БЗ 12-97

ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
КОЛЬЦА ПРЯДИЛЬНЫХ И КРУТИЛЬНЫХ МАШИН
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 3608—78 (СТ СЭВ 4984-85)
Издание официальное
Е
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОЛЬЦА ПРЯДИЛЬНЫХ И КРУТИЛЬНЫХ МАШИН
Технические условия
ГОСТ
3608—78* *
(СТ СЭВ 4984—85)
Rings for ring spinning and ring doubling frames Specifications
Взамен
ГОСТ 3608—74
ОКП 51 1292
Постановлением Государственного комитета стандартов Совета Министров СССР от 23 мая 1978 г. № 1370 срок введения установлен ftI 7£
Ограничение срока действия снято по протоколу № 3—93 Межгосударственного Совета по стандартизации, метрологии и сертификации (НУС 5—6—93)
Настоящий стандарт распространяется на кольца прядильных и крутильных машин (далее — кольца), работающие в паре с бегунками по ГОСТ 11031—76 и с полиамидными бегунками, и устанавливает требования к кольцам, изготовляемым для нужд народного хозяйства и экспорта
Стандарт не распространяется на кольца, изготовляемые в качестве запасных частей к импортным и снятым с производства машинам.
(Измененная редакция, Изм. № 3).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1 1 Кольца следует изготовлять типов.
1 — с горизонтальным фланцем (бортиком),
2 — с вертикальным фланцем (бортиком) и цилиндрической внутренней формой,
3 — конические с вертикальным фланцем (бортиком) и конической внутренней формой,
4 — гиперболические.
(Измененная редакция, Изм. № 2).
1 1а Кольца типов 1—4 применяются для серийно выпускаемых машин
(Введен дополнительно, Изм. № 2).
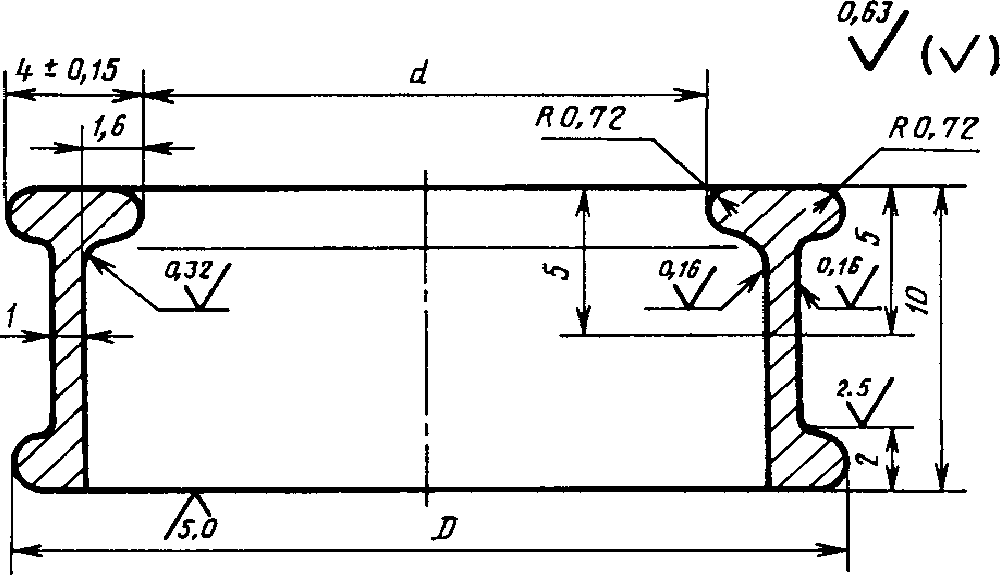
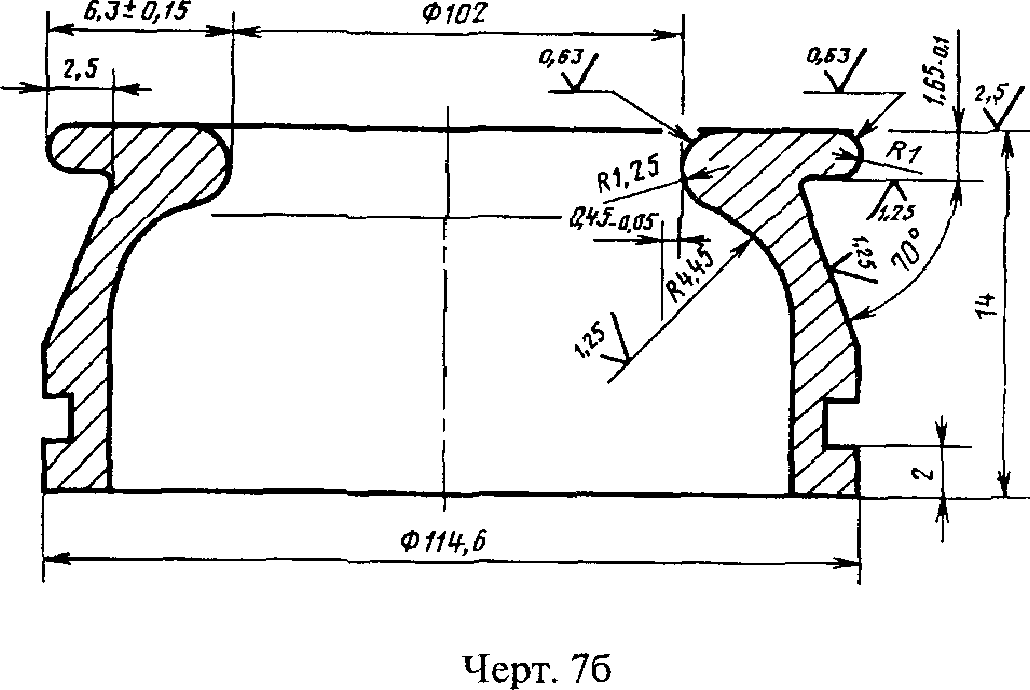
1.2 Кольца типа 1 должны изготовляться исполнений 1—9, основные размеры которых должны соответствовать указанным на черт. 1—76 и в табл 1—8.
Издание официальное Перепечатка воспрещена
Е
* Переиздание (июль 1998 г) с Изменениями № 1, 2, 3, утвержденными в мае 1984 г, апреле 1986 г , июне 1988 г
(ИУС 8-84, 7-86, 10-88)
© Издательство стандартов, 1978 © ИПК Издательство стандартов, 1998
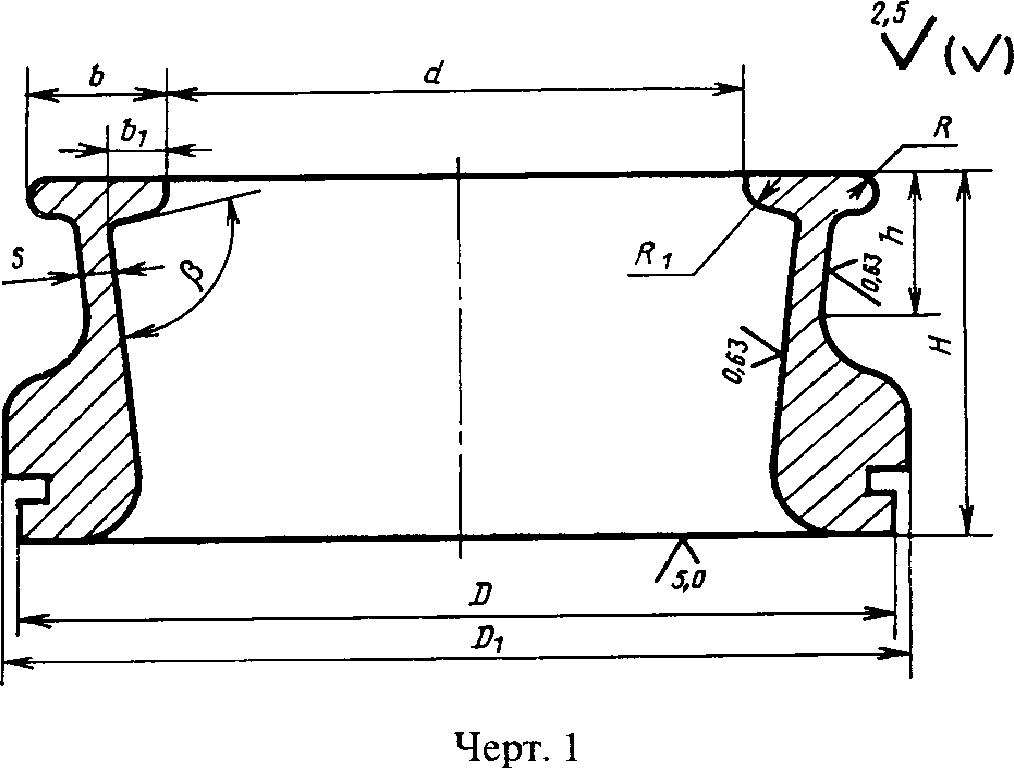
Таблица 1 мм
d | 75 | 80 | 85 | 100 | 102 | |
D | 87,6 | 83 | 88 | 93 | 108 | 110 |
А | 87,6 | 85 | 88 | 95 | 110 | 112 |
*±0,15 | 00 *гГ о о | |||||
2,5 | 1,6 | 2,3 | ||||
И | 14 | 12 | 14 | |||
S | 1,6 | 1,0 | 1,1 | |||
р | 102° | 99° | ||||
R | 0,65 | 0,95 | ||||
А | 0,75 | 0,95 | ||||
h | 9 | 7 | 9 |
Тип 1
Исполнение 2
Черт. 2
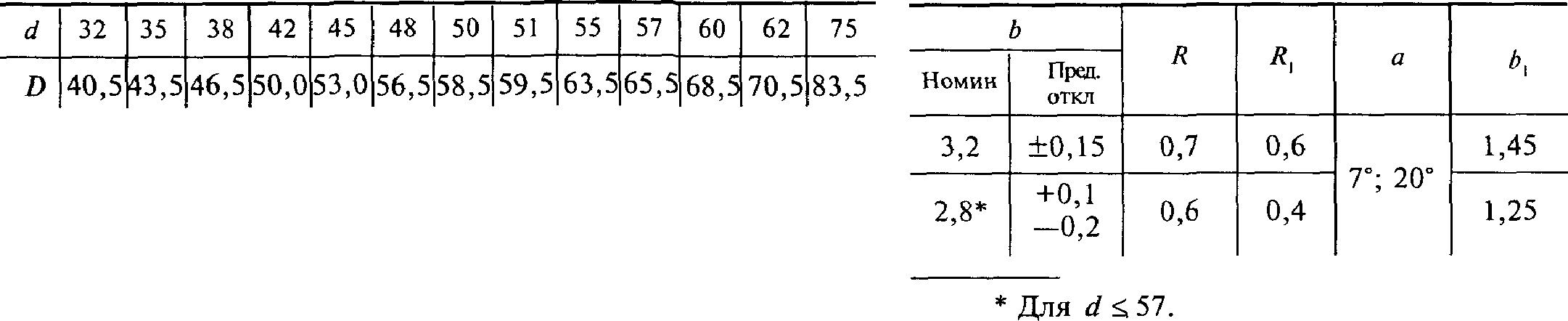
Таблица 2 мм
d | D | d | D | d | D |
35 | 43,5 | 50 | 58,5 | 62 | 70,5 |
38 | 46,5 | 51 | 59,5 | 65 | 73,5 |
42 | 50,0 | 55 | 63,5 | 70 | 78,5 |
45 | 53 | 57 | 65,5 | 75 | 83,5 |
48 | 56,5 | 60 | 68,5 | 80 | 88,5 |
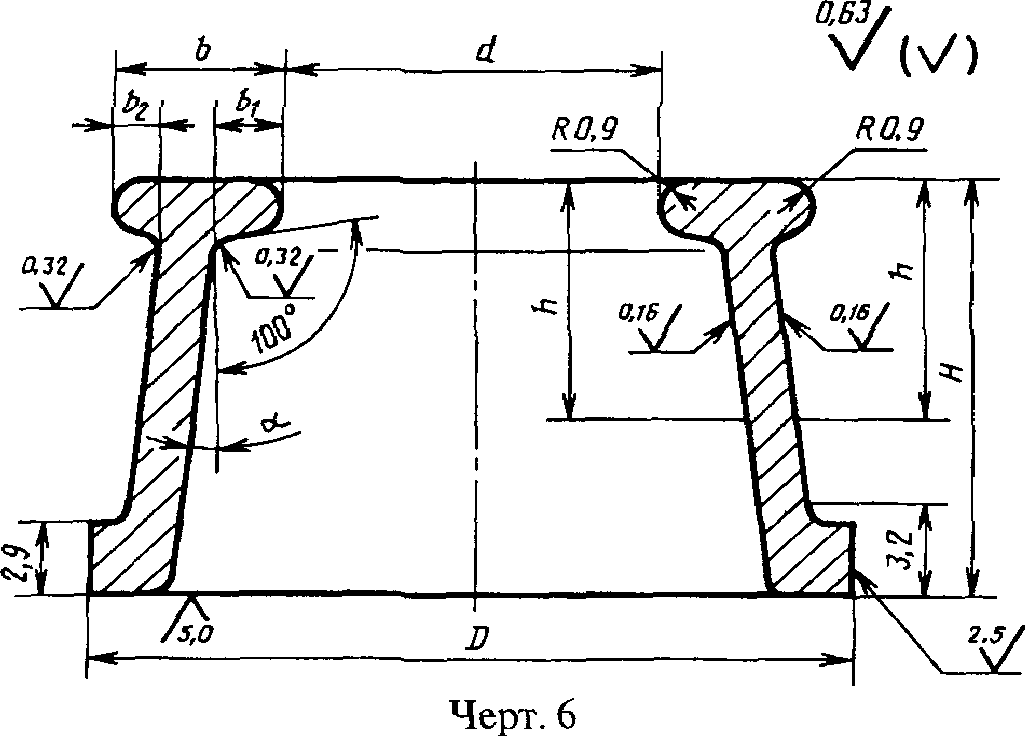
Тип 1
Исполнение 3
0,63 .
WW)

Таблица 3 мм
d | 65 | 70 | 75 | 76 | 80 | 85 | 90 | 100 | 102 |
D | 77,6 | 82,6 | 87,6 | 88,6 | 92,6 | 97,6 | 102,6 | 112,6 | 114,6 |
H | 14 | 16 |
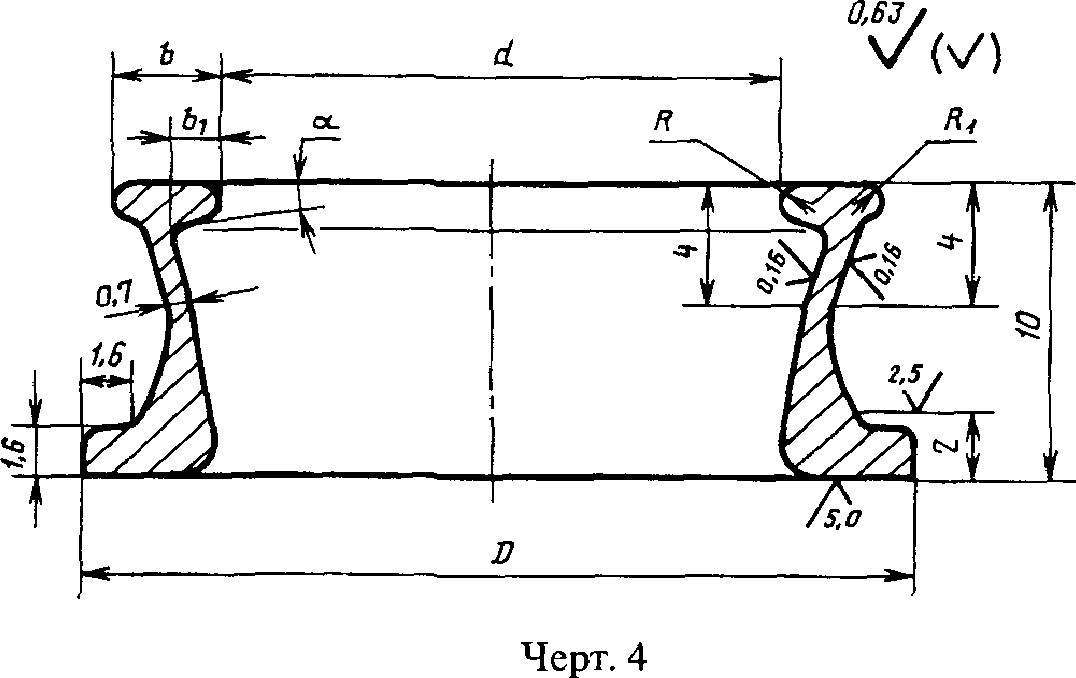
Таблица 4 Таблица 5
мм Размеры, мм
Тип 1
Исполнение 5
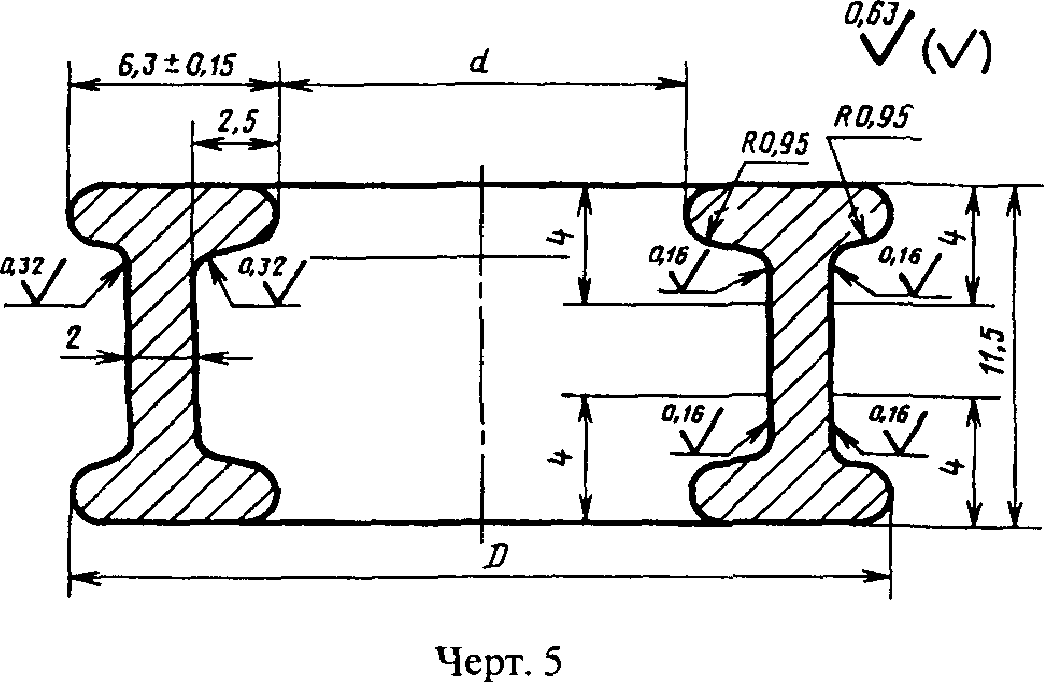
Таблица 6 мм
d | 70 | 75 | 76 | 80 | 85 | 90 | 100 | 102 |
D | 82,6 | 87,6 | 88,6 | 92,6 | 97,6 | 102,6 | 112,6 | 114,6 |
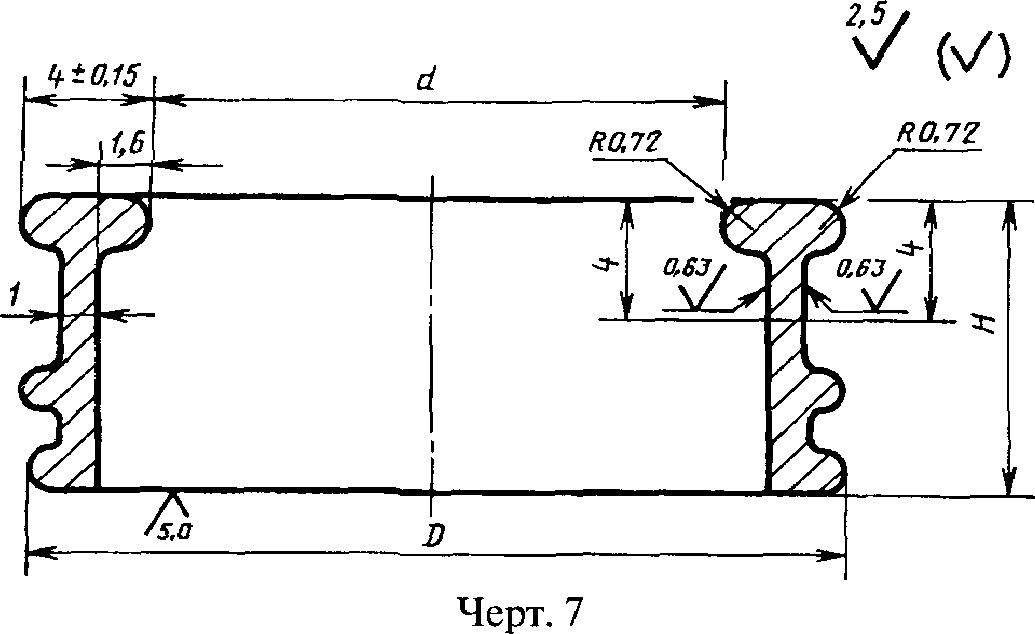
Тип 1
Исполнение 7
Тип 1
Исполнение 8
5,0/
v Ы)
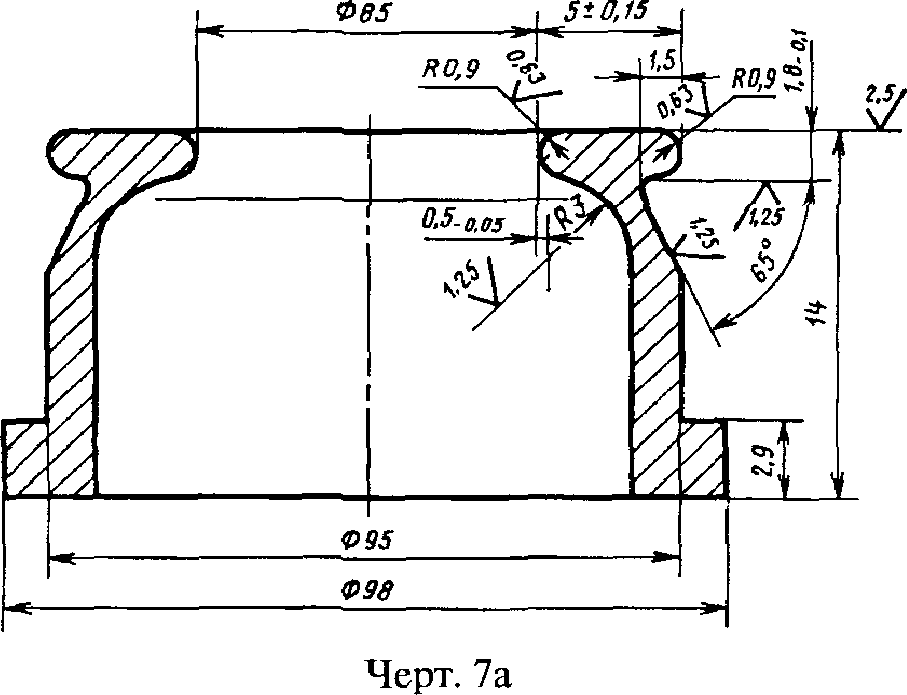
Таблица 7
Размеры, мм
d | 55 | 60 | 62 | 70 | 75 | 80 | 85 | 90 | 100 | 102 |
D | 67 | 72 | 74 | 82 | 88 | 93 | 98 | 103 | 112,6 | 114,6 |
Ь ±0,15 | 4,5 | 5,0 | 5,8 | |||||||
2,0 | 2,2 | |||||||||
Ь7 | 1,5 | 1,7 | ||||||||
н | 14 | 16 | ||||||||
h | 10 | 12 | ||||||||
а | Г | 4° |
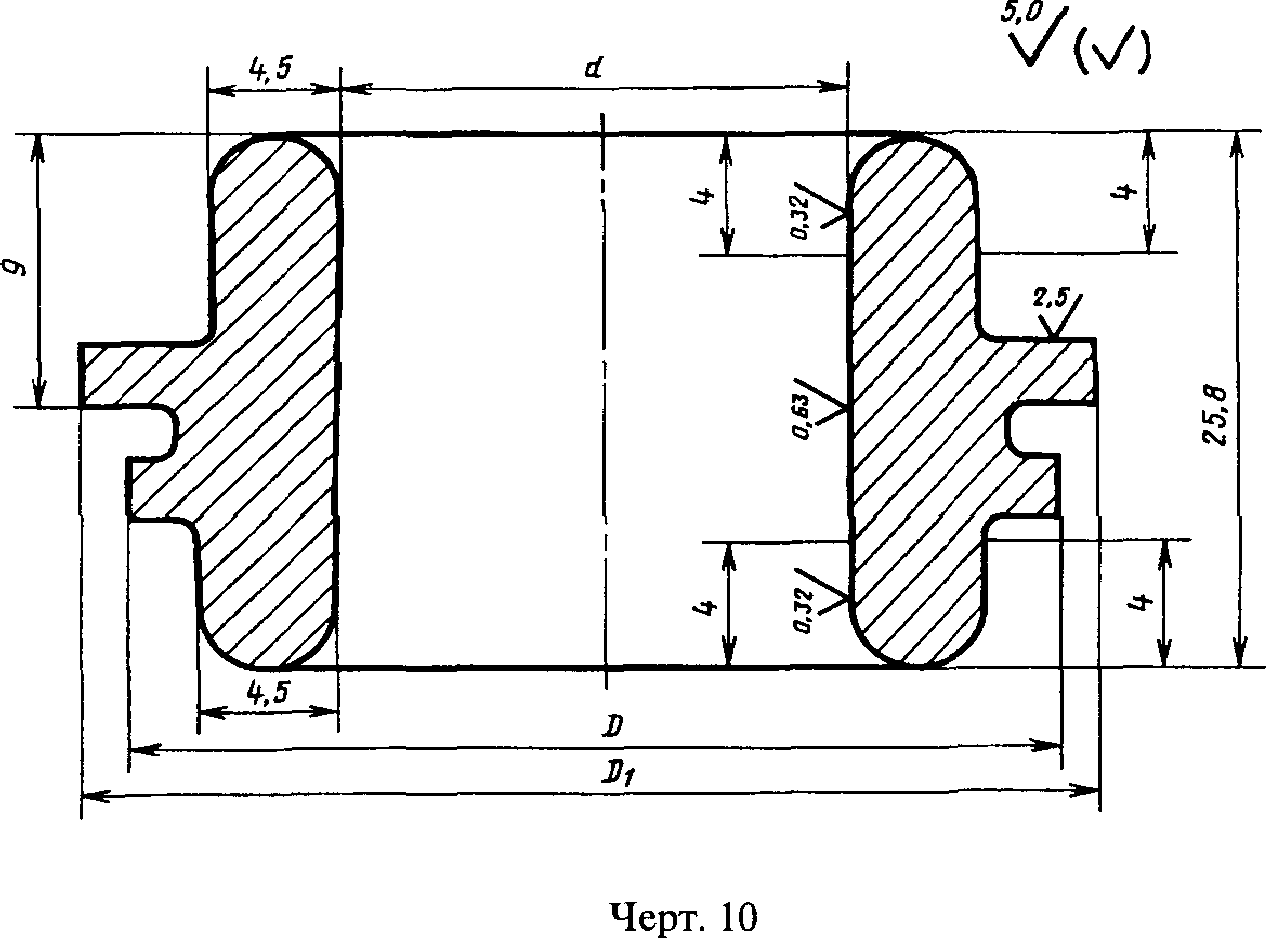
Таблица 8 мм
d | 48 | 50 | 51 | 55 | 57 | 60 | 65 | 70 | 75 |
D | 59 | 61 | 62 | 66 | 68 | 71 | 76 | 81 | 86 |
Н | 10 | 12 |
Тип 1
Исполнение 9
5,0 /
</ W)
(Измененная редакция, Изм. № 1, 2, 3).
Тип 2
Исполнение 1
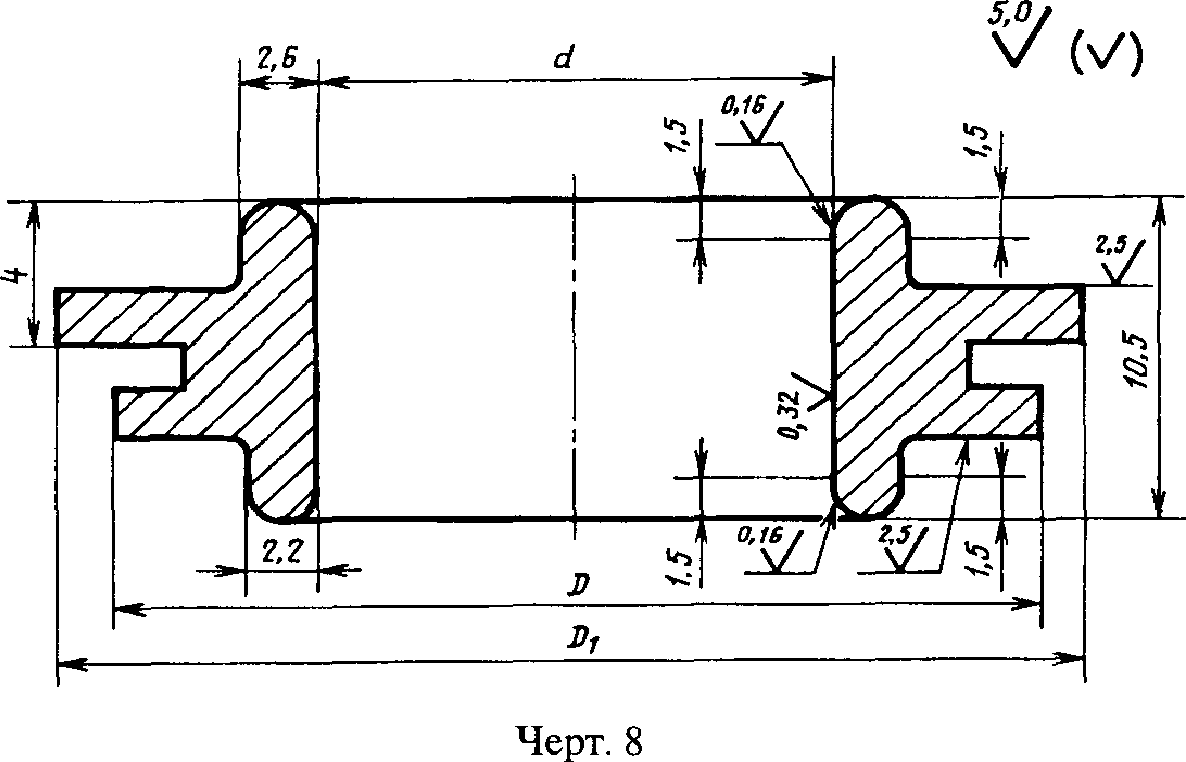
Таблица 9 мм
d | 89 | 90 | 96 | 100 | 120 | 125 | 127 | 140 | 155 |
D | 99 | 100,5 | 106,5 | 111 | 133 | 135 | 138 | 153 | 168 |
А | 102 | 102,5 | 108,5 | 114 | 136 | 138 | 142 | 156 | 171 |
Тип 2 Таблица 10

* По требованию заказчика допускается 6,8 мм. Черт. 9
Исполнение 3
ММ | ||
d | D | А |
140 | 150 | 155 |
166 | 176 | 181 |
171,5 | 184 | 188 |
Тип 2
Таблица 12
Исполнение 4
ММ | ||
d | D | А |
159 | 168,5 | 171,5 |
171,5 | 184 | 188 |
Тип 2
Исполнение 5
?^(V)
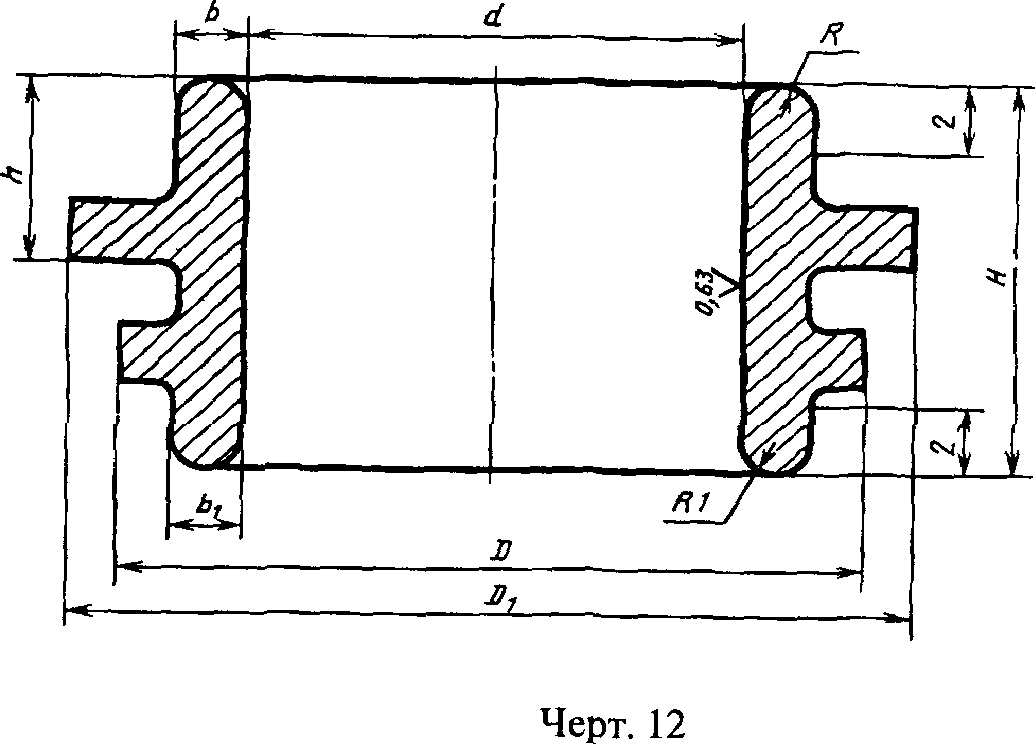
Таблица 13 мм
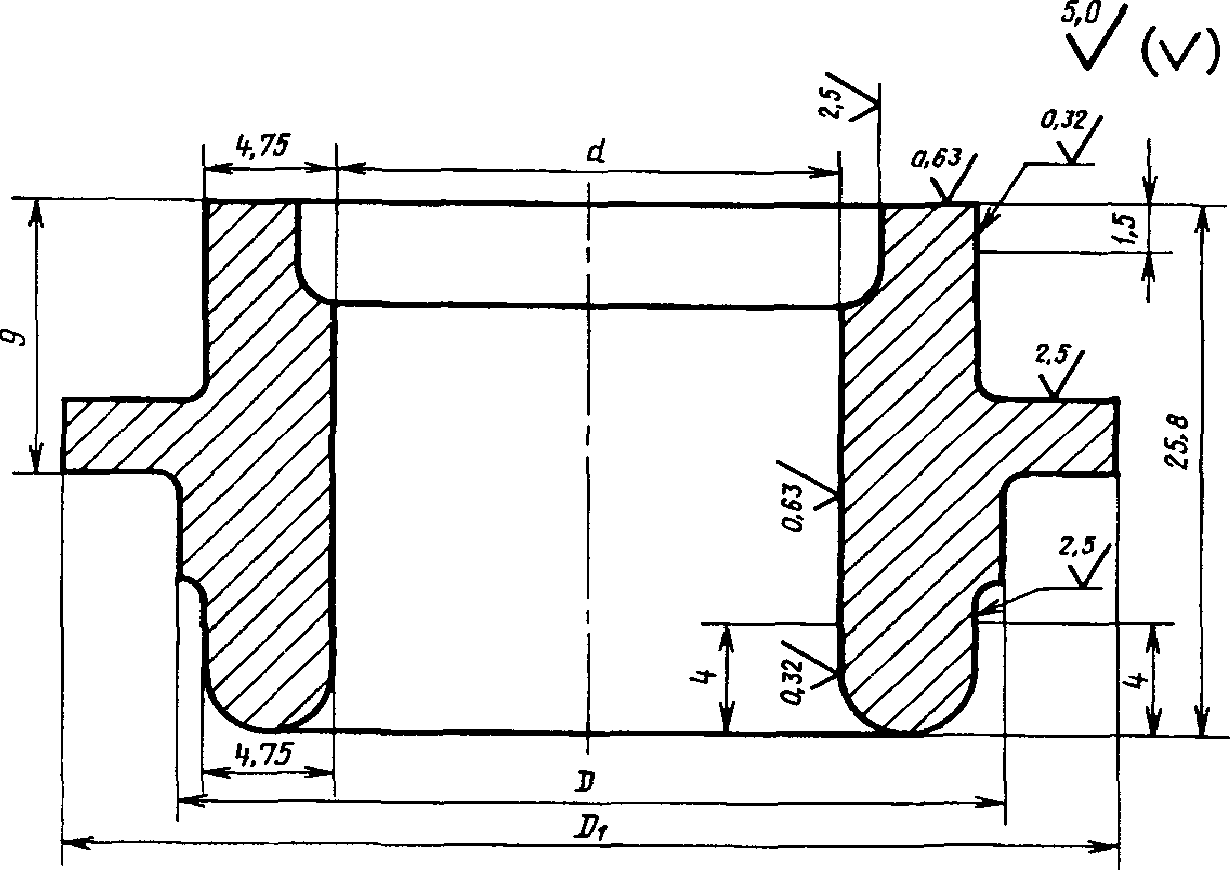
d | D | Л | h | 6 | *i | Н | R | Л. |
50 | 58 | 61 | 6,8 | 3,0 | 2,5 | 16,5 | 1,5 | 1,25 |
52 | 60 | 63 | ||||||
56 | 64 | 67 | ||||||
58 | 66 | 69 | ||||||
62 | 70 | 73 | ||||||
63 | 71 | 74 | ||||||
70 | 78 | 81 | ||||||
75 | 83 | 86 | ||||||
76 | 85 | 88 | ||||||
80 | 88 | 92 | ||||||
85 | 95 | 98 | ||||||
89 | 99 | 102 | ||||||
90 | 100 | 103 | ||||||
100 | 109 | 112 | ||||||
102 | 110 | 113 | ||||||
120 | 133 | 136 | 5,0 | 2,6 | 2,2 | 10,5 | 1,3 | 1.1 |
130 | 139 | 141 | 3,4 | 1,8 | 1,9 | 8,0 | 0,9 | 0,95 |
140 | 149 | 151 | ||||||
153 | 156 | 5,2 | 2,6 | 2,2 | 10,5 | 1,3 | U | |
7,8 | 3,0 | 2,5 | 16,5 | 1,5 | 1,25 | |||
9,0 | 4,5 | 4,5 | 25,8 | 2,25 | 2,25 | |||
171,8 | 184 | 188 |
Тип 2
Исполнение 6
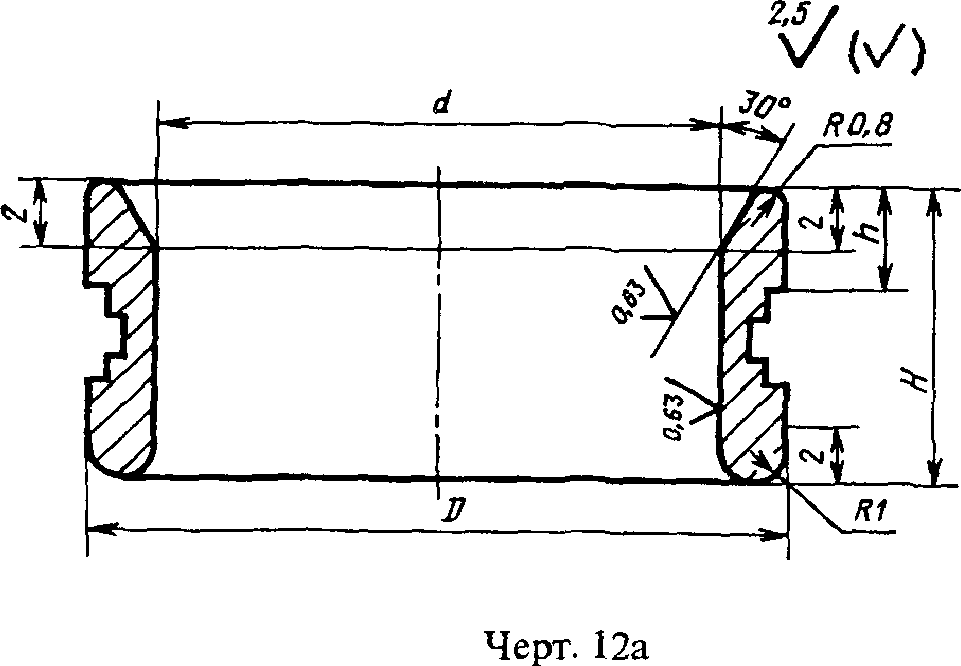
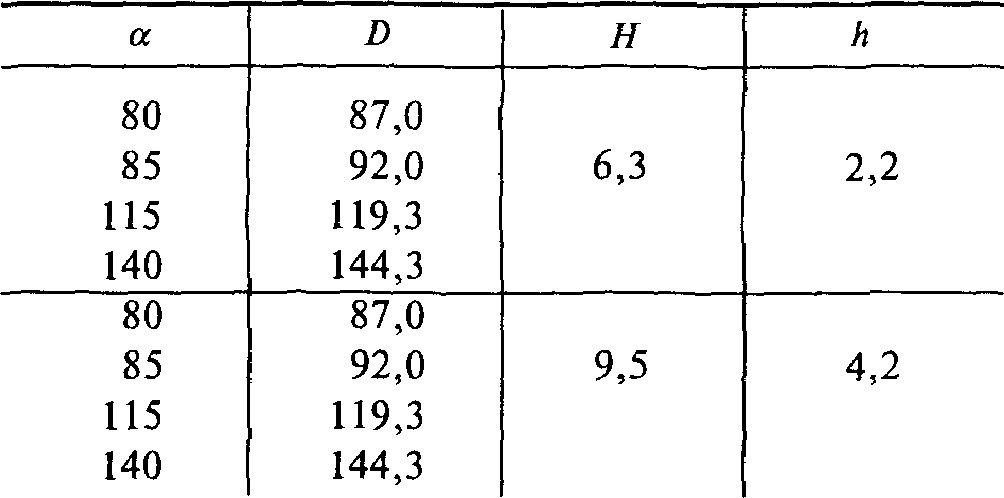
Таблица 13а
мм
з*
Тип 3
Исполнения 1* и 2
5.0.
\/ Ы)
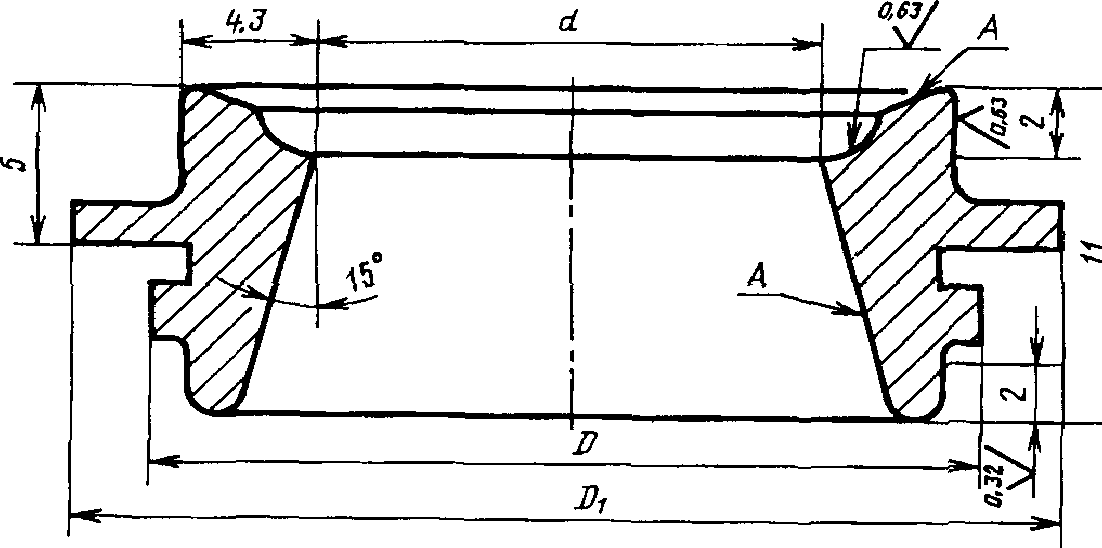
Таблица 14
Размер ы, мм
d | D | Di | d | D | О, |
48 | 58 | 63 | 55 | 65 | 70 |
50 | 60 | 65 | 56 | 66 | 71 |
51 | 61 | 66 | 63 | 73 | 78 |
52 | 62 | 67 | 70 | 80 | 85 |
** Черт. 13 исключен.
* Исполнение 1 — из стали.
Примечание. Чистота обработки поверхности А для колец из стали °43', для колец из спеченного материала
Черт. 14**
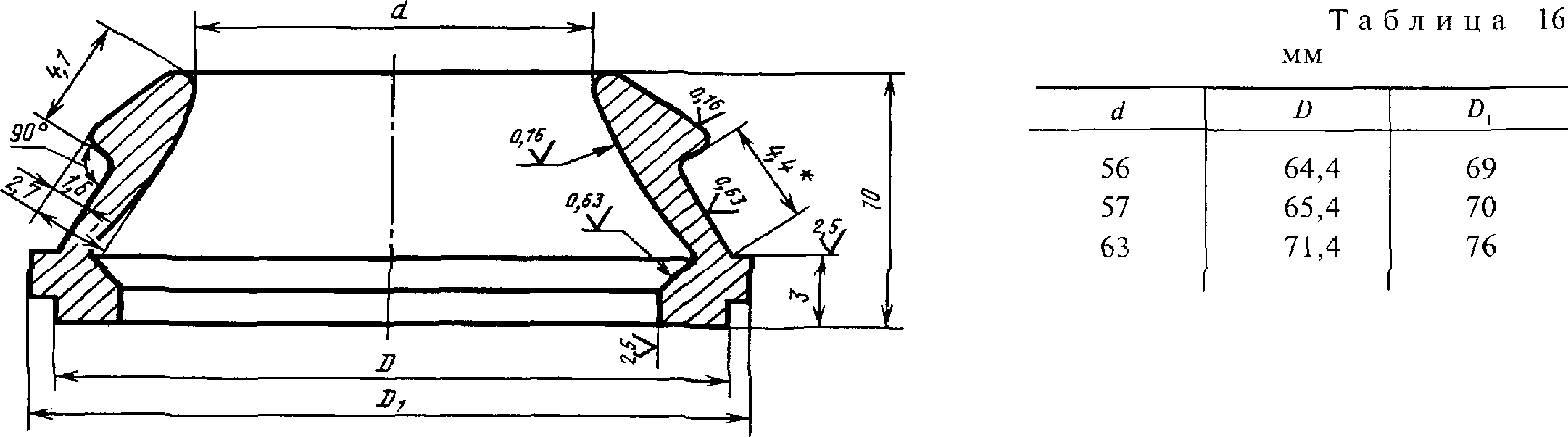
Тип 3
Исполнение 3
Rz20. . .
V М
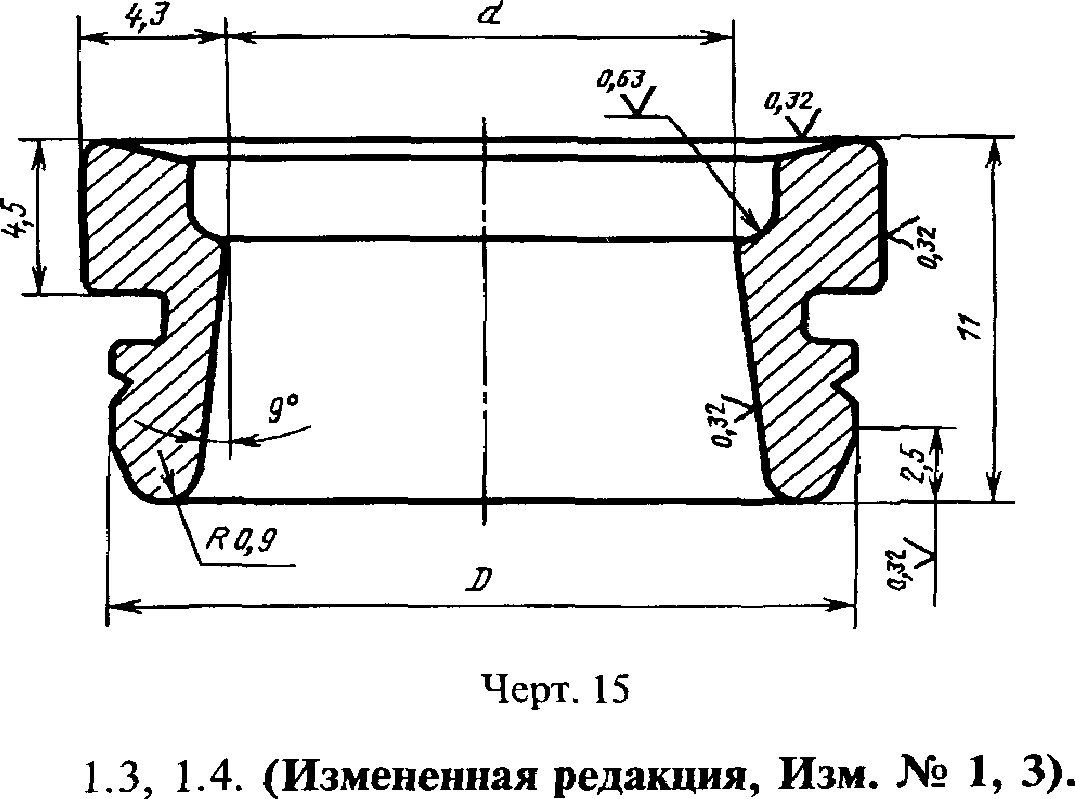
Таблица 15 мм
d | D |
50 | 57 |
51 | 58 |
56 | 63 |
Тип 4
Rz20,
VM *
* Размер для справок.
Черт. 16
(Измененная редакция, Изм. № 3).
1.5а. Структура условного обозначения колец должна соответствовать следующей: Х.Х-ХХ-ХХ-Х-ХХХХ-Х ГОСТ 3608-78
_Специальный метод крепления кольца типа 2.
_Материал кольца: сталь марки ШХ15 или коррозионно-стойкая сталь марки 40X13.
_Наличие микрорельефа на внутренней поверхности.
_Кольцо для работы с полиамидным бегунком, имеющее пониженную твердость.
_Кольцо для высокоскоростных прядильных машин.
-Угол наклона рабочей поверхности бортика.
_Внутренний диаметр кольца в миллиметрах.
_Ширина фланца (бортика) колец типа 1, высота фланца (бортика) колец
типов 2 и 3 в миллиметрах.
-Исполнение кольца.
:_Тип кольца.
В условные обозначения колец, обладающих соответствующими свойствами, следует вводить следующие сокращения:
а) при специальном методе крепления кольца типа 2: в — стопорным винтом;
ш — шайбами; к — клином; и — пружиной;
б) для колец, обладающих соответствующими свойствами:
X — материал кольца — сталь марки ШХ15;
Н — материал кольца — коррозионно-стойкая сталь 40 XI3;
М — наличие микрорельефа на внутренней поверхности;
Т — кольцо для работы с полиамидными бегунками, имеющее пониженную твердость;
С — кольцо для высокоскоростных прядильных машин.
Кольцо 1.1-3,2-80- ГОСТ 3608— 78 То же, исполнения 4, с внутренним диаметром d = 45 мм, с углом 20°:
Кольцо 1.4-3,2-45—20°— ГОСТ 3608- 78 То же, для высокоскоростных прядильных машин для хлопка:
Кольцо 1.4-3,2-45-20°— С- ГОСТ 3608- 78
Кольцо типа 1, исполнения 6, с фланцем (бортиком) шириной Ъ = 5 мм, внутренним диаметром d = 75 мм, изготовленное из стали марки 40X13:
Кольцо 1.6—5—75—Н— ГОСТ 3608- 78
Кольцо типа 2, исполнения 2, с фланцем (бортиком) высотой Н = 16,5 мм, внутренним диаметром d — 45 мм, с пониженной твердостью, закрепленное пружиной:
Кольцо 2.2—16,5—45— Т— п ГОСТ 3608-78 То же, с микрорельефом:
Кольцо 2.2-16,5—45-ТМ— п ГОСТ3608— 78
Кольцо типа 3, исполнения 1, с фланцем (бортиком) высотой Н = 11,1 мм, внутренним диаметром d = 50 мм, изготовленное из стали марки ШХ15:
Кольцо 3.1—11,1-50-Х—ГОСТ 3608- 78.
(Введен дополнительно, Изм. № 3).
1.6. Ранее употреблявшиеся в отраслях обозначения колец приведены в приложении.
1.7. Основные размеры колец для вновь проектируемых и модернизируемых машин должны
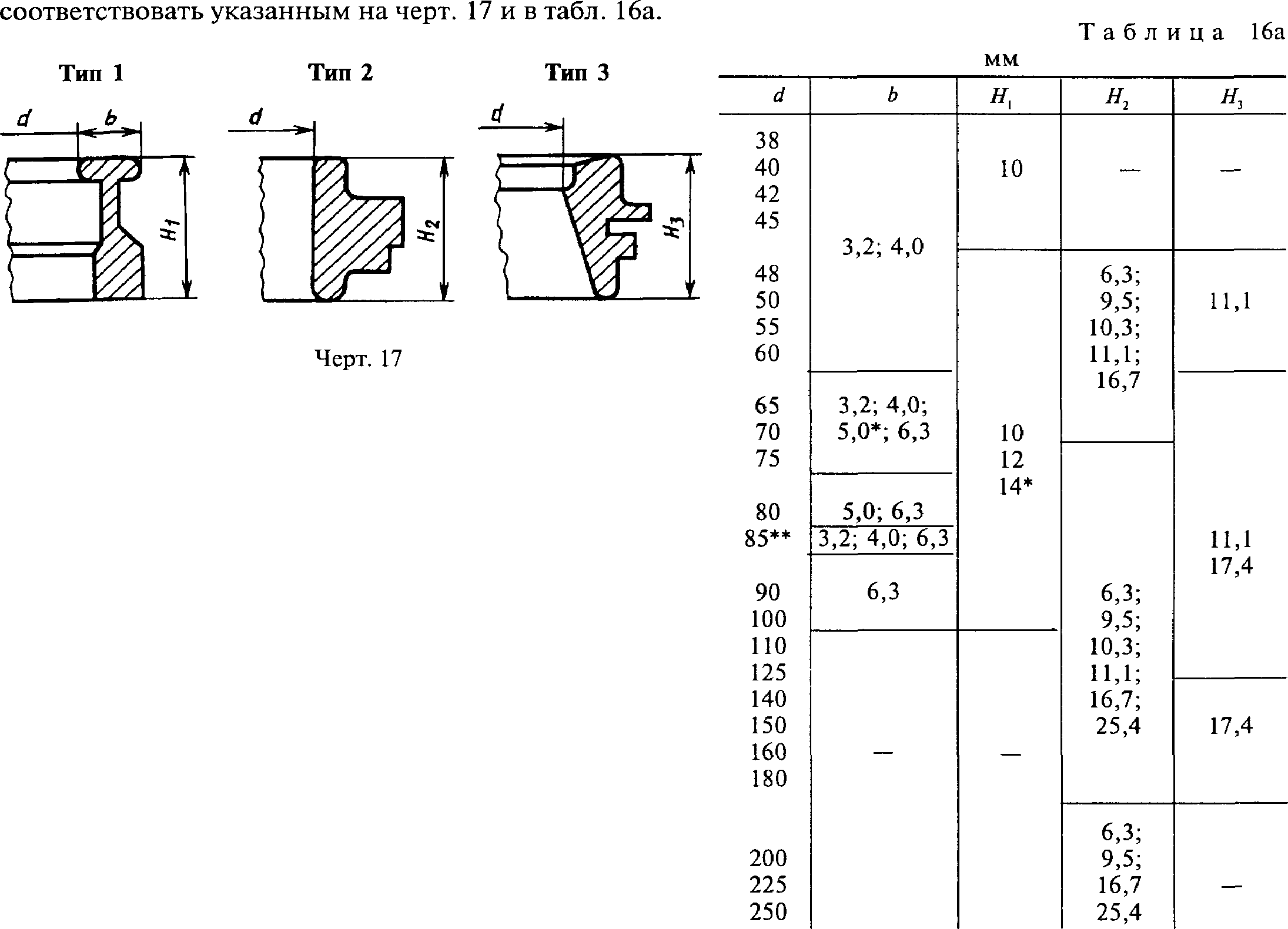
(Измененная редакция, Изм. № 2, 3).
* Для льнопрядения.
** Для переработки стеклонити.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Кольца должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
Кольца, предназначенные для экспорта, кроме того должны соответствовать требованиям ГОСТ 15151—69 и заказ-наряду внешнеторговых организаций.
Конструктивные элементы смазочных устройств и крепление колец должны предусматриваться рабочими чертежами.
(Измененная редакция, Изм. № 1).
2.2. Кольца должны изготовляться из материала, указанного в табл. 17.
Таблица 17
Обозначение кольца | Вид перерабатываемого волокна | Материал | |
Тип | Исполнение | ||
1 | 2-6; 8; 9 | Все виды волокон | Сталь марок 40 и 45 по ГОСТ |
2 | 1—4 | 1050-88 | |
3 | 1 | ||
4 | — | ||
1 | 5; 6 | Все виды волокон при | Сталь марки 40X13 по ГОСТ |
2 | 1; 2 | мокром способе прядения и | 5632-72 |
кручения | |||
1 | 1; 7 | Шерсть, лен, химические | Спеченный материал* из же- |
2 | 5; 6 | и стеклянные волокна | лезных порошков марок |
3 | 2 | ПЖВЗ.160.26; ПЖВ4.160.26; | |
ПЖВ4.160.24** по ГОСТ | |||
9849—86 | |||
3 | 1; 3 | Шерсть | Сталь марки ШХ15 по ГОСТ |
4 | — | 801—78 |
* Пористость спеченного материала должна быть от 15 до 21 %.
** Для колец типа 2 исполнения 5 с d < 120 мм.
(Измененная редакция, Изм. № 1, 2, 3).
2.3. Твердость поверхности колец должна быть: при работе с металлическим бегунком
61 ... 66 HRC3 — для колец из стали марок 40, 45 и ШХ15;
54.2 ... 58 HRC3 — для колец из стали марки 40X13;
750 — 1200 кгс/мм2 — для колец из спеченного материала; при работе с полиамидным бегунком
54.2 ... 58 HRC3 — для стальных колец;
Н □550 — 800 кгс/мм2 — для колец из спеченного материала при d < 120 мм и Нд 800—1000 кгс/мм2 при d >120 мм.
Разброс твердости в пределах одного кольца не должен превышать 3 ед. HRC.
2.4. Поверхность колец, кроме колец из стали марки ШХ15, должна быть насыщена углеродом и азотом. Общая толщина диффузионного слоя должна соответствовать приведенной в табл. 18.
Таблица 18
Обозначение кольца | Общая толщина диффузионного | ||
Тип | Исполнение | СЛОЯ, мм | |
1 | 1; 7 | На всю толщину | |
2 | 5; 6 | ||
3 | 2 | ||
1 | 2; 3; 5 | 0,25—0,40 | |
4; 6 | 0,15-0,30 |
Продолжение табл. 18
Обозначение кольца | Общая толщина диффузионного | |
Тип | Исполнение | СЛОЯ, мм |
4 | — | 0,15-0,30 |
2 | 1-4 | 0,40-0,60 |
3 | 1 |
2.3, 2.4. (Измененная редакция, Изм. № 1).
2.5. На рабочей поверхности стальных колец не допускаются раковины волосовины, следы коррозии и шлаковые включения.
На рабочей поверхности колец из спеченного железного порошка марок ПЖВЗ. 160.26 и ПЖВ4.160.26 не допускается наличие пор и раковин размером более 0,25 мм, а марки ПЖВ4.160.24 — более 0,4 мм; на нерабочих поверхностях допускается 3—4 раковины диаметром 0,5 мм (для марки ПЖВ4.160.24 — 0,6 мм) не гнездового характера.
(Измененная редакция, Изм. № 1, 3).
2.6. Допускается изготовлять стальные кольца с матовой поверхностью.
2.7. Предельные отклонения dдолжны соответствовать величинам, указанным в табл. 18а.
Таблица 18а
Размеры, мм
Диаметр d | Предельное | отклонение d |
Сталь | Спеченный материал | |
До 55 | ±0,20 | |
От 56 до 100 | +0,25 | |
От 101 до 120 | ±0,25 | ±0,30 |
От 121 до 150 | ±0,30 | ±0,35 |
От 151 до 180 | ±0,35 | ±0,40 |
Неуказанные предельные отклонения размеров, приведенных на черт. 1—16 и в табл. 1 — 16, должны соответствовать: диаметров Н12, Ь12;
остальные +IXliL 2
Предельные отклонения углов — по 16-й степени точности ГОСТ 8908—81.
(Измененная редакция, Изм. № 1, 2).
2.8. Допуск круглости колец по внутреннему диаметру и плоскостности торцов не должен превышать величин, указанных в табл. 19.
Таблица 19
Размеры, мм
Диаметр d | Наибольшая скорость бегунка, м/с | Допуск круглости | Допуск плоскостности |
До 48 | 30 | 0,15 | 0,15 |
35 | 0,10 | 0,10 | |
От 49 до 119 | 30 | 0,20; 0,16* | 0,20; 0,15* |
35 | 0,12 | 0,15 | |
От 120 до 150 | 56 | 0,25; 0,35** | 0,35; 0,40** |
От 151 до 179 | 48 | 0,35 | 0,40 |
* Для колец типа 3 исполнения 3.
** Для колец из спеченного материала.
2.9. Средний срок службы колец должен соответствовать указанному в табл. 20.
Таблица 20
Наименование процесса | Материал бегунка | Производство нитеи, волокна | Наибольшая скорость бегунка, м/с | Средний срок службы, месяцы, колец типов | ||||||||||
1 | 2 | 3 | 4 | |||||||||||
исполнении | ||||||||||||||
1 | 2-4 | 5 | 6, 8, 9 | 7 | 1—4 | 5 | 6 | 1,3 | 2 | — | ||||
Пря-д е -ние | Сталь | Хлопчатобумажного | 30 | — | 40 | |||||||||
Шерстяного | — | 15 | — | 8 | 15 | 8 | — | 24 | 18 | — | ||||
Химических текстильных нитей | 56 | — | — | — | — | — | — | 8 | — | — | — | — | ||
Химического | 25 | — | 24 | |||||||||||
Шелкового | — | 6 | ||||||||||||
Льняного | 20 | — | 12 | — | — | — | — | — | — | — | ||||
Асбестового | 18 | — | — | 6 | ||||||||||
Поли- амид | Шерстяного | 32 | 24 | — | ||||||||||
Льняного | 22 | 20 | 24 54 | 24 | — | — | — | — | — | — | ||||
Кру- ч е -ние | Сталь | Хлопчатобумажного | 25 | — | 30 | — | — | — | 36 | — | — | — | — | — |
Шерстяного | — | 12 | — | — | — | 12 | — | — | — | — | 12 | |||
Химических текстильных нитей | 48 | — | — | — | — | — | 8 | — | — | — | — | |||
Химического | 30 | — | — | — | — | — | 24 | — | — | — | — | |||
Шелкового | 25 | — | — | — | — | — | — | — | — | — | — | |||
Асбестового | 18 | — | — | — | — | — | 6 | — | — | — | — | — | ||
Ла- тунь | Хлопчатобумажного | 30 | — | — | — | — | — | 12 | — | — | — | — | — | |
Химических текстильных нитей | 48 | — | — | — | — | — | — | — | — | — | — | |||
Поли амид | Хл опчатобумажн ого | 30 | — | — | — | — | — | 24 | — | — | — | — | — | |
Химических текстильных нитей | 48 | — | — | — | — | — | 18 | — | — | — | — | — | ||
Льняного | 20 | — | — | — | — | — | 12 | — | — | — | — | — | ||
Стеклонитей | 30 | 40 | — | — | — | 40 | — | 40 | — | — | — |
2.8, 2.9. (Измененная редакция, Изм. № 1).
2.10. Установленный срок службы должен быть не менее гарантийного срока эксплуатации.
(Введен дополнительно, Изм. № 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия колец требованиям настоящего стандарта предприятие-изготовитель должно проводить приемочный контроль.
3.2. Приемочному контролю следует подвергать:
3 %, но не менее 25 колец от партии, — на соответствие требованиям пп. 1.2—1.5; 2.5—2.7;
2 %, но не менее 10 колец от партии, — на соответствие требованиям п. 2.3;
3 кольца от партии — на соответствие п. 2.4;
0,5 %, но не менее 15 колец от партии на соответствие п. 2.8.
Партией считают число колец одного типа, исполнения и внутреннего диаметра, предъявляемых одновременно приемочному контролю.
(Измененная редакция, Изм. № 2, 3).
3.2а. Проверку колец на соответствие требованиям пп. 2.1; 2.3; 2.4 следует проводить при операционном контроле.
3.26. Проверку материала колец на соответствие требованиям п. 2.2 следует проводить при входном контроле.
3.2в. Проверку колец на соответствие требованиям пп. 2.5; 2.6; 2.8, а также проверку размеров
D, Н и b на соответствие требованиям настоящего стандарта следует проводить при сплошном контроле.
3.2г. Проверку показателя «средний срок службы» следует проводить при подконтрольной эксплуатации.
3.2а, 3.26, 3.2.в, 3.2г. (Введены дополнительно, Изм. № 3).
3.3. При обнаружении несоответствия колец требованиям настоящего стандарта следует производить повторный контроль удвоенного числа колец, взятых из той же партии.
Результаты повторного контроля являются окончательными и их распространяют на всю партию.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Внешний вид колец (пп. 1.2—1.5; 2.5 и 2.6) следует проверять визуально сравнением с контрольным образцом.
Шероховатость следует проверять визуально сравнением с эталоном по ГОСТ 9378—93 или при помощи профилометра-профилографа типа II.
(Измененная редакция, Изм. № 3).
4.2. Размеры (пп. 1.2—1.5 и 2.7—2.8) следует проверять измерительным инструментом.
4.3. Твердость колец (п. 2.3) следует проверять по торцу в двух противоположных точках тарированным напильником или в четырех точках по двум взаимно перпендикулярным направлениям по ГОСТ 9013—59, ГОСТ 2999—75 для стальных колец и для колец из спеченных материалов по ГОСТ 9450—76 при нагрузке 0,490 Н (50 гс).
4.4. Глубину насыщения (п. 2.4) следует измерять на разрезах колец.
4.5. Круглость колец (п. 2.8) следует контролировать кругломером класса 2. Плоскостность торцов следует контролировать на плите класса 2 при помощи щупа класса 2.
(Измененная редакция, Изм. № 3).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировку осуществляют внесением в упаковочный лист на партию колец, вкладываемый в каждую единицу тары, условного обозначения колец по настоящему стандарту, наименования предприятия-изготовителя, квартала и года выпуска (две последние цифры).
(Измененная редакция, Изм. № 3).
5.2. Стальные кольца должны быть очищены от механических загрязнений, промыты обезжиривающей жидкостью и подвергнуты консервации загущенным раствором нитрита натрия по группе II, для внутреннего рынка условия хранения С, вариант защиты ВЗ-12 или B3-13, внутренняя упаковка ВУ-1, для экспорта условия хранения по группе I, внутренняя упаковка ВУ-4 по ГОСТ 9.014—78.
Кольца из спеченного материала должны быть пропитаны индустриальным маслом ИС 12 или ИС 20 по ГОСТ 20799—88, завернуты в ингибитированную бумагу по ГОСТ 16295—93.
Допускается применять другие барьерные материалы и способы упаковки, обеспечивающие требуемую защиту.
Срок действия консервации 3 года.
(Измененная редакция, Изм. № 1).
5.3. Кольца одного типоразмера, предназначенные для районов с умеренным климатом, должны быть упакованы в деревянные ящики по ГОСТ 2991—85, или в ящики из фанеры или древесноволокнистой плиты по ГОСТ 5959—80 и в ящики из гофрированного картона по ГОСТ 9142—90, внутренние стенки которых должны быть обшиты водонепроницаемой бумагой по ГОСТ 8828—89.
Кольца одного типоразмера для экспорта, предназначенные для районов с тропическим климатом и транспортируемые морским путем, должны быть упакованы в полиэтиленовые мешочки с последующей заваркой шва или в металлические ящики, внутренние стенки которых должны быть выложены парафинированной бумагой марки по ГОСТ 9569—79 или водонепроницаемой бумагой по ГОСТ 8828—89. Крышку ящика необходимо припаять с применением бескислотного флюса. Упакованные кольца должны быть уложены в деревянные ящики по ГОСТ 24634—81 и соответствовать заказ-наряду внешнеторговой организации.
Масса брутто должна быть не более 50 кг.
5.4. В каждый ящик должен быть вложен упаковочный лист, содержащий:
наименование пред пр иятия - из готовителя;
условное обозначение колец по настоящему стандарту;
число колец в ящике;
дату консервации.
5.3, 5.4. (Измененная редакция, Изм. № 1, 2).
5.5. Маркировка транспортной тары — по ГОСТ 14192—96, а для экспорта — по заказу-наряду внешнеторговых организаций.
5.6. Ящики с кольцами следует хранить по группе С для внутреннего рынка и по группе Ж1 для экспорта по ГОСТ 15150—69.
5.7. Кольца следует транспортировать транспортом любого вида по группе С для внутреннего рынка и по группе Ж1 для экспорта по ГОСТ 15150—69.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Предприятие-изготовитель должно гарантировать соответствие колец требованиям настоящего стандарта при соблюдении условий эксплуатации и хранения.
6.2. Гарантийный срок эксплуатации колец со дня ввода в эксплуатацию должен соответствовать указанному в табл. 21.
Таблица 21
Наименование процесса | Материал бегунка | Производство нитеи, волокна | Наибольшая скорость бегунка, м/с | Срок гарантии, месяцы, колец типов | ||||||||||
1 | 2 | 3 | 4 | |||||||||||
исполнении | ||||||||||||||
1 | 2-4 | 5 | 6, 8, 9 | 7 | 1-4 | 5 | 6 | 1,3 | 2 | — | ||||
Пря-д е -ние | Сталь | Хлопчатобумажного | 30 | — | 24 | |||||||||
Шерстяного | — | 8 | — | 5 | 8 | 5 | — | 12 | 9 | — | ||||
Химических текстильных нитеи | 56 | — | — | — | — | — | — | 4 | — | — | — | — | ||
Химического | 25 | — | 12 | |||||||||||
Шелкового | — | 3 | ||||||||||||
Льняного | 20 | — | 6 | — | — | — | — | — | — | — | ||||
Асбестового | 18 | — | — | 3 | — | — | — | — | — | — | — | — | ||
Поли- амид | Шерстяного | 32 | 12 | |||||||||||
Льняного | 22 | 8 | 12 25 | 12 | — | — | — | — | — | — | ||||
Кру-ч е -ние | Сталь | Хлопчатобумажного | 25 | — | 18 | — | — | — | 24 | — | — | — | — | — |
Шерстяного | — | 6 | — | — | — | 6 | — | — | — | — | 6 | |||
Химических текстильных нитей | 48 | — | — | — | — | — | 5 | — | — | — | — | |||
Шелкового | 25 | — | — | — | — | — | — | — | — | — | — | |||
Химического | 30 | — | — | — | — | — | 12 | — | — | — | — | |||
Асбестового | 18 | — | — | — | — | — | 3 | — | — | — | — | — | ||
Ла тунь | Хлопчатобумажного | 30 | — | — | — | — | — | 8 | — | |||||
Химических текстильных нитей | 48 | — | — | — | — | — | — | — | — | — | — | |||
Поли амид | Хлопчатобумажного | 30 | — | — | — | — | — | 12 | — | — | — | — | — | |
Химических текстильных нитей | 48 | — | — | — | — | — | 12 | — | — | — | — | — | ||
Льняного | 20 | — | — | — | — | — | 8 | — | — | — | — | — | ||
Стеклонитей | 30 | 20 | — | — | — | 20 | — | — | — | — | — |
(Измененная редакция, Изм. № 1).
ПРИЛОЖЕНИЕ
Справочное
Обозначение колец
По ГОСТ 3608—78 | По ГОСТ 3608—74 | Отраслевое | ||
Тип | Исполнение | Тип | Исполнение | |
1 | — | ПК-1 | ||
2 | 2 | К | ||
3 | 3 | Ж-1—6,3 | ||
1 | 4 | 1 | 4 | КРГ-2(7°), КРГ-3(20°) |
5 | 5 | кд | ||
6 | 6 | клк | ||
7 | 7 | ПК | ||
1 | 1 | КВ-I, исполнение 2 | ||
2 | 2 | 2 | КВ-П, исполнение 1 | |
3 | 2 | 3 | КВ-III, исполнение 1 | |
4 | 4 | 7ВК-223 | ||
5 | 5 | ПКВ | ||
1; з | _ | КСК, КСК-1 | ||
3 | 2 | 3 | — | ПКСК |
4 | — | 4 | — | ГК |
Редактор Р. Г. Говердовская Технический редактор Н. С. Гришанова Корректор Н. И. Гаврищук Компьютерная верстка В. И. Матюшенко
Изд. лиц. № 021007 от 10.08.95. Сдано в набор 23.06.98. Подписано в печать 13.08.98. Уел. печ. л. 2,32. Уч.-изд. л. 1,60.
Тираж 114экз. С 964. Зак. 1268л
ИПК Издательство стандартов, 107076, Москва, Колодезный пер., 14.
Набрано в Калужской типографии стандартов на ПЭВМ.
Калужская типография стандартов, ул. Московская, 256.
ПЛР № 040138
