ГОСТ 8742-75*
Группа Г27
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЦЕНТРЫ СТАНОЧНЫЕ ВРАЩАЮЩИЕСЯ
Типы и основные размеры
Machine tool rotary centres. Types and basic dimensions
Дата введения 1978-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 14 ноября 1975 г. N 2915 срок действия установлен с 01.01.78
ВЗАМЕН ГОСТ 8742-62
* ПЕРЕИЗДАНИЕ (март 1987 г.) с Изменениями N 1, 2, утвержденными в июне 1980 г., декабре 1982 г. (ИУС 9-80, 3-83).
1. Настоящий стандарт распространяется на вращающиеся центры для токарных станков, в том числе для станков с числовым программным управлением (ЧПУ).
(Измененная редакция, Изм. N 2).
2. Центры должны изготовляться двух типов:
А - с постоянным центровым валиком;
Б - с насадкой на центровой валик.
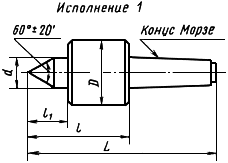
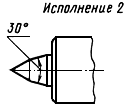
3. Основные размеры вращающихся центров должны соответствовать указанным на чертеже и в таблице.
Тип А
Тип Б
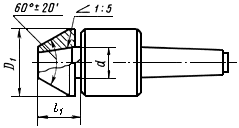
Примечание. Чертеж не определяет конструкцию центров.
мм
Конус Морзе | Серия | ||||||||
1-й ряд | 2-й ряд | 1-й ряд | 2-й ряд | ||||||
не более | не менее | ||||||||
2 | Нормальная | 22 | 56 | 160 | 90 | 56 | 24 | ||
3 | 25 | 63 | 180 | 185 | 94 | 99 | 63 | 26 | |
4 | 28 | 71 | 210 | 225 | 101 | 116 | 71 | 30 | |
5 | 32 | 80 | 240 | 260 | 104 | 124 | 80 | 34 | |
4 | Усиленная | 36 | 75 | 220 | 235 | 111 | 126 | 75 | 36 |
5 | 40 | 90 | 250 | 275 | 114 | 139 | 90 | 45 | |
6 | 56 | 125 | 340 | 360 | 150 | 170 | 125 | 56 | |
Примечание. Вращающиеся центры нормальной серии по заказу потребителя могут изготавливаться повышенной точности. Размеры по 2-му ряду для центров к станкам с числовым программным управлением (ЧПУ).
Пример условного обозначения центра типа А, исполнения 1 с конусом Морзе 4, нормальной серии:
Центр А-1-4-Н ГОСТ 8742-75
то же, усиленной серии:
Центр А-1-4-У ГОСТ 8742-75
То же, нормальной серии повышенной точности:
Центр А-1-4-НП ГОСТ 8742-75
То же, для станков с числовым программным управлением:
Центр А-1-4-Н ЧПУ ГОСТ 8742-75
То же, усиленной серии для станков с числовым программным управлением:
Центр А-1-4-У ЧПУ ГОСТ 8742-75
То же, нормальной серии повышенной точности для станков с числовым программным управлением:
Центр А-1-4-НП ЧПУ ГОСТ 8742-75
(Измененная редакция, Изм. N 1, 2).
4. Центровой валик центров типа А на длине должен иметь твердость не менее 59 НRС
.
5. Насадка центров типа Б должна иметь твердость по наружному конусу не менее 59 НRС.
6. Твердость посадочной конической поверхности центрового валика центров типа Б должна быть не менее 51,5 НRС.
7. Твердость конуса Морзе хвостовика должна быть не менее 46,5 НRС.
(Измененная редакция, Изм. N 2).
8. Конусы Морзе - по ГОСТ 25557-82*.
_______________
* На территории Российской Федерации действует ГОСТ 25557-2006. - .
9. Радиальное биение конуса, центрового валика центра не должно быть более:
для нормальной серии | 0,012 мм |
для нормальной серии повышенной точности | 0,006 мм |
для усиленной серии | 0,016 мм |
10. При вращении корпуса центра относительно неподвижного центрового валика радиальное биение хвостовика не должно быть более:
для нормальной серии | 0,030 мм |
для нормальной серии повышенной точности | 0,016 мм |
для усиленной серии | 0,040 мм |
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1988
