ГОСТ 9737-93
(ИСО 641-75)
Группа П66
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Посуда лабораторная стеклянная
ШЛИФЫ СФЕРИЧЕСКИЕ ВЗАИМОЗАМЕНЯЕМЫЕ
Laboratory glassware. Interchangeable spherical ground joints
МКС 71.040.20
ОКП 43 2189
Дата введения 1995-01-01
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Республика Беларусь | Белстандарт |
Республика Кыргызстан | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикстандарт |
Туркменистан | Туркменглавгосинспекция |
3 Настоящий стандарт подготовлен методом прямого применения международного стандарта ИСО 641-75 "Посуда лабораторная стеклянная. Взаимозаменяемые сферические шлифованные соединения" и полностью ему соответствует
4 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 2 июня 1994 г. N 160 межгосударственный стандарт ГОСТ 9737-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1995 г.
5 ВВЕДЕН ВЗАМЕН ГОСТ 9737-70
6 ПЕРЕИЗДАНИЕ
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение отечественного НТД, на который дана ссылка | Обозначение соответствующего международного стандарта | Номер раздела, в котором приведена ссылка |
- | Разд.5 | |
ИСО 383-76 | Разд.0 |
0 Введение
Настоящий стандарт распространяется на сферические стеклянные шлифы и обеспечивает взаимозаменяемость между ними независимо от места их изготовления.
Типы, размеры и допуски сферических стеклянных шлифов приведены в таблице 1.
Таблица 1 - Размеры и допуски сферических шлифов
В миллиметрах
Сферический диаметр | ||||||
Обозначение типа шлифа | Номинальный | Допуски для | Минимальный диаметр на широком конце шлифованной зоны | Максимальный диаметр на узком конце шлифованной зоны | Максимальный наружный диаметр примыкающей трубки | |
внутренней поверхности (шар) | внешней поверхности (чашка) | |||||
| 7,144 | 0 | +0,025 | 6,9 | 2,0 | 4,5 |
-0,025 | 0 | |||||
| 12,700 | 0 | +0,025 | 12,5 | 7,0 | 9,0 |
-0,025 | 0 | |||||
| 19,050 | 0 | +0,025 | 18,7 | 12,5 | 14,0 |
-0,025 | 0 | |||||
| 28,575 | 0 | +0,025 | 28,0 | 19,0 | 22,0 |
-0,025 | 0 | |||||
| 34,925 | 0 | +0,025 | 34,3 | 27,5 | 30,0 |
-0,025 | 0 | |||||
| 41,275 | 0 | +0,025 | 40,5 | 30,0 | 34,0 |
-0,025 | 0 | |||||
| 50,800 | 0 | +0,025 | 50,0 | 36,0 | 43,0 |
-0,025 | 0 | |||||
| 63,500 | 0 | +0,035 | 62,5 | 47,0 | 53,0 |
-0,035 | 0 | |||||
| 76,200 | 0 | +0,040 | 75,0 | 58,0 | 64,0 |
-0,040 | 0 | |||||
| 101,600 | 0 | +0,050 | 100,0 | 84,0 | 85,0 |
-0,050 | 0 | |||||
Чистовая обработка шлифованной поверхности обозначается так же, как указано в ГОСТ 8682.
Условное обозначение типа состоит из кодовой буквы и приблизительного значения сферического диаметра шлифа в миллиметрах.
Внутренний диаметр контролируется только по максимальному диаметру узкого конца шлифованной зоны.
Испытание на герметичность, проводимое на несмазанных шлифах, приведено в приложении А. В приложении В перечислены обозначения типов соединений в стандартах Великобритании и США, которые соответствуют или взаимозаменяемы с соединениями, перечисленными в настоящем стандарте.
Примечание - Настоящий стандарт распространяется на широко используемые стеклянные шлифы, но не исключает разработки шлифов с теми же размерами из других материалов.
1 Назначение и область применения
Настоящий стандарт устанавливает требования к размерам взаимозаменяемых стеклянных шлифов, используемых в лабораториях.
Требования настоящего стандарта являются обязательными.
2 Номинальный диаметр сферического шлифа
Диаметр сферической шлифованной зоны должен соответствовать размерам, указанным в таблице 1.
Допуски гарантируют, что диаметр внутреннего сечения (для шара) не более номинального значения диаметра, а диаметр наружного сечения (для чашки) - не менее номинального значения диаметра.
3 Размеры
Диаметр широкого конца шлифованной зоны должен быть не менее соответствующего размера, указанного в таблице 1. Диаметр на узком конце шлифованной зоны должен быть не более соответствующего размера, указанного в таблице 1.
Размеры сферических шлифов указаны на рисунке 1.
Размеры сферических шлифов
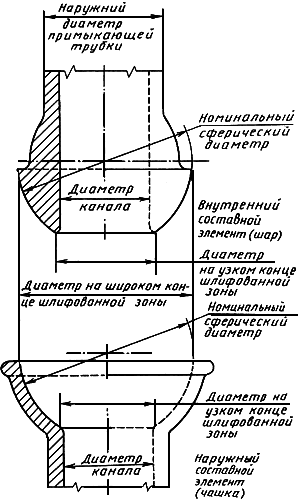
Рисунок 1
4 Диаметр трубки
Внешний диаметр трубки, примыкающей к шлифу, не должен превышать размеров, указанных в таблице 1.
Примечание - Следует ограничить внешний диаметр трубки, чтобы обеспечить взаимозаменяемость зажимных приспособлений.
5 Окончательная обработка поверхности
Параметр шероховатости Ra по ГОСТ 2789 шлифованной поверхности не должен превышать 1 мкм и предпочтительно должен быть менее 0,5 мкм.
6 Испытание внутреннего и внешнего составных элементов (шар и чашка)
сферических шлифов
При проверке соответствия допусков размеров необходимо использовать обычное оборудование (включая пневматические измерительные приборы или радиусные шаблоны).
Важным фактором, влияющим на скорость утечки, является степень чистоты шлифованной поверхности. Для ее достижения сначала протирают составные элементы тканью, смоченной в соответствующем растворителе, например циклогексане, затем погружают в растворитель и дают просохнуть. Удаляют все частицы, прилипшие к поверхностям, используя щетку из верблюжьих волос.
Затем составные элементы по очереди помещают в вертикальном положении в аппарат и создают разрежение системы. Никакого давления, кроме атмосферного, к соединению не должно прикладываться.
Когда показание ртутного манометра будет выше значения, предварительно выбранного оператором, закрывают кран и записывают показания по шкале. Через 1 мин или более снова записывают показания по шкале.
Выровняв давление внутри и снаружи системы, поворачивают составные элементы по оси на 90° и повторяют испытание.
Результаты подъема давления в системе, выраженные в паскалях в минуту, выводят как среднее значение за период времени между двумя показаниями.
Для обычных испытаний можно взять первое показание сразу после закрывания крана и второе - через 1 мин. Для сравнительных лабораторных испытаний берут первое показание через 30 с после закрывания крана и второе - через 2 мин.
Чашки могут быть испытаны этим методом в сочетании с шаровыми шаблонами (например, стальными) с размерами, указанными в таблице 2.
Таблица 2 - Диаметры шаровых шаблонов для испытуемых чашек
В миллиметрах
Обозначение типа чашки | Сферический диаметр стального шара | |
Номинальный | Допуски | |
| 7,144 | +0,003 |
0 | ||
| 12,700 | +0,005 |
0 | ||
| 19,050 | +0,005 |
0 | ||
| 29,575 | +0,008 |
0 | ||
| 34,925 | +0,008 |
0 | ||
| 41,275 | +0,008 |
0 | ||
| 50,800 | +0,008 |
0 | ||
| 63,500 | +0,010 |
0 | ||
| 76,200 | +0,013 |
0 | ||
| 101,600 | +0,015 |
0 | ||
Шаровые элементы могут также испытываться этим методом при использовании двухступенчатой методики, в котором чашки сначала испытывают в сочетании со стальными шарами, а затем шаровые элементы в сочетании с чашками, признанными удовлетворительными.
Для сферических шлифов в соответствии с допусками, приведенными в таблице 1, скорость утечки не должна превышать:
930 Па/мин - для размера 13 и менее;
2 кПа/мин - для размера 19 и более.
Пример условного обозначения шлифа сферического () с диаметром сферы 7,144 мм:
Шлиф 7 ГОСТ 9737-93
ПРИЛОЖЕНИЕ А
(обязательное)
Испытание сферических шлифов на герметичность
Испытание на герметичность проводят на сухих шлифах, наблюдая за скоростью повышения давления в предварительно разреженной системе, связанной с атмосферой через дающее утечку соединение.
Принципиальная схема установки общей емкостью системы приблизительно 1,5 дм показана на рисунке 2.
Установка для испытания сферических шлифов на герметичность
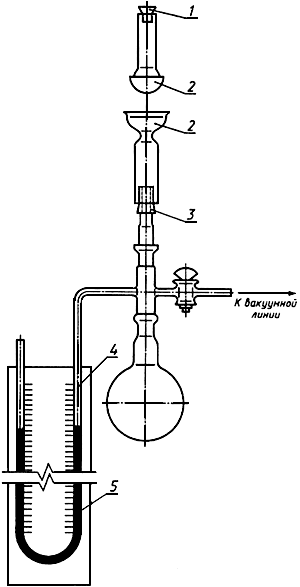
1 - резиновая пробка; 2 - испытуемый шлиф; 3 - резиновая пробка или трубка по размеру испытуемого соединения; 4 - шкала с диапазоном измерения давления приблизительно от 350 до 760 мм рт.ст. (45-100 кПа), с ценой деления 1 мм (0,133 кПа); 5 - ртутная U-образная манометрическая трубка
Рисунок 2
Важно, чтобы все соединения в испытательной установке не давали утечки, и сама установка была проверена перед присоединением к испытуемому соединению. Утечка, обнаруженная во время проверки, должна быть незначительна по сравнению с утечкой, наблюдаемой во время испытания.
ПРИЛОЖЕНИЕ В
(рекомендуемое)
Обозначение типов сферических шлифов
Обозначение типа по настоящему стандарту | Обозначение типа по BS 2761 | Обозначение типа по CS 21 |
| - | 7/1 |
|
| 12/1 |
| 12/1,5 | |
12/2 | ||
12/3 | ||
12/5 | ||
|
| 18/7 |
18/9 | ||
|
| 28/12 |
28/15 | ||
|
| 35/20 |
35/25 | ||
|
| 40/25 |
|
| 50/30 |
| - | 65/40 |
| - | 75/50 |
| - | 102/75 |
В таблице приведены обозначения типов, принятые для шлифов в соответствии с настоящим стандартом, а также обозначения соответствующих соединений, принятые в некоторых национальных стандартах.
Великобритания: BS 2761-63 "Сферические шлифованные стеклянные соединения".
США: CS 21-58 "Взаимозаменяемые конусные шлифованные соединения, краны, пробки и сферические шлифованные соединения".
Текст документа сверен по:
Посуда и оборудование лабораторные.
Технические условия. Методы испытаний: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2003
