ГОСТ ISO 11439-2014
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Газовые баллоны
БАЛЛОНЫ ВЫСОКОГО ДАВЛЕНИЯ ДЛЯ ХРАНЕНИЯ НА ТРАНСПОРТНОМ СРЕДСТВЕ ПРИРОДНОГО ГАЗА КАК ТОПЛИВА
Технические условия
Gas cylinders. High pressure cylinders for the on-board storage of natural gas as a fuel. Specifications
МКС 43.060.40*
_____________________
* По данным официального сайта Росстандарта ОКС 43.020,
здесь и далее. - .
Дата введения 2016-08-01
Предисловие
Цели и принципы, основной порядок работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны" и Открытым акционерным обществом "Российский научно-исследовательский институт трубной промышленности" (ОАО "РосНИТИ") на основе собственного перевода на русский язык международного стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 августа 2014 г. N 69-П)
За принятие проголосовали:
Краткое наименование страны no MК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 3 марта 2016 г. N 119-ст межгосударственный стандарт ГОСТ ISO 11439-2014 введен в действие в качестве национального стандарта Российской Федерации с 1 августа 2016 г.
5 Настоящий стандарт идентичен международному стандарту ISO 11439:2000* Gas cylinders - High pressure cylinders for the on-board storage of natural gas as a fuel for automotive vehicles (Газовые баллоны. Баллоны высокого давления для хранения в транспортном средстве природного газа, используемого в качестве топлива для автомобилей).
________________
* Доступ к международным и зарубежным документам, упомянутым здесь и далее по тексту, можно получить, перейдя по ссылке на сайт . - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2004 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении ДБ.
Степень соответствия - идентичная (IDT)
6 Подготовлен на основе применения ГОСТ Р ИСО 11439-2010![]()
_______________![]() Приказом Федерального агентства по техническому регулированию и метрологии от 3 марта 2016 г. N 119-ст ГОСТ Р ИСО 11439-2010 отменен с 1 августа 2016 г.
Приказом Федерального агентства по техническому регулированию и метрологии от 3 марта 2016 г. N 119-ст ГОСТ Р ИСО 11439-2010 отменен с 1 августа 2016 г.
7 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Введение
Баллоны для природного компримированного газа, используемого в качестве топлива для транспортных средств, должны быть максимально легкими и в то же время должны соответствовать требованиям безопасной эксплуатации сосудов, работающих под давлением.
Это достигается посредством:
a) точного и всестороннего определения условий эксплуатации как основы для проектирования и эксплуатации баллонов;
b) использования соответствующего метода для оценки усталостной долговечности при циклическом нагружении давлением и для определения допустимых дефектов в металлических баллонах или лейнерах;
c) проведения приемочных испытаний конструкции;
d) проведения неразрушающего контроля для проверки всех изготовляемых баллонов;
e) проведения разрушающего испытания баллонов и материала баллонов, взятых из каждой партии изготовляемых баллонов;
f) внедрения изготовителем сертифицированной системы менеджмента качества;
g) проведения периодического технического освидетельствования баллонов в соответствии с инструкциями изготовителя и требованиями инспекционного органа;
h) установления изготовителем срока безопасной службы баллонов.
Баллоны, изготовляемые в соответствии с требованиями настоящего стандарта:
a) имеют усталостную долговечность, превышающую установленный срок службы;
b) дают течь, но не разрыв при циклических испытаниях давлением до разрушения;
c) имеют при испытаниях гидравлическим давлением на разрушение показатели отношения "напряжения при разрушающем давлении" к "напряжению при рабочем давлении", которые превышают значения, установленные для конкретного типа конструкции и используемых материалов, и имеют безосколочный характер разрушения.
Потребители баллонов, изготовленных по настоящему стандарту, должны помнить, что баллоны предназначены для безопасной эксплуатации в соответствии с указанными условиями эксплуатации в течение указанного периода времени. Даты истечения срока службы и периодического освидетельствования указывают на каждом баллоне, и потребители несут ответственность за проведение освидетельствования баллонов в соответствии с инструкциями изготовителя и за прекращение эксплуатации баллонов после истекшего срока службы![]() .
.
_______________![]() В настоящий стандарт по отношению к международному стандарту ISO 11439:2000 включены примечания, в которых в соответствии с требованиями Правил устройства и безопасной эксплуатации сосудов, работающих под давлением (ПБ 03-576-03) указаны значения: коэффициента запаса прочности - не менее 2,4; разрушающего давления и числа циклов при испытании баллонов для применения в Российской Федерации. Кроме того, в раздел 10 включена сноска, которая дополняет маркировку баллона в соответствии с потребностями национальной экономики Российской Федерации.
В настоящий стандарт по отношению к международному стандарту ISO 11439:2000 включены примечания, в которых в соответствии с требованиями Правил устройства и безопасной эксплуатации сосудов, работающих под давлением (ПБ 03-576-03) указаны значения: коэффициента запаса прочности - не менее 2,4; разрушающего давления и числа циклов при испытании баллонов для применения в Российской Федерации. Кроме того, в раздел 10 включена сноска, которая дополняет маркировку баллона в соответствии с потребностями национальной экономики Российской Федерации.
В стандарт внесено дополнительное приложение ДА, в котором учтены потребности национальной экономики Российской Федерации при постановке на производство и сертификации баллонов.
Настоящий стандарт соответствует ГОСТ Р 51753-2001 "Баллоны высокого давления для сжатого природного газа, используемого в качестве моторного топлива на автомобильных транспортных средствах", но при этом имеет существенные отличия, которые сводятся в основном к следующему:
- введено обозначение типа баллонов - КПГ-1 (CNG-1), КПГ-2 (CNG-2), КПГ-3 (CNG-3), КПГ-4 (CNG-4);
- требования настоящего стандарта распространяются на баллоны любых конструкций и вместимости, кроме сварных баллонов и баллонов, изготовленных из коррозионно-стойких сталей;
- коэффициент запаса прочности баллонов в Российской Федерации должен быть не менее 2,4, что соответствует требованиям ПБ 03-576-03;
- конструкция баллонов должна обеспечивать "утечку до разрушения" в случае потери баллоном герметичности под давлением при эксплуатации или испытании.
В настоящем стандарте по отношению к международному стандарту ISO 11439:2000 изменены отдельные фразы, заменены некоторые термины их синонимами, с целью соблюдения норм русского языка и в соответствии с принятой национальной терминологией, введено обозначение баллона на русском языке - КПГ.
1 Область применения
Настоящий стандарт определяет минимальные требования к облегченным газовым баллонам серийного производства, предназначенным для хранения и использования компримированного природного газа под высоким давлением в качестве моторного топлива на транспортных средствах, на которых баллоны установлены. Условия эксплуатации не включают внешние нагрузки, которые могут возникнуть при столкновении автомобилей и т.п.
Настоящий стандарт распространяется на баллоны, изготовленные из стали, алюминия или неметаллического материала, любых конструкций и технологии изготовления, которые соответствуют указанным условиям эксплуатации. Стандарт не распространяется на сварные баллоны и баллоны из коррозионно-стойкой стали.
Баллоны, на которые распространяется настоящий стандарт, обозначают следующим образом:
- КПГ-1 (CNG-1) - металлический;
- КПГ-2 (CNG-2) - металлический лейнер, армированный непрерывными волокнами, пропитанными смолой (кольцевая обмотка);
- КПГ-3 (CNG-3) - металлический лейнер, армированный непрерывными волокнами, пропитанными смолой (полная обмотка);
- КПГ-4 (CNG-4) - неметаллический лейнер, армированный непрерывными волокнами, пропитанными смолой (полностью композиционный).
Примечание - Баллоны, изготовленные в соответствии с ISO 9809-1, ISO 9809-2, ISO 9809-3 и ISO 7866, допускается использовать при условии, что их конструкция соответствует дополнительным требованиям, определенным в настоящем стандарте.
2 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие ссылочные документы. Для датированных ссылок применяют только указанное издание ссылочного документа:
ISO 148:1983![]() Steel - Charpy impact test (V-notch) (Сталь. Испытание на удар по Шарпи (V-образный надрез))
Steel - Charpy impact test (V-notch) (Сталь. Испытание на удар по Шарпи (V-образный надрез))
_______________![]() Действует ISO 148-1:2009.
Действует ISO 148-1:2009.
ISO 306: 1994![]() Plastics - Thermoplastic materials - Determination of Vicat softening temperature (VST) (Пластмассы. Термопластические материалы. Определение температуры размягчения по Вика ((VST))
Plastics - Thermoplastic materials - Determination of Vicat softening temperature (VST) (Пластмассы. Термопластические материалы. Определение температуры размягчения по Вика ((VST))
_______________![]() Действует ISO 306:2004.
Действует ISO 306:2004.
ISO 527-2:1993![]() Plastics - Determination of tensile properties - Part 2: Test conditions for moulding and extrusion plastics (incorporating Technical Corrigendum 1:1994) (Пластмассы. Определение механических свойств при растяжении. Часть 2. Условия испытания для литьевых и экструзионных пластмасс (включая Технические поправки 1:1994))
Plastics - Determination of tensile properties - Part 2: Test conditions for moulding and extrusion plastics (incorporating Technical Corrigendum 1:1994) (Пластмассы. Определение механических свойств при растяжении. Часть 2. Условия испытания для литьевых и экструзионных пластмасс (включая Технические поправки 1:1994))
_______________![]() Действует ISO 527-1:2012.
Действует ISO 527-1:2012.
ISO 2808:1997![]() Paints and varnishes - Determination of film thickness (Краски и лаки. Определение толщины пленки)
Paints and varnishes - Determination of film thickness (Краски и лаки. Определение толщины пленки)
_______________![]() Действует ISO 2808:2007.
Действует ISO 2808:2007.
ISO 4624:2002 Paints and varnishes - Pull-off test for adhesion (Краски и лаки. Определение адгезии методом отрыва)
ISO 6506-1:1999![]() Metallic materials - Brinell hardness test - Part 1: Test method (Материалы металлические. Определение твердости по Бринеллю. Часть 1. Метод испытания)
Metallic materials - Brinell hardness test - Part 1: Test method (Материалы металлические. Определение твердости по Бринеллю. Часть 1. Метод испытания)
_______________![]() Действует ISO 6506-1:2005.
Действует ISO 6506-1:2005.
ISO 6892:1998![]() Metallic materials - Tensile testing at ambient temperature (Материалы металлические. Испытание на растяжение при температуре окружающей среды)
Metallic materials - Tensile testing at ambient temperature (Материалы металлические. Испытание на растяжение при температуре окружающей среды)
_______________![]() Действует ISO 6892-1:2009.
Действует ISO 6892-1:2009.
ISO 7225:2005 Gas cylinders - Precautionary labels (Газовые баллоны. Предупредительные этикетки)
ISO 7866:1999![]() Gas cylinders - Refillable seamless aluminium alloy gas cylinders - Design, construction and testing (Баллоны газовые. Газовые баллоны из алюминиевого сплава бесшовные многократного использования. Расчет, конструирование и испытание)
Gas cylinders - Refillable seamless aluminium alloy gas cylinders - Design, construction and testing (Баллоны газовые. Газовые баллоны из алюминиевого сплава бесшовные многократного использования. Расчет, конструирование и испытание)
_______________![]() Действует ISO 7866:2012.
Действует ISO 7866:2012.
ISO 9227:1990![]() Corrosion tests in artificial atmospheres - Salt spray tests (Испытания на коррозию в искусственной атмосфере. Испытания в соляном тумане)
Corrosion tests in artificial atmospheres - Salt spray tests (Испытания на коррозию в искусственной атмосфере. Испытания в соляном тумане)
_______________![]() Действует ISO 9227:2012.
Действует ISO 9227:2012.
ISO 9712:1999![]() Non-destructive testing - Qualification and certification of personnel (Неразрушающий контроль. Квалификация и аттестация персонала)
Non-destructive testing - Qualification and certification of personnel (Неразрушающий контроль. Квалификация и аттестация персонала)
_______________![]() Действует ISO 9712:2012.
Действует ISO 9712:2012.
ISO 9809-1:1999![]() Gas cylinders - Refillable seamless steel gas cylinders - Design, construction and testing - Part 1: Quenched and tempered steel cylinders with tensile strength less than 1100 МРа (Баллоны газовые. Бесшовные стальные газовые баллоны многоразового использования. Проектирование, конструирование и испытание. Часть 1. Закаленные и отпущенные стальные баллоны с пределом прочности при растяжении менее 1100 МПа)
Gas cylinders - Refillable seamless steel gas cylinders - Design, construction and testing - Part 1: Quenched and tempered steel cylinders with tensile strength less than 1100 МРа (Баллоны газовые. Бесшовные стальные газовые баллоны многоразового использования. Проектирование, конструирование и испытание. Часть 1. Закаленные и отпущенные стальные баллоны с пределом прочности при растяжении менее 1100 МПа)
_______________![]() Действует ISO 9809-1:2010.
Действует ISO 9809-1:2010.
ISO 9809-2:2000![]() Gas cylinders - Refillable seamless steel gas Cylinders - Design, construction and testing - Part 2: Quenched and tempered steel cylinders with tensile strength greater than or equal to 1100 МРа (Баллоны газовые. Бесшовные стальные газовые баллоны многоразового использования. Проектирование, конструирование и испытание. Часть 2. Закаленные и отпущенные стальные баллоны с пределом прочности при растяжении более или равном 1100 МПа)
Gas cylinders - Refillable seamless steel gas Cylinders - Design, construction and testing - Part 2: Quenched and tempered steel cylinders with tensile strength greater than or equal to 1100 МРа (Баллоны газовые. Бесшовные стальные газовые баллоны многоразового использования. Проектирование, конструирование и испытание. Часть 2. Закаленные и отпущенные стальные баллоны с пределом прочности при растяжении более или равном 1100 МПа)
_______________![]() Действует ISO 9809-2:2010.
Действует ISO 9809-2:2010.
ISO 9809-3:2000![]() Gas cylinders - Refillable seamless steel gas cylinders - Design, construction and testing - Part 3: Normalized steel cylinders (Баллоны газовые. Бесшовные стальные газовые баллоны многоразового использования. Проектирование, конструирование и испытание. Часть 3. Баллоны из нормализованной стали)
Gas cylinders - Refillable seamless steel gas cylinders - Design, construction and testing - Part 3: Normalized steel cylinders (Баллоны газовые. Бесшовные стальные газовые баллоны многоразового использования. Проектирование, конструирование и испытание. Часть 3. Баллоны из нормализованной стали)
_______________![]() Действует ISO 9809-3:2010.
Действует ISO 9809-3:2010.
ISO 14130:1997 Fibre-reinforced plastic composites - Determination of apparent interlaminar shear strength by short-beam method (Материалы композиционные полимерные, армированные волокном. Определение эффективной межслойной прочности на сдвиг методом короткой балки)
ASTM D522-93a![]() Standard Test Methods for Mandrel Bend Test of Attached Organic Coatings (Стандартный метод испытания присоединенных органических покрытий на изгиб вокруг оправки)
Standard Test Methods for Mandrel Bend Test of Attached Organic Coatings (Стандартный метод испытания присоединенных органических покрытий на изгиб вокруг оправки)
_______________![]() Действует ASTM D522-93а(2008).
Действует ASTM D522-93а(2008).
ASTM D1308-87(1998)![]() Standard Test Method for Effect of Household Chemicals on Clear and Pigmented Organic Finishes (Стандартный метод испытания на воздействие бытовых химикатов на прозрачные и пигментированные органические покрытия)
Standard Test Method for Effect of Household Chemicals on Clear and Pigmented Organic Finishes (Стандартный метод испытания на воздействие бытовых химикатов на прозрачные и пигментированные органические покрытия)
_______________![]() Действует ASTM D1308-02(2007).
Действует ASTM D1308-02(2007).
ASTM D2794-93(1999)e1![]() Standard Test Method for Resistance of Organic Coatings to the Effects of Rapid Deformation (Impact) (Стандартный метод испытания на стойкость органических покрытий к воздействию быстрой деформации (удару))
Standard Test Method for Resistance of Organic Coatings to the Effects of Rapid Deformation (Impact) (Стандартный метод испытания на стойкость органических покрытий к воздействию быстрой деформации (удару))
_______________![]() Действует ASTM D2794-93(2010).
Действует ASTM D2794-93(2010).
ASTM D3170-87(1996)е1![]() Standard Test Method for Chipping Resistance of Coatings (Стандартный метод испытания покрытий на сопротивление скалыванию)
Standard Test Method for Chipping Resistance of Coatings (Стандартный метод испытания покрытий на сопротивление скалыванию)
_______________![]() Действует ASTM D3170-12.
Действует ASTM D3170-12.
ASTM D3418-99![]() Standard Test Method for Transition Temperatures of Polymers by Differential Scanning Calorimetry (Стандартный метод испытания для температур перехода полимеров посредством дифференциальной сканирующей калориметрии)
Standard Test Method for Transition Temperatures of Polymers by Differential Scanning Calorimetry (Стандартный метод испытания для температур перехода полимеров посредством дифференциальной сканирующей калориметрии)
_______________![]() Действует ASTM D3418-12.
Действует ASTM D3418-12.
ASTM G53-93![]() Standard Practice for Operating Light and Water-Exposure Apparatus (Fluorescent UV - Condensation Type) for Exposure of Nonmetallic Materials (Стандарт на аппаратуру воздействия светом и водой (флуоресцентные ультрафиолетовые лучи - конденсация) на материалы с неметаллическими свойствами)
Standard Practice for Operating Light and Water-Exposure Apparatus (Fluorescent UV - Condensation Type) for Exposure of Nonmetallic Materials (Стандарт на аппаратуру воздействия светом и водой (флуоресцентные ультрафиолетовые лучи - конденсация) на материалы с неметаллическими свойствами)
_______________![]() Заменен на ASTM G154-06.
Заменен на ASTM G154-06.
NACE ТМ0177-96![]() Laboratory Testing of Metals for Resistance to Sulfide Stress Cracking and Stress Corrosion Cracking in
Laboratory Testing of Metals for Resistance to Sulfide Stress Cracking and Stress Corrosion Cracking in ![]() Environments (Лабораторные испытания металлов на сопротивление к сульфидному растрескиванию под напряжением и коррозионному растрескиванию под напряжением в
Environments (Лабораторные испытания металлов на сопротивление к сульфидному растрескиванию под напряжением и коррозионному растрескиванию под напряжением в ![]() -содержащих средах)
-содержащих средах)
_______________![]() Действует NASE ТМ0177-05.
Действует NASE ТМ0177-05.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 уполномоченный инспекционный орган (authorized inspection authority): Компетентный инспекционный орган, утвержденный или признанный официальным органом в стране потребителя, для наблюдения за изготовлением и испытанием баллонов.
3.2 автофреттирование (auto-frettage): Технологическая операция нагружения давлением, используемая при изготовлении композиционных баллонов с металлическим лейнером, которое растягивает лейнер за предел текучести его материала для создания постоянной пластической деформации.
Примечание - Результатом этого являются сжимающие напряжения в лейнере и растягивающие напряжения в волокнах при нулевом внутреннем давлении.
3.3 давление автофреттирования (auto-frettage pressure): Давление внутри баллона с оболочкой, при котором устанавливается необходимое распределение напряжений между лейнером и оболочкой.
3.4 партия композиционных баллонов (batch composite cylinders): Группа композиционных баллонов из не более чем 200 баллонов плюс баллоны для разрушающего испытания или, если больше, то баллоны, изготовленные последовательно за одну смену, из лейнеров одних размера, конструкции, материалов и технологии изготовления.
3.5 партия металлических баллонов/лейнеров (batch of metal cylinders/liners): Группа металлических баллонов/лейнеров из не более чем 200 баллонов/лейнеров плюс баллоны/лейнеры для разрушающего испытания или, если больше, то металлические баллоны/лейнеры, изготовленные последовательно за одну смену и имеющие одни и те же номинальный диаметр, толщину стенки, конструкцию, материал, технологию изготовления, оборудование для изготовления и режимы термообработки.
3.6 партия неметаллических лейнеров (batch of non-metallic liners): Группа неметаллических лейнеров из не более чем 200 лейнеров плюс лейнеры для разрушающего испытания или, если больше, то неметаллические лейнеры, изготовленные последовательно за одну смену и имеющие одни и те же номинальный диаметр, толщину стенки, конструкцию, материал и технологию изготовления.
3.7 разрушающее давление (burst pressure): Наибольшее давление, достигаемое в баллоне или лейнере, при испытании на разрушение.
3.8 композиционный баллон (composite cylinder): Баллон, выполненный из непрерывных волокон, пропитанных смолой и намотанных на поверхность металлического или неметаллического лейнера.
Примечание - Композиционные баллоны с неметаллическими лейнерами называют полностью композиционными баллонами, с металлическими лейнерами - металлокомпозиционными.
3.9 намотка с контролируемым натяжением (controlled tension winding): Технологическая операция, используемая при изготовлении композиционных баллонов с кольцевой обмоткой металлических лейнеров, в результате которой сжимающие напряжения в лейнере и растягивающие напряжения в оболочке при нулевом внутреннем давлении создаются намоткой армирующих волокон при достаточно высоком натяжении.
3.10 давление наполнения (filling pressure): Давление, на которое баллон наполнен.
3.11 готовые баллоны (finished cylinders): Завершенные баллоны, готовые к использованию, типичные для нормального изготовления, имеющие идентификационные знаки и наружное покрытие, указанное изготовителем.
3.12 баллон с полной обмоткой (fully-wrapped cylinder): Баллон с оболочкой, имеющий армирование волокнами по окружности и в направлении оси баллона.
3.13 температура газа (gas temperature): Температура газа в баллоне.
3.14 баллон с кольцевой обмоткой (hoop-wrapped cylinder): Баллон с оболочкой, имеющий армирование волокнами в основном по окружности на цилиндрической части лейнера, так что волокна не несут какой-либо значительной нагрузки в направлении оси баллона.
3.15 лейнер (liner): Внутренняя газонепроницаемая оболочка баллона, на которую наматывают армирующие волокна для достижения необходимой прочности.
Примечание - В настоящем стандарте представлены лейнеры двух типов: металлические лейнеры, которые предназначены разделять нагрузку с армирующими волокнами, и неметаллические лейнеры, которые не несут нагрузки.
3.16 изготовитель (manufacturer): Лицо или организация, ответственные за проектирование, изготовление и испытание баллонов.
3.17 оболочка (over-wrap): Система армирующих волокон со смолой, нанесенная на лейнер.
3.18 предварительное напряжение (prestress): Результат применения автофреттирования или намотки с контролируемым натяжением.
3.19 срок службы (service life): Срок в годах, в течение которого баллоны можно безопасно использовать в соответствии со стандартными условиями эксплуатации.
3.20 установившееся давление (settled pressure): Давление газа, при котором достигается заданная установившаяся температура.
3.21 установившаяся температура (settled temperature): Однородная температура газа после исчезновения какого-либо изменения ее значений, вызванного наполнением.
3.22 испытательное давление (test pressure): Требуемое давление, применяемое при испытании.
3.23 рабочее давление (working pressure): Установившееся давление 20 МПа при однородной температуре 15°С.
4 Условия эксплуатации
4.1 Общие положения
4.1.1 Стандартные условия эксплуатации
Стандартные условия эксплуатации, установленные в настоящем разделе, являются основой для проектирования, изготовления, контроля, испытания и приемки баллонов, которые должны быть установлены на транспортные средства для хранения и использования природного газа в качестве моторного топлива при температуре окружающей среды.
4.1.2 Эксплуатация баллонов
Установленные условия эксплуатации предоставляют информацию о безопасном использовании баллонов, изготовленных в соответствии с настоящим стандартом, предназначенную для:
a) изготовителей баллонов;
b) потребителей баллонов;
c) проектировщиков и монтажников, ответственных за установку баллонов;
d) проектировщиков и владельцев оборудования, используемого для заправки баллонов;
e) поставщиков природного газа;
f) инспекционных органов, имеющих полномочия для контроля за эксплуатацией баллонов.
4.1.3 Срок службы
Срок службы, в течение которого эксплуатация баллонов является безопасной, должен быть установлен изготовителем на основании использования баллонов в условиях эксплуатации, определенных настоящим стандартом. Срок службы должен быть не более 20 лет.
Для металлических баллонов и баллонов с металлическим лейнером срок службы должен определяться по развитию усталостных трещин при циклических испытаниях. Ультразвуковой или эквивалентный ему неразрушающий контроль каждого баллона и лейнера должен обеспечивать отсутствие дефектов, которые превышают максимальный допустимый размер. Этот подход позволяет оптимизировать проектирование и изготовление облегченных баллонов для использования природного газа в транспортных средствах.
Для полностью композиционных баллонов с неметаллическими лейнерами, не несущими нагрузки, срок службы должен подтверждаться соответствующими методами проектирования, приемочными испытаниями конструкции и проверками при изготовлении.
4.2 Максимальные давления
Настоящий стандарт разработан для рабочего давления 20 МПа, установившегося при температуре газа 15°С, при максимальном давлении наполнения 26 МПа. Другие рабочие давления допускается применять путем корректировки соответствующим коэффициентом, например для баллона с рабочим давлением 25 МПа потребуется увеличение максимального давления наполнения в 1,25 раза.
За исключением случаев корректировки давлений таким способом, баллон должен быть предназначен для безопасной эксплуатации при следующих давлениях:
a) установившемся давлении 20 МПа при установившейся температуре 15°С;
b) максимальном давлении 26 МПа независимо от условий наполнения или температуры.
4.3 Проектное число циклов наполнения
Баллоны должны выдерживать наполнение при установившемся давлении 20 МПа и установившейся температуре газа 15°С не менее 1000 раз в течение одного года эксплуатации.
4.4 Диапазон температур
4.4.1 Температура газа
Баллоны должны выдерживать:
a) установившуюся температуру газа в баллонах, которая может изменяться от минус 40°С до плюс 65°С;
b) температуры, возникающие при наполнении и выпуске газа, которые могут изменяться вне пределов, указанных в 4.4.1а).
4.4.2 Температура баллонов
Баллоны должны выдерживать:
a) температуру материалов баллона от минус 40°С до плюс 82°С;
b) температура выше 65°С должна быть достаточно локальной или кратковременной, чтобы температура газа в баллоне не превышала 65°С, за исключением условий 4.4.1 b).
4.5 Состав газа
4.5.1 Общие положения
Конструкция баллонов должна быть пригодна для наполнения природным газом, соответствующим требованиям к сухому или влажному газу, как указано ниже. Метанол и/или гликоль не должны быть специально добавлены к природному газу.
4.5.2 Сухой газ
Концентрация паров воды в сухом газе - не более 32 мг/м![]() (температура точки росы - минус 9°С при давлении 20 МПа).
(температура точки росы - минус 9°С при давлении 20 МПа).
Состав сухого газа, не более:
сероводород и другие растворимые сульфиды - 23 мг/м![]() ;
;
кислород - 1% (объемная доля);
водород (для баллонов из стали с пределом прочности более 950 МПа) - 2% (объемная доля).
4.5.3 Влажный газ
Концентрация паров воды во влажном газе - более 32 мг/м![]() .
.
Состав влажного газа, не более:
сероводород и другие растворимые сульфиды - 23 мг/м![]() ;
;
кислород - 1% (объемная доля);
углекислый газ - 4% (объемная доля);
водород - 0,1% (объемная доля).
4.6 Наружные поверхности баллонов
Баллоны не предназначены для продолжительного механического или химического воздействия, например утечки из груза, который могут перевозить в транспортных средствах, или сильного абразивного износа от дорожных условий.
Однако наружные поверхности баллонов, установленных в соответствии с прилагаемыми инструкциями, должны выдерживать случайное воздействие следующих факторов:
a) воды - в результате периодического погружения или брызг от дорожного полотна;
b) соли - при работе транспортного средства вблизи океана или в местах, где соль используют для растапливания льда;
c) ультрафиолетовой радиации - от солнечного света;
d) ударов гравия;
e) растворителей, кислот, щелочей, минеральных удобрений;
f) автомобильных жидкостей, включая бензин, рабочие жидкости, аккумуляторную кислоту, гликоль и масла;
g) отработавших газов.
5 Постановка на производство и сертификация
5.1 Испытания и контроль
Оценку соответствия проводят в соответствии с национальными правилами страны - потребителя баллонов.
Для проверки соответствия настоящему стандарту баллоны должны быть подвергнуты приемочным испытаниям в соответствии с 5.2, контролю и испытаниям в соответствии с разделами 6, 7, 8 или 9. Методы испытаний подробно описаны в приложениях А и В. Пример приемлемых процедур приемки, постановки на производство и сертификации баллонов приведен в приложении С и дополнительном приложении ДА.
5.2 Приемочные испытания
5.2.1 Общие положения
Приемочные испытания должны быть выполнены с привлечением уполномоченного инспекционного органа (далее - инспектор). Инспектор должен быть компетентен в вопросах проверки баллонов.
Приемочные испытания состоят из двух этапов:
a) согласование документации на баллоны, включая предоставление документации инспектору, как подробно указано в 5.2.2;
b) испытания опытного образца под наблюдением инспектора.
Материал, конструкция, изготовление и испытания баллона должны соответствовать условиям его эксплуатации и требованиям к испытаниям опытного образца, указанным в 6.5, 7.5, 8.5 и 9.5 для конкретной конструкции баллона.
5.2.2 Согласование документации
Документация на баллоны должна быть согласована с инспектором. Изготовитель предоставляет инспектору документацию, которая должна содержать:
a) информацию об эксплуатации в соответствии с 5.2.3;
b) проектные данные в соответствии с 5.2.4;
c) данные об изготовлении в соответствии с 5.2.5;
d) систему качества в соответствии с 5.2.6;
е) характеристики разрушений и размеры дефектов для неразрушающего контроля в соответствии с 5.2.7;
f) ведомость технического проекта в соответствии с 5.2.8;
g) дополнительные подтверждающие данные в соответствии с 5.2.9.
5.2.3 Информация об эксплуатации
Целью информации об эксплуатации является предоставление указаний для лиц и организаций, эксплуатирующих и устанавливающих баллоны, а также сведений для инспектора. Информация должна включать:
a) сведения о пригодности конструкции баллона для эксплуатации в условиях, указанных в разделе 4;
b) срок службы;
c) требования к минимальным испытаниям и проверке в процессе эксплуатации;
d) технические условия для предохранительных устройств от повышения давления и термоизоляции;
e) технические условия для опорных приспособлений, защитных покрытий и других требующихся, но не представленных устройств;
f) описание конструкции баллона;
g) любую другую информацию и указания, необходимые для обеспечения безопасной эксплуатации и проверки баллона.
5.2.4 Проектные данные
5.2.4.1 Чертежи
Чертежи должны содержать по крайней мере следующее:
a) наименование и обозначение, дату утверждения, номера и даты введения изменений;
b) ссылку на настоящий стандарт и тип баллона;
c) размеры с допусками, включая данные о формах днищ с минимальной толщиной стенки и о горловинах;
d) массу баллонов с допуском;
е) технические характеристики материалов с минимальными параметрами механических и химических свойств или пределами допусков; для металлических баллонов и металлических лейнеров - с установленными пределами твердости;
f) другие данные, такие как пределы давления автофреттирования, минимальное испытательное давление, узлы системы противопожарной защиты, наружное защитное покрытие.
5.2.4.2 Отчет о расчете напряжений
Должен быть выполнен расчет напряжений методом конечных элементов или другим методом.
Должна быть составлена таблица с вычисленными значениями напряжения.
5.2.4.3 Данные о свойствах материалов
Должно быть представлено подробное описание материалов и допусков на свойства материалов, используемых в конструкции. Должны быть также представлены данные об испытаниях, характеризующих механические свойства и пригодность материалов для эксплуатации в условиях, указанных в разделе 4.
5.2.4.4 Противопожарная защита
Должно быть представлено описание предохранительных устройств от повышения давления и термоизоляции, которые будут защищать баллон от внезапного разрушения в условиях пожара, указанных в А.15. Данные об испытаниях должны подтверждать эффективность установленной системы противопожарной защиты.
5.2.5 Данные об изготовлении
Должна быть представлена подробная информация обо всех технологических процессах изготовления, неразрушающем контроле и производственных испытаниях баллонов.
Должны быть установлены допуски для всех производственных процессов, таких как термообработка, формовка днищ, пропорции компонентов смолы, натяжение и скорость намотки волокна с контролируемым натяжением, время и температура отверждения и автофреттирования.
Должны быть установлены: вид обработки поверхности, параметры резьбы, критерии приемки для ультразвукового контроля (или эквивалентного метода), максимальная численность промышленной партии баллонов.
5.2.6 Система управления качеством
Изготовитель должен определить методы и процедуры управления качеством в соответствии с системой менеджмента качества, приемлемой для инспектора. Эти методы и процедуры должны отвечать требованиям промышленной безопасности и соответствующим правилам страны - потребителя баллонов.
5.2.7 Характеристики разрушения и размер дефекта для неразрушающего контроля
Изготовитель должен установить максимально допустимый размер дефекта для неразрушающего контроля, который обеспечит "утечку до разрушения" и предотвратит повреждение баллона во время срока службы из-за усталости.
Максимально допустимый размер дефекта должен быть установлен методом, пригодным для данной конструкции баллона. Пример пригодного метода приведен в приложении D.
5.2.8 Ведомость технического проекта
Перечень документов, предоставляющих информацию, как требуется в 5.2.2, должен быть указан в ведомости технического проекта для каждой конструкции баллона. Должны быть указаны наименование, обозначение, номера изменений с датами введения для каждого документа. Все документы должны быть подписаны разработчиком.
5.2.9 Дополнительные подтверждающие данные
Должны быть представлены дополнительные данные, которые подтверждают возможность применения предложенного материала или конкретной конструкции баллона, если они применялись ранее в других условиях эксплуатации.
5.3 Акт приемочных испытаний
Если результаты приемочных испытаний в соответствии с 5.2 (согласование документации) и испытаний опытного образца в соответствии с 6.5, 7.5, 8.5 или 9.5 (для конкретной конструкции баллона) удовлетворительные, то изготовителем и инспектором должен быть составлен и подписан акт приемочных испытаний. Пример такого акта представлен на рисунке Е.2 приложения Е.
6 Требования к металлическим баллонам типа КПГ-1 (CNG-1)
6.1 Общие положения
Настоящий стандарт не предоставляет расчетные формулы и не указывает допустимые напряжения или деформации, но требует, чтобы соответствие конструкции было установлено соответствующими расчетами и подтверждено испытаниями. Баллоны должны выдерживать испытания материалов, приемочные испытания опытных образцов, квалификационные и приемо-сдаточные испытания партии, определенные настоящим стандартом.
Конструкция должна обеспечивать вид повреждения "утечка до разрушения" при возможном разрушении баллона под давлением во время нормальной эксплуатации. Утечка в металлическом баллоне должна происходить только при развитии усталостной трещины.
6.2 Материалы
6.2.1 Общие требования
Используемые материалы должны быть применимы для условий эксплуатации, указанных в разделе 4. Материалы конструкции должны быть совместимы.
6.2.2 Контроль химического состава
6.2.2.1 Сталь
Стали должны быть раскислены алюминием и/или кремнием и иметь структуру с преобладанием мелкого зерна.
Химический состав всех сталей должен быть заявлен и определен по крайней мере:
a) содержанием углерода, марганца, алюминия и кремния во всех случаях;
b) содержанием хрома, никеля, молибдена, бора и ванадия и других специально добавляемых легирующих элементов.
Содержание серы и фосфора по результатам анализа плавки не должно превышать значений, указанных в таблице 1.
Таблица 1 - Максимальное содержание серы и фосфора
Содержание, %, не более | Предел прочности, МПа | |
<950 |
| |
Серы | 0,020 | 0,010 |
Фосфора | 0,020 | 0,020 |
Серы и фосфора | 0,030 | 0,025 |
6.2.2.2 Алюминий
Алюминиевые сплавы можно использовать для изготовления баллонов, если они соответствуют всем требованиям настоящего стандарта и содержат свинца и висмута не более 0,003%.
Примечание - Перечень зарегистрированных сплавов находится в Алюминиевой ассоциации и называется "Регистрационные данные о международных обозначениях сплавов и пределах химического состава для ковкого алюминия и сплавов ковкого алюминия".
6.3 Требования к конструкции
6.3.1 Испытательное давление
Испытательное давление, используемое при изготовлении, должно быть не менее 30 МПа (в 1,5 раза больше рабочего давления).
6.3.2 Разрушающее давление
Действительное разрушающее давление должно быть не менее 45 МПа![]() .
.
_______________![]() Для Российской Федерации действительное разрушающее давление - не менее 2,4
Для Российской Федерации действительное разрушающее давление - не менее 2,4 ![]() 48 МПа, (где
48 МПа, (где ![]() - рабочее давление, МПа; 2,4 - коэффициент запаса прочности баллона для Российской Федерации).
- рабочее давление, МПа; 2,4 - коэффициент запаса прочности баллона для Российской Федерации).
6.3.3 Расчет напряжений
Напряжения в баллоне должны быть рассчитаны по рабочему давлению 20 МПа, испытательному давлению и расчетному разрушающему давлению. Расчеты производят для определения минимальной расчетной толщины стенки.
6.3.4 Максимальный размер дефекта
Должен быть определен максимально допустимый размер дефекта в любом месте металлического баллона таким образом, чтобы баллон соответствовал требованиям циклического испытания давлением и "утечки до разрушения".
Допустимый размер дефекта для неразрушающего контроля должен быть определен соответствующим методом, например, как указано в приложении D.
6.3.5 Горловины баллонов
Баллоны могут иметь одну или две горловины, расположенные в днищах. Осевая линия отверстий горловин должна совпадать с продольной осью баллона.
6.3.6 Противопожарная защита
Конструкция баллона должна быть защищена предохранительными устройствами от повышения давления. Баллон, его материалы, предохранительные устройства и любой дополнительный изоляционный или защитный материал должны быть разработаны в комплексе так, чтобы обеспечить необходимую безопасность при пожаре в условиях, указанных в А.15. Изготовитель может определить альтернативное размещение предохранительных устройств на транспортном средстве с целью достижения безопасности.
Предохранительные устройства от повышения давления должны соответствовать стандарту, приемлемому для инспектора страны - потребителя баллонов.
6.3.7 Приспособления
Если предусмотрено кольцо горловины, башмак или другое приспособление для опоры, то оно должно быть изготовлено из материала, совместимого с материалом баллона, и должно быть надежно присоединено любым способом, кроме сварки и пайки твердым или мягким припоем.
6.4 Конструкция и качество изготовления
6.4.1 Формовка днищ
Перед выполнением формовки днищ каждая заготовка баллона должна пройти контроль толщины стенки и качества обработки поверхности.
Не допускается формовка глухих днищ при использовании трубной заготовки из алюминиевых сплавов.
Днища стальных баллонов после формовки должны быть проверены неразрушающим методом контроля.
В процессе формовки днищ металл добавляться не должен.
6.4.2 Термообработка
После формовки днищ и горловин баллоны подвергают термообработке до твердости, определенной для данной конструкции. Локальная термообработка не допускается.
6.4.3 Резьба горловины
Резьба должна быть выполнена чисто и ровно, без нарушений сплошности поверхности и должна отвечать требованиям соответствующего стандарта.
6.4.4 Защита от воздействия окружающей среды
Наружная поверхность баллонов должна соответствовать требованиям климатического испытания в кислой среде, указанным в А.14. Для защиты наружной поверхности может быть использован один из следующих способов:
a) металлическое защитное покрытие (например, металлизация напылением алюминия, анодирование);
b) органическое защитное покрытие (например, краска); если покрытие является частью конструкции, то оно должно соответствовать требованиям, указанным в А.9;
c) защитное покрытие, стойкое к химикатам, указанным в А.14.
Любые покрытия, наносимые на баллоны, должны быть такими, чтобы процесс их нанесения не оказывал отрицательного влияния на механические свойства баллона. Покрытие не должно препятствовать последующему контролю в процессе эксплуатации. Изготовитель должен предоставить инструкцию по обработке покрытия во время такого контроля для сохранения целостности баллона.
Изготовителю рекомендуется проводить климатическое испытание на воздействие окружающей среды, которое оценивает прочность покрытия (см. приложение F).
6.5 Процедура испытания опытного образца
6.5.1 Общие требования
Испытание опытного образца должно быть проведено для каждой новой конструкции на готовых баллонах, которые представляют опытное производство и имеют идентификационные знаки. Образцы баллонов следует выбирать и испытывать, как указано в 6.5.2, под наблюдением инспектора. Если испытаниям подвергают больше баллонов, чем требует настоящий стандарт, то все результаты испытаний должны быть документированы.
6.5.2 Испытания опытного образца
6.5.2.1 Требуемые испытания
В процессе приемочных испытаний инспектор должен выбрать баллоны для испытаний и присутствовать при следующих испытаниях:
- указанных в 6.5.2.2 или 6.5.2.3 (испытания материала), на одном баллоне;
- указанном в 6.5.2.4 (испытание гидравлическим давлением на разрушение), на трех баллонах;
- указанном в 6.5.2.5 (циклическое испытание давлением при температуре окружающей среды), на двух баллонах;
- указанном в 6.5.2.6 (испытание на "утечку до разрушения"), на трех баллонах;
- указанном в 6.5.2.7 (испытание на огнестойкость), на одном или двух баллонах;
- указанном в 6.5.2.8 (испытание на прострел), на одном баллоне.
6.5.2.2 Испытания материала стальных баллонов
Испытания материала стальных баллонов должны быть проведены следующим образом:
a) испытание на растяжение
Свойства стали готового баллона должны быть определены по А.1 и должны соответствовать указанным в А.1 требованиям.
b) испытание на ударный изгиб
Ударная вязкость стали готового баллона должна быть определена по А.2 и должна соответствовать указанным в А.2 требованиям.
c) испытание на стойкость к сульфидному растрескиванию под напряжением
Если предел прочности стали более 950 МПа, то сталь готового баллона должна быть испытана на стойкость к сульфидному растрескиванию под напряжением по А.3 и должна соответствовать указанным в А.3 требованиям.
6.5.2.3 Испытания материала баллонов из алюминиевого сплава
Испытания материала баллонов из алюминиевого сплава должны быть проведены следующим образом:
a) испытание на растяжение
Свойства алюминиевого сплава готового баллона должны быть определены по А.1 и должны соответствовать указанным в А.1 требованиям.
b) испытания на межкристаллитную коррозию
Алюминиевые сплавы должны соответствовать требованиям испытаний на межкристаллитную коррозию, выполненных по А.4.
c) испытания на стойкость к трещинообразованию при постоянной нагрузке
Алюминиевые сплавы должны соответствовать требованиям испытаний на стойкость к трещинообразованию при постоянной нагрузке, выполненных по А.5.
6.5.2.4 Испытание гидравлическим давлением на разрушение
Три баллона должны быть подвергнуты гидравлическому давлению до разрушения в соответствии с А.12. Разрушающее давление баллона должно превышать минимальное разрушающее давление, рассчитанное по напряжениям для данной конструкции, и должно быть не менее 45 МПа![]() .
.
_______________![]() Для Российской Федерации разрушающее давление баллона - не менее 48 МПа.
Для Российской Федерации разрушающее давление баллона - не менее 48 МПа.
6.5.2.5 Циклическое испытание давлением при температуре окружающей среды
Два баллона должны быть подвергнуты циклическому испытанию давлением при температуре окружающей среды в соответствии с А.13 до разрушения или не менее 45000 циклов.
Баллоны должны выдерживать без разрушения не менее 1000![]() циклов (где
циклов (где ![]() - установленный срок службы, годы). Баллоны, выдержавшие более 1000
- установленный срок службы, годы). Баллоны, выдержавшие более 1000![]() циклов, должны давать утечку, но не разрыв. Баллоны, которые не разрушились в течение 45000 циклов, должны быть разрушены путем продолжения циклического испытания давлением или путем повышения гидравлического давления. Число циклов до разрушения и место разрушения должны быть документированы.
циклов, должны давать утечку, но не разрыв. Баллоны, которые не разрушились в течение 45000 циклов, должны быть разрушены путем продолжения циклического испытания давлением или путем повышения гидравлического давления. Число циклов до разрушения и место разрушения должны быть документированы.
6.5.2.6 Испытание на "утечку до разрушения"
Испытание на "утечку до разрушения" должно быть проведено по А.6 и должно соответствовать указанным в А.6 требованиям.
6.5.2.7 Испытание на огнестойкость
Один или два баллона должны быть испытаны по А.15 и должны соответствовать указанным в А.15 требованиям.
6.5.2.8 Испытание на прострел
Один баллон должен быть испытан по А.16 и должен соответствовать указанным в А.16 требованиям.
6.5.3 Изменение конструкции
Изменение конструкции - это любое изменение в выборе конструкционных материалов или изменение размеров.
При незначительных изменениях конструкции допускается проводить испытания по сокращенной программе. Изменения конструкции, представленные в таблице 2, требуют только проведения испытаний опытного образца, как указано в таблице.
Таблица 2 - Изменение конструкции баллонов типа КПГ-1 (CNG-1)
Изменение конструкции | Вид испытания | ||||
Разрушение гидравлическим давлением | Циклическое изменение давления при температуре окружающей среды | Утечка до разрушения | Огнестойкость | Прострел | |
Раздел настоящего стандарта | |||||
А.12 | А.13 | А.6 | А.15 | А.16 | |
Материал металлического баллона | + | + | + | + | + |
Изменение диаметра | + | + | - | - | - |
Изменение диаметра >20% | + | + | + | + | + |
Изменение длины | + | - | - | + | - |
Изменение длины >50% | + | + | - | + | - |
Изменение рабочего давления <20% | + | + | - | - | - |
Форма днища | + | + | - | - | - |
Размер отверстия | + | + | - | - | - |
Изменение в технологии | + | + | - | - | - |
Предохранительное устройство | - | - | - | + | - |
|
6.6 Испытания партии
6.6.1 Общие требования
Испытания партии должны быть проведены на готовых баллонах, представляющих серийное производство и имеющих идентификационные знаки. Баллоны для испытаний следует выбирать из каждой партии произвольно. Если испытаниям подвергают больше баллонов, чем требует настоящий стандарт, то все результаты испытаний должны быть документированы. Допускается использовать образцы-свидетели, подвергнутые термической обработке, которые представляют готовые баллоны.
Испытания партии проводят при постановке баллонов на производство - квалификационные испытания установочной (первой промышленной) партии и в процессе производства - приемо-сдаточные испытания каждой изготовленной партии баллонов.
Баллоны, изготовленные в соответствии с ISO 9809-1, ISO 9809-2, ISO 9809-3 или ISO 7866, не требуется подвергать циклическим испытаниям давлением при условии, что при приемочных испытаниях опытного образца баллоны выдерживают без разрушения не менее 15000 циклов изменения давления от 2 до 30 МПа (в соответствии с методикой испытания, представленной в А.6) или не менее 30000 циклов изменения давления от 2 до 26 МПа (в соответствии с методикой испытания, представленной в А.13).
6.6.2 Требуемые испытания
6.6.2.1 Каждая партия баллонов должна быть подвергнута следующим испытаниям:
a) на одном баллоне
1) испытание гидравлическим давлением на разрушение в соответствии с А.12;
b) на одном баллоне
1) контроль размеров на соответствие чертежам (см. 5.2.4.1);
2) испытание на растяжение в соответствии с А.1; результаты испытания должны соответствовать требованиям конструкторской документации (см. 5.2.4.1);
3) для стальных баллонов - три испытания на ударный изгиб по А.2; результаты испытания должны соответствовать требованиям, указанным в А.2;
4) если защитное покрытие является частью конструкции, то испытания покрытия в партии должны быть проведены в соответствии с А.24. Если покрытие не соответствует требованиям А.24, то партия должна быть подвергнута 100%-ному контролю для выявления баллонов с подобным дефектным покрытием. Дефектное покрытие на всех баллонах может быть снято и нанесено повторно. Затем должны быть проведены повторные испытания покрытия в партии.
Допускается проводить испытания на растяжение и ударный изгиб на образце-свидетеле, подвергнутом термической обработке.
Все баллоны, представленные в испытаниях партии и не соответствующие указанным требованиям, должны быть подвергнуты процедурам, установленным в 6.9.
6.6.2.2 Дополнительно должны быть проведены циклические испытания давлением на готовых баллонах в соответствии с А.13 при следующей частоте испытаний:
a) первоначально один баллон из каждой партии должен быть подвергнут циклическому испытанию давлением в течение 1000![]() циклов, но не менее 15000 циклов;
циклов, но не менее 15000 циклов;
b) если в 10 последовательных партиях баллонов одного конструкционного ряда (т.е. материалы и технологические процессы одинаковые, в пределах незначительных изменений конструкции, см. 6.5.3) ни один из баллонов, подвергнутых циклическому испытанию по перечислению а) 6.6.2.2, не дал течи или разрыва за менее чем 1500![]() циклов (не менее 22500 циклов), то циклические испытания давлением можно проводить на одном баллоне из каждых последующих пяти партий;
циклов (не менее 22500 циклов), то циклические испытания давлением можно проводить на одном баллоне из каждых последующих пяти партий;
c) если в 10 последовательных партиях баллонов одного конструкционного ряда ни один из баллонов, подвергнутых циклическому испытанию по перечислению а) 6.6.2.2, не дал течи или разрыва за менее чем 2000/![]() циклов (не менее 30000 циклов), то циклические испытания давлением можно проводить на одном баллоне из каждых последующих 10 партий;
циклов (не менее 30000 циклов), то циклические испытания давлением можно проводить на одном баллоне из каждых последующих 10 партий;
d) если прошло более трех месяцев со времени последних циклических испытаний давлением, то баллон из следующей партии должен быть подвергнут циклическому испытанию давлением, чтобы сохранить испытание партии с сокращенной частотой по перечислению b) или с) 6.6.2.2;
e) если баллон, подвергнутый циклическому испытанию давлением с сокращенной частотой по перечислению b) или с) 6.6.2.2, не выдержал требуемого числа циклов давления (не менее 22500 или 30000 циклов соответственно), то необходимо повторить циклические испытания давлением по перечислению а) 6.6.2.2 не менее чем для 10 партий, чтобы снова установить сокращенную частоту циклических испытаний партии давлением по перечислению b) или с) 6.6.2.2.
Если баллон по перечислению а), b) или с) 6.6.2.2 не соответствует минимальному требованию и не выдерживает 1000/![]() циклов (не менее 15000 циклов), то должна быть определена и устранена причина несоответствия, согласно процедурам, указанным в 6.9. Затем необходимо повторить циклические испытания давлением на трех дополнительных баллонах из этой партии. Если хотя бы один из трех дополнительных баллонов не выдерживает 1000/
циклов (не менее 15000 циклов), то должна быть определена и устранена причина несоответствия, согласно процедурам, указанным в 6.9. Затем необходимо повторить циклические испытания давлением на трех дополнительных баллонах из этой партии. Если хотя бы один из трех дополнительных баллонов не выдерживает 1000/![]() циклов (не менее 15000 циклов), то эта партия должна быть забракована.
циклов (не менее 15000 циклов), то эта партия должна быть забракована.
6.7 Контроль каждого баллона
Контролю должны быть подвергнуты все баллоны партии. Неразрушающий контроль должен быть проведен в соответствии со стандартом, приемлемым для инспектора.
Каждый баллон в процессе изготовления и после изготовления должен быть подвергнут:
a) контролю неразрушающим методом в соответствии с приложением В или другим испытанным эквивалентным методом для подтверждения того, что максимальный размер существующего дефекта не превышает размера, определенного для данной конструкции, как указано в 6.3.4. Метод неразрушающего контроля должен быть способен обнаружить максимально допустимый размер дефекта;
b) измерительному контролю основных размеров и массы готовых баллонов, которые должны быть в пределах допусков, установленных для конструкции;
c) визуальному контролю качества обработки поверхности, обращая особое внимание на поверхности глубокой вытяжки, складки или морщины в горловине или плечевой части кованых или закатанных днищ;
d) проверке маркировки;
e) контролю твердости материала баллонов, прошедших термообработку, в соответствии с А.8. Значения твердости должны быть в пределах, установленных для конструкции;
f) гидравлическому испытанию в соответствии с А.11. При выборе варианта 1 изготовитель должен определить соответствующий предел остаточного объемного расширения для используемого испытательного давления; при этом остаточное расширение должно быть не более 10% от полного объемного расширения, измеренного при испытательном давлении.
6.8 Документ качества партии
При удовлетворительных результатах испытаний партии в соответствии с 6.6 и 6.7 должен быть оформлен документ качества партии. Пример такого документа представлен на рисунке Е.1 приложения Е.
6.9 Несоответствие требованиям контроля и испытаний
В случае несоответствия требованиям контроля и испытаний должны быть проведены повторные контроль и испытания или повторная термообработка и повторные испытания:
a) при получении неудовлетворительных результатов контроля и испытаний из-за ошибки при их проведении или ошибки в измерении должны быть проведены повторные контроль и испытания. Если результаты повторных контроля и испытаний удовлетворительные, то первоначальные результаты не учитывают;
b) если не выявлено ошибок в проведении контроля и испытаний, то должна быть установлена причина получения неудовлетворительных результатов:
1) если причиной неудовлетворительных результатов является термообработка, то изготовитель может подвергнуть баллоны, не прошедшие контроль и испытания, повторной термообработке, т.е. если неудовлетворительные результаты получены при испытании, представляющем опытный образец или партию баллонов, то должна быть проведена повторная термообработка всех представленных баллонов перед повторным испытанием. Однако, если неудовлетворительные результаты получены случайно, при контроле каждого баллона, то только эти баллоны должны быть направлены на повторную термообработку и повторный контроль:
- при любой повторной термообработке баллонов должна быть сохранена минимальная гарантированная толщина стенки;
- только испытания опытного образца или партии, необходимые для подтверждения пригодности партии, должны быть проведены снова. Если один или более показателей контроля и испытаний оказываются неудовлетворительными, то все баллоны этой партии должны быть отбракованы;
2) если при контроле и испытаниях выявлены дефекты не из-за термической обработки, то все дефектные баллоны должны быть отбракованы или отремонтированы соответствующим методом; если отремонтированные баллоны прошли контроль, необходимый при ремонте, то они должны быть приняты как годные.
7 Требования к баллонам типа КПГ-2 (CNG-2) с кольцевой обмоткой
7.1 Общие положения
Настоящий стандарт не предоставляет расчетные формулы и не указывает допустимые напряжения или деформации, но требует, чтобы соответствие конструкции было установлено соответствующими расчетами и подтверждено испытаниями. Баллоны должны выдерживать испытания материалов, приемочные испытания опытных образцов, квалификационные и приемо-сдаточные испытания партии, определенные настоящим стандартом.
При повышении давления в баллоне этого типа смещение композиционной оболочки и металлического лейнера происходит совместно в продольном направлении. Из-за разных технологий изготовления баллонов настоящий стандарт не дает определенного метода для проектирования.
Конструкция должна обеспечивать вид повреждения "утечка до разрушения" при возможном разрушении баллона под давлением во время нормальной эксплуатации. Утечка в металлическом лейнере должна происходить только при развитии усталостной трещины.
7.2 Материалы
7.2.1 Общие требования
Используемые материалы должны быть применимы для условий эксплуатации, указанных в разделе 4. Материалы конструкции должны быть совместимы.
7.2.2 Контроль химического состава
7.2.2.1 Сталь
Стали должны быть раскислены алюминием и/или кремнием и иметь структуру с преобладанием мелкого зерна.
Химический состав всех сталей должен быть заявлен и определен по крайней мере:
a) содержанием углерода, марганца, алюминия и кремния во всех случаях;
b) содержанием хрома, никеля, молибдена, бора и ванадия и других специально добавляемых легирующих элементов.
Содержание серы и фосфора по результатам анализа плавки не должно превышать значений, указанных в таблице 3.
Таблица 3 - Максимальное содержание серы и фосфора
Содержание, %, не более | Предел прочности, МПа | |
<950 |
| |
Серы | 0,020 | 0,010 |
Фосфора | 0,020 | 0,020 |
Серы и фосфора | 0,030 | 0,025 |
7.2.2.2 Алюминий
Алюминиевые сплавы можно использовать для изготовления баллонов, если они соответствуют всем требованиям настоящего стандарта и содержит свинца и висмута не более 0,003%.
Примечание - Перечень зарегистрированных сплавов находится в Алюминиевой ассоциации и называется "Регистрационные данные о международных обозначениях сплавов и пределах химического состава для ковкого алюминия и сплавов ковкого алюминия".
7.2.3 Композиционные материалы
7.2.3.1 Смолы
Материалом для пропитки могут быть термореактивные или термопластичные смолы. Примерами подходящих основных связующих материалов являются эпоксидная смола, модифицированная эпоксидная смола, термореактивные пластмассы на основе сложных полиэфиров и виниловых сложных эфиров, термопластичные материалы на основе полиэтилена и полиамида.
Температура стеклования материала на основе смолы должна быть определена в соответствии c ASTM D 3418-99.
7.2.3.2 Волокна
В качестве армирующего материала должны служить стеклянные, арамидные или углеродные волокна. При использовании углеродного волокна конструкция должна иметь средства предотвращения электрохимической коррозии в металлических элементах баллона.
Изготовитель баллонов должен иметь: технические условия на композиционные материалы; рекомендации изготовителя материалов по хранению, условиям эксплуатации и сроку годности; сертификат изготовителя на материал, свидетельствующий о том, что каждая партия соответствует требованиям технических условий. Изготовитель волокна должен подтвердить, что свойства волоконного материала соответствуют техническим условиям на изготовление данной продукции.
7.3 Требования к конструкции
7.3.1 Испытательное давление
Испытательное давление, используемое при изготовлении, должно быть не менее 30 МПа (в 1,5 раза больше рабочего давления).
7.3.2 Разрушающее давление и коэффициенты запаса прочности волокна
Для металлического лейнера действительное разрушающее давление должно быть не менее 26 МПа.
Расчетное разрушающее давление должно быть не менее значений, указанных в таблице 4. Композиционная оболочка должна быть рассчитана на прочность при постоянной и циклической нагрузках. Прочность должна быть достигнута благодаря соответствию или превышению значений коэффициентов запаса прочности композиционной оболочки, указанных в таблице 4. Коэффициент запаса прочности определяют как напряжение в волокне при расчетном минимальном разрушающем давлении, разделенное на напряжение в волокне при рабочем давлении. Коэффициент запаса прочности баллона определяют как действительное разрушающее давление баллона, разделенное на рабочее давление![]() .
.
_______________![]() Для Российской Федерации коэффициент запаса прочности баллона - не менее 2,4. Действительное разрушающее давление баллона - не менее 48 МПа.
Для Российской Федерации коэффициент запаса прочности баллона - не менее 2,4. Действительное разрушающее давление баллона - не менее 48 МПа.
Расчеты коэффициента запаса прочности волокна должны включать:
a) метод анализа характеристик нелинейных материалов (специальная компьютерная программа или программа расчета методом конечных элементов);
b) моделирование кривой зависимости напряжений от упругопластических деформаций для материала лейнера;
c) моделирование механических свойств композиционных материалов;
d) расчеты при давлении автофреттирования, нулевом давлении после автофреттирования, рабочем давлении и минимальном разрушающем давлении;
e) расчет предварительных напряжений от натяжения намотки;
f) выбор минимального расчетного разрушающего давления таким образом, чтобы рассчитанное напряжение при этом давлении, разделенное на рассчитанное напряжение при рабочем давлении, соответствовало требованиям к коэффициенту запаса прочности для используемого волокна;
g) расчет распределения нагрузки между двумя или более разными волокнами, основанный на разных модулях упругости этих волокон, для баллонов со смешанным армированием. Требования к коэффициентам запаса прочности для волокна каждого отдельного типа должны соответствовать значениям, указанным в таблице 4.
Проверка коэффициентов запаса прочности волокна может быть проведена с использованием датчиков деформации. Применимый метод приведен в приложении G.
Таблица 4 - Минимальные расчетные значения разрушающего давления и коэффициентов запаса прочности волокна для баллонов типа КПГ-2 (CNG-2)![]()
Тип волокна | Коэффициент запаса прочности | Разрушающее давление, МПа |
Стеклянное | 2,75 | 50 |
Арамидное | 2,35 | 47 |
Углеродное | 2,35 | 47 |
Смешанное |
|
|
|
_______________![]() Для применения в Российской Федерации: коэффициент запаса прочности для арамидного и углеродного волокон - 2,40 и 2,50 соответственно; разрушающее давление для стеклянного, арамидного и углеродного волокон - 55, 48 и 50 МПа соответственно.
Для применения в Российской Федерации: коэффициент запаса прочности для арамидного и углеродного волокон - 2,40 и 2,50 соответственно; разрушающее давление для стеклянного, арамидного и углеродного волокон - 55, 48 и 50 МПа соответственно.
7.3.3 Расчет напряжений
Напряжения в композиционном материале и в лейнере после предварительного напряжения должны быть рассчитаны для 0 и 20 МПа, испытательного давления и расчетного разрушающего давления. Расчет проводят с учетом нелинейного поведения материала лейнера для определения минимальной расчетной толщины стенки.
Для конструкций, использующих автофреттирование с целью обеспечения предварительного напряжения, должны быть рассчитаны пределы давления автофреттирования. Для конструкций, использующих намотку с регулируемым натяжением с целью обеспечения предварительного напряжения, должно быть рассчитано натяжение, требуемое в каждом слое композиционного материала, и последующее предварительное напряжение в лейнере.
7.3.4 Максимальный размер дефекта
Максимально допустимый размер дефекта в любом месте металлического лейнера должен быть таким, чтобы баллон соответствовал требованиям циклического испытания давлением и "утечки до разрушения". Метод неразрушающего контроля должен обнаруживать максимально допустимый размер дефекта.
Допустимый размер дефекта для неразрушающего контроля должен быть определен соответствующим методом, например как указано в приложении D.
7.3.5 Горловины баллонов
Баллоны могут иметь одну или две горловины, расположенные в днищах. Осевая линия отверстий горловин должна совпадать с продольной осью баллона.
7.3.6 Противопожарная защита
Конструкция баллона должна быть защищена предохранительными устройствами от повышения давления. Баллон, его материалы, предохранительные устройства и любой дополнительный изоляционный или защитный материал должны быть разработаны в комплексе так, чтобы обеспечить необходимую безопасность при пожаре в условиях, указанных в А.15. Изготовитель может определить альтернативное размещение предохранительных устройств на транспортном средстве с целью достижения безопасности.
Предохранительные устройства от повышения давления должны соответствовать стандарту, приемлемому для инспектора страны - потребителя баллонов.
7.4 Конструкция и качество изготовления
7.4.1 Общие положения
Композиционный баллон должен быть изготовлен из лейнера с оболочкой из непрерывного волокна. Операция намотки волокна должна иметь компьютерное или механическое управление. Волокна должны накладываться при контролируемом натяжении во время намотки. После завершения намотки термореактивные смолы должны быть отверждены при нагревании в соответствии с предварительно определенной и контролируемой диаграммой "время - температура".
7.4.2 Лейнер
Изготовление металлического лейнера должно соответствовать требованиям, установленным в 7.2, 7.3.2 и 7.5.2.2 или 7.5.2.3 для соответствующей конструкции лейнера.
7.4.3 Резьба горловины
Резьба должна быть выполнена чисто и ровно без нарушений сплошности поверхности и должна отвечать требованиям соответствующего стандарта.
7.4.4 Оболочка
7.4.4.1 Намотка волокна
Баллоны должны быть изготовлены методом намотки волокна. Во время намотки важные переменные параметры должны быть проконтролированы в пределах установленных допусков и документированы. Эти переменные параметры могут включать (но не ограничены этим) следующее:
a) тип и размеры волокна;
b) способ пропитки;
c) натяжение намотки;
d) скорость намотки;
e) число ровингов;
f) ширина ленты;
g) тип и состав смолы;
h) температура смолы;
i) температура лейнера;
j) угол намотки.
7.4.4.2 Отверждение термореактивных смол
Термореактивная смола должна быть отверждена после намотки волокна. Цикл отверждения (т.е. диаграмма "время - температура") должен быть документирован.
Максимальные время и температура отверждения для баллонов с лейнерами из алюминиевых сплавов должны быть меньше времени и температуры, которые отрицательно влияют на свойства металла.
7.4.4.3 Автофреттирование
Автофреттирование должно быть выполнено перед испытанием гидравлическим давлением. Давление автофреттирования должно быть в пределах, установленных в 7.3.3; изготовитель должен установить подходящий метод контроля давления.
7.4.5 Защита от воздействия окружающей среды
Наружная поверхность баллонов должна соответствовать требованиям климатического испытания в кислой среде, указанным в А.14. Для защиты наружной поверхности может быть использован один из следующих способов:
a) металлическое защитное покрытие (например, металлизация напылением алюминия, анодирование);
b) применение подходящих волокна и связующего материала (например, углеродное волокно в смоле);
c) органическое защитное покрытие (например, краска); если покрытие является частью конструкции, то оно должно соответствовать требованиям, указанным в А.9;
d) защитное покрытие, стойкое к химикатам, указанным в А.14.
Любые покрытия, наносимые на баллоны, должны быть такими, чтобы процесс их нанесения не оказывал отрицательного влияния на механические свойства баллона. Покрытие не должно препятствовать последующему контролю в процессе эксплуатации. Изготовитель должен предоставить инструкцию по обработке покрытия во время такого контроля для сохранения целостности баллона.
Изготовителю рекомендуется проводить климатическое испытание на воздействие окружающей среды, которое оценивает прочность покрытия (см. приложение F).
7.5 Процедура испытания опытного образца
7.5.1 Общие требования
Испытание опытного образца должно быть проведено для каждой новой конструкции на готовых баллонах, которые представляют опытное производство и имеют идентификационные знаки. Образцы баллонов или лейнеров следует выбирать и испытывать, как указано в 7.5.2, под наблюдением инспектора. Если испытаниям подвергают больше баллонов или лейнеров, чем требует настоящий стандарт, то все результаты испытаний должны быть документированы.
7.5.2 Испытания опытного образца
7.5.2.1 Требуемые испытания
В процессе приемочных испытаний инспектор должен выбрать баллоны и лейнеры для испытаний и присутствовать при следующих испытаниях:
- указанных в 7.5.2.2 или 7.5.2.3 (испытания материала), на одном лейнере;
- указанном в 7.5.2.4 (испытание гидравлическим давлением на разрушение), на одном лейнере и трех баллонах;
- указанном в 7.5.2.5 (циклическое испытание давлением при температуре окружающей среды), на двух баллонах;
- указанном в 7.5.2.6 (испытание на "утечку до разрушения"), на трех баллонах;
- указанном в 7.5.2.7 (испытание на огнестойкость), на одном или двух баллонах;
- указанном в 7.5.2.8 (испытание на прострел), на одном баллоне;
- указанном в 7.5.2.9 (климатическое испытание в кислой среде), на одном баллоне;
- указанном в 7.5.2.10 (испытание на допустимые дефекты), на одном баллоне;
- указанном в 7.5.2.11 (испытание на ползучесть при высокой температуре), на одном баллоне;
- указанном в 7.5.2.12 (ускоренное испытание на разрушение под напряжением), на одном баллоне;
- указанном в 7.5.2.13 (циклическое испытание давлением при экстремальной температуре), на одном баллоне;
- указанном в 7.5.2.14 (прочность смолы при сдвиге), на одном образце, представляющем композиционную оболочку.
7.5.2.2 Испытания материала стальных лейнеров
Испытания материала стальных лейнеров должны быть проведены следующим образом:
a) испытание на растяжение
Свойства стали готового лейнера должны быть определены по А.1 и должны соответствовать указанным в А.1 требованиям.
b) испытание на ударный изгиб
Ударная вязкость стали готового лейнера должна быть определена по А.2 и должна соответствовать указанным в А.2 требованиям.
c) испытание на стойкость к сульфидному растрескиванию под напряжением
Если предел прочности стали более 950 МПа, то сталь готового лейнера должна быть испытана на стойкость к сульфидному растрескиванию под напряжением по А.3 и должна соответствовать указанным в А.3 требованиям.
7.5.2.3 Испытания материала лейнеров из алюминиевого сплава
Испытания материала лейнеров из алюминиевого сплава должны быть проведены следующим образом:
a) Испытание на растяжение
Свойства алюминиевого сплава готового лейнера должны быть определены по А.1 и должны соответствовать указанным в А.1 требованиям.
b) Испытания на межкристаллитную коррозию
Алюминиевые сплавы должны соответствовать требованиям испытаний на межкристаллитную коррозию, выполненных по А.4.
c) Испытания на стойкость к трещинообразованию при постоянной нагрузке
Алюминиевые сплавы должны соответствовать требованиям испытаний на стойкость к трещинообразованию при постоянной нагрузке, выполненных по А.5.
7.5.2.4 Испытание гидравлическим давлением на разрушение
a) Один лейнер должен быть подвергнут гидравлическому давлению до разрушения в соответствии с А.12. Разрушающее давление должно превышать минимальное разрушающее давление, определенное для лейнера данной конструкции.
b) Три баллона должны быть подвергнуты гидравлическому испытанию на разрушение в соответствии с А.12. Расчетное разрушающее давление для волокна должно быть не меньше разрушающего давления, указанного в таблице 4. Для баллона разрушающее давление должно быть не меньше давления, указанного в 7.3.2.
7.5.2.5 Циклическое испытание давлением при температуре окружающей среды
Два баллона должны быть подвергнуты циклическому испытанию давлением при температуре окружающей среды в соответствии с А.13 до разрушения или не менее 45000 циклов.
Баллоны должны выдерживать без разрушения не менее 1000![]() циклов (где
циклов (где ![]() - установленный срок службы, годы). Баллоны, выдержавшие более 1000/
- установленный срок службы, годы). Баллоны, выдержавшие более 1000/![]() циклов, должны давать утечку, но не разрыв. Баллоны, которые не разрушились в течение 45000 циклов, должны быть разрушены путем продолжения циклического испытания давлением или путем повышения гидравлического давления. Число циклов до разрушения и место разрушения должны быть документированы.
циклов, должны давать утечку, но не разрыв. Баллоны, которые не разрушились в течение 45000 циклов, должны быть разрушены путем продолжения циклического испытания давлением или путем повышения гидравлического давления. Число циклов до разрушения и место разрушения должны быть документированы.
7.5.2.6 Испытание на "утечку до разрушения"
Испытание на "утечку до разрушения" должно быть проведено по А.6 и должно соответствовать указанным в А.6 требованиям.
7.5.2.7 Испытание на огнестойкость
Один или два баллона должны быть испытаны по А.15 и должны соответствовать указанным в А.15 требованиям.
7.5.2.8 Испытание на прострел
Один баллон должен быть испытан по А.16 и должен соответствовать указанным в А.16 требованиям.
7.5.2.9 Климатическое испытание в кислой среде
Один баллон должен быть испытан по А.14 и должен соответствовать указанным в А.14 требованиям.
Дополнительное испытание на воздействие окружающей среды представлено в приложении F.
7.5.2.10 Испытание на допустимые дефекты
Один баллон должен быть испытан по А.17 и должен соответствовать указанным в А.17 требованиям.
7.5.2.11 Испытание на ползучесть при высокой температуре
В конструкциях, где температура стеклования смолы не превышает 102°С, один баллон должен быть испытан по А.18 и должен соответствовать указанным в А.18 требованиям.
7.5.2.12 Ускоренное испытание на разрушение под напряжением
Один баллон должен быть испытан по А.19 и должен соответствовать указанным в А.19 требованиям.
7.5.2.13 Циклическое испытание давлением при экстремальной температуре
Один баллон должен быть испытан по А.7 и должен соответствовать указанным в А.7 требованиям.
7.5.2.14 Прочность смолы при сдвиге
Материалы на основе смолы должны быть испытаны по А.26 и должны соответствовать указанным в А.26 требованиям.
7.5.3 Изменение конструкции
Изменение конструкции - это любое изменение в выборе конструкционных материалов или изменение размеров.
При незначительных изменениях конструкции допускается проводить испытания по сокращенной программе. Изменения конструкции, представленные в таблице 5, требуют только проведения испытаний опытного образца, как указано в таблице.
Таблица 5 - Изменение конструкции баллонов типа КПГ-2 (CNG-2)
Изменение конструкции | Вид испытания | |||||||
Разру- | Цикли- | Огнес- | Прос- | Клима- | Допус- | Ползу- | Разру- | |
Раздел настоящего стандарта | ||||||||
А.12 | А.13 | А.15 | А.16 | А.14 | А.17 | А.18 | А.19 | |
Изготовитель волокна | + | + | - | - | - | - | + | + |
Материал метал- | + | + | + | + | + | + | + | + |
Волокно | + | + | + | + | + | + | + | + |
Смола | - | - | - | + | + | + | + | + |
Изменение диаметра | + | + | - | - | - | - | - | - |
Изменение диаметра >20% | + | + | + | + | - | + | - | - |
Изменение диаметра | + | - | + | - | - | - | - | - |
Изменение диаметра >50% | + | + | + | - | - | - | - | - |
Изменение рабочего давления | + | + | - | - | - | - | - | - |
Форма днища | + | + | - | - | - | - | - | - |
Размер отверстия | + | + | - | - | - | - | - | - |
Изменение покрытия | - | - | - | - | + | - | - | - |
Изменение в технологии | + | + | - | - | - | - | - | - |
Предохра- | - | - | + | - | - | - | - | - |
|
7.6 Испытания партии
7.6.1 Общие требования
Испытания партии должны быть проведены на готовых баллонах, представляющих серийное производство и имеющих идентификационные знаки. Баллоны и лейнеры для испытаний следует выбирать из каждой партии произвольно. Если испытаниям подвергают больше баллонов и лейнеров, чем требует настоящий стандарт, то все результаты испытаний должны быть документированы. При обнаружении дефектов в оболочке до автофреттирования или до испытания гидравлическим давлением оболочка может быть полностью снята и заменена.
7.6.2 Требуемые испытания
7.6.2.1 Каждая партия баллонов должна быть подвергнута следующим испытаниям:
a) на одном баллоне:
1) испытание гидравлическим давлением на разрушение в соответствии с А.12.
При неудовлетворительных результатах испытания необходимо выполнить процедуры, указанные в 7.9.
b) на одном баллоне или лейнере:
1) контроль размеров на соответствие чертежам (см. 5.2.4.1);
2) испытание на растяжение по А.1; результаты испытания должны соответствовать требованиям конструкторской документации (см. 5.2.4.1);
3) для стальных лейнеров - три испытания на ударный изгиб по А.2; результаты испытания должны соответствовать требованиям, указанным в А.2;
4) если защитное покрытие является частью конструкции, то испытания покрытия в партии должны быть проведены в соответствии с А.24. Если покрытие не соответствует требованиям А.24, то партия должна быть подвергнута 100%-ному контролю для выявления баллонов с подобным дефектным покрытием. Дефектное покрытие на всех баллонах может быть снято по технологии, которая не влияет на целостность оболочки, и нанесено повторно. Затем должны быть проведены повторные испытания покрытия в партии.
Допускается проводить испытания на растяжение и ударный изгиб на образце-свидетеле, подвергнутом термической обработке.
Все баллоны или лейнеры, представленные в испытаниях партии и не соответствующие указанным требованиям, должны быть подвергнуты процедурам, установленным в 7.9.
7.6.2.2 Дополнительно должны быть проведены циклические испытания давлением на готовых баллонах в соответствии с А.13 при следующей частоте испытаний:
a) первоначально один баллон из каждой партии должен быть подвергнут циклическому испытанию давлением в течение 1000![]() циклов, но не менее 15000 циклов;
циклов, но не менее 15000 циклов;
b) если в 10 последовательных партиях баллонов одного конструкционного ряда (т.е. материалы и технологические процессы одинаковые в пределах незначительных изменений конструкции, см. 7.5.3) ни один из баллонов, подвергнутых циклическому испытанию по перечислению а) 7.6.2.2, не дал течи или разрыва за менее чем 1500/![]() циклов (не менее 22500 циклов), то циклические испытания давлением можно проводить на одном баллоне из каждых последующих пяти партий;
циклов (не менее 22500 циклов), то циклические испытания давлением можно проводить на одном баллоне из каждых последующих пяти партий;
c) если в 10 последовательных партиях баллонов одного конструкционного ряда ни один из баллонов, подвергнутых циклическому испытанию по перечислению а) 7.6.2.2, не дал течи или разрыва за менее чем 2000![]() циклов (не менее 30000 циклов), то циклические испытания давлением можно проводить на одном баллоне из каждых последующих 10 партий;
циклов (не менее 30000 циклов), то циклические испытания давлением можно проводить на одном баллоне из каждых последующих 10 партий;
d) если прошло более трех месяцев со времени последних циклических испытаний давлением, то баллон из следующей партии должен быть подвергнут циклическому испытанию давлением, чтобы сохранить испытание партии с сокращенной частотой по перечислению b) или с) 7.6.2.2;
e) если баллон, подвергнутый циклическому испытанию давлением с сокращенной частотой по перечислению b) или с) 7.6.2.2, не выдержал требуемого числа циклов давления (не менее 22500 или 30000 циклов соответственно), то необходимо повторить циклические испытания давлением по перечислению а) 7.6.2.2 не менее чем для 10 партий, чтобы снова установить сокращенную частоту циклических испытаний партии давлением по перечислению b) или с) 7.6.2.2.
Если баллон по перечислению а), b) или с) 7.6.2.2 не соответствует минимальному требованию и не выдерживает 1000/![]() циклов (не менее 15000 циклов), то должна быть определена и устранена причина несоответствия согласно процедурам, указанным в 7.9. Затем необходимо повторить циклические испытания давлением на трех дополнительных баллонах из этой партии. Если хотя бы один из трех дополнительных баллонов не выдерживает 1000/
циклов (не менее 15000 циклов), то должна быть определена и устранена причина несоответствия согласно процедурам, указанным в 7.9. Затем необходимо повторить циклические испытания давлением на трех дополнительных баллонах из этой партии. Если хотя бы один из трех дополнительных баллонов не выдерживает 1000/![]() циклов (не менее 15000 циклов), то эта партия должна быть забракована.
циклов (не менее 15000 циклов), то эта партия должна быть забракована.
7.7 Контроль каждого баллона
Контролю должны быть подвергнуты все баллоны партии. Неразрушающий контроль должен быть проведен в соответствии со стандартом, приемлемым для инспектора.
Каждый баллон в процессе изготовления и после изготовления должен быть подвергнут:
a) контролю металлических лейнеров неразрушающим методом в соответствии с приложением В или другим испытанным эквивалентным методом для подтверждения того, что максимальный размер существующего дефекта не превышает размера, определенного для данной конструкции, как указано в 7.3.4. Метод неразрушающего контроля должен быть способен обнаружить максимально допустимый размер дефекта;
b) измерительному контролю основных размеров и массы готовых баллонов, лейнеров и оболочек, которые должны быть в пределах допусков, установленных для конструкции;
c) визуальному контролю качества обработки поверхности, обращая особое внимание на поверхности глубокой вытяжки, складки или морщины в горловине или плечевой части кованых или закатанных днищ;
d) проверке маркировки;
e) контролю твердости металлических лейнеров в соответствии с А.8, проводимому после окончательной термообработки. Значения твердости должны быть в пределах, установленных для конструкции;
f) гидравлическому испытанию в соответствии с А.11, вариант 1. Изготовитель должен определить соответствующий предел остаточного объемного расширения для используемого испытательного давления; при этом остаточное расширение должно быть не более 5% от полного объемного расширения, измеренного при испытательном давлении.
7.8 Документ качества партии
При удовлетворительных результатах испытаний партии в соответствии с 7.6 и 7.7 должен быть оформлен документ качества партии. Пример такого документа представлен на рисунке Е.1 приложения Е.
7.9 Несоответствие требованиям контроля и испытаний
В случае несоответствия требованиям контроля и испытаний должны быть проведены повторные контроль и испытания или повторная термообработка и повторные испытания:
a) при получении неудовлетворительных результатов контроля и испытаний из-за ошибки при их проведении или ошибки в измерении должны быть проведены повторные контроль и испытания. Если результаты повторных контроля и испытаний удовлетворительные, то первоначальные результаты не учитывают;
b) если не выявлено ошибок в проведении контроля и испытаний, то должна быть установлена причина получения неудовлетворительных результатов:
1) если причиной неудовлетворительных результатов является термообработка, то изготовитель может подвергнуть баллоны, не прошедшие контроль и испытания, повторной термообработке, т.е. если неудовлетворительные результаты получены при испытании, представляющем опытный образец или партию баллонов, то должна быть проведена повторная термообработка всех представленных баллонов перед повторным испытанием. Однако, если неудовлетворительные результаты получены случайно при контроле каждого баллона, то только эти баллоны должны быть направлены на повторную термообработку и повторный контроль:
- при любой повторной термообработке баллонов должна быть сохранена минимальная гарантированная толщина стенки;
- только испытания опытного образца или партии, необходимые для подтверждения пригодности партии, должны быть проведены снова. Если один или более показателей контроля и испытаний оказываются неудовлетворительными, то все баллоны этой партии должны быть отбракованы;
2) если при контроле и испытаниях выявлены дефекты не из-за термической обработки, то все дефектные баллоны должны быть отбракованы или отремонтированы соответствующим методом; если отремонтированные баллоны прошли контроль, необходимый при ремонте, то они должны быть приняты как годные.
8 Требования к баллонам типа КПГ-3 (CNG-3) с полной обмоткой
8.1 Общие положения
Настоящий стандарт не предоставляет расчетные формулы и не указывает допустимые напряжения или деформации, но требует, чтобы соответствие конструкции было установлено соответствующими расчетами и подтверждено испытаниями. Баллоны должны выдерживать испытания материалов, приемочные испытания опытных образцов, квалификационные и приемо-сдаточные испытания партии, определенные настоящим стандартом.
При повышении давления в баллоне этого типа смещение композиционной оболочки и металлического лейнера происходит совместно. Из-за разных технологий изготовления баллонов настоящий стандарт не дает определенного метода для проектирования.
Конструкция должна обеспечивать вид повреждения "утечка до разрушения" при возможном разрушении баллона под давлением во время нормальной эксплуатации. Утечка в металлическом лейнере должна происходить только при развитии усталостной трещины.
8.2 Материалы
8.2.1 Общие требования
Используемые материалы должны быть применимы для условий эксплуатации, указанных в разделе 4. Материалы конструкции должны быть совместимы.
8.2.2 Контроль химического состава
8.2.2.1 Сталь
Стали должны быть раскислены алюминием и/или кремнием и иметь структуру с преобладанием мелкого зерна.
Химический состав всех сталей должен быть заявлен и определен по крайней мере:
а) содержанием углерода, марганца, алюминия и кремния во всех случаях.
Содержание серы и фосфора по результатам анализа плавки не должно превышать значений, указанных в таблице 6.
Таблица 6 - Максимальное содержание серы и фосфора
Содержание, %, не более | Предел прочности, МПа | |
<950 |
| |
Серы | 0,020 | 0,010 |
Фосфора | 0,020 | 0,020 |
Серы и фосфора | 0,030 | 0,025 |
8.2.2.2 Алюминий
Алюминиевые сплавы можно использовать для изготовления баллонов, если они соответствуют всем требованиям настоящего стандарта и содержат свинца и висмута не более 0,003%.
Примечание - Перечень зарегистрированных сплавов находится в Алюминиевой ассоциации и называется "Регистрационные данные по международным обозначениям сплавов и пределам химического состава для ковкого алюминия и сплавов ковкого алюминия".
8.2.3 Композиционные материалы
8.2.3.1 Смолы
Материалом для пропитки могут быть термореактивные или термопластичные смолы. Примерами подходящих основных связующих материалов являются эпоксидная смола, модифицированная эпоксидная смола, термореактивные пластмассы на основе сложных полиэфиров и виниловых сложных эфиров, термопластичные материалы на основе полиэтилена и полиамида.
Температуру стеклования материала на основе смолы следует определять в соответствии с ASTM D3418-99.
8.2.3.2 Волокна
В качестве армирующего материала должны служить стеклянные, арамидные или углеродные волокна. При использовании углеродного волокна конструкция должна иметь средства предотвращения электрохимической коррозии в металлических элементах баллона.
Изготовитель баллонов должен иметь: технические условия на композиционные материалы; рекомендации изготовителя материалов по хранению, условиям эксплуатации и сроку годности; сертификат изготовителя на материал, свидетельствующий о том, что каждая партия соответствует требованиям технических условий. Изготовитель волокна должен подтвердить, что свойства волоконного материала соответствуют техническим условиям на изготовление данной продукции.
8.3 Требования к конструкции
8.3.1 Испытательное давление
Испытательное давление, используемое при изготовлении, должно быть не менее 30 МПа (в 1,5 раза больше рабочего давления).
8.3.2 Разрушающее давление и коэффициенты запаса прочности волокна
Расчетное разрушающее давление должно быть не менее значений, указанных в таблице 7. Композиционная оболочка должна быть рассчитана на прочность при постоянной и циклической нагрузках. Прочность должна быть достигнута благодаря соответствию или превышению значений коэффициентов запаса прочности композиционной оболочки, указанных в таблице 7. Коэффициент запаса прочности определяют как напряжение в волокне при расчетном минимальном разрушающем давлении, разделенное на напряжение в волокне при рабочем давлении. Коэффициент запаса прочности баллона определяют как действительное разрушающее давление баллона, разделенное на рабочее давление![]() .
.
_______________![]() Для Российской Федерации коэффициент запаса прочности баллона - не менее 2,4. Действительное разрушающее давление баллона - не менее 48 МПа.
Для Российской Федерации коэффициент запаса прочности баллона - не менее 2,4. Действительное разрушающее давление баллона - не менее 48 МПа.
Таблица 7 - Минимальные расчетные значения разрушающего давления и коэффициентов запаса прочности волокна для баллонов типа КПГ-3 (CNG-3)
Тип волокна | Коэффициент запаса прочности | Разрушающее давление, МПа |
Стеклянное | 3,65 | 70 |
Арамидное | 3,10 | 60 |
Углеродное | 2,35 | 47 |
Смешанное |
|
|
|
_______________![]() Для применения в Российской Федерации: коэффициент запаса прочности для углеродного волокна - 2,40; разрушающее давление для стеклянного, арамидного и углеродного волокон - 73, 62 и 48 МПа соответственно.
Для применения в Российской Федерации: коэффициент запаса прочности для углеродного волокна - 2,40; разрушающее давление для стеклянного, арамидного и углеродного волокон - 73, 62 и 48 МПа соответственно.
Расчеты коэффициента запаса прочности волокна должны включать:
a) метод анализа характеристик нелинейных материалов (специальная компьютерная программа или программа расчетов методом конечных элементов);
b) моделирование кривой зависимости напряжений от упругопластических деформаций для материала лейнера;
c) моделирование механических свойств композиционных материалов;
d) расчеты при давлении автофреттирования, нулевом давлении после автофреттирования, рабочем давлении и минимальном разрушающем давлении;
e) расчет предварительных напряжений от натяжения намотки;
f) выбор минимального расчетного разрушающего давления таким образом, чтобы рассчитанное напряжение при этом давлении, разделенное на рассчитанное напряжение при рабочем давлении, соответствовало требованиям к коэффициенту запаса прочности для используемого волокна;
g) расчет распределения нагрузки между двумя или более разными волокнами, основанный на разных модулях упругости этих волокон, для баллонов со смешанным армированием. Требования к коэффициентам запаса прочности для волокна каждого отдельного типа должны соответствовать значениям, указанным в таблице 7.
Проверка коэффициентов запаса прочности волокна может быть проведена с использованием датчиков деформации. Применимый метод приведен в приложении G.
8.3.3 Расчет напряжений
После предварительного напряжения должны быть рассчитаны окружные и осевые напряжения в композиционной оболочке и в лейнере для 0 и 20 МПа, испытательного давления и расчетного разрушающего давления. Расчет проводят с учетом нелинейного поведения материала лейнера для определения минимальной расчетной толщины стенки.
Должны быть рассчитаны пределы давления автофреттирования.
8.3.4 Максимальный размер дефекта
Максимально допустимый размер дефекта в любом месте металлического лейнера должен быть таким, чтобы баллон соответствовал требованиям циклического испытания давлением и "утечки до разрушения". Метод неразрушающего контроля должен обнаруживать максимально допустимый размер дефекта.
Допустимый размер дефекта для неразрушающего контроля должен быть определен соответствующим методом, например как указано в приложении D.
8.3.5 Горловины баллонов
Баллоны могут иметь одну или две горловины, расположенные в днищах. Осевая линия отверстий горловин должна совпадать с продольной осью баллона.
8.3.6 Противопожарная защита
Конструкция баллона должна быть защищена предохранительными устройствами от повышения давления. Баллон, его материалы, предохранительные устройства и любой дополнительный изоляционный или защитный материал должны быть разработаны в комплексе так, чтобы обеспечить необходимую безопасность при пожаре в условиях, указанных в А.15. Изготовитель может определить альтернативное размещение предохранительных устройств на транспортном средстве с целью достижения безопасности.
Предохранительные устройства от повышения давления должны соответствовать стандарту, приемлемому для инспектора страны - потребителя баллонов.
8.4 Конструкция и качество изготовления
8.4.1 Общие положения
Композиционный баллон должен быть изготовлен из лейнера с оболочкой из непрерывного волокна. Операция намотки волокна должна иметь компьютерное или механическое управление. Волокна должны накладываться при контролируемом натяжении во время намотки. После завершения намотки термореактивные смолы должны быть отверждены при нагревании в соответствии с предварительно определенной и контролируемой диаграммой "время - температура".
8.4.2 Лейнер
Изготовление металлического лейнера должно соответствовать требованиям, установленным в 8.2, 8.3.2 и 8.5.2.2 или 8.5.2.3 для соответствующей конструкции лейнера.
Сжимающее напряжение в лейнере при нулевом давлении и температуре 15°С не должно вызывать коробления или появления складок в лейнере.
8.4.3 Резьба горловины
Резьба должна быть выполнена чисто и ровно без нарушений сплошности поверхности и должна отвечать требованиям соответствующего стандарта.
8.4.4 Оболочка
8.4.4.1 Намотка волокна
Баллоны должны быть изготовлены методом намотки волокна. Во время намотки важные переменные параметры должны быть проконтролированы в пределах установленных допусков и документированы. Эти переменные параметры могут включать (но не ограничены этим) следующее:
a) тип и размеры волокна;
b) способ пропитки;
c) натяжение намотки;
d) скорость намотки;
e) число ровингов;
f) ширина ленты;
g) тип и состав смолы;
h) температура смолы;
i) температура лейнера;
j) угол намотки.
8.4.4.2 Отверждение термореактивных смол
Термореактивная смола должна быть отверждена после намотки волокна. Цикл отверждения (т.е. диаграмма "время - температура") должен быть документирован.
Максимальные время и температура отверждения для баллонов с лейнерами из алюминиевых сплавов должны быть меньше времени и температуры, которые отрицательно влияют на свойства металла.
8.4.4.3 Автофреттирование
Автофреттирование должно быть выполнено перед испытанием гидравлическим давлением. Давление автофреттирования должно быть в пределах, установленных в 8.3.3; изготовитель должен установить подходящий метод контроля давления.
8.4.5 Защита от воздействия окружающей среды
Наружная поверхность баллонов должна соответствовать требованиям климатического испытания в кислой среде, указанным в А.14. Для защиты наружной поверхности может быть использован один из следующих способов:
a) металлическое защитное покрытие (например, металлизация напылением алюминия, анодирование);
b) применение подходящих волокна и связующего материала (например, углеродное волокно в смоле);
c) органическое защитное покрытие (например, краска); если наружное покрытие является частью конструкции, то оно должно соответствовать требованиям, указанным в А.9;
d) защитное покрытие, стойкое к химикатам, указанным в А.14.
Любые покрытия, наносимые на баллоны, должны быть такими, чтобы процесс их нанесения не оказывал отрицательного влияния на механические свойства баллона. Покрытие не должно препятствовать последующему контролю в процессе эксплуатации. Изготовитель должен предоставить инструкцию по обработке покрытия во время такого контроля для сохранения целостности баллона.
Изготовителю рекомендуется проводить климатическое испытание на воздействие окружающей среды, которое оценивает прочность покрытия (см. приложение F).
8.5 Процедура испытания опытного образца
8.5.1 Общие требования
Испытание опытного образца должно быть проведено для каждой новой конструкции на готовых баллонах, которые представляют опытное производство и имеют идентификационные знаки. Образцы баллонов или лейнеров следует выбирать и испытывать, как указано в 8.5.2, под наблюдением инспектора. Если испытаниям подвергают больше баллонов или лейнеров, чем требует настоящий стандарт, то все результаты испытаний должны быть документированы.
8.5.2 Испытания опытного образца
8.5.2.1 Требуемые испытания
В процессе приемочных испытаний инспектор должен выбрать баллоны и лейнеры для испытаний и присутствовать при следующих испытаниях:
- указанных в 8.5.2.2 или 8.5.2.3 (испытания материала), на одном лейнере;
- указанном в 8.5.2.4 (испытание гидравлическим давлением на разрушение), на трех баллонах;
- указанном в 8.5.2.5 (циклическое испытание давлением при температуре окружающей среды), на двух баллонах;
- указанном в 8.5.2.6 (испытание на "утечку до разрушения"), на трех баллонах;
- указанном в 8.5.2.7 (испытание на огнестойкость), на одном или двух баллонах;
- указанном в 8.5.2.8 (испытание на прострел), на одном баллоне;
- указанном в 8.5.2.9 (климатическое испытание в кислой среде), на одном баллоне;
- указанном в 8.5.2.10 (испытание на допустимые дефекты), на одном баллоне;
- указанном в 8.5.2.11 (испытание на ползучесть при высокой температуре), где свойственно, на одном баллоне;
- указанном в 8.5.2.12 (ускоренное испытание на разрушение под напряжением), на одном баллоне;
- указанном в 8.5.2.13 (циклическое испытание давлением при экстремальной температуре), на одном баллоне;
- указанном в 8.5.2.14 (прочность смолы при сдвиге), на одном образце, представляющем композиционную оболочку;
- указанном в 8.5.2.15 (испытание на удар при падении), не менее чем на одном баллоне.
8.5.2.2 Испытания материала стальных лейнеров
Испытания материала стальных лейнеров должны быть проведены следующим образом:
a) испытание на растяжение.
Свойства стали готового лейнера должны быть определены по А.1 и должны соответствовать указанным в А.1 требованиям;
b) испытание на ударный изгиб.
Ударная вязкость стали готового лейнера должна быть определена по А.2 и должна соответствовать указанным в А.2 требованиям;
c) испытание на стойкость к сульфидному растрескиванию под напряжением.
Если предел прочности стали более 950 МПа, то сталь готового баллона должна быть испытана по А.3 и должна соответствовать указанным в А.3 требованиям.
8.5.2.3 Испытания материала лейнеров из алюминиевого сплава
Испытания материала лейнеров из алюминиевого сплава должны быть проведены следующим образом:
a) испытание на растяжение.
Свойства алюминиевого сплава готового лейнера должны быть определены по А.1 и должны соответствовать указанным в А.1 требованиям;
b) испытания на межкристаллитную коррозию.
Алюминиевые сплавы должны соответствовать требованиям испытаний на межкристаллитную коррозию, выполненных по А.4;
c) испытания на стойкость к трещинообразованию при постоянной нагрузке.
Алюминиевые сплавы должны соответствовать требованиям испытаний на стойкость к трещинообразованию при постоянной нагрузке, выполненных по А.5.
8.5.2.4 Испытание гидравлическим давлением на разрушение
Три баллона должны быть подвергнуты гидравлическому давлению до разрушения в соответствии с А.12. Расчетное разрушающее давление для волокна должно быть не меньше разрушающего давления, указанного в таблице 7. Для баллона разрушающее давление должно быть не меньше давления, указанного в 8.3.2.
8.5.2.5 Циклическое испытание давлением при температуре окружающей среды
Два баллона должны быть подвергнуты циклическому испытанию давлением при температуре окружающей среды в соответствии с А.13 до разрушения или не менее 45000 циклов.
Баллоны должны выдерживать без разрушения не менее 1000![]() циклов (где
циклов (где ![]() - установленный срок службы, годы). Баллоны, выдержавшие более 1000
- установленный срок службы, годы). Баллоны, выдержавшие более 1000![]() циклов, должны давать утечку, но не разрыв. Баллоны, которые не разрушились в течение 45000 циклов, должны быть разрушены путем продолжения циклического испытания давлением или путем повышения гидравлического давления. Число циклов до разрушения и место разрушения должны быть документированы.
циклов, должны давать утечку, но не разрыв. Баллоны, которые не разрушились в течение 45000 циклов, должны быть разрушены путем продолжения циклического испытания давлением или путем повышения гидравлического давления. Число циклов до разрушения и место разрушения должны быть документированы.
8.5.2.6 Испытание на "утечку до разрушения"
Испытание на "утечку до разрушения" должно быть проведено по А.6 и должно соответствовать указанным в А.6 требованиям.
8.5.2.7 Испытание на огнестойкость
Один или два баллона должны быть испытаны по А.15 и должны соответствовать указанным в А.15 требованиям.
8.5.2.8 Испытание на прострел
Один баллон должен быть испытан по А.16 и должен соответствовать указанным в А.16 требованиям.
8.5.2.9 Климатическое испытание в кислой среде
Один баллон должен быть испытан по А.14 и должен соответствовать указанным в А.14 требованиям.
Дополнительное испытание на воздействие окружающей среды представлено в приложении F.
8.5.2.10 Испытание на допустимые дефекты
Один баллон должен быть испытан по А.17 и должен соответствовать указанным в А.17 требованиям.
8.5.2.11 Испытание на ползучесть при высокой температуре
В конструкциях, где температура стеклования смолы не превышает 102°С, один баллон должен быть испытан по А.18 и должен соответствовать указанным в А.18 требованиям.
8.5.2.12 Ускоренное испытание на разрушение под напряжением
Один баллон должен быть испытан по А.19 и должен соответствовать указанным в А.19 требованиям.
8.5.2.13 Циклическое испытание давлением при экстремальной температуре
Один баллон должен быть испытан по А.7 и должен соответствовать указанным в А.7 требованиям.
8.5.2.14 Прочность смолы при сдвиге
Материалы на основе смолы должны быть испытаны по А.26 и должны соответствовать указанным в А.26 требованиям.
8.5.2.15 Испытание на удар при падении
Один или более готовых баллонов должны быть испытаны на удар по А.20 и должны соответствовать указанным в А.20 требованиям.
8.5.3 Изменение конструкции
Изменение конструкции - это любое изменение в выборе конструкционных материалов или изменение размеров.
При незначительных изменениях конструкции допускается проводить испытания по сокращенной программе. Изменения конструкции, представленные в таблице 8, требуют только проведения испытаний опытного образца, как указано в таблице.
Таблица 8 - Изменение конструкции баллонов типа КПГ-3 (CNG-3)
Изменение конструкции | Вид испытания | ||||||||
Разру- | Цикли- | Огнес- | Прос- | Клима- | Допус- | Ползу- | Разру- | Удар при падении | |
Раздел приложения А настоящего стандарта | |||||||||
А.12 | А.13 | А.15 | А.16 | А.14 | А.17 | А18 | А.19 | А.20 | |
Изготовитель волокна | + | + | - | - | - | - | + | + | + |
Материал метали- | + | + | + | + | + | + | + | + | + |
Волокно | + | + | + | + | + | + | + | + | + |
Смола | - | - | - | + | + | + | + | + | + |
Изменение диаметра | + | + | - | - | - | - | - | - | - |
Изменение диаметра >20% | + | + | + | + | - | + | - | - | + |
Изменение диаметра | + | - | + | - | - | - | - | - | - |
Изменение диаметра >50% | + | + | + | - | - | - | - | - | + |
Изменение рабочего давления | + | + | - | - | - | - | - | - | - |
Форма днища | + | + | - | - | - | - | - | - | - |
Размер отверстия | + | + | - | - | - | - | - | - | - |
Изменение покрытия | - | - | - | - | + | - | - | - | - |
Изменение в технологии производства | + | + | - | - | - | - | - | - | - |
Предохра- | - | - | + | - | - | - | - | - | - |
|
8.6 Испытания партии
8.6.1 Общие требования
Испытания партии должны быть проведены на готовых баллонах, представляющих серийное производство и имеющих идентификационные знаки. Баллоны и лейнеры для испытаний следует выбирать из каждой партии произвольно. Если испытаниям подвергают больше баллонов и лейнеров, чем требует настоящий стандарт, то все результаты испытаний должны быть документированы. При обнаружении дефектов в оболочке до автофреттирования или до испытания гидравлическим давлением оболочка может быть полностью снята и заменена.
8.6.2 Требуемые испытания
8.6.2.1 Каждая партия баллонов должна быть подвергнута следующим испытаниям:
a) на одном баллоне:
1) испытание гидравлическим давлением на разрушение в соответствии с А.12.
При неудовлетворительных результатах испытания необходимо выполнить процедуры, указанные в 8.9.
b) на одном баллоне или лейнере:
1) контроль размеров на соответствие чертежам (см. 5.2.4.1);
2) испытание на растяжение по А.1; результаты испытания должны соответствовать требованиям конструкторской документации (см. 5.2.4.1);
3) для стальных лейнеров - три испытания на ударный изгиб по А.2; результаты испытания должны соответствовать требованиям, указанным в А.2;
4) если защитное покрытие является частью конструкции, то испытания покрытия в партии должны быть проведены в соответствии с А.24. Если покрытие не соответствует требованиям А.24, то партия должна быть подвергнута 100%-ному контролю для выявления баллонов с подобным дефектным покрытием. Дефектное покрытие на всех баллонах может быть снято по технологии, которая не влияет на целостность оболочки, и нанесено повторно. Затем должны быть проведены повторные испытания покрытия в партии.
Допускается проводить испытания на растяжение и ударный изгиб на образце-свидетеле, подвергнутом термической обработке.
Все баллоны или лейнеры, представленные в испытаниях партии и не соответствующие указанным требованиям, должны быть подвергнуты процедурам, установленным в 8.9.
8.6.2.2 Дополнительно должны быть проведены циклические испытания давлением на готовых баллонах в соответствии с А.13 при следующей частоте испытаний:
a) первоначально один баллон из каждой партии должен быть подвергнут циклическому испытанию давлением в течение 1000![]() циклов, но не менее 15000 циклов;
циклов, но не менее 15000 циклов;
b) если в 10 последовательных партиях баллонов одного конструкционного ряда (т.е. материалы и технологические процессы одинаковые в пределах незначительных изменений конструкции, см. 8.5.3), ни один из баллонов, подвергнутых циклическому испытанию по перечислению а) 8.6.2.2, не дал течи или разрыва за менее чем 1500/![]() циклов (не менее 22500 циклов), то циклические испытания давлением можно проводить на одном баллоне из каждых последующих пяти партий;
циклов (не менее 22500 циклов), то циклические испытания давлением можно проводить на одном баллоне из каждых последующих пяти партий;
c) если в 10 последовательных партиях баллонов одного конструкционного ряда ни один из баллонов, подвергнутых циклическому испытанию по перечислению а) 8.6.2.2, не дал течи или разрыва за менее чем 2000/![]() циклов, (не менее 30000 циклов), то циклические испытания давлением можно проводить на одном баллоне из каждых последующих 10 партий;
циклов, (не менее 30000 циклов), то циклические испытания давлением можно проводить на одном баллоне из каждых последующих 10 партий;
d) если прошло более трех месяцев со времени последних циклических испытаний давлением, то баллон из следующей партии должен быть подвергнут циклическому испытанию давлением, чтобы сохранить испытание партии с сокращенной частотой по перечислению b) или с) 8.6.2.2;
e) если баллон, подвергнутый циклическому испытанию давлением с сокращенной частотой по перечислению b) или с) 8.6.2.2, не выдержал требуемого числа циклов давления (не менее 22500 или 30000 циклов соответственно), то необходимо повторить циклические испытания давлением по перечислению а) 8.6.2.2 не менее чем для 10 партий, чтобы снова установить сокращенную частоту циклических испытаний партии давлением по перечислению b) или с) 8.6.2.2.
Если баллон по перечислению а), b) или с) 8.6.2.2 не соответствует минимальному требованию и не выдерживает 1000![]() циклов (не менее 15000 циклов), то должна быть определена и устранена причина несоответствия согласно процедурам, указанным в 8.9. Затем необходимо повторить циклические испытания давлением на трех дополнительных баллонах из этой партии. Если хотя бы один из трех дополнительных баллонов не выдерживает 1000
циклов (не менее 15000 циклов), то должна быть определена и устранена причина несоответствия согласно процедурам, указанным в 8.9. Затем необходимо повторить циклические испытания давлением на трех дополнительных баллонах из этой партии. Если хотя бы один из трех дополнительных баллонов не выдерживает 1000![]() циклов (не менее 15000 циклов), то эта партия должна быть забракована.
циклов (не менее 15000 циклов), то эта партия должна быть забракована.
8.7 Контроль каждого баллона
Контролю должны быть подвергнуты все баллоны партии. Неразрушающий контроль должен быть проведен в соответствии со стандартом, приемлемым для инспектора.
Каждый баллон в процессе изготовления и после изготовления должен быть подвергнут:
a) контролю металлических лейнеров неразрушающим методом в соответствии с приложением В или другим испытанным эквивалентным методом для подтверждения того, что максимальный размер существующего дефекта не превышает размера, определенного для данной конструкции, как указано в 8.3.4. Метод неразрушающего контроля должен быть способен обнаружить максимально допустимый размер дефекта;
b) измерительному контролю основных размеров и массы готовых баллонов, лейнеров и оболочек, которые должны быть в пределах допусков, установленных для конструкции;
c) визуальному контролю качества обработки поверхности, обращая особое внимание на поверхности глубокой вытяжки и складки или морщины в горловине или плечевой части кованых или закатанных днищ;
d) проверке маркировки;
e) контролю твердости металлических лейнеров в соответствии с А.8, проводимому после окончательной термообработки. Значения твердости должны быть в пределах, установленных для конструкции;
f) гидравлическому испытанию в соответствии с А.11, вариант 1. Изготовитель должен определить соответствующий предел остаточного объемного расширения для используемого испытательного давления; при этом остаточное расширение должно быть не более 5% от полного объемного расширения, измеренного при испытательном давлении.
8.8 Документ качества партии
При удовлетворительных результатах испытаний партии в соответствии с 8.6 и 8.7 должен быть оформлен документ качества партии. Пример такого документа представлен на рисунке Е.1 приложения Е.
8.9 Несоответствие требованиям контроля и испытаний
8 случае несоответствия требованиям контроля и испытаний должны быть проведены повторные контроль и испытания или повторная термообработка и повторные испытания:
a) при получении неудовлетворительных результатов контроля и испытаний из-за ошибки при их проведении или ошибки в измерении должны быть проведены повторные контроль и испытания. Если результаты повторных контроля и испытаний удовлетворительные, то первоначальные результаты не учитывают;
b) если не выявлено ошибок в проведении контроля и испытаний, то должна быть установлена причина получения неудовлетворительных результатов:
1) если причиной неудовлетворительных результатов является термообработка, то изготовитель может подвергнуть баллоны, не прошедшие контроль и испытания, повторной термообработке, т.е. если неудовлетворительные результаты получены при испытании, представляющем опытный образец или партию баллонов, то должна быть проведена повторная термообработка всех представленных баллонов перед повторным испытанием. Однако, если неудовлетворительные результаты получены случайно при контроле каждого баллона, то только эти баллоны должны быть направлены на повторную термообработку и повторный контроль:
- при любой повторной термообработке баллонов должна быть сохранена минимальная гарантированная толщина стенки;
- только испытания опытного образца или партии, необходимые для подтверждения пригодности партии, должны быть проведены снова. Если один или более показателей контроля и испытаний оказываются неудовлетворительными, то все баллоны этой партии должны быть отбракованы;
2) если при контроле и испытаниях выявлены дефекты не из-за термической обработки, то все дефектные баллоны должны быть отбракованы или отремонтированы соответствующим методом; если отремонтированные баллоны прошли контроль, необходимый при ремонте, то они должны быть приняты как годные.
9 Требования к композиционным баллонам типа КПГ-4 (CNG-4)
9.1 Общие положения
Настоящий стандарт не предоставляет расчетные формулы и не указывает допустимые напряжения или деформации, но требует, чтобы соответствие конструкции было установлено соответствующими расчетами и подтверждено испытаниями. Баллоны должны выдерживать испытания материалов, приемочные испытания опытных образцов, квалификационные и приемо-сдаточные испытания партии, определенные настоящим стандартом.
Конструкция должна обеспечивать вид повреждения "утечка до разрушения" при возможном разрушении баллона под давлением во время нормальной эксплуатации.
9.2 Материалы
9.2.1 Общие требования
Используемые материалы должны быть применимы для условий эксплуатации, указанных в разделе 4. Материалы конструкции должны быть совместимы.
9.2.2 Смолы
Материалом для пропитки могут быть термореактивные или термопластичные смолы. Примерами подходящих основных связующих материалов являются эпоксидная смола, модифицированная эпоксидная смола, термореактивные пластмассы на основе сложных полиэфиров и виниловых сложных эфиров, термопластичные материалы на основе полиэтилена и полиамида.
Температура стеклования материала на основе смолы должна быть определена в соответствии с ASTM D3418-99.
9.2.3 Волокна
В качестве армирующего материала должны служить стеклянные, арамидные или углеродные волокна. При использовании углеродного волокна конструкция должна иметь средства предотвращения электрохимической коррозии в металлических элементах баллона.
Изготовитель баллонов должен иметь: технические условия на композиционные материалы; рекомендации изготовителя материалов по хранению, условиям эксплуатации и сроку годности; сертификат изготовителя на материал, свидетельствующий о том, что каждая партия соответствует требованиям технических условий. Изготовитель волокна должен подтвердить, что свойства волоконного материала соответствуют техническим условиям на изготовление данной продукции.
9.2.4 Пластмассовые лейнеры
Полимерный материал должен быть применим в условиях эксплуатации, указанных в разделе 4.
9.2.5 Металлические закладные элементы
Металлические закладные элементы, присоединяемые к неметаллическому лейнеру, должны быть изготовлены из материала, применимого в условиях эксплуатации, указанных в разделе 4.
9.3 Требования к конструкции
9.3.1 Испытательное давление
Испытательное давление, используемое при изготовлении, должно быть не менее 30 МПа (в 1,5 раза больше рабочего давления).
9.3.2 Разрушающее давление и коэффициенты запаса прочности волокна
Расчетное разрушающее давление должно быть не меньше значений, указанных в таблице 9. Композиционная оболочка должна быть рассчитана на прочность при постоянной и циклической нагрузках. Прочность должна быть достигнута благодаря соответствию или превышению значений коэффициентов запаса прочности композиционной оболочки, указанных в таблице 9. Коэффициент запаса прочности определяют как напряжение в волокне при расчетном минимальном разрушающем давлении, разделенное на напряжение в волокне при рабочем давлении. Коэффициент запаса прочности баллона определяют как действительное разрушающее внутреннее давление баллона, разделенное на рабочее давление![]() .
.
_______________![]() Для Российской Федерации коэффициент запаса прочности баллона - не менее 2,4, действительное разрушающее давление баллона - не менее 48 МПа.
Для Российской Федерации коэффициент запаса прочности баллона - не менее 2,4, действительное разрушающее давление баллона - не менее 48 МПа.
Таблица 9 - Минимальные расчетные значения разрушающего давления и коэффициентов запаса прочности волокна для баллонов типа КПГ-4 (CNG-4)
Тип волокна | Коэффициент запаса прочности | Разрушающее давление, МПа |
Стеклянное | 3,65 | 73 |
Арамидное | 3,10 | 62 |
Углеродное | 2,35* | 47* |
Смешанное |
|
|
* Для применения в Российской Федерации: коэффициент запаса прочности для углеродного волокна - 2,40; разрушающее давление для углеродного волокна - 48 МПа. |
Проверка коэффициентов запаса прочности волокна может быть проведена с использованием датчиков деформации. Применимый метод приведен в приложении G.
9.3.3 Расчет напряжений
Расчет напряжений проводят для определения минимальной расчетной толщины стенки. Расчет должен включать определение напряжений в лейнерах и волокнах композиционной оболочки.
После предварительного напряжения должны быть рассчитаны осевые и окружные напряжения в композиционной оболочке и в лейнере для 0 и 20 МПа, испытательного давления и расчетного разрушающего давления.
9.3.4 Горловины баллонов
Баллоны могут иметь одну или две горловины, расположенные в днищах. Осевая линия отверстий горловин должна совпадать с продольной осью баллона.
9.3.5 Противопожарная защита
Конструкция баллона должна быть защищена предохранительными устройствами от повышения давления. Баллон, его материалы, предохранительные устройства и любой дополнительный изоляционный или защитный материал должны быть разработаны в комплексе так, чтобы обеспечить необходимую безопасность при пожаре в условиях, указанных в А.15. Изготовитель может определить альтернативное размещение предохранительных устройств на транспортном средстве с целью достижения безопасности.
Предохранительные устройства от повышения давления должны соответствовать стандарту, приемлемому для инспектора страны - потребителя баллонов.
9.4 Конструкция и качество изготовления
9.4.1 Общие положения
Композиционный баллон должен быть изготовлен из лейнера с оболочкой из непрерывного волокна. Операция намотки волокна должна иметь компьютерное или механическое управление. Волокна должны накладываться при контролируемом натяжении во время намотки. После завершения намотки термореактивные смолы должны быть отверждены при нагревании в соответствии с предварительно определенной и контролируемой диаграммой "время - температура".
9.4.2 Резьба горловины
Резьба должна быть выполнена чисто и ровно без нарушений сплошности поверхности и должна отвечать требованиям соответствующего стандарта.
9.4.3 Отверждение термореактивных смол
Температура отверждения термореактивных смол должна быть не менее чем на 10°С ниже температуры размягчения пластмассового лейнера.
9.4.4 Защита от воздействия окружающей среды
Наружная поверхность баллонов должна соответствовать требованиям климатического испытания в кислой среде, указанным в А.14. Для защиты наружной поверхности можно использовать один из следующих способов:
a) металлическое защитное покрытие (например, металлизация напылением алюминия, анодирование);
b) применение подходящих волокна и связующего материала (например, углеродное волокно в смоле);
c) органическое защитное покрытие (например, краска); если покрытие является частью конструкции, то оно должно соответствовать требованиям, указанным в А.9;
d) защитное покрытие, стойкое к химикатам, указанным в А.14.
Любые покрытия, наносимые на баллоны, должны быть такими, чтобы процесс их нанесения не оказывал отрицательного влияния на механические свойства баллона. Покрытие не должно препятствовать последующему контролю в процессе эксплуатации. Изготовитель должен предоставить инструкцию по обработке покрытия во время такого контроля для сохранения целостности баллона.
Изготовителю рекомендуется проводить климатическое испытание на воздействие окружающей среды, которое оценивает прочность покрытия (см. приложение F).
9.5 Процедура испытания опытного образца
9.5.1 Общие требования
Испытание опытного образца должно быть проведено для каждой новой конструкции на готовых баллонах, которые представляют опытное производство и имеют идентификационные знаки. Образцы баллонов или лейнеров следует выбирать и испытывать, как указано в 9.5.2, под наблюдением инспектора. Если испытаниям подвергают больше баллонов или лейнеров, чем требует настоящий стандарт, то все результаты испытаний должны быть документированы.
9.5.2 Испытания опытного образца
9.5.2.1 Требуемые испытания
В процессе приемочных испытаний инспектор должен выбрать баллоны и лейнеры для испытаний и присутствовать при следующих испытаниях:
- указанных в 9.5.2.2 (испытания материала), на одном лейнере;
- указанном в 9.5.2.3 (испытание гидравлическим давлением на разрушение), на трех баллонах;
- указанном в 9.5.2.4 (циклическое испытание давлением при температуре окружающей среды), на двух баллонах;
- указанном в 9.5.2.5 (испытание на "утечку до разрушения"), на трех баллонах;
- указанном в 9.5.2.6 (испытание на огнестойкость), на одном или двух баллонах;
- указанном в 9.5.2.7 (испытание на прострел), на одном баллоне;
- указанном в 9.5.2.8 (климатическое испытание в кислой среде), на одном баллоне;
- указанном в 9.5.2.9 (испытание на допустимые дефекты), на одном баллоне;
- указанном в 9.5.2.10 (испытание на ползучесть при высокой температуре), на одном баллоне;
- указанном в 9.5.2.11 (ускоренное испытание на разрушение под напряжением), на одном баллоне;
- указанном в 9.5.2.12 (циклическое испытание давлением при экстремальной температуре), на одном баллоне;
- указанном в 9.5.2.13 (прочность смолы при сдвиге), на одном образце, представляющем композиционную оболочку;
- испытание, указанное в 9.5.2.14 (испытание на удар при падении), не менее чем на одном баллоне;
- испытание, указанное в 9.5.2.15 (испытание на кручение закладной горловины), на одном баллоне;
- испытание, указанное в 9.5.2.16 (испытание на газопроницаемость), на одном баллоне;
- испытание, указанное в 9.5.2.17 (циклическое испытание природным газом), на одном баллоне.
9.5.2.2 Испытания материала пластмассовых лейнеров
Предел текучести при растяжении и относительное удлинение должны быть определены по А.22 и должны соответствовать указанным в А.22 требованиям.
Температура размягчения должна быть определена по А.23 и должна соответствовать указанным в А.23 требованиям.
Сопротивление ползучести при высокой температуре должно быть определено по А.18 и должно соответствовать указанным в А.18 требованиям.
9.5.2.3 Испытание гидравлическим давлением на разрушение
Три баллона должны быть подвергнуты гидравлическому испытанию на разрушение в соответствии с А.12. Расчетное разрушающее давление для волокна должно быть не менее разрушающего давления, указанного в таблице 9; для баллона разрушающее давление должно быть не меньше давления, указанного в 9.3.2.
9.5.2.4 Циклическое испытание давлением при температуре окружающей среды
Два баллона должны быть подвергнуты циклическому испытанию давлением при температуре окружающей среды в соответствии с А.13 до разрушения или не менее 45000 циклов.
Баллоны должны выдерживать без разрушения не менее 1000![]() циклов (где
циклов (где ![]() - установленный срок службы, годы). Баллоны, выдержавшие более 1000/
- установленный срок службы, годы). Баллоны, выдержавшие более 1000/![]() циклов, должны давать утечку, но не разрыв. Баллоны, которые не разрушились в течение 45000 циклов, должны быть разрушены путем продолжения циклического испытания давлением или путем повышения гидравлического давления. Число циклов до разрушения и место разрушения должны быть документированы.
циклов, должны давать утечку, но не разрыв. Баллоны, которые не разрушились в течение 45000 циклов, должны быть разрушены путем продолжения циклического испытания давлением или путем повышения гидравлического давления. Число циклов до разрушения и место разрушения должны быть документированы.
9.5.2.5 Испытание на "утечку до разрушения"
Испытание на "утечку до разрушения" должно быть проведено по А.6 и должно соответствовать указанным в А.6 требованиям.
9.5.2.6 Испытание на огнестойкость
Один или два баллона должны быть испытаны по А.15 и должны соответствовать указанным в А.15 требованиям.
9.5.2.7 Испытание на прострел
Один баллон должен быть испытан по А.16 и должен соответствовать указанным в А.16 требованиям.
9.5.2.8 Климатическое испытание в кислой среде
Один баллон должен быть испытан по А.14 и должен соответствовать указанным в А.14 требованиям.
Дополнительное испытание на воздействие окружающей среды представлено в приложении F.
9.5.2.9 Испытание на допустимые дефекты
Один баллон должен быть испытан по А.17 и должен соответствовать указанным в А.17 требованиям.
9.5.2.10 Испытание на ползучесть при высокой температуре
В конструкциях, где температура стеклования смолы не превышает 102°С, один баллон должен быть испытан по А.18 и должен соответствовать указанным в А.18 требованиям.
9.5.2.11 Ускоренное испытание на разрушение под напряжением
Один баллон должен быть испытан по А.19 и должен соответствовать указанным в А.19 требованиям.
9.5.2.12 Циклическое испытание давлением при экстремальной температуре
Один баллон должен быть испытан по А.7 и должен соответствовать указанным в А.7 требованиям.
9.5.2.13 Прочность смолы при сдвиге
Материалы на основе смолы должны быть испытаны по А.26 и должны соответствовать указанным в А.26 требованиям.
9.5.2.14 Испытание на удар при падении
Один или более готовых баллонов должны быть испытаны на удар по А.20 и должны соответствовать указанным в А.20 требованиям.
9.5.2.15 Испытание на кручение закладной горловины
Один баллон должен быть испытан по А.25 и должен соответствовать указанным в А.25 требованиям.
9.5.2.16 Испытание на газопроницаемость
Один баллон должен быть испытан по А.21 и должен соответствовать указанным в А.21 требованиям.
9.5.2.17 Циклическое испытание природным газом
Один баллон должен быть испытан по А.27 и должен соответствовать указанным в А.27 требованиям.
9.5.3 Изменение конструкции
Изменение конструкции - это любое изменение в выборе конструкционных материалов или изменение размеров.
При незначительных изменениях конструкции допускается проводить испытания по сокращенной программе. Изменения конструкции, представленные в таблице 10, требуют только проведения испытаний опытного образца, как указано в таблице.
Таблица 10 - Изменение конструкции баллонов типа КПГ-4 (CNG-4)
Изменение конструкции | Вид испытания | |||||||||||
Разру- | Цикли- | Огнес- | Прос- | Клима- | Допус- | Ползу- | Разру- | Удар при паде- | Круче- | Газо- | Цикли- | |
Раздел настоящего стандарта | ||||||||||||
А.12 | А.13 | А.15 | А.16 | А.14 | А.17 | А.18 | А.19 | А.20 | А.25 | А.21 | А.27 | |
Изготовитель волокна | + | + | - | - | - | - | + | + | + | + | + | + |
Материал лейнера | + | + | + | + | + | + | + | + | + | + | + | + |
Волокно | + | + | + | + | + | + | + | + | + | + | + | + |
Смола | - | - | - | + | + | + | + | + | + | - | - | - |
Изменение диаметра | + | + | - | - | - | - | - | - | - | - | - | - |
Изменение диаметра >20% | + | + | + | + | - | + | - | - | + | - | - | - |
Изменение диаметра | + | - | + | - | - | - | - | - | - | - | - | - |
Изменение диаметра >50% | + | + | + | - | - | - | - | - | + | - | - | - |
Изменение рабочего давления | + | + | - | - | - | - | - | - | - | - | - | - |
Форма днища | + | + | - | - | - | - | - | - | - | + | + | + |
Размер отверстия | + | + | - | - | - | - | - | - | - | - | - | - |
Изменение покрытия | - | - | - | - | + | - | - | - | - | - | - | - |
Конструкция горловины | - | - | - | - | - | - | - | - | - | + | + | + |
Изменение в технологии производства | + | + | - | - | - | - | - | - | - | - | - | - |
Предохра- | - | - | + | - | - | - | - | - | - | - | - | - |
|
9.6 Испытания партии
9.6.1 Общие требования
Испытания партии должны быть проведены на готовых баллонах, представляющих серийное производство и имеющих идентификационные знаки. Баллоны и лейнеры для испытания следует выбирать из каждой партии произвольно. Если испытаниям подвергают больше баллонов, чем требует настоящий стандарт, то все результаты испытаний должны быть документированы.
9.6.2 Требуемые испытания
9.6.2.1 Каждая партия баллонов должна быть подвергнута следующим испытаниям:
a) на одном баллоне:
1) испытание гидравлическим давлением на разрушение в соответствии с А.12.
При неудовлетворительных результатах испытания необходимо выполнить процедуры, указанные в 9.9.
b) на одном баллоне или лейнере:
1) контроль размеров на соответствие чертежам (см. 5.2.4.1);
2) одно испытание на растяжение пластмассовых лейнеров по А.22; результаты должны соответствовать требованиям конструкторской документации (см. 5.2.4.1);
3) для пластмассовых лейнеров температура размягчения должна быть определена по А.23 и должна соответствовать требованиям конструкторской документации;
4) если защитное покрытие является частью конструкции, то испытания покрытия в партии должны быть проведены по А.24. Если покрытие не соответствует требованиям А.24, то партия должна быть подвергнута 100%-ному контролю для выявления баллонов с подобным дефектным покрытием. Дефектное покрытие на всех баллонах может быть снято по технологии, которая не влияет на целостность оболочки, и нанесено повторно. Затем должны быть проведены повторные испытания покрытия в партии.
Все баллоны или лейнеры, представленные в испытаниях партии и не соответствующие указанным требованиям, должны быть подвергнуты процедурам, установленным в 9.9.
9.6.2.2 Дополнительно должны быть проведены циклические испытания давлением на готовых баллонах в соответствии с А.13 при следующей частоте испытаний:
a) первоначально один баллон из каждой партии должен быть испытан на кручение закладной горловины в соответствии с А.25. Затем баллон подвергают циклическому испытанию давлением в течение 1000![]() циклов, но не менее 15000 циклов. Затем баллон должен быть испытан на герметичность в соответствии с А.10 и должен соответствовать указанным в А.10 требованиям;
циклов, но не менее 15000 циклов. Затем баллон должен быть испытан на герметичность в соответствии с А.10 и должен соответствовать указанным в А.10 требованиям;
b) если в 10 последовательных партиях баллонов одного конструкционного ряда (т.е. материалы и технологические процессы одинаковые в пределах незначительных изменений конструкции, см. 9.5.3) ни один из баллонов, подвергнутых циклическому испытанию по перечислению а) 9.6.2.2, не дал течи и не был разрушен за менее чем 15000![]() циклов (не менее 22500 циклов), то циклические испытания давлением можно проводить на одном баллоне из каждых последующих пяти партий;
циклов (не менее 22500 циклов), то циклические испытания давлением можно проводить на одном баллоне из каждых последующих пяти партий;
c) если в 10 последовательных партиях баллонов одного конструкционного ряда ни один из баллонов, подвергнутых циклическому испытанию по перечислению а) 9.6.2.2, не дал течи или разрыва за менее чем 2000![]() циклов, (не менее 30000 циклов), то циклические испытания давлением можно проводить на одном баллоне из каждых последующих 10 партий;
циклов, (не менее 30000 циклов), то циклические испытания давлением можно проводить на одном баллоне из каждых последующих 10 партий;
d) если прошло более трех месяцев со времени последних циклических испытаний давлением, то баллон из следующей партии должен быть подвергнут циклическому испытанию давлением, чтобы сохранить испытание партии с сокращенной частотой по перечислению b) или с) 9.6.2.2;
e) если баллон, подвергнутый циклическому испытанию давлением с сокращенной частотой по перечислению b) или с) 9.6.2.2, не выдержал требуемого числа циклов давления (не менее 22500 или 30000 циклов соответственно), то необходимо повторить циклические испытания давлением по перечислению а) 9.6.2.2 не менее чем для 10 партий, чтобы снова установить сокращенную частоту проведения циклических испытаний давлением партии по перечислению b) или с) 9.6.2.2.
Если баллон при испытаниях по перечислению а), b) или с) 9.6.2.2 не соответствует минимальному требованию и не выдерживает 1000![]() циклов (не менее 15000 циклов), то должна быть определена и устранена причина несоответствия согласно процедурам, указанным в 9.9. Затем необходимо повторить циклические испытания давлением на трех дополнительных баллонах из этой партии. Если хотя бы один из трех дополнительных баллонов не выдерживает 1000
циклов (не менее 15000 циклов), то должна быть определена и устранена причина несоответствия согласно процедурам, указанным в 9.9. Затем необходимо повторить циклические испытания давлением на трех дополнительных баллонах из этой партии. Если хотя бы один из трех дополнительных баллонов не выдерживает 1000![]() циклов, то партия должна быть забракована.
циклов, то партия должна быть забракована.
9.7 Контроль каждого баллона
Контролю должны быть подвергнуты все баллоны партии.
Каждый баллон в процессе изготовления и после изготовления должен быть подвергнут:
a) неразрушающему контролю лейнеров для подтверждения того, что максимальный размер существующего дефекта не превышает размера, определенного для данной конструкции;
b) измерительному контролю основных размеров и массы готового баллона, лейнера и оболочки, которые должны быть в пределах допусков, установленных для конструкции;
c) визуальному контролю качества обработки поверхности;
d) проверке маркировки;
e) гидравлическому испытанию готовых баллонов в соответствии с А.11, вариант 1. Изготовитель должен определить соответствующий предел упругой деформации для используемого испытательного давления, при этом упругая деформация любого баллона не должна превышать среднее значение партии более чем на 10%;
f) испытанию на герметичность в соответствии с А.10.
9.8 Документ качества партии
При удовлетворительных результатах испытаний партии в соответствии с 9.6 и 9.7 должны быть оформлены документы качества партии. Пример такого документа представлен на рисунке Е.1 приложения Е.
9.9 Несоответствие требованиям контроля и испытаний
В случае несоответствия требованиям контроля и испытаний должны быть проведены повторные контроль и испытания:
a) при получении неудовлетворительных результатов контроля и испытаний или из-за ошибки при их проведении или ошибки в измерении должны быть проведены повторные контроль и испытания. Если результаты повторных контроля и испытаний удовлетворительные, то первоначальные результаты не учитывают;
b) если не выявлено ошибок в проведении контроля и испытания, то должна быть установлена причина получения неудовлетворительных результатов.
Все дефектные баллоны должны быть забракованы или отремонтированы соответствующим методом. Если отремонтированные баллоны прошли контроль, необходимый при ремонте, то они должны быть приняты как годные.
Испытания опытного образца или партии, требуемые для подтверждения пригодности партии, должны быть проведены снова. Если один или более показателей контроля и испытаний оказываются неудовлетворительными, то все баллоны этой партии должны быть отбракованы.
10 Маркировка
На каждый баллон изготовитель должен нанести отчетливо видную постоянную маркировку. Высота знаков маркировки должна быть не менее 6 мм, а на баллонах вместимостью более 55 л - не менее 8 мм. Маркировка должна быть выполнена на этикетках, закрепленных на оболочке композиционных баллонов, или нанесена ударным способом клеймами у горловины для баллонов типа КПГ-1 (CNG-1) и КПГ-2 (CNG-2), или комбинацией вышеуказанных способов, или иным способом, обеспечивающим ее сохранность. Этикетки и их закрепление выполняются в соответствии с ISO 7225 или эквивалентным стандартом, применяемым инспектором в стране - потребителе баллонов. Этикетки и клейма должны быть расположены таким образом, чтобы крепежные скобы не закрывали их.
Каждый баллон, соответствующий требованиям настоящего стандарта, должен иметь следующую маркировку:
a) "КПГ (CNG) ТОЛЬКО";
b) "НЕ ИСПОЛЬЗОВАТЬ ПОСЛЕ ХХ/ХХХХ", где ХХ/ХХХХ означает месяц и год истечения срока службы;
период между датой отгрузки и датой истечения срока службы не должен быть больше установленного срока службы. Дата истечения срока службы может быть установлена во время отгрузки баллона при условии, что баллон хранился в сухом месте без внутреннего давления;
c) товарный знак изготовителя;
d) идентификационный знак баллона (серийный номер, один для каждого баллона);
e) рабочее давление ![]() , МПа при температуре
, МПа при температуре ![]() , °С;
, °С;
f) ссылку на настоящий стандарт вместе с типом баллона и регистрационным номером сертификата (если необходимо);
g) "Использовать только предохранительное устройство, имеющее паспорт и маркировку изготовителя";
h) при использовании этикеток на открытые металлические поверхности наносят идентификационный номер и товарный знак изготовителя для возможности прослеживания в случае разрушения или уничтожения этикетки;
i) дату изготовления (месяц и год); датой изготовления может являться дата отгрузки баллона при условии, что баллон хранился в сухом месте без внутреннего давления;
j) любую другую маркировку по требованию инспектора страны - потребителя баллонов![]() .
.
_______________![]() Для учета потребностей Российской экономики должна наноситься дополнительная маркировка:
Для учета потребностей Российской экономики должна наноситься дополнительная маркировка:
- год следующего освидетельствования;
- пробное давление ![]() , МПа;
, МПа;
- фактическая масса порожнего баллона ![]() , кг: для баллонов вместимостью до 12 л включительно - с точностью до 0,1 кг; от 12 до 55 л включительно - с точностью до 0,2 кг; от 55 до 80 л - с точностью до 0,3 кг; 80 л и более - с точностью до 1,0 кг;
, кг: для баллонов вместимостью до 12 л включительно - с точностью до 0,1 кг; от 12 до 55 л включительно - с точностью до 0,2 кг; от 55 до 80 л - с точностью до 0,3 кг; 80 л и более - с точностью до 1,0 кг;
- вместимость баллонов V, л: для баллонов вместимостью до 12 л включительно - номинальная; для баллонов вместимостью от 12 до 55 л включительно - фактическая с точностью до 0,3 л; для баллонов от 55 л - номинальная;
- клеймо ОТК изготовителя круглой формы диаметром 10 мм.
Маркировку наносят в перечисленной последовательности, но расположение может быть изменено в зависимости от наличия свободного места.
Пример:
КПГ (CNG) ТОЛЬКО
НЕ ИСПОЛЬЗОВАТЬ ПОСЛЕ 3/2009
производитель/идентификационный номер 
Р 20 МПа/Т 15°С; ![]() 30 МПа; М ХХ,Х кг;
30 МПа; М ХХ,Х кг; ![]() XX.X л
XX.X л
ГОСТ ИСО 11439. КПГ-2 (CNG-2) (регистрационный номер)
"Использовать только предохранительное устройство, имеющее паспорт и маркировку изготовителя"
Дата изготовления/дата освидетельствования 08.00/08.05
11 Подготовка к отгрузке
До отгрузки с завода-изготовителя внутренняя поверхность каждого баллона должна быть очищена и просушена. Все отверстия баллонов, в которые сразу не установлены запорные и предохранительные устройства, должны быть закрыты пробками, которые должны предотвращать проникновение внутрь влаги и защищать резьбу. Ингибитор коррозии (например, маслосодержащий) должен быть впрыснут во все стальные баллоны и лейнеры до отгрузки.
Изготовитель должен предоставить потребителю паспорт на каждый баллон, в котором должна быть вся необходимая информация для его правильной эксплуатации и инструкции по обслуживанию и контролю баллонов. Инструкции по обслуживанию должны соответствовать 5.2.3. Рекомендации по содержанию инструкций представлены в приложении Н.
Приложение А (обязательное). Методы и критерии испытаний
Приложение А
(обязательное)
А.1 Испытание на растяжение для стальных и алюминиевых баллонов и лейнеров
Испытание на растяжение должно быть проведено на прямоугольных образцах, вырезанных из цилиндрической части готового баллона или лейнера, и изготовленных в соответствии с методом, представленным в ISO 9809-1 для стали и в ISO 7866 для алюминия. Две поверхности образца для испытания, представляющие внутреннюю и наружную поверхности баллона, не должны быть подвергнуты механической обработке.
Испытание на растяжение должно быть проведено в соответствии с ISO 6892.
Предел прочности должен соответствовать конструкторской документации изготовителя.
Для стальных баллонов и лейнеров относительное удлинение должно быть не менее 14%.
Для баллонов и лейнеров из алюминиевых сплавов конструкции типа КПГ-1 (CNG-1) или типа КПГ-2 (CNG-2) относительное удлинение должно быть не менее 12%.
Для лейнеров из алюминиевых сплавов конструкции типа КПГ-3 (CNG-3) относительное удлинение должно соответствовать требованиям конструкторской документации изготовителя.
Примечание - Особое внимание уделяется методу измерения относительного удлинения, представленному в ISO 6892, в частности в тех случаях, когда образец для испытания на растяжение - конический, результатом чего является смещение места разрушения от середины базовой длины образца.
А.2 Испытание на ударный изгиб для стальных баллонов и стальных лейнеров
Испытание на ударный изгиб должно быть проведено на трех образцах, изготовленных из материала, вырезанного из цилиндрической части готового баллона или лейнера в соответствии с ISO 148.
Образцы для испытания на ударный изгиб вырезают из стенки баллона в направлениях, указанных в таблице А.1. Надрез должен быть перпендикулярным к наружной поверхности стенки баллона. Для испытаний в продольном направлении выбирают образец с механической обработкой со всех сторон (на шести поверхностях). Если толщина стенки не позволяет получить образец шириной 10 мм, то ширина должна максимально приближаться к номинальной толщине стенки баллона. Образец для испытаний, взятый в поперечном направлении, должен быть обработан только на четырех поверхностях, внутренняя и наружная поверхности баллона должны быть не обработаны.
Ударная вязкость должна быть не менее значений, указанных в таблице А.1.
Таблица А.1 - Условия испытания и минимальные значения ударной вязкости образца
Диаметр баллона | >140 |
| |||
Направление испытания | Поперечное | Продольное | |||
Ширина образца, мм | от 3 до 5 вкпюч. | св. 5 до 7,5 включ. | св. 7,5 до 10 включ. | от 3 до 10 включ. | |
Температура испытания, °С | -50 | -50 | -50 | -50 | |
Ударная вязкость, Дж/см | среднее значение для трех образцов | 30 | 35 | 40 | 60 |
для отдельного образца | 24 | 28 | 32 | 48 |
А.3 Испытание на стойкость к сульфидному растрескиванию под напряжением
Кроме указанного ниже, испытание должно быть проведено в соответствии с Методом А - NACE, Стандартное испытание на растяжение по NACE, как представлено в NACE ТМ0177-96. Испытания должны быть проведены не менее чем на трех образцах цилиндрической формы с рабочей частью диаметром 3,81 мм, вырезанных из стенки готового баллона или лейнера. В образцах создают постоянную растягивающую нагрузку, составляющую 60% от минимального предела текучести стали, и погружают их в раствор дистиллированной воды, содержащий 0,5% (массовая доля) тригидрата ацетата натрия. Затем раствор доводят до начального рН 4,0, используя уксусную кислоту. Раствор должен постоянно насыщаться при комнатной температуре и давлении 0,414 кПа сероводорода. Испытываемые образцы не должны разрушаться в течение 144 ч испытания.
А.4 Испытание алюминиевых сплавов на межкристаллитную коррозию
Испытание на межкристаллитную коррозию алюминиевых сплавов должно быть проведено по приложению А ISO 7866 и должно соответствовать требованиям, указанным в этом приложении.
А.5 Испытание алюминиевых сплавов на стойкость к трещинообразованию при постоянной нагрузке
Стойкость алюминиевых сплавов к трещинообразованию при постоянной нагрузке должна быть определена по приложению В ISO 7866 и должна соответствовать требованиям, указанным в этом приложении.
А.6 Испытание на "утечку до разрушения"
Три готовых баллона подвергают циклическому нагружению давлением от 2 до 30 МПа со скоростью не более 10 циклов в минуту в соответствии с А.13.
Баллоны должны протечь или выдержать не менее 45000 циклов нагружения давлением.
А.7 Циклическое испытание давлением при экстремальной температуре
Готовые баллоны с композиционной оболочкой, но без защитного покрытия должны быть подвергнуты циклическому испытанию следующим образом:
a) выдерживают баллон 48 ч при нулевом давлении, температуре не ниже 65°С и относительной влажности не менее 95%. Указанные требования выполняют распылением воды в камере при температуре не ниже 65°С;
b) баллон нагружают гидравлическим давлением от 2 до 26 МПа в течение 500![]() циклов (где
циклов (где ![]() - установленный срок службы, годы) при температуре не ниже 65°С и относительной влажности не менее 95%;
- установленный срок службы, годы) при температуре не ниже 65°С и относительной влажности не менее 95%;
c) устанавливают температуру не выше минус 40°С при измерении на поверхности баллона и в жидкости;
d) баллон нагружают гидравлическим давлением от 2 до 20 МПа в течение 500![]() циклов при температуре не выше минус 40°С.
циклов при температуре не выше минус 40°С.
Скорость циклического изменения давления по А.7 b) должна быть не более 10 циклов в минуту. Скорость циклического изменения давления по А.7 d) должна быть не более трех циклов в минуту.
Во время циклического испытания давлением на баллоне не должно быть выявлено трещин, утечки или раскручивания волокон.
После циклического испытания давлением при экстремальной температуре баллоны должны быть подвергнуты испытанию гидравлическим давлением на разрушение в соответствии с А.12 и должны выдержать давление не менее 85% от минимального разрушающего давления. Баллоны конструкции типа КПГ-4 (CNG-4) до испытания гидравлическим давлением на разрушение должны быть испытаны на герметичность в соответствии с А.10.
А.8 Определение твердости по Бринеллю
Определение твердости проводят на цилиндрической части каждого баллона или лейнера в соответствии с ISO 6506-1 с частотой один замер на 1 м длины цилиндрической части. Определение твердости проводят после окончательной термообработки; полученные значения твердости должны быть в пределах, установленных конструкторской документацией.
А.9 Испытания покрытия
Покрытия должны быть оценены с помощью следующих методов испытания или эквивалентных стандартов, приемлемых для инспектора в страны - потребители баллонов:
a) испытание на адгезионную прочность в соответствии с ISO 4624;
b) испытание на трещиностойкость при изгибе в соответствии с ASTM D522, метод В на оправке диаметром 12,7 мм при температуре минус 20°С. Образцы для испытания на трещиностойкость при изгибе должны быть подготовлены в соответствии с ASTM D522. После испытаний на покрытии не должно быть видимых трещин;
c) испытание на прочность при ударе в соответствии с ASTM D2794-93. Покрытие при комнатной температуре должно выдержать испытание на удар в 18 Дж;
d) испытание на стойкость к химическому воздействию в соответствии с ASTM D1308-87, за исключением следующего: испытание должно быть проведено с использованием метода открытого пятна воздействием в течение 100 ч 30%-ным раствором серной кислоты (аккумуляторная кислота плотностью 1,219 кг/дм![]() ) и в течение 24 ч - полиалкиленгликолем (тормозная жидкость). Не должно быть вспучивания, образования пузырей или размягчения покрытия. Должно быть выполнено испытание на адгезионную прочность в соответствии с ISO 4624;
) и в течение 24 ч - полиалкиленгликолем (тормозная жидкость). Не должно быть вспучивания, образования пузырей или размягчения покрытия. Должно быть выполнено испытание на адгезионную прочность в соответствии с ISO 4624;
e) воздействие излучением в соответствии с ASTM G53-93 в течение не менее 1000 ч. Не должно быть вспучивания, образования пузырей. Должно быть выполнено испытание на адгезионную прочность в соответствии с ISO 4624. Допускаемая потеря блеска - не более 20%;
f) воздействие солевого тумана в соответствии с ISO 9227 в течение не менее 500 ч. Подрезание метки не должно превышать 2 мм, там не должны образовываться пузыри. Должно быть выполнено испытание на адгезионную прочность в соответствии с ISO 4624;
g) испытание на сопротивление скалыванию при комнатной температуре в соответствии с ASTM D3170-87. Покрытие должно иметь категорию 7А или лучше и не должно быть оголения основы.
А.10 Испытание на герметичность
Баллоны конструкции типа КПГ-4 (CNG-4) должны быть испытаны на герметичность следующим образом (или альтернативный вариант, подходящий для инспектора в стране - потребителе баллонов):
a) баллон тщательно сушат;
b) повышают давление в баллоне до рабочего сухим воздухом или азотом, содержащими газ, поддающийся обнаружению, например гелий.
При обнаружении утечки баллон бракуют.
Примечание - Утечка - это выделение газа через трещину, поры или подобные дефекты. Проникновение через стенку в соответствии с А.21 не является утечкой.
А.11 Гидравлическое испытание
Любое внутреннее давление, применяемое после автофреттирования и до гидравлического испытания, не должно превышать 90% от гидравлического испытательного давления.
Должен быть использован один из двух вариантов.
Вариант 1. Испытание на объемное расширение
a) Баллон испытывают гидравлическим давлением в 1,5 раза больше рабочего давления. Испытательное давление не должно превышать давление автофреттирования.
b) Давление выдерживают не менее 1 мин, но достаточно долго, чтобы гарантировать полное расширение. Если испытательное давление не может быть выдержано из-за поломки испытательной аппаратуры, то допускается повторить испытание при давлении, увеличенном на 0,7 МПа. Не допускается более двух повторных испытаний.
c) Баллон, не соответствующий определенному для браковки пределу, признают негодным и бракуют.
Вариант 2. Проверочное испытание давлением
Гидравлическое давление в баллоне повышают постепенно и равномерно до тех пор, пока испытательное давление не станет в 1,5 раза больше рабочего давления. Испытательное давление в баллоне выдерживают не менее 1 мин для проверки на утечку.
А.12 Испытание гидравлическим давлением на разрушение
Скорость повышения давления должна быть не более 1,4 МПа/с до давления, составляющего 80% от разрушающего давления. Скорость повышения давления должна быть не более 0,35 МПа/с при давлениях, превышающих 80% от расчетного разрушающего давления. При достижении разрушающего давления должна быть сделана выдержка не менее 5 с, после чего давление повышают до разрушения баллона.
Разрушающее давление должно быть не менее 45 МПа![]() .
.
_______________![]() Для Российской Федерации разрушающее давление баллона - не менее 48 МПа.
Для Российской Федерации разрушающее давление баллона - не менее 48 МПа.
Действительное разрушающее давление, место и характер разрушения должны быть документированы. Разрушение может произойти в цилиндрической части или в днище баллона.
А.13 Циклическое испытание давлением при температуре окружающей среды
Циклическое испытание давлением проводят в соответствии со следующей процедурой:
a) баллон, подлежащий испытанию, заполняют коррозионно-неагрессивной жидкостью: маслом, водой с ингибитором или гликолем;
b) периодически изменяют давление в баллоне от 2 до 26 МПа со скоростью не более 10 циклов в минуту.
Число циклов до разрушения, место и характер разрушения должны быть документированы.
А.14 Климатическое испытание в кислой среде
На готовом баллоне должна быть проведена следующая процедура испытания:
a) площадку диаметром 150 мм на поверхности баллона подвергают 100-часовому воздействию 30%-ного раствора серной кислоты (аккумуляторная кислота плотностью 1,219 кг/дм![]() ) при повышении гидравлического давления в баллоне до 26 МПа;
) при повышении гидравлического давления в баллоне до 26 МПа;
b) баллон подвергают испытанию давлением до разрушения в соответствии с процедурой, установленной в А.12.
Разрушающее давление баллона должно быть не менее 85% от минимального разрушающего давления.
А.15 Испытание на огнестойкость
А.15.1 Общие положения
Испытание на огнестойкость предназначено для демонстрации того, что противопожарная система, определенная в конструкторской документации, предотвратит разрушение готового баллона при условиях испытания на огнестойкость.
Необходимо принять меры предосторожности во время испытания на огнестойкость на случай возможного разрушения баллона.
А.15.2 Размещение баллона
Баллон устанавливают горизонтально, при этом нижняя часть баллона должна быть расположена на расстоянии 100 мм над источником огня.
Необходимо использовать металлический экран для предотвращения попадания прямого огня на предохранительное устройство баллона. Металлический экран не должен соприкасаться с предохранительным устройством.
Любая поломка/разрушение во время испытания арматуры, приборов или трубопровода, которые не являются частью системы противопожарной защиты, делает результат недействительным.
А.15.3 Источник огня
Источник огня должен быть длиной 1,65 м и шириной, обеспечивающей воздействие пламени на поверхность баллона по всему диаметру.
В качестве источника огня может быть использовано любое топливо, которое позволит поддерживать необходимую температуру испытания до срабатывания предохранительного устройства. При выборе топлива необходимо учитывать фактор загрязнения воздуха.
Любое прерывание горения во время испытания делает результат недействительным.
А.15.4 Измерение температуры и давления
Температуру поверхности баллонов должны контролировать не менее чем тремя термопарами, расположенными по нижней части баллона на расстоянии не более 0,75 м друг от друга.
Следует предотвращать попадание прямого огня на термопары.
Температуры термопар и давление в баллоне во время испытания должны записываться не реже чем через 30 с.
А.15.5 Общие требования к испытанию
Баллон заполняют природным газом или сжатым воздухом и проводят испытание в горизонтальном положении при рабочем давлении и при давлении 25% от рабочего, если не используют термоактивное предохранительное устройство.
Сразу после воспламенения должен происходить выброс пламени на поверхность баллона по длине источника огня в 1,65 м и по всему диаметру баллона.
В течение от 5 до 8 мин после воспламенения хотя бы одна термопара должна показывать температуру не ниже 590°С. Во время испытания необходимо поддерживать температуру не ниже 590°С.
Баллоны длиной 1,65 м и менее должны быть расположены так, чтобы центр баллона был над центром источника огня.
Расположение баллонов длиной более 1,65 м должно быть следующее:
a) если предохранительное устройство расположено с одного конца баллона, то источник огня должен иметь начало в противоположном конце баллона;
b) если предохранительные устройства предусмотрены на обоих концах баллона или более чем в одном месте по всей длине баллона, то центр источника огня должен быть расположен на равном расстоянии от предохранительных устройств, которые установлены на наибольшем расстоянии по горизонтали друг от друга;
c) если баллон дополнительно защищен термоизоляцией, то проводят два испытания на огнестойкость при рабочем давлении. При одном испытании центр пламени должен быть расположен посередине длины баллона, при другом пламя начинается на одном из концов баллона.
А.15.6 Результаты приемки
Баллон должен выпустить газ через предохранительное устройство.
А.16 Испытания на прострел
Баллон, нагруженный сжатым газом до рабочего давления (20±1) МПа, пробивают пулей калибром не менее 7,62 мм. Пуля должна пробить одну или две боковые стенки баллона. Для баллонов типов КПГ-2 (CNG-2), КПГ-3 (CNG-3) и КПГ-4 (CNG-4) пуля должна войти в боковую стенку под углом около 45°. Баллон не должен быть разорван.
А.17 Испытание на допустимые дефекты
Испытания проводят только для композиционных баллонов типов КПГ-2 (CNG-2), КПГ-3 (CNG-3) и КПГ-4 (CNG-4). На композиционную оболочку одного готового баллона с защитным покрытием должны быть нанесены дефекты. Дефекты должны быть больше предельных размеров дефектов, установленных изготовителем для визуального контроля. Как минимум один дефект должен быть длиной 25 мм и глубиной 1,25 мм, а другой - длиной 200 мм и глубиной 0,75 мм. Дефекты наносят на боковую стенку баллона в продольном направлении.
Затем баллон с дефектами подвергают циклическому изменению давления от 2 до 26 МПа при температуре окружающей среды, сначала в течение 3000 циклов, затем следуют дополнительные 12000 циклов.
Баллон не должен дать утечку или разрыв в течение первых 3000 циклов, но может дать утечку во время следующих 12000 циклов. Все баллоны, подвергнутые данному испытанию, должны быть уничтожены.
А.18 Испытание на ползучесть при высокой температуре
Испытания необходимы для всех баллонов типов КПГ-2 (CNG-2), КПГ-3 (CNG-3) и КПГ-4 (CNG-4), у которых температура отверждения смолы не выше 102°С. Один готовый баллон подвергают испытанию следующим образом:
a) давление в баллоне повышают до 26 МПа и выдерживают при температуре 100°С в течение не менее 200 ч;
b) после выдержки баллон должен соответствовать требованиям гидравлического испытания (А.11), испытания на герметичность (А.10) и испытания гидравлическим давлением на разрушение (А.12).
А.19 Ускоренное испытание на разрушение под напряжением
Испытание проводят только для баллонов типов КПГ-2 (CNG-2), КПГ-3 (CNG-3), КПГ-4 (CNG-4). Один баллон нагружают гидравлическим давлением 26 МПа и выдерживают 100 ч при температуре 65°С. Затем повышают давление в баллоне до разрушения в соответствии с процедурой, описанной в А.12; разрушающее давление должно быть более 85% от расчетного разрушающего давления.
А.20 Испытание на удар при падении
Один или более готовых баллонов без запорной арматуры должны быть испытаны на удар при падении при температуре окружающей среды. Баллоны сбрасывают на гладкую горизонтальную бетонную подушку или настил в следующих положениях: горизонтально, при этом баллон должен находиться на расстоянии 1,8 м от поверхности, на которую он падает; вертикально, на каждое днище при достаточной высоте от поверхности (с потенциальной энергией 488 Дж), но не более 1,8 м; под углом около 45°, на днище с такой высоты, чтобы центр тяжести баллона был на высоте 1,8 м, а нижнее днище на расстоянии от настила или подушки не менее 0,6 м.
После испытания на удар при падении баллоны подвергают циклическому испытанию давлением от 2 до 26 МПа при температуре окружающей среды сначала в течение 3000 циклов, затем в течение 12000 циклов.
Баллон не должен дать утечку или разрыв в течение первых 3000 циклов, но может дать утечку во время следующих 12000 циклов. Все баллоны, подвергнутые данному испытанию, должны быть уничтожены.
А.21 Испытание на газопроницаемость
Это испытание проводят только для баллонов типа КПГ-4 (CNG-4). Один готовый баллон заполняют сжатым природным газом до рабочего давления, помещают в герметичную камеру при температуре окружающей среды и контролируют утечку в течение 500 ч. Скорость просачивания должна быть менее 0,25 мл/ч природного газа на 1 л вместимости баллона. Баллон разрезают и проверяют внутреннюю поверхность на наличие трещин или повреждений.
А.22 Механические свойства пластмассы
Предел текучести при растяжении и относительное удлинение материала пластмассового лейнера определяют при температуре минус 50°С в соответствии с ISO 527-2.
Результаты испытания должны демонстрировать вязкие свойства материала пластмассового лейнера при температуре не выше минус 50°С и их соответствие значениям, установленными изготовителем.
А.23 Температура размягчения пластмассы
Полимерные материалы готовых лейнеров должны быть подвергнуты испытанию в соответствии с методом, описанным в ISO 306.
Температура размягчения должна быть не ниже 100°С.
А.24 Испытания покрытия партии баллонов
А.24.1 Толщина покрытия
Толщина покрытия должна быть измерена в соответствии с ISO 2808 и должна соответствовать требованиям конструкторской документации.
А.24.2 Адгезионная прочность
Адгезионную прочность покрытия должны определять в соответствии с ISO 4624![]()
_______________![]() Для учета потребностей национальной экономики Российской Федерации допускается адгезийную прочность покрытия определять в соответствии с ISO 2409.
Для учета потребностей национальной экономики Российской Федерации допускается адгезийную прочность покрытия определять в соответствии с ISO 2409.
А.25 Испытание на кручение закладной горловины
Корпус баллона закрепляют от вращения. К каждой закладной горловине баллона прикладывают крутящий момент, который в 2 раза превышает крутящий момент, определенный конструкторской документацией для установки запорной арматуры. Крутящий момент сначала прикладывают в направлении закручивания резьбового соединения, затем в обратном направлении и еще раз в направлении закручивания.
Затем баллон должен быть подвергнут испытанию на герметичность в соответствии с А.10.
А.26 Прочность смолы при сдвиге
Полимерные материалы должны быть испытаны на образце, который является представителем композиционной оболочки, в соответствии с ISO 14130 или эквивалентным стандартом, приемлемым для инспектора в стране - потребителе баллонов. После 24 ч кипячения в воде композиционный материал должен показать предел прочности на сдвиг не менее 13,8 МПа.
А.27 Циклические испытания природным газом
Следует уделять особое внимание безопасности при проведении испытания. До проведения испытания баллоны должны успешно пройти испытания и соответствовать требованиям, указанным в А.10 (испытание на герметичность), А.12 (испытание гидравлическим давлением на разрушение), А.13 (циклическое испытание давлением при температуре окружающей среды) и А.21 (испытание на газопроницаемость).
Один готовый баллон типа КПГ-4 (CNG-4) подвергают циклическому испытанию давлением сжатым природным газом от менее 2 МПа до рабочего давления в течение 1000 циклов. Время заполнения баллона в цикле должно быть не более 5 мин. Если иное не установлено изготовителем, то не требуется гарантии того, что температура во время выпуска газа не превысит установленной для условий эксплуатации баллона.
Затем баллон должен быть испытан на герметичность по А.10 и должен соответствовать указанным в А.10 требованиям. После выпуска природного газа баллон разрезают, проверяют лейнер и контактную поверхность лейнера и закладных элементов на наличие любых повреждений, например на усталостное растрескивание.
Приложение В (обязательное). Ультразвуковой контроль
Приложение В
(обязательное)
В.1 Область применения
Настоящее приложение основано на методах, используемых изготовителями баллонов. Допускается использовать другие методы ультразвукового контроля, соответствующие технологии изготовления баллонов.
В.2 Общие требования
Оборудование для ультразвукового контроля должно быть способно выявлять надрезы контрольного образца, описанного в В.3.2. Оборудование должно обслуживаться регулярно в соответствии с инструкциями изготовителя для обеспечения точности контроля. Записи об аттестации и проверках оборудования должны быть в наличии.
Обслуживать испытательное оборудование должен обученный персонал под контролем квалифицированных специалистов, аттестованных на 2-й уровень по ISO 9712.
Наружная и внутренняя поверхности баллона, подлежащего ультразвуковому контролю, должны соответствовать условиям, требуемым для точного и воспроизводимого контроля.
Для выявления дефектов используют эхо-импульсный метод. Для измерения толщины стенки используют резонансный или эхо-импульсный метод. Используют также контактные или иммерсионные методы испытаний.
Должен быть использован метод соединения, который гарантирует адекватную передачу ультразвуковых волн от поисковой головки к баллону.
В.3 Дефектоскопия цилиндрической части
В.3.1 Процедура
Баллоны, подлежащие контролю, и поисковое устройство должны иметь относительно друг друга вращение и поступательное перемещение таким образом, чтобы можно было произвести сканирование всей поверхности баллона. Скорость вращения и поступательного движения должна быть постоянной в пределах ±10%. Шаг винтовой линии должен быть меньше, чем ширина, охватываемая поисковой головкой (должно быть гарантировано не менее 10% перекрытия), и соотноситься с рабочей шириной луча так, чтобы гарантировать 100%-ный охват поверхности баллона.
Для обнаружения поперечных дефектов может быть использован альтернативный метод сканирования, где перемещения измерительной головки относительно баллона являются продольными. При этом колебательное движение должно гарантировать 100%-ный охват поверхности с перекрытием не менее 10%.
Контроль переходной зоны цилиндрической части корпуса в днище или горловину допускается выполнять вручную, если его нельзя выполнить автоматически.
Оборудование периодически проверяют испытанием контрольного образца. Проверку проводят в начале и в конце каждой смены. Если во время проверки не обнаружен соответствующий контрольный надрез, то все баллоны, испытанные после последней удовлетворительной проверки, повторно испытывают после перенастройки оборудования.
В.3.2 Контрольный образец
Контрольный образец подходящей длины изготавливают из баллона с такими же диаметром и толщиной стенки, из материала с такими же акустическими характеристиками и качеством обработки поверхности, как у баллона, подлежащего испытанию. Контрольный образец не должен иметь дефектов, которые могут препятствовать обнаружению контрольных надрезов.
Контрольные надрезы, продольные и поперечные, обрабатывают на наружной и внутренней поверхностях образца. Надрезы должны быть расположены на таком расстоянии друг от друга, чтобы каждый надрез можно было четко идентифицировать.
Размеры и форма надрезов имеют решающее значение для регулировки оборудования (рисунки В.1 и В.2):
- длина надрезов ![]() должна быть не более 50 мм;
должна быть не более 50 мм;
- ширина ![]() должна быть не более двух номинальных глубин
должна быть не более двух номинальных глубин ![]() . Там, где это условие не может быть выполнено, ширина надрезов должна быть не более 1 мм;
. Там, где это условие не может быть выполнено, ширина надрезов должна быть не более 1 мм;
- глубина надрезов ![]() должна составлять (5±0,75)% от номинальной толщины стенки
должна составлять (5±0,75)% от номинальной толщины стенки ![]() , но не менее 0,2 мм и не более 1 мм по всей длине надреза. Отклонения на концах допускаются;
, но не менее 0,2 мм и не более 1 мм по всей длине надреза. Отклонения на концах допускаются;
- надрез должен иметь острые края на линии пересечения с поверхностью стенки баллона;
- поперечное сечение надреза должно быть прямоугольным, за исключением случая использования электроэрозионного метода обработки, при котором дно надреза округляется;
- форму и размеры надреза контролируют соответствующим методом.
Рисунок В.1 - Контрольные надрезы для продольных дефектов
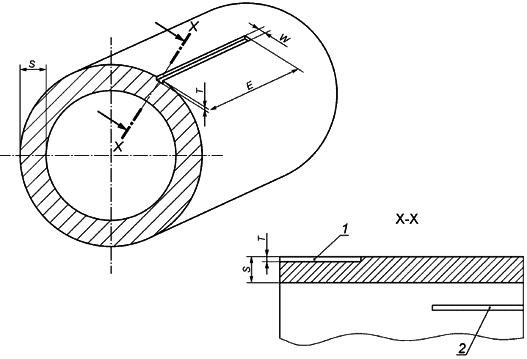
1 - наружный контрольный надрез; 2 - внутренний контрольный надрез
Примечание - ![]() , но 0,2 мм
, но 0,2 мм![]() 1 мм;
1 мм; ![]() , но, если невозможно, то
, но, если невозможно, то ![]() 1 мм;
1 мм; ![]() 50 мм.
50 мм.
Рисунок В.1 - Контрольные надрезы для продольных дефектов
Рисунок В.2 - Контрольные надрезы для кольцевых дефектов
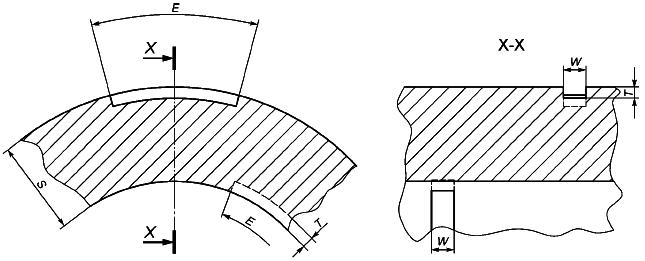
Примечание - ![]() , но 0,2 мм
, но 0,2 мм![]() 1 мм;
1 мм; ![]() , но, если невозможно, то
, но, если невозможно, то ![]() 1 мм;
1 мм; ![]() 50 мм.
50 мм.
Рисунок В.2 - Контрольные надрезы для кольцевых дефектов
В.4 Настройка оборудования
При использовании контрольного образца, описанного в В.3.2, оборудование должно быть отрегулировано для получения четких показаний от внутренних и наружных контрольных надрезов. Амплитуда показаний должна быть одинаковой, насколько возможно. Значение наименьшей амплитуды используют в качестве уровня браковки и для настройки визуальных, звуковых, записывающих или сортирующих устройств. Оборудование настраивают с помощью контрольного образца и/или поисковой головки, которые перемещают так же, как при контроле баллона. Все визуальные, звуковые, записывающие и сортирующие устройства должны работать удовлетворительно при этой скорости испытаний.
В.5 Измерение толщины стенки
Если толщина стенки не измерялась на другом этапе изготовления, то цилиндрическая часть корпуса баллона проходит 100%-ный контроль, чтобы гарантировать, что толщина стенки не меньше допускаемого минимального значения.
В.6 Оценка результатов
Баллоны с дефектами, равными или превышающими надрезы контрольных образцов, должны быть изъяты. Поверхностные дефекты могут быть удалены. После удаления дефектов баллоны подвергают повторной ультразвуковой дефектоскопии и измеряют толщину стенки.
Баллон со стенкой меньше допускаемого минимального значения бракуют.
В.7 Оформление результатов
Результаты ультразвукового контроля должны быть документированы изготовителем баллонов.
Каждый баллон, прошедший ультразвуковой контроль в соответствии с настоящими техническими условиями, должен быть промаркирован символом "УЗК" ("UT").
Приложение С (справочное). Процедуры приемки и сертификации
Приложение С
(справочное)
С.1 Общие положения
Сертификацию изготовителя, приемку типа баллона и проверку системы управления качеством проводят официальные органы или независимый инспекционный орган, утвержденный и назначенный официальным органом. Настоящее приложение описывает процессы, включенные в такие процедуры. Инспекционный орган может быть из другой страны, а независимых инспекционных органов может быть больше одного.
С.2 Сертификация
Для получения сертификата изготовитель направляет в официальный орган заявление с сопроводительной документацией. Сопроводительная документация должна включать документы по проектированию, технологии изготовления и контролю качества, как требуется в разделе 5.
Официальный орган сертифицирует изготовителя и выдает сертификат, выполняя следующие действия:
- проводит сам или поручает провести независимому инспекционному органу проверку изготовителя на месте, в том числе оборудование и систему менеджмента качества. Это включает наблюдение за изготовлением, испытаниями, контролем качества и проводится для подтверждения того, что завод, оборудование, персонал и система менеджмента качества соответствуют требованиям изготовления баллонов согласно настоящему стандарту;
- проводит или поручает провести испытания баллонов из партии опытных образцов. Эти испытания удовлетворяют требованиям испытаний на соответствие конструкции техническим условиям, как установлено в настоящем стандарте, в зависимости от рассматриваемого типа конструкции баллона.
С.3 Приемка типа баллона
С.3.1 После поступления заявки о приемке типа баллона официальный орган или независимый инспекционный орган:
- изучает техническую документацию для проверки того, что баллон изготовлен в соответствии с технической документацией и что конструкция соответствует требованиям настоящего стандарта;
- согласовывает с заявителем оборудование для проведения контроля и испытаний;
- проводит или поручает провести контроль и испытания, установленные настоящим стандартом, для определения соответствия технологических процессов, используемых изготовителем, требованиям настоящего стандарта.
С.3.2 Если тип баллона соответствует требованиям настоящего стандарта, то официальный орган выдает заявителю акт приемочных испытаний. Акт приемочных испытаний содержит название и адрес изготовителя, результаты и выводы проверки, необходимые данные для идентификации принятых баллонов. Перечень основной технической документации прилагается к акту приемочных испытаний, копии хранятся у официального органа и изготовителя.
Идентификационный знак или номер, который наносится на баллон, определяют для каждого изготовителя.
С.3.3 Если изготовителю отказывают в приемке баллона согласно настоящему стандарту, то официальный орган предоставляет подробное описание причины для отклонения в письменном виде.
С.3.4 Изготовитель обязан информировать официальный орган, который выдал акт приемочных испытаний баллона, обо всех изменениях в принятом оборудовании или технологии изготовления. Если такие изменения влияют на соответствие баллона первоначальной приемке, то должна быть проведена дополнительная приемка, которую выдают в виде поправки к первоначальному акту приемочных испытаний баллона.
С.3.5 По запросу каждый официальный орган предоставляет любому другому органу соответствующую информацию, которая касается любого баллона, принятого согпасно настоящему стандарту, а также принятых изменений и отозванных актов приемочных испытаний.
С.4 Отчеты и сертификаты
С.4.1 Общие положения
Изготовитель баллонов хранит акт приемочных испытаний и комплект технической документации. Эта документация должна соответствовать требованиям настоящего приложения, должна быть подписана уполномоченным представителем изготовителя и хранится не менее 15 лет или в течение срока службы баллона.
По требованию изготовитель баллонов предоставляет потребителю баллонов информацию не меньше, чем представлено в форме 1 приложения Е.
С.4.2 Акт изготовителя о приемке
Акт изготовителя о приемке включает следующие данные дополнительно к данным, требующимся для испытания при приемке типа баллона:
a) чертежи и расчеты;
b) идентификация материала баллона и анализ сертификата и результатов неразрушающего контроля на партии материала, из которого конкретные баллоны были изготовлены;
c) результаты механических, химических или неразрушающих испытаний баллона или лейнера и оболочки;
d) вместимость каждого баллона, л;
e) результаты испытаний давлением, показывающие (если необходимо), что объемное расширение, зарегистрированное для баллона, меньше допустимого;
f) минимальная расчетная и фактическая толщина стенки баллона или лейнера и оболочки;
g) фактическая масса пустого баллона, кг.
С.4.3 Отчет изготовителя
Отчет изготовителя предоставляет информацию не менее информации, представленной в форме 1 приложения Е.
Приложение D (справочное). Размер допустимого дефекта для неразрушающего контроля при циклических нагрузках баллона
Приложение D
(справочное)
Технология определения размера допустимого дефекта при неразрушающем контроле для баллонов типов КПГ-1 (CNG-1), КПГ-2 (CNG-2) и КПГ-3 (CNG-3):
a) для баллонов типа КПГ-1 (CNG-1) на цилиндрическую часть наносят наружные дефекты;
b) для баллонов типов КПГ-1 (CNG-1), КПГ-2 (CNG-2) и КПГ-3 (CNG-3) на цилиндрическую часть наносят внутренние дефекты. Внутренние дефекты могут быть нанесены до формовки днищ баллона;
c) размеры искусственных дефектов должны обеспечивать чувствительность метода неразрушающего контроля;
d) три баллона, содержащие искусственные дефекты, подвергают циклическому испытанию на разрушение в соответствии с А.13.
Если баллоны не дают утечку или разрыв в течение не менее 1000![]() циклов (где
циклов (где ![]() - установленный срок службы, годы), то допустимый размер дефекта для неразрушающего контроля равен или меньше размера искусственного дефекта в этом месте.
- установленный срок службы, годы), то допустимый размер дефекта для неразрушающего контроля равен или меньше размера искусственного дефекта в этом месте.
Приложение Е (справочное). Формы документации
Приложение Е
(справочное)
Е.1 Общие положения
Настоящее приложение указывает, какой объем информации должен быть включен в комплект технической документации, необходимой для приемки баллонов. Представлены примеры формы 1 и формы 7. Формы 2-6 разрабатывает изготовитель, чтобы полностью идентифицировать баллоны и требования к ним. Каждый документ должен быть подписан изготовителем.
Е.2 Перечень документов
Документация должна включать следующие бланки:
- Форма 1. Документ качества партии. Пример такого документа представлен на рисунке Е.1.
Примечание - При приемке серийно изготавливаемых партий баллонов в качестве инспектора может выступать начальник отдела технического контроля или директор по качеству изготовителя.
- Форма 2. Отчет о химическом анализе материала для металлических баллонов, лейнеров или закладных элементов должен включать перечень основных элементов, идентификацию и т.д.
- Форма 3. Отчет о механических свойствах материала для металлических баллонов и лейнеров должен регистрировать все испытания, требуемые настоящим стандартом.
- Форма 4. Отчет о физических и механических свойствах материалов для неметаллических лейнеров должен регистрировать все испытания и данные, требуемые настоящим стандартом.
- Форма 5. Отчет об анализе композиционного материала должен регистрировать все испытания и данные, требуемые настоящим стандартом.
- Форма 6. Отчет о гидравлических испытаниях, циклических испытаниях и испытаниях на разрушение должен регистрировать испытания и данные, требуемые настоящим стандартом.
- Форма 7. Акт приемочных испытаний типа баллона; пример подходящего формата представлен на рисунке Е.2.
Примечание - При приемке серийно изготавливаемых партий баллонов перечень и формы документации определяет изготовитель, при этом должна быть обеспечена полная идентификация баллонов и требований к ним.
Рисунок Е.1 - Пример Формы 1: Документ качества партии
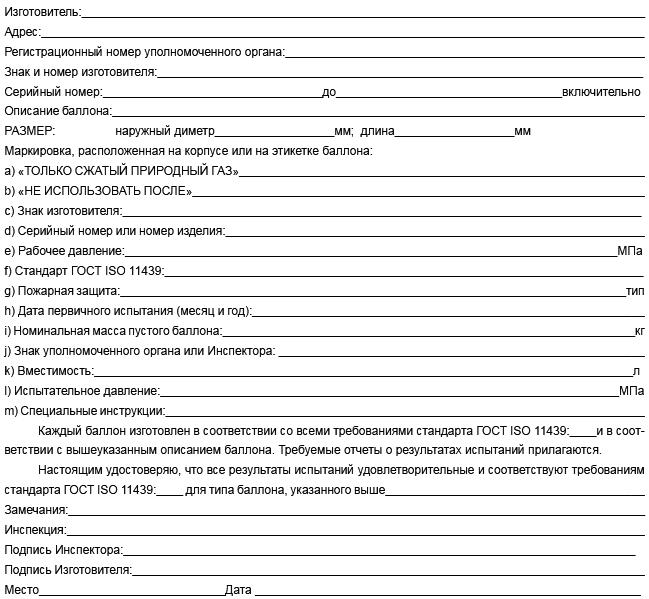
Рисунок Е.1 - Пример Формы 1: Документ качества партии
Рисунок Е.2 - Пример формы 7: Акт приемочных испытаний типа баллона
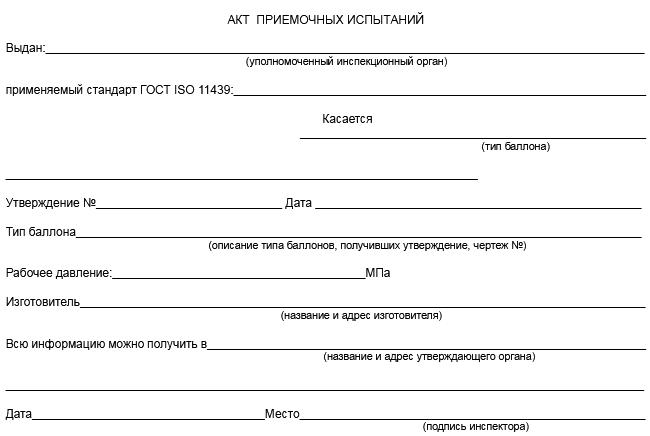
Рисунок Е.2 - Пример формы 7: Акт приемочных испытаний типа баллона
Приложение F (справочное). Климатическое испытание
Приложение F
(справочное)
F.1 Общие положения
Это дополнительное испытание применяют только для баллонов типов КПГ-2 (CNG-2), КПГ-3 (CNG-3) и КПГ-4 (CNG-4).
F.2 Подготовка баллона
Испытанию подвергают два готовых баллона, включая покрытие (если предусмотрено), запорную арматуру с уплотнением.
Баллоны предварительно обрабатывают в соответствии с F.3, а затем подвергают последовательному воздействию сред, давлений и температур в соответствии с F.5.
Предварительную обработку и воздействие жидкостью производят на цилиндрической части баллона, но весь баллон, включая днища, должен быть стойким к воздействию сред так же, как и части, подвергаемые воздействию.
Допускается использовать метод "одного баллона", при котором испытание погружением в среду и испытание на воздействие другими жидкостями проводят на одном баллоне. В этом случае необходимо принять меры предосторожности, чтобы предотвратить взаимное загрязнение жидкостей.
F.3 Предварительная обработка
F.3.1 Оборудование для предварительной обработки
Для предварительной обработки баллона ударом маятника и ударом гравия необходимо следующее оборудование:
a) оборудование для удара маятником включает:
- ударное тело из стали в форме пирамиды с равносторонними треугольными сторонами и квадратным основанием, вершина которого скруглена радиусом 3 мм;
- маятник, центр удара которого расположен на центральной оси пирамиды; расстояние от центра удара до оси вращения маятника - 1 м, общая масса маятника по отношению к центру удара - 15 кг;
- прибор для определения энергии маятника в момент удара, которая должна быть не менее 30 Н![]() м и должна быть близка к этому значению, насколько возможно;
м и должна быть близка к этому значению, насколько возможно;
- приспособление для удержания баллона от перемещения во время удара;
b) оборудование для ударных испытаний гравием включает:
- установку для проведения испытания гравием в соответствии с ASTM D3170, представленную на рисунке F.1;
- стандартный дорожный гравий, который проходит через сито с ячейками размером 16 мм, но удерживается в сите с ячейками размером 9,5 мм. В каждой порции должно быть 550 мл сортированного гравия (приблизительно от 250 до 300 камней).
Рисунок F.1 - Установка для ударных испытаний гравием
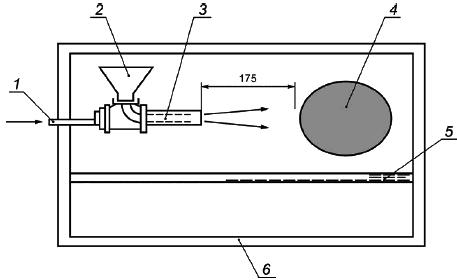
1 - воздухоприемник; 2 - воронка; 3 - трубка диаметром 50 мм; 4 - баллон; 5 - грохот; 6 - шкаф шириной 500 мм
Рисунок F.1 - Установка для ударных испытаний гравием
F.3.2 Процедура предварительной обработки
F.3.2.1 Предварительная обработка для испытания погружением в среду
Предварительная обработка ударом маятника и ударом гравия требуется для части баллона, которая будет использована для испытания "погружение в среду" (F.4.1).
У баллона, освобожденного от давления, предварительно обрабатывают цилиндрическую часть, которая будет погружена, т.е. наносят удар телом маятника в трех местах, расположенных друг от друга на расстоянии 150 мм. Затем в эти же три места на баллоне наносят удар гравием.
Дополнительно наносят один удар телом маятника в пределах погружаемой части каждого днища.
F.3.2.2 Предварительная обработка для испытания на воздействие других жидкостей
При испытании баллонов необходимо произвести предварительную обработку баллонов ударом гравия (F.4.2).
На обечайку баллона наносят пять зон диаметром 100 мм для предварительной обработки и воздействия жидкостями (рисунок F.2). Эти зоны не должны пересекаться и должны находиться выше жидкости, в которую погружают баллон.
Для удобства проведения испытания зоны не должны быть ориентированы вдоль одной линии.
Баллон, освобожденный от давления, подвергают обработке гравием в пяти зонах, указанных на рисунке F.2.
Рисунок F.2 - Расположение баллона и схема расположения зон воздействия
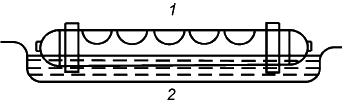
1 - зона воздействия другими жидкостями; 2 - зона погружения (нижняя треть)
Рисунок F.2 - Расположение баллона и схема расположения зон воздействия
F.4 Среды для испытания
F.4.1 Водный раствор для погружения
На определенных стадиях испытания (таблица F.1) баллон располагают горизонтально и погружают на одну треть диаметра в имитированный водный раствор кислой дождевой/дорожной соли, состоящий из следующих компонентов:
- дистиллированная вода;
- хлорид натрия: (2,5±0,1)% (массовая доля);
- хлорид кальция: (2,5±0,1)% (массовая доля);
- серная кислота для достижения в растворе рН (4,0±0,2).
Уровень рН раствора перед каждым этапом испытания проверяют.
Температуру ванны поддерживают в пределах (21±5)°С. Во время испытания часть баллона, не погруженная в раствор, должна находиться при температуре окружающей среды.
F.4.2 Воздействие другими жидкостями
На соответствующих этапах испытания (таблица F.1) каждую отмеченную зону на баллоне подвергают воздействию одного из пяти растворов в течение 30 мин. Во время испытания используют один раствор для одной обработанной зоны баллона. Растворы для испытания:
- серная кислота: 19% водный раствор (объемная доля);
- гидроксид натрия: 25% водный раствор (массовая доля);
- метанол/бензин: 30/70%;
- аммиачная селитра: 28% водный раствор (массовая доля);
- моющая жидкость для стеклоомывателя.
Во время испытания баллон располагают вверх обработанной зоной. На обработанную зону баллона накладывают стекловату или марлю в один слой (толщиной около 0,5 мм). Используя пипетку, наносят 5 мл раствора. Необходимо убедиться, что марля или стекловата промокла по всей поверхности и толщине. После этого в баллоне поднимают давление и выдерживают в течение 30 мин.
F.5 Условия испытания
F.5.1 Цикл изменения давления
На соответствующем этапе испытания (таблица F.1) баллон подвергают циклическому изменению гидравлического давления от 2 до 26 МПа при температуре окружающей среды и высокой температуре, от 2 до 16 МПа при низкой температуре. Максимальное давление выдерживают не менее 60 с, а каждый полный цикл должен длиться не менее 66 с.
F.5.2 Воздействие высокой и низкой температурой
На соответствующих этапах испытания (таблица F.1) поверхность баллона подвергают воздействию высокой или низкой температурой воздуха. Низкая температура не должна быть выше минус 35°С, высокая температура должна быть (82±5)°С; измеряют температуру на поверхности баллона.
F.6 Процедура испытания
Процедура испытания следующая:
a) предварительно баллоны (или один баллон) обрабатывают в соответствии с F.3.2;
b) последовательно подвергают баллон воздействию растворов, циклическому изменению давления и воздействию температуры в соответствии с таблицей F.1; не моют и не вытирают поверхность баллона между этапами испытания;
c) после выполнения испытания подвергают баллоны (или баллон) испытанию на разрушение гидравлическим давлением в соответствии с А.12.
F.7 Результаты испытания
Испытание считают удовлетворительным, если разрушающее давление баллонов (или баллона) не меньше, чем рабочее давление, умноженное на 1,6.
Таблица F.1 - Условия и последовательность испытаний
Этапы испытания | Среды | Число циклов изменения давления ( | Температура | ||
Метод "два баллона" | Метод "один баллон" | ||||
баллон для погружения | другие жидкости | альтернативный один баллон | |||
- | 1 | 1 | Другие жидкости (40 мин) | - | Окружающей среды |
1 | - | 2 | Для погружения | 500 | То же |
- | 2 | - | Воздух | 500 | То же |
- | 3 | 3 | Другие жидкости (40 мин) | - | То же |
2 | 4 | 4 | Воздух | 250 | Низкая |
- | 5 | 5 | Другие жидкости (40 мин) | - | Окружающей среды |
3 | 6 | 6 | Воздух | 250 | Высокая |
Приложение G (справочное). Проверка коэффициентов запаса прочности волокна с использованием датчиков деформации
Приложение G
(справочное)
Настоящее приложение содержит описание процедуры, которая может быть использована для проверки коэффициентов запаса прочности волокна с использованием датчиков деформации.
a) Соотношение между напряжением и деформацией для волокон всегда идентичное, поэтому коэффициенты запаса прочности и коэффициенты деформации равны.
b) Используют датчики деформации с максимальным удлинением.
c) Датчики деформации должны быть ориентированы в направлении волокон, на которых они установлены (если баллон имеет кольцевые волокна, то датчики деформации устанавливают в направлении кольца).
d) Метод 1: применяют для баллонов, на которых не используют обмотку высокого натяжения:
1) до автофреттирования устанавливают датчики деформации и выполняют тарировку;
2) измеряют деформации при автофреттировании, при нулевом давлении после автофреттирования, при рабочем и минимальном разрушающем давлениях;
3) значение деформации при разрушающем давлении, разделенное на значение деформации при рабочем давлении, должно соответствовать требованиям коэффициента запаса прочности волокна. Для баллонов с разными волокнами деформацию при рабочем и разрушающем давлениях сравнивают для баллонов, армированных одним волокном.
e) Метод 2: применяют ко всем баллонам:
1) при нулевом давлении после намотки и автофреттирования устанавливают датчики деформации и выполняют тарировку;
2) измеряют деформацию при нулевом, рабочем и минимальном разрушающем давлениях;
3) при нулевом давлении после измерения деформации при рабочем и минимальном разрушающем давлениях с установленными датчиками деформации отрезают часть баллона таким образом, чтобы область с датчиком деформации была длиной приблизительно 125 мм. Удаляют лейнер, не повредив композиционный материал. Измеряют деформацию после удаления лейнера;
4) корректируют значения деформации при нулевом, рабочем и минимальном разрушающем давлениях значениями деформации, измеренными при нулевом давлении с лейнером и без лейнера;
5) соотношение деформации при разрушающем и рабочем давлениях, должно соответствовать требованиям коэффициента запаса прочности волокна. Для баллонов с разными волокнами сравнивают значения деформации при рабочем и разрушающем давлениях баллонов, армированных одним волокном.
Приложение Н (справочное). Инструкции изготовителя по транспортированию, эксплуатации и контролю баллонов
Приложение Н
(справочное)
Н.1 Общие положения
Инструкции изготовителя должны обеспечивать потребителя информацией о безопасной эксплуатации баллона в течение установленного срока службы.
Н.2 Распространение
Изготовитель должен уведомлять потребителя о необходимости предоставления этих инструкций всем сторонам, вовлеченным в распространение, транспортирование, монтаж и эксплуатацию баллонов.
Н.3 Ссылка на существующие нормы, стандарты и правила
При разработке инструкций необходимо использовать общепризнанные нормы, стандарты и правила.
Н.4 Транспортирование баллонов
Должны быть представлены рекомендации по сохранению баллонов от повреждения и загрязнения при транспортировании.
Н.5 Монтаж
Монтаж необходимо производить по инструкции изготовителя для предупреждения повреждения баллона во время монтажа и безаварийной эксплуатации в течение срока службы.
Инструкция должна содержать (где необходимо) проект монтажа, включающий использование эластичного прокладочного материала, допускаемый крутящий момент затяжки и рекомендации по предохранению баллона от воздействия окружающей среды. Расположение и установка баллона должны соответствовать требованиям действующих стандартов.
Изготовитель должен обратить внимание потребителя на возможное длительное воздействие на баллон системы крепления, т.е. от движения корпуса транспортного средства, расширения и сжатия баллона под действием давления и температурных условий эксплуатации.
Внимание потребителя должно быть обращено на необходимость установки баллона таким образом, чтобы атмосферные осадки или иные растворы не скапливались на поверхности баллона и не могли вызвать коррозию.
Должен быть указан способ правильного крепления предохранительного устройства от повышения давления.
Запорная арматура баллона, предохранительные устройства и соединения должны быть защищены от поломки при столкновении. Если такая защита установлена на баллоне, то конструкция и метод установки должны быть согласованы с изготовителем баллонов. Рассмотренные факторы должны обеспечить способность баллона выдерживать любую передаваемую ударную нагрузку и влияние локальной деформации на усталостную долговечность баллона.
Н.6 Эксплуатация баллонов
Изготовитель должен предоставить потребителю информацию об условиях эксплуатации баллонов, установленных настоящим стандартом, с указанием допустимого числа циклов изменения давления в баллоне, срока службы в годах, качества газа и допустимого максимального давления.
Н.7 Контроль при эксплуатации
Изготовитель баллонов должен указать обязанности потребителя по соблюдению необходимых требований к контролю баллона (периодическое техническое освидетельствование). Эта информация должна согласовываться с требованиями приемки типа баллона и содержать следующие аспекты:
а) Периодическая проверка
Контроль и испытания проводятся в соответствии с правилами страны - потребителя баллонов.
Рекомендации для периодической проверки соответствия техническим условиям с помощью визуального контроля и испытания во время срока службы выдает разработчик конструкции баллонов на основе условий эксплуатации, определенных выше. Каждый баллон должен проходить визуальный контроль не реже одного раза в течение 36 мес, а также во время переустановки для выявления повреждений, разрушения и износа, включая поддерживающие крепления. Визуальный контроль проводит компетентный орган, уполномоченный официальным органом власти, в соответствии с рекомендациями изготовителя.
Баллоны без паспорта или маркировки, содержащей обязательную информацию, или с неразборчивой обязательной информацией, к эксплуатации не допускаются.
b) Баллоны после аварии
Баллоны после аварии должны повторно пройти контроль. Баллоны, не получившие повреждения при аварии, можно эксплуатировать.
c) Баллоны после пожара
Баллоны, побывавшие в пожаре, проходят повторный контроль.
Приложение ДА (справочное). Постановка на производство и сертификация
Приложение ДА
(справочное)
ДА.1 Общие положения
Процедура постановки баллонов на производство включает следующие основные этапы:
- приемочные испытания опытной партии баллонов;
- квалификационные испытания установочной (первой промышленной) партии баллонов;
- получение разрешения на применение баллонов;
- обязательная сертификация баллонов.
ДА.2 Приемочные испытания
Приемочные испытания опытных баллонов, изготовленных в составе опытной партии, проводят в соответствии с ГОСТ 15.201 с целью определения соответствия их требованиям настоящего стандарта и решения вопроса о целесообразности постановки баллонов на производство.
Приемочные испытания баллонов проводят в соответствии с 5.2, 6.5, 7.5, 8.5 и 9.5 под наблюдением инспектора.
Заданные и фактические данные, полученные при контроле и испытаниях, отражают в протоколах. Результаты приемочных испытаний оформляют актом приемочных испытаний.
ДА.3 Квалификационные испытания
Квалификационные испытания установочной (первой промышленной) партии проводят в соответствии с ГОСТ 15.201 с целью демонстрации готовности изготовителя к серийному выпуску баллонов, отвечающих требованиям конструкторской документации, и проверки технологического процесса, который должен обеспечивать стабильность характеристик баллонов.
Квалификационные испытания установочной партии баллонов проводят в соответствии с требованиями к испытанию партии, представленными в разделах 6-9.
Проведение испытаний оформляют протоколами, в которых отражают фактические данные проверок, осмотров, контроля, измерений и другие данные. Положительные результаты испытания оформляют актом.
ДА.4 Получение разрешения на применение баллонов![]()
_______________![]() Выдачу разрешения на применение баллонов осуществляет Федеральная служба по экологическому, технологическому и атомному надзору России (Ростехнадзор) в соответствии с "Административным регламентом Федеральной службы по экологическому, технологическому и атомному надзору по исполнению государственной функции по выдаче разрешений на применение конкретных видов (типов) технических устройств на опасных производственных объектах".
Выдачу разрешения на применение баллонов осуществляет Федеральная служба по экологическому, технологическому и атомному надзору России (Ростехнадзор) в соответствии с "Административным регламентом Федеральной службы по экологическому, технологическому и атомному надзору по исполнению государственной функции по выдаче разрешений на применение конкретных видов (типов) технических устройств на опасных производственных объектах".
ДА.5 Обязательная сертификация баллонов![]()
_______________![]() В соответствии с "Номенклатурой продукции, в отношении которой законодательными актами РФ предусмотрена обязательная сертификация", баллоны подлежат обязательной сертификации. Сертификация баллонов проводится официальным органом по сертификации в соответствии с требованиями "Правил сертификации поднадзорной продукции для потенциально опасных промышленных производств, объектов и работ".
В соответствии с "Номенклатурой продукции, в отношении которой законодательными актами РФ предусмотрена обязательная сертификация", баллоны подлежат обязательной сертификации. Сертификация баллонов проводится официальным органом по сертификации в соответствии с требованиями "Правил сертификации поднадзорной продукции для потенциально опасных промышленных производств, объектов и работ".
Приложение ДБ (справочное). Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Приложение ДБ
(справочное)
Таблица ДБ.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование межгосударственного стандарта |
ISO 148:1983 | - | * |
ISO 306:1994 | - | * |
ISO 527-2:1993 | - | * |
ISO 2808:1997 | - | * |
ISO 4624:2002 | - | * |
ИСО 6506:2005 | MOD | ГОСТ 9012-59 Металлы. Метод измерения твердости по Бринеллю |
ИСО 6892:1998 | MOD | ГОСТ 10006-80 Трубы металлические. Метод испытания на растяжение |
MOD | ГОСТ 1497-84 Металлы. Методы испытания на растяжение | |
ISO 7225:2005 | - | * |
ISO 7866:1999 | - | * |
ISO 9227:1990 | - | * |
ISO 9712:1999 | - | * |
ISO 9809-1:1999 | - | * |
ISO 9809-2:2000 | - | * |
ISO 9809-3:2000 | - | * |
ISO 14130:1997 | - | * |
ASTM D522-93a | - | * |
ASTM D1308-87(1998) | - | * |
ASTM D2794-93(1999)e1 | - | * |
ASTM D3170-87(1996)e1 | - | * |
ASTM D3418-99 | - | * |
ASTM G53-93 | - | * |
NACE TM0177-96 | - | * |
* Соответствующий межгосударственный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. |
УДК 621.642.17:006.354 | МКС 43.060.40 | IDT |
Ключевые слова: баллоны высокого давления, баллоны стальные, баллоны алюминиевые, баллоны композиционные, лейнеры стальные, лейнеры алюминиевые, лейнеры неметаллические, транспортные средства, компримированный природный газ, топливо, хранение, контроль, методы испытания |
Электронный текст документа
и сверен по:
официальное издание
М.: Стандартинформ, 2016
