ГОСТ 5063-73
Группа В53
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССP
ПОЛОСЫ ИЗ МЕДНО-НИКЕЛЕВЫХ СПЛАВОВ
Технические условия
Strips of cupro-nickel alloys.
Specifications
ОКП 18 4720
Срок действия с 01.01.75
до 01.01.95
________________________________
* Ограничение срока действия снято
по протоколу N 4-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 4, 1994 год). - Примечание "КОДЕКС".
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством цветной металлургии СССР
РАЗРАБОТЧИКИ
М.Б.Таубкин, канд. техн. наук (руководитель темы)
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 12 ноября 1973 г. N 2457
3. ВЗАМЕН ГОСТ 5063-49
4. Периодичность проверки 5 лет
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, | Номер пункта |
4.3 | |
4.3 | |
2.1 | |
4.5 | |
5.1 | |
5.1 | |
5.1 | |
4.3 | |
ГОСТ 6689.0-80 - ГОСТ 6689.23-80 | 4.1 |
4.3 | |
5.1 | |
5.1 | |
4.1 | |
5.3 | |
5.1 | |
5.1 | |
5.1 | |
4.5 | |
4.1 | |
5.1 | |
4.4 |
6. Срок действия продлен до 01.01.95 Постановлением Госстандарта СССР N 4005 от 08.12.88
7. ПЕРЕИЗДАНИЕ с Изменениями N 1, 2, 3, утвержденными в апреле 1984 г., августе 1986 г., декабре 1988 г. (ИУС 4-84, 11-86, 2-89)
Настоящий стандарт распространяется на горячекатаные и холоднокатаные полосы из мельхиора, нейзильбера и монеля, применяемые в различных отраслях промышленности.
(Измененная редакция, Изм. N 3).
1. СОРТАМЕНТ
1.1. Толщина горячекатаных и холоднокатаных полос и предельные отклонения по толщине должны соответствовать указанным в табл.1 и 2.
Таблица 1
мм
Толщина горячекатаных полос | Предельные отклонения по толщине |
(12) | -0,70 |
14 | -0,80 |
16 | -0,90 |
18 | -1,20 |
20 | -1,30 |
Примечание. Размер полос, указанный в скобках, применять не рекомендуется.
Таблица 2
мм
Толщина холоднокатаных | Предельные отклонения по толщине полос | |
Нормальная точность | Повышенная точность | |
0,5 | -0,06 | -0,05 |
0,8 | -0,08 | -0,06 |
1,0 | -0,09 | -0,07 |
1,5 | -0,10 | -0,09 |
1,8 | -0,12 | -0,09 |
2,0 | -0,12 | -0,10 |
2,5 | -0,12 | -0,10 |
3,0 | -0,12 | -0,11 |
(3,5) | -0,16 | -0,12 |
4,0 | -0,18 | -0,12 |
4,5 | -0,20 | -0,15 |
5,0 | -0,20 | -0,15 |
6,0 | -0,25 | -0,15 |
8,0 | -0,25 | -0,15 |
9,0 | -0,30 | -0,18 |
10,0 | -0,30 | -0,18 |
Примечания:
1. Теоретическая масса 1 м полос приведена в приложении 1.
2. Размер полос, указанный в скобках, применять не рекомендуется.
1.2. Ширина горячекатаных полос и предельные отклонения по ширине при толщине полос от 12 до 20 мм включ. должны соответствовать указанным в табл.3.
Таблица 3
мм
Ширина горячекатаной полосы | Предельные отклонения по ширине |
200, 300 | -12 |
400, 500, 600 | -15 |
1.3. Ширина холоднокатаных полос и предельные отклонения по ширине должны соответствовать указанным в табл.4.
Таблица 4
мм
| Предельные отклонения по ширине при толщине полос | ||
до 3,0 включ. | св. 3,0 до 5,0 включ. | св. 5,0 до 10,0 включ. | |
40, 50, 80, 100, 120 | |||
125, 150, 170, 180, 200 | -2,0 | -3,0 | - |
220, 240, 250, 300 | -3,0 | -4,0 | -7,0 |
360, 400, 450, 500, 600 | -3,0 | -4,0 | -7,0 |
Примечание. Холоднокатаные полосы из монеля изготовляются шириной до 300 мм включительно.
1.1-1.3. (Измененная редакция, Изм. N 1).
1.4. Полосы должны изготовлять длиной от 500 до 2000 мм. Полосы изготовляют мерной с интервалом 500 мм, кратной мерной и немерной длины.
Предельные отклонения по длине полос мерной и кратной мерной длины не должны превышать:
- 10 мм - для полос длиной до 1000 мм включ.;
- 15 мм - для полос длиной более 1000 мм.
По требованию потребителя полосы изготовляют длиной от 1000 до 2000 мм.
(Измененная редакция, Изм. N 1, 3).
1.5. (Исключен, Изм. N 1).
Условные обозначения полос проставляют по схеме:
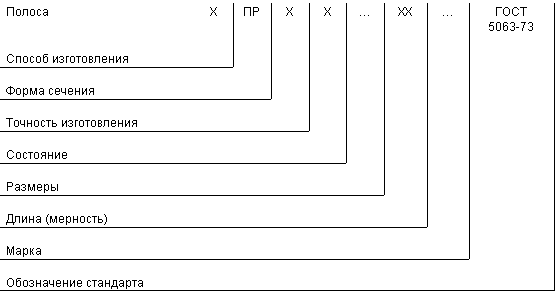
При следующих сокращениях:
Способ изготовления: | |
горячекатаная | - Г |
холоднокатаная | - Д |
Форма сечения: | |
прямоугольная | - ПР |
Точность изготовления: | |
нормальная | - Н |
повышенная | - П |
Состояние: | |
мягкая | - М |
полутвердая | - П |
твердая | - Т |
особотвердая | - О |
Длина (мерность): | |
немерная | - НД |
мерная | - МД |
кратная мерной | - КД |
Вместо отсутствующих данных ставится знак "X".
Примеры условных обозначений:
Полоса горячекатаная размером 14х300х2000 мм, мерной длины, из мельхиора марки МН19:
Полоса ГПРХХ 14х300х2000 МД МН19 ГОСТ 5063-73
То же, размером 16х600 мм, длиной кратной 1000 мм из нейзильбера, марки МНЦ15-20:
Полоса ГПРХХ 16х600х1000 КД МНЦ15-20 ГОСТ 5063-73
То же, размером 20х500 мм, немерной длины из монеля марки НМЖМц28-2,5-1,5:
Полоса ГПРХХ 20х500 НД НМЖМц28-2,5-1,5 ГОСТ 5063-73
Полоса холоднокатаная, нормальной точности изготовления, мягкая, размером 2,5х200 мм немерной длины из мельхиора марки МН19:
Полоса ДПРНМ 2,5х200 НД МН 19 ГОСТ 5063-73
То же, повышенной точности изготовления, твердая, размером 3х360х1000 мм, мерной длины, из нейзильбера марки МНЦ15-20:
Полоса ДПРПТ 3х360х1000 МД МНЦ15-20 ГОСТ 5063-73
То же, нормальной точности изготовления, полутвердая, размером 6х300 мм, немерной длины из монеля марки МНЖМц28-2,5-1,5:
Полоса ДПРНП 6х300 НД МНЖМц28-2,5-1,5 ГОСТ 5063-73
(Измененная редакция, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Полосы изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Полосы изготовляют из мельхиора марки МН19, нейзильбера марки НМЦ15-20, монеля марки НМЖМд28-2,5-1,5 с химическим составом по ГОСТ 492-73.
2.2. Поверхность полос должна быть чистой и гладкой, не должна иметь плен, расслоений, пузырей, трещин, грубых царапин, вмятин, раковин и посторонних включений.
На поверхности полос не допускаются царапины, вмятины, рябизна, наколы, выводящие полосы, при контрольной зачистке за предельные отклонения по толщине.
Допускаются местные потемнения и следы невыгоревшей смазки.
Допускается качество поверхности полос устанавливать по образцам, согласованным с потребителем и Госприемкой.
2.1-2.2. (Измененная редакция, Изм. N 3).
2.3. Кромки полос должны быть ровно обрезаны и не должны иметь значительных заусенцев.
Волнистые, мятые и рваные кромки не допускаются.
2.4. Серповидность полос не должна превышать 4 мм на 1 м.
2.3; 2.4. (Измененная редакция, Изм. N 1).
2.5. Полосы изготовляются горячекатаными и холоднокатаными.
Холоднокатаные полосы изготовляются из мельхиора - мягкими и твердыми; из нейзильбера - мягкими, твердыми и особо твердыми; из монеля - мягкими и полутвердыми.
Примечание. Особо твердые полосы из нейзильбера изготовляются толщиной до 4 мм.
2.6. Механические свойства для холоднокатаных полос должны соответствовать нормам, указанным в табл.5.
Таблица 5
Наименование | Состояние материала | Временное сопротивление разрыву | Относительное удлинение |
Мельхиор | Мягкое | 290 (30) | 30 |
Твердое | 390 (40) | 3 | |
Нейзильбер | Мягкое | 340 (35) | 35 |
Твердое | 540 (55) | 1 | |
Особотвердое | 640 (65) | 1 | |
Монель марки | Мягкое | 440 (45) | 25 |
Полутвердое | 570 (58) | 6,5 |
Примечание. По согласованию с потребителем полосы из нейзильбера изготовляют с временным сопротивлением, МПа (кгс/мм): не менее 350 (36) - в мягком состоянии, не менее 560 (57) - в твердом состоянии.
(Измененная редакция, Изм. N 1, 3).
3. ПРАВИЛА ПРИЕМКИ
3.1. Полосы принимают партиями. Партия должна состоять из полос одного способа изготовления, одной марки сплава, одного размера, одной точности изготовления, одного состояния материала и должна быть оформлена одним документом о качестве, содержащим:
товарный знак или наименование предприятия-изготовителя и товарный знак;
условное обозначение полос;
результаты механических испытаний (по требованию потребителя) ;
номер партии;
массу нетто партии.
Масса партии должна быть не более 1000 кг.
3.2. Контролю качества поверхности и размеров должна быть подвергнута каждая полоса.
3.2а. Для проверки серповидности отбирают две полосы от партии.
(Введен дополнительно, Изм. N 3).
3.3. Для проверки механических свойств от каждой партии отбирают по три полосы.
3.4. Для контроля химического состава от партии отбирают две полосы.
3.5. При получении неудовлетворительных результатов испытания хотя бы по одному из показателей по нему проводят повторное испытание на удвоенной выборке, взятой от той же партии.
Результаты повторного испытания распространяются на всю партию.
3.1-3.5. (Измененная редакция, Изм. N 1).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Химический состав полос должен определяться по ГОСТ 6689.0-80 - ГОСТ 6689.23-80.
Отбор и подготовку проб для определения химического состава проводят по ГОСТ 24231-80.
4.2. Осмотр поверхности полос должен производиться визуально без применения увеличительных приборов.
4.3. Измерение толщины полос должно производиться микрометром по ГОСТ 6507-90 на расстоянии не менее 50 мм от конца и не менее 10 мм от кромки.
Обмеру подлежат оба конца и средняя часть полосы не менее чем в трех местах.
Измерение ширины и длины полос проводят измерительной металлической рулеткой по ГОСТ 7502-89 или измерительной линейкой по ГОСТ 427-75, или штангенциркулем по ГОСТ 166-89.
4.1.-4.3. (Введены дополнительно, Изм. N 1).
4.4. Серповидность полос измеряют по ГОСТ 26877-91.
(Измененная редакция, Изм. N 3).
4.5. Для испытаний на растяжение от каждой отобранной полосы вырезают по одному образцу вдоль направления прокатки. Отбор образцов для испытаний на растяжение проводят по ГОСТ 24047-80.
Испытание на растяжение полос толщиной до 3 мм проводят по ГОСТ 11701-84 на плоских образцах типа I шириной 20 мм () с начальной расчетной длиной
![]() .
.
Испытание на растяжение полос толщиной 3 мм и более проводят по ГОСТ 1497-84 на плоских образцах типа I шириной 20 мм () для полос толщиной до 7 мм включительно, шириной 30 мм (
) для полос толщиной более 7 мм. Начальная расчетная длина образцов
![]() .
.
(Измененная редакция, Изм. N 2).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Полосы толщиной не более 5 мм, сложенные в пачки, должны быть обернуты парафинированной бумагой по ГОСТ 9569-79 или другими материалами по нормативно-технической документации, и упакованы в дощатые ящики по ГОСТ 2991-85.
Полосы толщиной до 5 мм упаковывают в решетчатые ящики типов V-1, V-2, VI-1, VI-2 по ГОСТ 2991-85.
Размеры ящиков для полос длиной до 1200 мм по ГОСТ 21140-88 и для полос длиной свыше 1200 мм определяются габаритными размерами полос (максимальная длина полос 2000 мм, ширина - 600 мм), по нормативно-технической документации, утвержденной в установленном порядке.
Полосы толщиной более 5 мм должны быть сложены в пачки, а при массе полосы более 30 кг - отдельными полосами, обернуты такой же парафинированной бумагой, упакованы в синтетический или нетканый материал, обеспечивающий сохранность качества полос, по нормативно-технической документации, и защищены сверху и снизу досками или деревянными щитами, размеры которых соответствуют ширине и длине пачки.
Упакованные таким образом пачки полос должны быть перевязаны не менее, чем в двух местах лентой размерами не менее 0,3х20 мм по ГОСТ 3560-73 или проволокой толщиной не менее 2 мм по ГОСТ 3282-74. Концы обвязочной ленты скрепляются в "замок", проволоки - скруткой, не менее пяти витков.
Масса грузового места не должна превышать 80 кг. При механизированной погрузке и выгрузке - допускается более 80 кг.
Укрупнение грузовых мест в транспортные пакеты массой до 1 т должно производиться по НТД, масса и габаритные размеры пакета - в соответствии с требованиями ГОСТ 24597-81.
Пакетирование должно осуществляться на поддонах по ГОСТ 9557-87 или без поддонов с использованием брусков размером не менее 50х50 мм и длиной, равной ширине пакета.
Транспортные пакеты должны быть обвязаны не менее чем в двух местах или крестообразно проволокой диаметром не менее 3 мм по ГОСТ 3282-74 или лентой размером не менее 0,5Х30 мм по ГОСТ 3560-73. Концы обвязочной проволоки скрепляются скруткой не менее пяти витков, ленты - в "замок".
Упаковывание грузовых мест, отправляемых в районы Крайнего Севера и приравненные к ним районы, должны производиться по ГОСТ 15846-79 по группе "Металлы и металлические изделия".
Пачки полос или отдельные полосы, обернутые в парафинированную бумагу по ГОСТ 9569-79 и в синтетические или нетканые материалы, или в другие материалы, обеспечивающие сохранность качества полос, по нормативно-технической документации, допускается транспортировать в контейнерах по ГОСТ 18477-79 без упаковывания в ящики и без защиты деревянными досками или щитами. При этом полосы должны быть обвязаны и скреплены проволокой по ГОСТ 3282-74 диаметром не менее 3 мм скруткой в пять витков или лентой по ГОСТ 3560-73 размерами не менее 0,3х30 мм в "замок".
Размещение и крепление полос в контейнерах должно исключать возможность перемещения полос в контейнере.
(Измененная редакция, Изм. N 1, 3).
5.2. В каждой пачке полос должен быть прочно прикреплен ярлык с указанием:
товарного знака или наименования предприятия-изготовителя и товарного знака;
условное обозначение полос;
массы нетто партии;
номера партии.
5.3. Транспортная маркировка грузовых мест, место и способ ее нанесения - по ГОСТ 14192-77 с указанием номера партии и манипуляционного знака "Боится сырости". Допускается наносить маркировку непосредственно на тару.
5.2-5.3. (Измененная редакция, Изм. N 1).
5.4. В каждое упаковочное место должен быть вложен упаковочный лист, в котором указывают данные, перечисленные в п.5.2.
5.5. (Исключен, Изм. N 1).
5.6. При хранении полосы, должны быть защищены от механических повреждений, воздействия влаги и активных химических веществ.
(Измененная редакция, Изм. N 1).
5.7. Транспортирование полос должно проводиться транспортом всех видов в крытых транспортных средствах в соответствии с правилами, действующими на транспорте данного вида.
Транспортирование полос железнодорожным транспортом проводится мелкими и повагонными отправками.
(Введен дополнительно, Изм. N 1).
ПРИЛОЖЕНИЕ 1
ТЕОРЕТИЧЕСКАЯ МАССА 1 м ПОЛОС
Толщина полос, | Теоретическая масса 1 м | ||
из мельхиора | из нейзильбера | из монеля | |
0,5 | 4,45 | 4,30 | 4,41 |
0,6 | 5,34 | 5,16 | 5,29 |
0,7 | 6,23 | 6,02 | 6,17 |
0,8 | 7,12 | 6,88 | 7,06 |
0,9 | 8,01 | 7,74 | 7,94 |
1,0 | 8,90 | 8,60 | 8,82 |
1,2 | 10,68 | 10,32 | 10,58 |
1,5 | 13,35 | 12,90 | 13,23 |
1,8 | 16,02 | 15,48 | 15,88 |
2,0 | 17,80 | 17,20 | 17,64 |
2,5 | 22,25 | 21,50 | 22,05 |
3,0 | 26,70 | 25,80 | 26,46 |
3,5 | 31,15 | 30,10 | 30,87 |
4,0 | 35,60 | 34,40 | 35,28 |
4,5 | 40,05 | 38,70 | 39,64 |
5,0 | 44,50 | 43,00 | 44,10 |
5,5 | 48,95 | 47,30 | 48,51 |
6,0 | 53,40 | 51,60 | 52,92 |
6,5 | 57,85 | 55,90 | 57,33 |
7,0 | 62,30 | 60,20 | 61,74 |
8,0 | 71,20 | 68,80 | 70,56 |
9,0 | 80,10 | 77,40 | 79,38 |
10,0 | 89,00 | 86,00 | 88,20 |
12 | 10,68 | 10,32 | 10,58 |
13 | 11,57 | 11,18 | 11,47 |
14 | 12,46 | 12,04 | 12,35 |
15 | 13,35 | 12,90 | 13,23 |
16 | 14,24 | 13,76 | 14,11 |
17 | 15,13 | 14,62 | 14,99 |
18 | 16,02 | 15,48 | 15,88 |
19 | 16,91 | 16,34 | 16,76 |
20 | 17,80 | 17,20 | 17,64 |
Примечание. При вычислении теоретической массы полос плотность сплава принята равной: мельхиора 8,9 г/см, нейзильбера 8,6 г/см
, монеля 8,82 г/см
. Толщина полос принята номинальной.
Приложение 2. (Исключено, Изм. N 1).
Текст документа сверен по:
Сортамент цветных металлов. Часть 1.
Том. 1. Плоский прокат: Сб. ГОСТов. -
М.: Издательство стандартов, 1993
