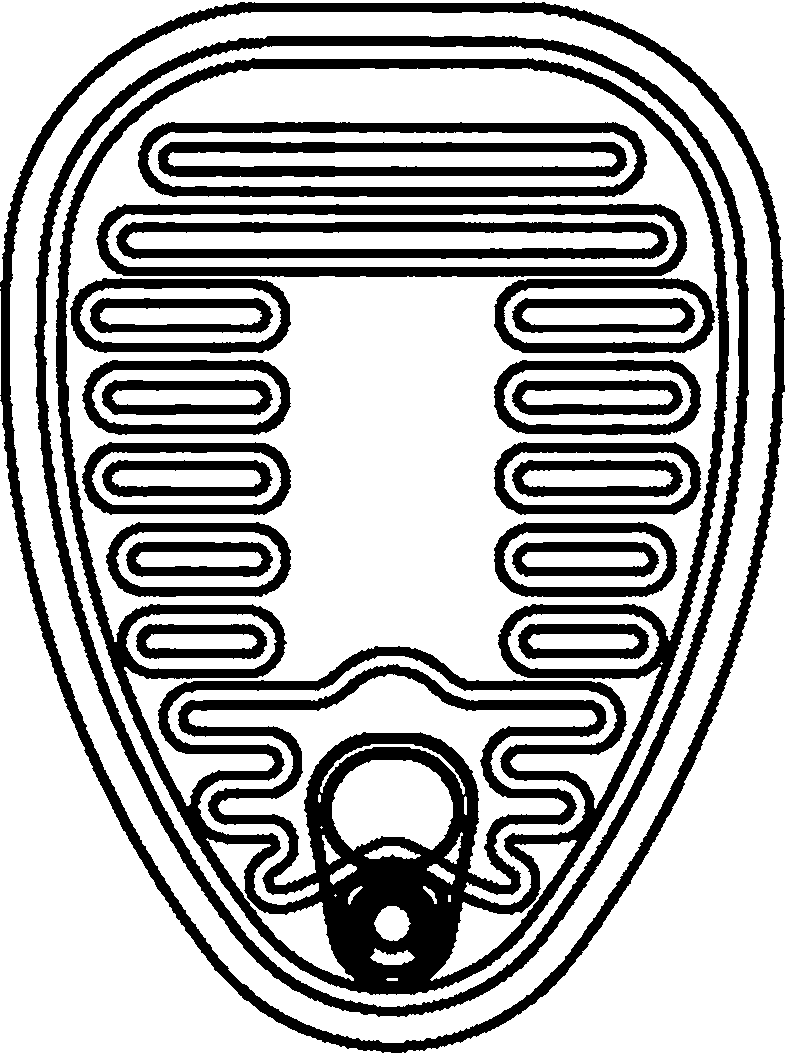
d) Трапециевидная легковскрываемая крышка
е) Прямоугольная легковскрываемая крышка с закругленными сторонами
Рисунок 26 — Легковскрываемые крышки
19
ГОСТ ISO 24021-1—2024
3.5.23 легко отделяемая крышка (peel-off end): Укупорочное средство из алюминиевой фольги или оловянной (хромированной) тонкой листовой стали, с ламинированным алюминиево-пластиковым покрытием, закрепленное по торцевой поверхности, которое можно полностью открыть по линии кольцевого или фигурного надреза.
Примечание 1 — См. рисунок 27.
а) Круглая легко отделяемая крышка
Ь) Прямоугольная легко отделяемая крышка
Рисунок 27 — Легко отделяемая крышка
3.5.24 винтовая крышка (twist-off cap): Металлическая крышка, закрепленная на укупорочном кольце резьбового венчика горловины банки/бутылки и открываемая путем поворота против часовой стрелки на 90°, или закрываемая путем поворота по часовой стрелке.
Примечание 1 — В настоящее время это распространенный тип крышки для стеклянных бутылок.
Примечание 2 — См. рисунок 28.
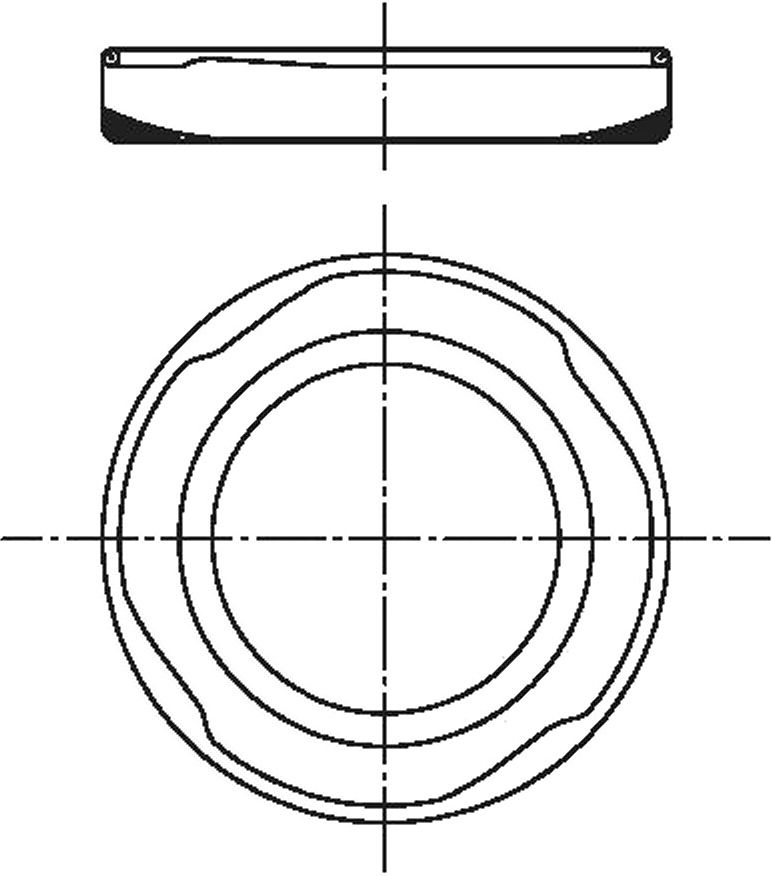
Рисунок 28 — Винтовая крышка
20
ГОСТ ISO 24021-1—2024
3.5.25 прижимная винтовая крышка; ПТ-крышка (press-on twist of cap, PT cap): Металлическая крышка с боковым и верхним закатыванием швов.
Примечание 1 — На внутренней и нижней сторонах крышки имеется уплотнительный компонент для плотного соединения крышки с торцевой поверхностью венчика горловины банки или бутылки.
Примечание 2 — См. рисунок 29.
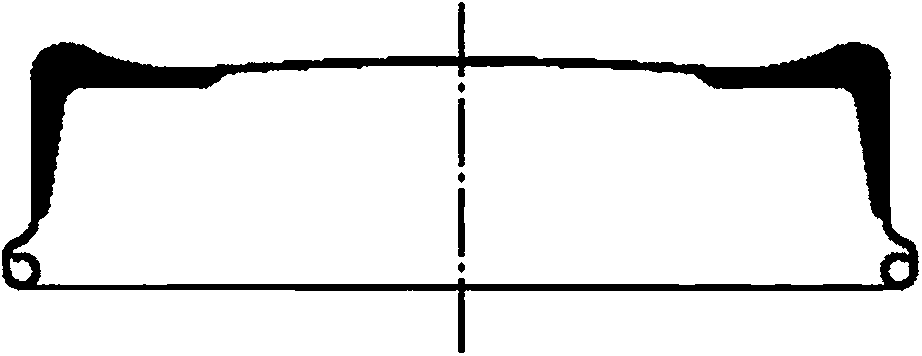
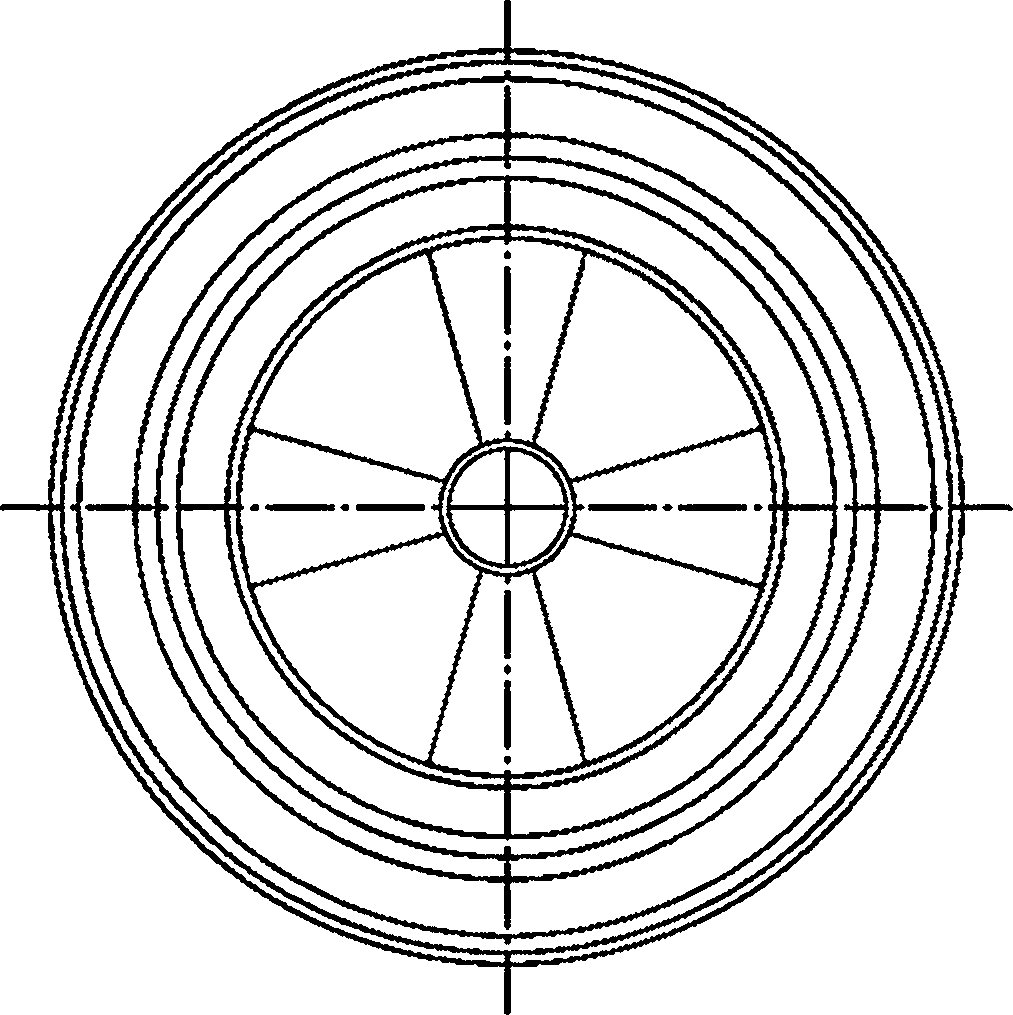
Рисунок 29 — Прижимная винтовая крышка, ПТ-крышка
3.5.26 крышка с кнопкой контроля (safety button cap): Крышка, имеющая небольшую кнопку на торце, которая втягивается в вогнутую форму или форму чаши, если банка для упаковки находится под вакуумом.
Примечание 1 — См. рисунок 30.
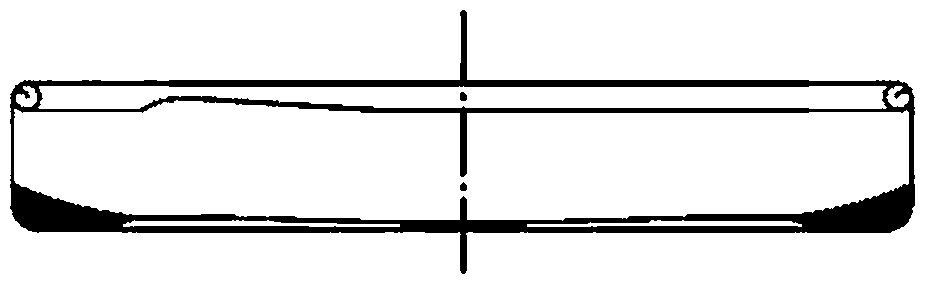
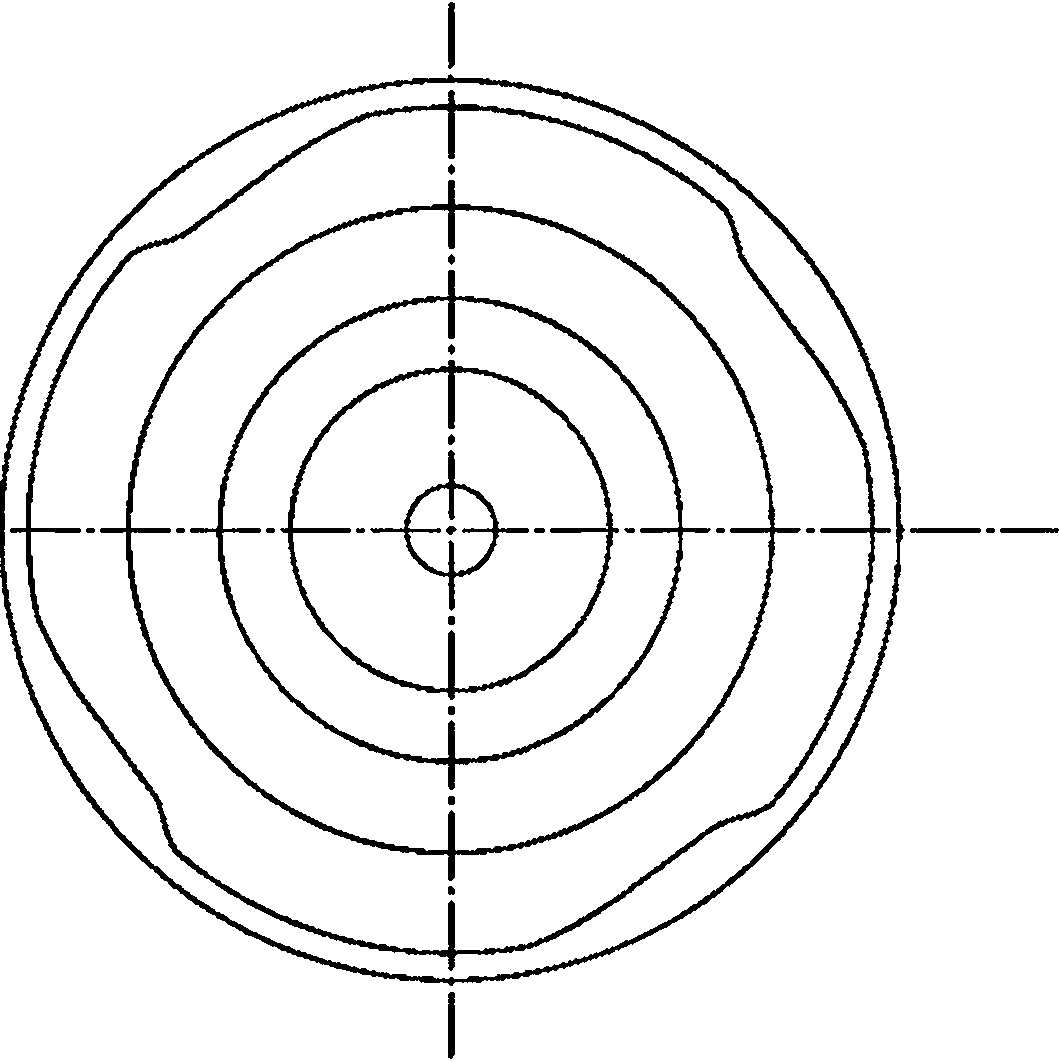
Рисунок 30 — Крышка с кнопкой контроля
21
ГОСТ ISO 24021-1—2024
3.5.27 крышка с непрерывной резьбой (continuous threaded cap): Крышка, штампованная из металлического листа, имеющая форму полной резьбы, которую можно регулировать соразмерно диаметру венчика горловины упаковки.
Примечание 1 — Крышка с внутренней стороны снабжена вкладышем с уплотнительной резиновой прокладкой, которая может использоваться для разных видов упаковки.
Примечание 2 — См. рисунок 31.
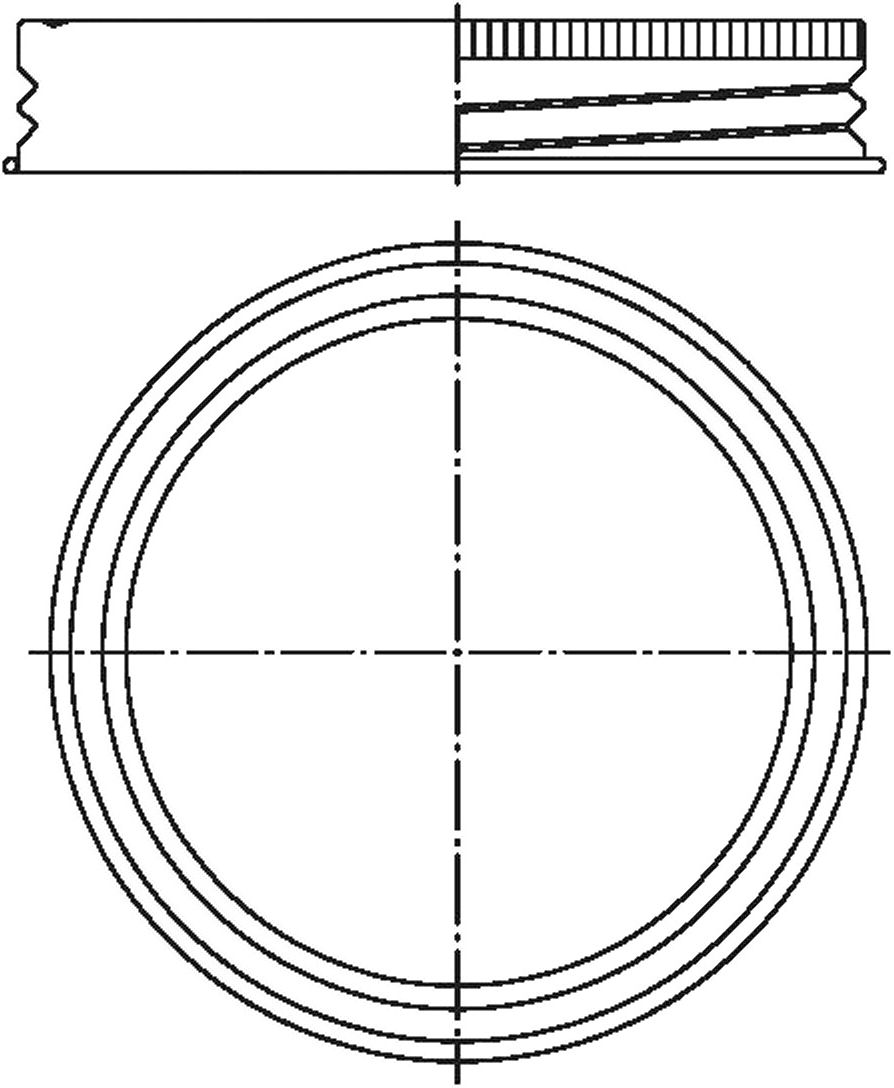
Рисунок 31 — Крышка с непрерывной резьбой
3.5.28 винтовой колпачок с контролем первого открывания; ROPP (roll-on pilfer proof end, ROPP): Колпачок из листового алюминия с печатью и уплотнительной прокладкой, которая охватывает венчик резьбовой горловины для плотного соединения колпачка с торцевой поверхностью венчика горловины бутылки.
Примечание 1 — Колпачок бутылки не может быть восстановлен после открывания. Примечание 2 — См. рисунок 32.
■шиши
Рисунок 32 — Винтовой колпачок с контролем первого открывания
22
ГОСТ ISO 24021-1—2024
3.5.29 кронен-крышка (crown cap): Металлическая крышка корончатой формы с уплотнительным компонентом (уплотнительным элементом или уплотнительной прокладкой, или пробкой-вкладышем) из полимерного материала, закрепляемая по всему наружному периметру укупорочного кольца венчика горловины бутылки.
Примечание! — Она преимущественно используется для упаковки газированных напитков, пивоваренной и другой продукции в бутылках.
Примечание 2 — См. рисунок 33.
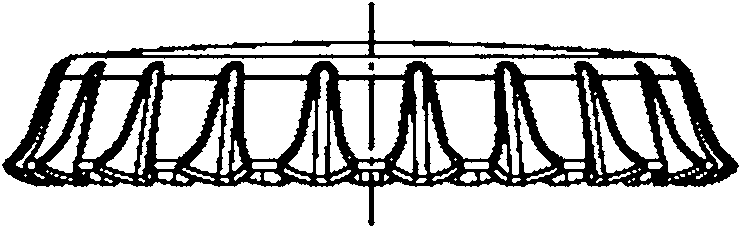
Рисунок 33 — Кронен-крышка
3.5.30 рычажная дискообразная крышка (конец «дисковой рычаг») (penny lever end PAL): Укупорочное средство, используемое в упаковке для сухого молока.
Примечание 1 — См. рисунок 34.
Рисунок 34 — Рычажная дискообразная крышка (конец «дисковой рычаг»)
23
ГОСТ ISO 24021-1—2024
Приложение А (справочное)
Классификация
А.1 Банки, открываемые сверху
Банки, открываемые сверху, включают:
- банки, открываемые сверху, для различного содержимого:
- банки для переработанных пищевых продуктов герметичны для жидкостей и газов, что предотвращает загрязнение содержимого микроорганизмами после обработки;
- газированных напитков;
- банка, открываемая сверху, для сухих продуктов имеет кольцо диафрагмы с двойным швом на верхнем конце и заглушку, которая входит в кольцо, или торцы со снимающимся защитным слоем для сухих продуктов;
- банки, открываемые сверху, изготовленные из различных материалов:
- обычная жестяная банка;
- стальная банка с покрытием;
- банка из ламинированной стали;
- алюминиевая банка.
- банки, открываемые сверху, различной конструкции и формы:
- цельная банка из двух частей;
- сборная банка;
- круглая банка;
- банка специальной формы;
- прямоугольная банка;
- трапециевидная банка;
- прямоугольная с закругленными сторонами банка;
- овальная банка;
- подковообразная банка;
- банка с рифлением (зигами);
- банка с зауженной горловиной;
- банка с расширенной горловиной;
- банка с тиснением;
- банка с ключом.
А.2 Металлические крышки (концы)
Металлические крышки (концы) включают в себя:
- торец банки;
- крышка жестяной банки;
- легковскрываемая крышка;
- легко отделяемая крышка;
- винтовая крышка;
- прижимная винтовая крышка, ПТ-крышка;
- крышка с кнопкой контроля,
- крышка с непрерывной резьбой
- винтовой колпачок с контролем первого открывания;
- кронен-крышка;
- рычажная дискообразная крышка (конец «дисковой рычаг»).
24
ГОСТ ISO 24021-1—2024
Библиография
[1] ISO 6929:2013, Steel products — Vocabulary (Изделия из стали. Словарь)
[2] ISO 8044:2020, Corrosion of metals and alloys — Vocabulary (Коррозия металлов и сплавов. Словарь)
[3] ISO 11949:2016, Cold-reduced tinmill products — Electrolytic tinplate (Прокат, обжатый в холодном состоянии.
Электролитически луженая жесть)
[4] ISO 11950:2016, Cold-reduced tinmill products — Electrolytic chromium/chromium oxide-coated steel (Прокат, обжатый в холодном состоянии. Сталь с покрытием из хрома/оксида хрома, полученным электролитическим методом)
[5] ISO/TS 22002-4:2013, Prerequisite programmes on food safety — Part 4: Food packaging manufacturing (Программы предварительных требований по безопасности пищевой продукции. Часть 4. Производство упаковки для пищевой продукции)
[6] ISO/TR 25901-3:2016, Welding and allied processes — Vocabulary — Part 3: Welding processes (Сварка и родственные процессы. Словарь. Часть 3. Сварочные процессы)
25
ГОСТ ISO 24021-1—2024
УДК 683.531.13:006.354
МКС 55.120
01.040.55
IDT
Ключевые слова: банки, открываемые сверху; крышка жестяной банки; винтовая крышка; легковскрываемая крышка; легко отделяемая крышка; кронен-крышка; винтовой колпачок с контролем первого открывания
Редактор Л.В. Каретникова Технический редактор И.Е. Черепкова Корректор С.И. Фирсова Компьютерная верстка М.В. Малеевой
Сдано в набор 30.05.2024. Подписано в печать 11.06.2024. Формат 60x847s. Гарнитура Ариал. Усл. печ. л. 3,72. Уч.-изд. л. 2,98.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
