ГОСТ 20707-80
Группа В54
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЛЕНТЫ РАДИАТОРНЫЕ МЕДНЫЕ И ЛАТУННЫЕ
Технические условия
Copper and brass ribbons for radiators. Specifications
ОКП 18 4000
Дата введения 1983-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством цветной металлургии СССР
РАЗРАБОТЧИКИ
А.М.Рытиков, докт. техн. наук; М.Б.Таубкин, канд. техн. наук; В.В.Гузеева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 09.12.80 N 5691
3. ВЗАМЕН ГОСТ 20707-75 и ГОСТ 5.1769-72
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта |
4.3 | |
4.4 | |
2.1 | |
5.2 | |
4.1 | |
5.2 | |
5.4 | |
4.5 | |
5.4а | |
5.4а | |
4.3 | |
5.4 | |
4.4 | |
5.4а | |
4.1 | |
4.1 | |
4.5 | |
4.1 | |
4.1 | |
5.7 | |
5.4 | |
2.1 | |
5.9 | |
3.3а | |
3.3а | |
5.4 | |
ГОСТ 20707-80 | 5.2 |
5.4 | |
4.1 | |
5.4а | |
4.4 |
5. Ограничение срока действия снято Постановлением Госстандарта от 21.09.92 N 1219
6. ПЕРЕИЗДАНИЕ (май 1997 г.) с Изменениями N 1, 2, 3, утвержденными в мае 1987 г., мае 1988 г., сентябре 1992 г. (ИУС 8-87, 8-88, 12-92).
Настоящий стандарт распространяется на медные и латунные радиаторные ленты, предназначенные для изготовления охлаждающих трубок и пластин радиаторов.
(Измененная редакция, Изм. N 1, 2).
1. СОРТАМЕНТ
1.1. Толщина лент и предельные отклонения по ней должны соответствовать указанным в табл.1.
Таблица 1
мм
Толщина | Предельные отклонения лент | |
нормальной точности изготовления | повышенной точности изготовления | |
0,05 | -0,01 | - |
0,06 | ||
0,07 | ||
0,08 | ||
009 | ||
0,10 | -0,02 | - |
0,12 | ||
0,13 | ||
0,14 | ||
0,15 | -0,03 | -0,02 |
0,17 | ||
0,18 | ||
0,20 | ||
0,22 | ||
0,25 | -0,04 | -0,03 |
Примечания:
1. Теоретическая поверхностная плотность 1 лент приведена в приложении 1.
2. Коды ОКП приведены в приложении 2.
1.2. Ширина лент и предельные отклонения по ней должны соответствовать указанным в табл.2.
Таблица 2
мм
Ширина | Предельные отклонения лент | |
нормальной точности изготовления | повышенной точности изготовления | |
14, (15), 16, 18, 20, 22, 25, 26, (29), (30), 32, (35), 36, (36,8), (37), (37,2), (38), 40, (42), (42,5), (43), (43,2), (44), 45, (46), (49), 50 | -0,3 | -0,2 |
(52), 53, 56, (57), (58), 60, (62), 63, (65), (65,5), 67, (67,5), (68), (70), 71, (72), 75, (78), (78,5), (79), 80, 85, (86), (88), 90, (91), (92), 95, (98), 100, (104), 105, (108), 110, (113) | -0,4 | -0,3 |
(115), 120, 125, 130, (134), (135), 140, (142), (145), 150, (154), (155), (156), 160, 170, 175 | -0,4 | -0,3 |
180, (185), 190, 200 | -0,7 | -0,4 |
Примечания:
1. Размеры лент, указанные в скобках, в новых разработках не применять.
2. Допускается изготовление лент промежуточных размеров по ширине, приведенных в приложении 3. Предельные отклонения по ширине этих лент устаналиваются соответствующими предельными отклонениями для следующего большего размера.
(Измененная редакция, Изм. N 1).
1.3. Ленты должны быть свернуты в рулон. Рулон должен состоять из одного отрезка лент.
Диаметр внутреннего отверстия рулона должен быть от 40 до 100 мм.
1.4. Длина лент должна быть не менее 100 м. Допускается изготовление лент длиной не менее 40 м в количестве не более 10% массы партии.
По согласованию изготовителя с потребителем допускается изготовление лент длиной не менее 60 м, при этом в партии не должно быть более 15% лент длиной не менее 40 м.
Условное обозначение ленты проставляется по схеме:
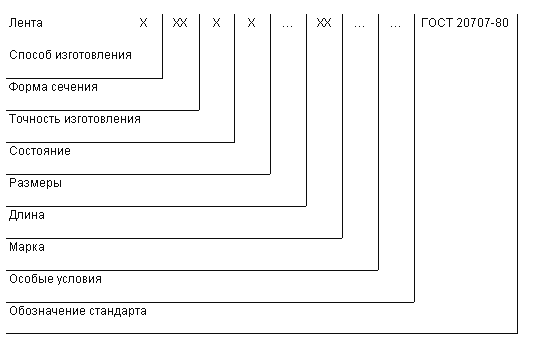
при следующих сокращениях:
способ изготовления: холоднокатаная - Д
форма сечения: прямоугольная - ПР
точность изготовления:
нормальная точность по толщине и ширине - Н
нормальная точность по толщине и повышенная точность по ширине - К
повышенная точность по толщине и нормальная точность по ширине - И
повышенная точность по толщине и ширине - П
состояние:
мягкое - М
полутвердое - П
твердое - Т
длина: немерная - НД
особые условия:
для радиаторных трубок - Т
для пластин радиаторов - П
Примеры условного обозначения
Лента холоднокатаная, прямоугольного сечения, нормальной точности изготовления по толщине и ширине, полутвердая, толщиной 0,15 мм, шириной 38 мм, немерной длины, из латуни марки Л90, предназначенная для трубок радиаторов:
Лента ДПРНП 0,15х38 НД Л90 Т ГОСТ 20707-80
Лента холоднокатаная, прямоугольного сечения, повышенной точности изготовления по толщине и нормальной точности изготовления по ширине, твердая, толщиной 0,10 мм, шириной 95 мм, немерной длины, из латуни марки Л63, предназначенная для пластин радиаторов:
Лента ДПРИТ 0,10х95 НД Л63 П ГОСТ 20707-80
(Измененная редакция, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Ленты должны изготовлять в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке. Ленты изготовляют из меди марок M1, M2 и М3 с химическим составом по ГОСТ 859 и из латуни марок Л90 и Л63 с химическим составом по ГОСТ 15527*.
_______________
* На территории Российской Федерации документ не действует. Действует ГОСТ 15527-2004. - .
2.2. Ленты изготовляют из меди - мягкими и твердыми, из латуни марок Л90, Л63 - мягкими, полутвердыми и твердыми.
Латунные ленты толщиной 0,05-0,10 мм включительно и медные толщиной 0,05 мм изготовляют только твердыми.
2.1, 2.2. (Измененная редакция, Изм. N 1).
2.3. Поверхность лент должна быть чистой, т.е. свободной от загрязнений, затрудняющих осмотр.
Допускаются малозначительные отпечатки, наколы, царапины, надрывы, не выводящие ленты при контрольной зачистке за предельные отклонения по толщине.
Допускаются цвета побежалости, местные покраснения, малозначительные потемнения поверхности лент, а также малозначительные следы технологической смазки.
На лентах, применяемых для изготовления трубок радиаторов, следы коррозии, потемнения и проколы не допускаются.
По согласованию изготовителя с потребителем качество поверхности лент допускается устанавливать по образцам, утвержденным в установленном порядке.
(Измененная редакция, Изм. N 3).
2.4. Ленты должны быть обрезаны и не должны иметь подгиба кромки и заусенцев, препятствующих использованию лент у потребителя. Мятая и рваная кромка не допускается.
Допускается малозначительная волнистость кромки, не препятствующая нормальному формообразованию замка трубок.
Серповидность лент допускается не более 3 мм на 1 м длины. Серповидность лент повышенной точности для охлаждающих трубок радиаторов не должна превышать 2 мм на 1 м длины.
2.5. Глубина выдавливания при радиусе пуансона, равном 10 мм, должна соответствовать указанной в табл.3.
Таблица 3
мм
Состояние материала | Марка сплава | Глубина выдавливания при толщине лент | ||||
0,06-0,07 | 0,08-0,09 | 0,10 | 0,12-0,15 | 0,17-0,25 | ||
Мягкое | M1, M2, М3 | 4,5-9,0 | 6,0-9,0 | Не менее 7,5 | Не менее 7,5 | Не менее 8,0 |
Л90 | - | - | - | Не менее 7,5 | Не менее 7,5 | |
Л63 | - | - | - | Не менее 7,0 | Не менее 7,0 | |
Полутвердое | Л90 | - | - | - | 3,0-6,0 | 3,5-6,0 |
Л63 | - | - | - | 3,0-5,5 | 3,0-5,5 | |
Твердое | M1, M2, М3 | - | 1,5-3,5 | 1,5-3,5 | - | |
Л90 | - | - | Не более 3,0 | Не более 3,5 | Не более 3,5 | |
Л63 | - | - | 2,0-4,5 | 2,0-4,5 | 2,0-4,5 | |
Примечания:
1. По требованию потребителя медные ленты толщиной 0,06-0,07 мм изготовляют в мягком состоянии с глубиной выдавливания 5,5-8,5 мм при радиусе пуансона 10 мм.
2. По согласованию изготовителя с потребителем допускается изготовлять ленты в полутвердом состоянии толщиной 0,17-0,25 мм из сплава Л90 с глубиной выдавливания 3,0-5,5 мм при радиусе пуансона 10 мм.
3. По согласованию изготовителя с потребителем допускается устанавливать нормы глубины выдавливания при испытании пуансоном радиусом 1,5; 4 и 7,5 мм.
(Измененная редакция, Изм. N 1, 3).
2.6. Ленты сплава марки Л90, предназначенные для охлаждающих трубок радиаторов, изготовляют в полутвердом состоянии с глубиной выдавливания 3,5-5,5 мм при радиусе пуансона 10 мм.
2.7. По требованию потребителя полутвердые ленты из латуни марки Л90, предназначенные для радиаторных трубок, изготовляют с глубиной выдавливания 3,0-5,0 мм при радиусе пуансона 7,0 мм.
Нормы глубины выдавливания лент при другом радиусе пуансона устанавливаются по согласованию изготовителя с потребителем.
2.8. (Исключен, Изм. N 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Ленты принимают партиями. Партия должна состоять из лент одной марки меди или латуни, одного размера, одного состояния материала, одной точности изготовления и оформлена одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение ленты;
результаты испытаний (по требованию потребителя);
номер и массу партии;
количество мест при упаковывании в ящики.
(Измененная редакция, Изм. N 1, 3).
3.2. Для проверки химического состава отбирают два рулона от партии. На предприятии-изготовителе допускается проводить проверку химического состава на пробах, взятых от расплавленного металла.
3.3. Для контроля размеров, внешнего вида и серповидности лент применяют одноступенчатый нормальный план выборочного контроля по альтернативному признаку в соответствии с ГОСТ 18242* с приемочным уровнем дефектности 4%.
_______________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р ИСО 2859-1-2007. - .
Отбор рулонов лент в выборку осуществляют "вслепую" (методом наибольшей объективности) по ГОСТ 18321.
Если объем партии не превышает трех рулонов лент, проверке подвергают каждый рулон лент.
3.3а. Количество отбираемых для контроля толщины рулонов лент определяют в соответствии с табл.4.
Таблица 4
шт.
Количество рулонов в партии | Количество контролируемых рулонов |
4-25 | 3 |
26-90 | 13 |
91-150 | 20 |
151-280 | 32 |
281-500 | 50 |
501-1200 | 80 |
Длину ленты в рулоне для выбора числа контролируемых точек в рулоне определяют по формуле, приведенной в п.4.3а.
Количество контролируемых точек в каждом отобранном рулоне определяют в зависимости от общего числа участков длиной 0,5 м в соответствии с табл.5.
Отобранный рулон ленты считается годным, если число результатов измерения, не соответствующих требованиям табл.1, менее браковочного числа, приведенного в табл.5.
Таблица 5
Длина ленты в рулоне, м | Количество контролируемых точек, шт. | Браковочное число | ||||
От | 40 | до | 45 | включ. | 13 | 2 |
Св. | 45 | " | 75 | " | 20 | 3 |
" | 75 | " | 140 | " | 32 | 4 |
" | 140 | " | 250 | " | 50 | 6 |
" | 250 | " | 600 | " | 80 | 8 |
" | 600 | " | 1600 | " | 125 | 11 |
" | 1600 | " | 5000 | " | 200 | 15 |
При получении неудовлетворительного результата на одном из отобранных рулонов контролируют каждый рулон партии.
Допускается изготовителю контроль толщины ленты проводить в процессе производства.
3.3, 3.3а (Измененная редакция, Изм. N 3).
3.3б. Для контроля ширины, внешнего вида и серповидности лент от партии отбирают рулоны в соответствии с табл.6.
Партия считается годной, если число рулонов, не соответствующих требованиям табл.2, пп.2.3 и 2.4, менее браковочного числа, приведенного в табл.6.
Таблица 6
Количество рулонов в партии, шт. | Количество контролируемых рулонов, шт. | Браковочное число |
4-25 | 3 | 1 |
26-90 | 13 | 2 |
91-150 | 20 | 3 |
151-280 | 32 | 4 |
281-500 | 50 | 6 |
501-1200 | 80 | 8 |
Допускается изготовителю контролировать каждый рулон партии.
(Введен дополнительно, Изм. N 3).
3.4. Для испытания на выдавливание от каждых полных и неполных 1000 кг отбирают три рулона.
3.5. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по пп.3.2 и 3.3 по нему проводят повторное испытание на удвоенной выборке, отобранной от той же партии. Результаты повторных испытаний распространяются на всю партию.
(Измененная редакция, Изм. N 2, 3).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Химический состав лент должен определяться по ГОСТ 13938.1* - ГОСТ 13938.12*, ГОСТ 13938.13, ГОСТ 1652.1 - ГОСТ 1652.13, ГОСТ 9716.1 - ГОСТ 9716.3 и ГОСТ 9717.1* - ГОСТ 9717.3. Допускается применять другие методы, не уступающие по точности стандартным. Отбор проб для определения химического состава - по ГОСТ 24231.
_______________
* На территории Российской Федерации документ не действует. Действует ГОСТ 31382-2009, здесь и далее по тексту. - .
При возникновении разногласий в оценке химического состава анализ проводят по ГОСТ 13938.1 - ГОСТ 13938.12, ГОСТ 13938.13, ГОСТ 1652.1 - ГОСТ 1652.13.
(Измененная редакция, Изм. N 2).
4.2. Внешний вид лент проверяют осмотром без применения увеличительных приборов.
(Измененная редакция, Изм. N 3).
4.3. Ширину лент измеряют штангенциркулем по ГОСТ 166 или калибрами, обеспечивающими необходимую точность измерения в трех точках на любом участке по длине ленты.
4.3а. Толщину лент измеряют микрометром по ГОСТ 6507.
Измерение толщины ленты проводят на расстоянии не менее 100 мм от конца и не менее 10 мм от кромки. Для лент шириной 20 мм и менее измерение проводят посередине.
Толщину ленты измеряют на каждом отобранном рулоне в точках, расположенных равномерно случайно по длине рулона.
Длину ленты () в метрах вычисляют по формуле
![]() ,
,
где и
- соответственно наружный и внутренний диаметры рулона, измеряемые линейкой по ГОСТ 427, мм;
- толщина ленты, мм.
Результаты измерения толщины ленты, не соответствующие требованиям, указанным в табл.1, не должны отличаться от допускаемых более, чем на половину поля допуска.
Допускается на предприятии-изготовителе контролировать толщину ленты в процессе производства другими средствами измерения, обеспечивающими необходимую точность.
(Измененная редакция, Изм. N 2, 3).
4.4. Серповидность ленты измеряют по ГОСТ 26877* в одном месте на любом участке рулона. Допускаются другие методы измерения серповидности, обеспечивающие необходимую точность измерения.
_______________
* На территории Российской Федерации документ не действует. Действует ГОСТ 26877-2008. - .
(Измененная редакция, Изм. N 3).
4.5. Испытание на выдавливание проводят по ГОСТ 10510 на одном образце от каждого отобранного для испытания рулона на приборах типа ПТЛ и МТЛ-10Г-1 с графитовой смазкой УСсА по ГОСТ 3333 или по согласованию изготовителя с потребителем с другой смазкой.
Испытаниям подвергают ленты шириной 35 мм и более.
Если лента по ширине меньше допускаемой ширины образца, то вырезку образцов для испытаний проводят до разрезки рулона на заданные ширины.
Испытание по глубине выдавливания допускается проводить на машинах в ручном режиме.
(Измененная редакция, Изм. N 1).
4.6, 4.7. (Исключены, Изм. N 1).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Рулоны лент должны быть с плотной намоткой, исключающей перемещение витков относительно друг друга и смятие рулона.
Внутрь рулона с мягкими латунными лентами толщиной 0,12-0,20 мм и мягкими медными лентами всех толщин вставляют пробку или оборотную втулку.
По согласованию изготовителя с потребителем внутрь рулона с твердыми полутвердыми лентами толщиной 0,08-0,20 мм вставляют оборотную втулку диаметром 30-50 мм.
(Измененная редакция, Изм. N 3).
5.2. Рулоны лент должны быть обвязаны лентой размерами не менее 0,1х15 мм по ГОСТ 20707 или по ГОСТ 2208* или по ГОСТ 1173**. Допускается вместо обвязки наружный виток рулона закрепить клейкой лентой или соединением "в замок".
_______________
* На территории Российской Федерации документ не действует. Действует ГОСТ 2208-2007;
** На территории Российской Федерации документ не действует. Действует ГОСТ 1173-2006. - Примечания изготовителя базы данных.
Рулоны лент шириной более 100 мм допускается обвязывать плотной бумажной лентой с приклеиванием внешнего конца бумаги.
5.3. К каждому рулону должен быть прикреплен ярлык с указанием:
товарного знака или наименования и товарного знака предприятия-изготовителя;
условного обозначения ленты;
номера партии;
штампа технического контроля или номера технического контролера.
(Измененная редакция, Изм. N 3).
5.4. Рулоны лент упаковывают в плотные деревянные ящики типа I, II, III по ГОСТ 2991 или универсальные контейнеры по ГОСТ 15102 или ГОСТ 20435, или в специализированные контейнеры с прокладкой между рядами картоном по ГОСТ 7933. Размеры ящиков - по ГОСТ 21140 или по нормативно-технической документации. Допускается другой вид упаковки и упаковочных материалов, обеспечивающих сохранность продукции, за исключением льняных и хлопчатобумажных тканей.
(Измененная редакция, Изм. N 1).
5.4а. Укрупнение грузовых мест в транспортные пакеты проводится в соответствии с требованиями ГОСТ 24597. Пакетирование проводится на поддонах по ГОСТ 9557 или без поддонов с использованием брусков высотой не менее 50 мм, с обвязкой в продольном и поперечном направлениях проволокой диаметром не менее 2 мм по ГОСТ 3282 или лентой размерами не менее 0,3х30 мм по ГОСТ 3560. Скрепление концов: проволоки - скруткой не менее 5 витков, ленты - в замок.
(Введен дополнительно, Изм. N 1).
5.5. Транспортирование лент проводят всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.
Допускается транспортирование лент в твердом и полутвердом состояниях в контейнерах без упаковывания в ящики при отсутствии перегрузки в пути.
Рулоны лент должны быть уложены таким образом, чтобы они не перемещались внутри контейнера во время перевозки.
5.6. Масса грузового места должна быть не более 2000 кг. Масса грузового места в крытых вагонах должна быть не более 1250 кг.
5.7. Транспортная маркировка - по ГОСТ 14192 с нанесением манипуляционного знака "Беречь от влаги".
5.6, 5.7. (Измененная редакция, Изм. N 1, 3).
5.8. При транспортировании и хранении ленты должны быть защищены от влаги, механических повреждений и воздействия активных химических веществ.
При соблюдении указанных условий хранения потребительские свойства лент при хранении не изменяются.
(Измененная редакция, Изм. N 3).
5.9. Упаковывание продукции в районы Крайнего Севера и труднодоступные районы проводится в соответствии с требованиями ГОСТ 15846.
(Введен дополнительно, Изм. N 1).
ПРИЛОЖЕНИЕ 1
Справочное
Толщина ленты, мм | Теоретическая поверхностная плотность 1 | |||
M1, M2, М3 | Л90 | Л68 | Л63 | |
0,05 | 0,45 | 0,44 | - | 0,43 |
0,06 | 0,53 | 0,52 | - | 0,51 |
0,07 | 0,62 | 0,61 | - | 0,60 |
0,08 | 0,71 | 0,70 | - | 0,68 |
0,10 | 0,89 | 0,87 | - | 0,85 |
0,12 | 1,07 | 1,04 | - | 1,02 |
0,13 | 1,16 | 1,13 | 1,1 | 1,10 |
0,14 | 1,25 | 1,22 | - | 1,19 |
0,15 | 1,34 | 1,31 | - | 1,28 |
0,17 | 1,51 | 1,48 | - | 1,45 |
0,18 | 1,60 | 1,57 | - | 1,53 |
0,20 | 1,79 | 1,74 | - | 1,70 |
0,22 | 1,96 | 1,91 | - | 1,87 |
0,25 | 2,23 | 2,18 | - | 2,13 |
Примечание. При вычислении теоретической поверхностной плотности плотность меди принята равной 8,9 кг/дм, латуни марки Л90 - 8,7 кг/дм
, латуни марок Л68 и Л63 - 8,5 кг/дм
.
ПРИЛОЖЕНИЕ 2
Справочное
Толщина ленты, мм | Код ОКП лент для марок меди | |||||||||
M1 | М2 | М3 | M1 | М2 | М3 | |||||
при ширине лент до 30 мм | при ширине лент св. 30 мм | |||||||||
От. | 0,05 | до | 0,07 | включ. | 18 4430 5005 | 18 4430 7005 | 18 4430 9005 | 18 4430 5020 | 18 4430 7020 | 18 4430 9020 |
Св. | 0,07 | " | 0,12 | " | 18 4430 5006 | 18 4430 7006 | 18 4430 9006 | 18 4430 5021 | 18 4430 7021 | 18 4430 9021 |
" | 0,12 | " | 0,15 | " | 18 4430 5007 | 18 4430 7007 | 18 4430 9007 | 18 4430 5022 | 18 4430 7022 | 18 4430 9022 |
" | 0,15 | " | 0,35 | " | 18 4430 5008 | 18 4430 7008 | 18 4430 9008 | 18 4430 5023 | 18 4430 7023 | 18 4430 9023 |
Толщина ленты, мм | Код ОКП лент для марок латуни | ||||||||
Л90 | Л63 | Л90 | Л68 | Л63 | |||||
при ширине лент до 30 мм | при ширине лент св. 30 мм | ||||||||
От. | 0,04 | до | 0,09 | включ. | 18 4530 1005 | 18 4530 7005 | 18 4530 1015 | - | 18 4530 7015 |
Св. | 0,09 | " | 0,14 | " | 18 4530 1006 | 18 4530 7006 | 18 4530 1016 | 18 4530 5016 | 18 4530 7016 |
" | 0,14 | " | 0,22 | " | 18 4530 1007 | 18 4530 7007 | 18 4530 1017 | - | 18 4530 7017 |
" | 0,22 | " | 0,30 | " | 18 4530 1008 | 18 4530 7008 | 18 4530 1018 | - | 18 4530 7018 |
ПРИЛОЖЕНИЕ 3
Обязательное
Промежуточные размеры лент по ширине: 23; 27,5; 37,4; 37,8; 62,5; 72,5; 109,5; 122.
Ленты указанных размеров изготовляют, если масса партии, оговоренная в заказе, не менее 10 т. В новых разработках ленты указанных размеров не применять.
(Введен дополнительно, Изм. N 1).
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1997
