ГОСТ ИСО 12306-96
Группа Г16
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПОДШИПНИКИ СКОЛЬЖЕНИЯ
Измерение толщины стенок тонкостенных вкладышей
и тонкостенных сплошных и свертных втулок
Plain bearings. Measurement of wall thickness of thin-walled half-bearings
and thin-walled bushes
ОКС 21.100.10
ОКП 41 8250
Дата введения 1998-01-01
Предисловие
1 РАЗРАБОТАН Российской Федерацией
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (Протокол N 10 от 4 октября 1996 г.)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Белоруссия | Госстандарт Белоруссии |
Республика Казахстан | Госстандарт Республики Казахстан |
Киргизская Республика | Киргизстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикгосстандарт |
Туркменистан | Главная государственная инспекция Туркменистана |
Украина | Госстандарт Украины |
3 Настоящий стандарт представляет собой полный аутентичный текст международного стандарта ИСО 12306-94 "Подшипники скольжения. Измерение толщины стенок тонкостенных вкладышей и тонкостенных сплошных и свертных втулок"
4 Постановлением Государственного комитета Российской Федерации по стандартизации, метрологии и сертификации от 28 мая 1997 г. N 196 межгосударственный стандарт ГОСТ ИСО 12306-96 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1998 г.
5 ВВЕДЕН ВПЕРВЫЕ
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает методы контроля и измерительное оборудование, используемые для измерения общей толщины тонкостенных вкладышей и тонкостенных сплошных и свертных втулок в обработанном виде, в соответствии с ГОСТ ИСО 12301.
Настоящий стандарт не распространяется на термопластичные втулки.
Требования настоящего стандарта являются обязательными.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 27672-88 Подшипники скольжения. Втулки свертные. Размеры, допуски и методы контроля
ГОСТ 28341-89* (ИСО 6864-84) Подшипники скольжения. Тонкостенные фланцевые вкладыши. Размеры, допуски и методы контроля
ГОСТ 28342-89* (ИСО 3548-78) Подшипники скольжения. Тонкостенные вкладыши. Размеры, допуски и методы контроля
________________
* На территории Российской Федерации действует ГОСТ ИСО 3548-2002. Здесь и далее по тексту. - .
ГОСТ 29201-91 (ИСО 4379-93) Подшипники скольжения. Неразъемные втулки из медных сплавов. Размеры и допуски
ГОСТ ИСО 12301-95 Подшипники скольжения. Методы контроля геометрических показателей и показателей качества материалов
3 ОПРЕДЕЛЕНИЯ
В настоящем стандарте применяют следующий термин с соответствующим определением.
3.1 Общая толщина стенки : радиальное расстояние между противоположными точками измерения на поверхности внутреннего и наружного диаметров (рисунок 1).

Рисунок 1 - Общая толщина стенки
4 ОБОЗНАЧЕНИЯ
В настоящем стандарте применяют обозначения и единицы измерения в соответствии с таблицей 1.
Таблица 1 - Обозначения и единицы измерения
Обозначение | Параметр | Единицы измерения СИ |
Расстояние до линии измерения | мм | |
Ширина | мм | |
Наружный диаметр | мм | |
Измерительная нагрузка | Н | |
Количество образцов | - | |
Общая толщина | мм | |
Погрешность измерения (доверительный уровень 95%) | мм | |
Погрешность измерения измерительного оборудования | мм | |
Разность между первым и вторым измерениями | мм | |
Среднее арифметическое | мм | |
Среднее квадратическое отклонение | мм | |
Среднее квадратическое отклонение | мм |
5 ЦЕЛЬ КОНТРОЛЯ
Необходимо соблюдать допуски на толщину стенки по ГОСТ 27672, ГОСТ 28341, ГОСТ 28342 и ГОСТ 29201 для того, чтобы гарантировать заданный зазор подшипника и, следовательно, эффективность эксплуатации узла подшипника скольжения.
6 МЕТОДЫ КОНТРОЛЯ
6.1 Принцип измерения
Для определения минимальной толщины стенки калибровочная ось измерительной головки должна быть расположена в радиальном направлении и под прямым углом к наружной поверхности испытуемого образца.
Измеренные значения фиксируют путем единичного (отдельного) измерения или суммой измерений в соответствии с рисунком 2.
|
|
а) Единичное (отдельное) измерение | б) Сумма измерений |


Рисунок 2 - Принцип измерения толщины стенки
Наличие смазочных отверстий, масляных карманов, масляных канавок, отметок или специальных фасок может потребовать отклонения от линий и точек измерения, оговоренных ниже, и подлежит отдельному согласованию.
Любую толщину стенок, не соответствующую заданным значениям вследствие производственного процесса из-за деформации основы вкладыша (втулки) в месте маркировки или в местах свертных втулок, не несущих нагрузку, определяют отдельно.
6.2 Метод линейного измерения по окружности
Непрерывное измерение толщины стенки по окружности проводят по линиям измерения в соответствии с рисунком 3 и таблицей 2.

Рисунок 3 - Положение линий измерения
Таблица 2 - Расстояния до линии измерения
Ширина В | Расстояние до линии измерения* | Число линий измерения |
|
| 1 |
15 | 4 | 2 |
50 | 6 и | 3 |
| 8 и | 3 |
* Каждое расстояние до линии измерения | ||
6.3 Метод линейного измерения в осевом направлении
Непрерывное измерение толщины стенки в осевом направлении проводят по линиям измерения соответствии с рисунками 4 и 5 для ширины
50 мм и наружного диаметра
150 мм.
При значениях 50 мм и
150 мм метод измерения подлежит согласованию между изготовителем и заказчиком.
6.3.1 Вкладыши (рисунок 4)

Рисунок 4 - Трехлинейная схема измерения для вкладышей при 150 мм
6.3.2 Втулки (рисунок 5)
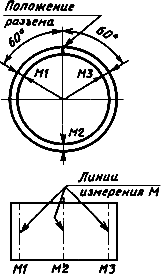
Рисунок 5 - Трехлинейная схема измерения для неразъемных или свертных втулок при 150 мм
Данный метод измерения может быть использован для неразъемных и свертных втулок шлифованного или калиброванного типа.
6.4 Метод точечного измерения
Последовательное измерение по точкам толщины стенки проводят в соответствии с рисунками 6-8 для ширины 90 мм и наружного диаметра
150 мм.
При значениях 90 мм и
150 мм метод измерения подлежит согласованию между изготовителем и заказчиком.
Расстояние до линии измерения определяют по таблице 2.
6.4.1 Вкладыши (рисунки 6-8)
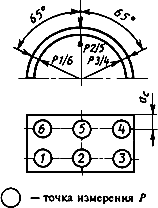
Рисунок 6 - Шеститочечная схема измерения для вкладышей при 50 мм и
80 мм

Рисунок 7 - Десятиточечная схема измерения для вкладышей при 50 мм и
150 мм
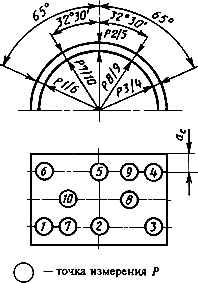
Рисунок 8 - Десятиточечная схема измерения для вкладышей при 90 мм и
150 мм
6.4.2 Втулки (рисунок 9)

Рисунок 9 - Трех- или шеститочечная схема измерения для неразъемных
или свертных втулок при 150 мм
Данный метод измерения может быть использован для неразъемных и свертных втулок шлифованного или калиброванного типа.
7 ТРЕБОВАНИЯ К ИЗМЕРИТЕЛЬНОМУ ОБОРУДОВАНИЮ ПРИ КОНТАКТНОМ МЕТОДЕ
7.1 Радиус для измерения наружной поверхности
Радиус измерительного щупа измерительных головок, расположенных снаружи, должен составлять (1,5±0,2) мм.
7.2 Радиус для измерения внутренней поверхности и измерительная нагрузка
Радиус измерительного щупа, расположенного напротив устройства, или измерительной головки на внутренней стороне и измерительную нагрузку определяют в зависимости от наружного диаметра подшипника и материала подшипника в соответствии с таблицей 3.
Таблица 3 - Радиус для измерения внутренней поверхности и измерительная нагрузка
Наружный диаметр | Радиус для измерения внутренней поверхности | Измерительная нагрузка измерительного щупа* | |
Металл | Пластик | ||
| 1,5±0,2 | 1,5±0,2 | 0,6-2,0 |
10 | 3,0±0,2 | 3,0±0,2 | |
25 | 3,0±0,2 | 5,0±0,2 | |
| 5,0±0,2 | 5,0±0,2 | |
* Для металлической или пластиковой внутренней поверхности | |||
7.3 Характеристики точности
Выбор измерительного оборудования и измерительных щупов зависит от метода измерения и допуска на толщину стенки испытываемого образца.
Предельные погрешности измерения измерительного оборудования определяют по таблице 4.
Таблица 4 - Предельные погрешности измерения для измерительного оборудования
Наружный диаметр | Погрешность измерения измерительного оборудования |
| 0,002 |
80 | 0,003 |
150 | 0,004 |
Погрешность измерения определяют в соответствии с 8.1.
8 ПОВЕРКА ИЗМЕРИТЕЛЬНОГО ОБОРУДОВАНИЯ
Погрешности измерения измерительного оборудования поверяют в сроки, установленные заказчиком, с учетом типа оборудования и опыта предыдущих поверок.
8.1 Определение погрешности измерения (приложение Б)
Измеряют двадцать четыре втулки или вкладыша дважды (после каждого ввода образца) при одинаковых условиях (тот же экспериментатор, то же измерительное оборудование, то же место контроля и те же интервалы времени).
По разности между двумя измерениями, определяемыми с соответствующими знаками, вычисляют среднее квадратическое отклонение
(вычисляют на ЭВМ) по формуле
 . (1)
. (1)
При условии, что значения определяют из нормального распределения и что рассматривается как достаточно точно оцененное значение для среднего квадратического отклонения
партии, случайную составляющую погрешности измерения
для отдельного результата, полученного с помощью данного измерительного инструмента, вычисляют (для доверительного уровня 95%) по формуле
![]() . (2)
. (2)
Значение сравнивают со значением
.
ПРИЛОЖЕНИЕ А
(обязательное)
ОБОЗНАЧЕНИЕ МЕТОДА КОНТРОЛЯ НА РИСУНКАХ
А.1 Вкладыши
Рисунок вкладыша должен включать схему измерения и указывать метод измерения: "точечное измерение" или "линейное измерение".
А.2 Втулки
Рисунок втулки должен включать схему измерения и указывать метод измерения: "точечное измерение" или "линейное измерение".
В качестве контролируемого размера указывают или внутренний диаметр, или толщину стенки.
При нанесении размеров на рисунках необходимо учитывать следующее требование: на рисунке указывают наружный диаметр и толщину стенки или наружный диаметр и внутренний диаметр. Толщина стенки и внутренний диаметр не должны быть приведены вместе в качестве контролируемых размеров.
А.3 Неравная толщина стенки
Когда конструкция подшипника требует наличия неравной толщины стенки, это указывают в соответствии с рисунком А.1 вместе с соответствующим методом контроля согласно А.1 и А.2.

Рисунок А.1 - Нанесение размеров для неравной толщины стенки
ПРИЛОЖЕНИЕ Б
(рекомендуемое)
ОПРЕДЕЛЕНИЕ ПОГРЕШНОСТИ ИЗМЕРЕНИЯ
Табуляцию результатов испытания для контроля толщины втулок или вкладышей с целью определения погрешности измерения и в соответствии с 8.1 приводят согласно таблице Б.1.
Таблица Б - Результаты испытания В микрометрах
Номер испытуемого образца | Первое | Второе измерение | Разность |
1 | |||
2 | |||
3 | |||
4 | |||
5 | |||
6 | |||
7 | |||
8 | |||
9 | |||
10 | |||
11 | |||
12 | |||
13 | |||
14 | |||
15 | |||
16 | |||
17 | |||
18 | |||
19 | |||
20 | |||
21 | |||
22 | |||
23 | |||
24 | |||
- | - | - |
|
| |||
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1997
