ГОСТ 11031-76*
Группа Г62
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
БЕГУНКИ МЕТАЛЛИЧЕСКИЕ ДЛЯ КОЛЕЦ ПРЯДИЛЬНЫХ И КРУТИЛЬНЫХ МАШИН
Технические условия
Metal travellers for rings of spinning and ring-doubling frams. Specifications
ОКП 511293
Дата введения 1978-07-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 3 августа 1976 г. N 1874 срок введения установлен с 01.07.1978 г.
Постановлением Госстандарта от 25.08.82 N 3363 срок действия продлен до 01.01.1985 г.**
_______________
** Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации. (ИУС N 4, 1994 год). - .
ВЗАМЕН ГОСТ 11031-68
* ПЕРЕИЗДАНИЕ апрель 1982 г. с Изменениями N 1, N 2, утвержденными в апреле 1979 г., августе 1982 г.; Пост. N 3362 (ИУС N 6 - 1979 г., ИУС N 12 - 1982 г.).
ВНЕСЕНЫ: Изменение N 3, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 13.12.84 N 4349 с 01.06.85, Изменение N 4, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 22.08.85 N 2721 с 01.01.86
Изменения N 3, 4 внесены изготовителем базы данных по тексту по тексту ИУС N 3, 1985 год, ИУС N 11, 1985 год
Настоящий стандарт распространяется на металлические бегунки для колец прядильных и крутильных машин, а также на металлические бегунки, предназначенные для экспорта.
Стандарт соответствует международному стандарту ИСО 2266-74* в части, касающейся номеров бегунков.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
(Измененная редакция, Изм. N 1, 3, 4).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Бегунки должны быть изготовлены следующих типов:
1 - для колец с горизонтальным бортиком;
2 - для колец с вертикальным бортиком;
3 - для конических колец;
4 - для гиперболических колец.
1.2. Бегунки типа 1 должны быть изготовлены следующих исполнений:
1 - эллиптической формы;
2 - эллиптической формы с прямой спинкой;
3 - С-образной формы;
4 и 5 - С-образной формы с отогнутыми ножками.
(Измененная редакция, Изм. N 2).
1.3. Бегунки типа 3 должны быть изготовлены следующих исполнений:
1 - с изогнутой спинкой;
2 - с прямой спинкой.
1.4. Выбор бегунков в зависимости от типа кольца следует проводить по обязательному приложению.
1.5. Бегунки должны быть изготовлены следующих сечений: плоское - П, круглое - К, сегментное - С.
Диаметр проволоки для бегунков круглого сечения и ширину бегунков плоского и сегментного сечений устанавливает предприятие-изготовитель в зависимости от массы бегунка.
1.6. Номера бегунков соответствуют массе 1000 шт. бегунков в граммах.
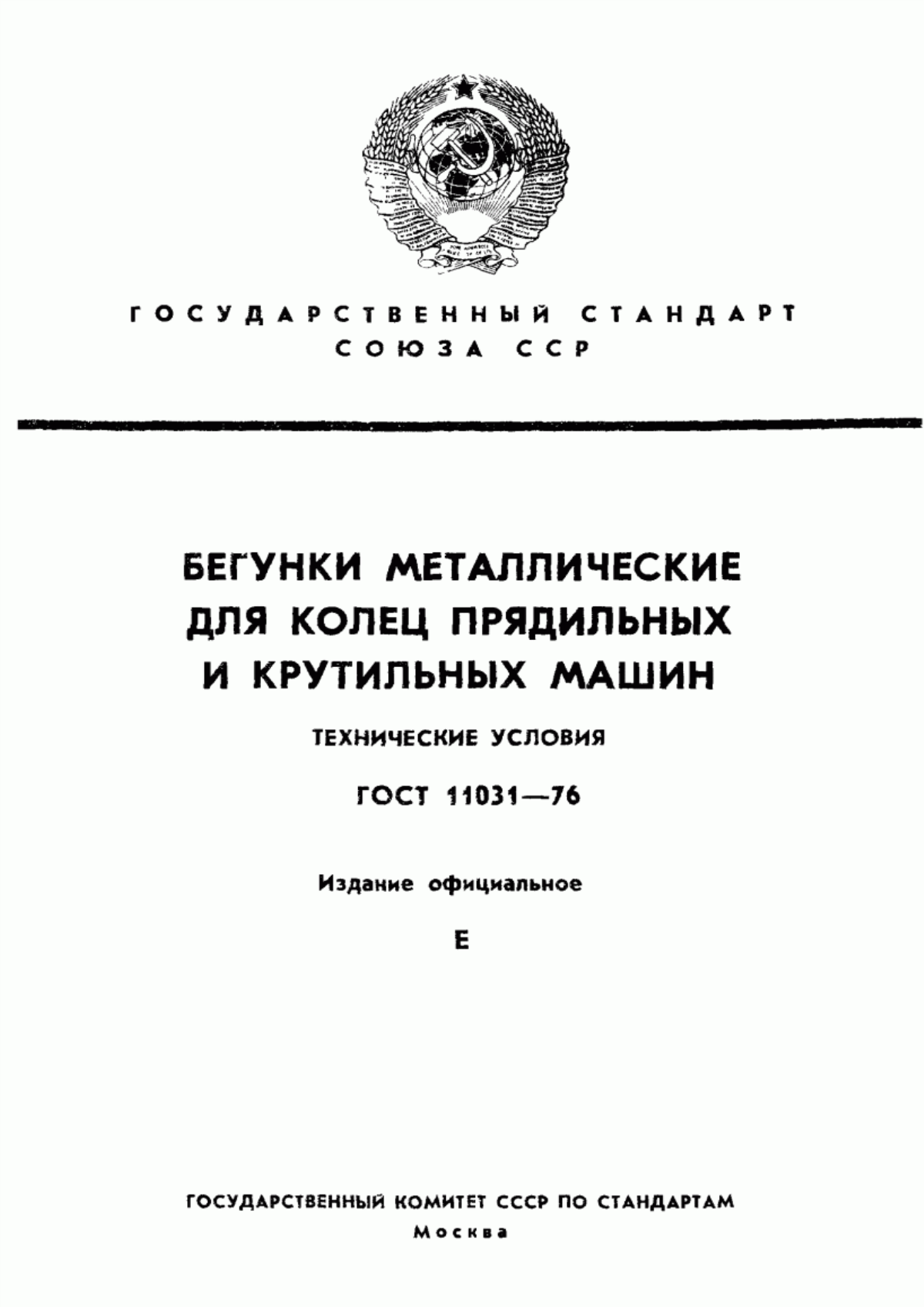
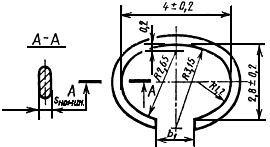
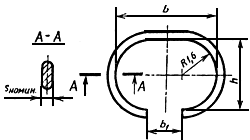
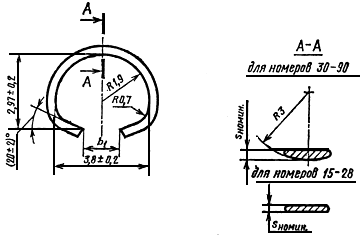
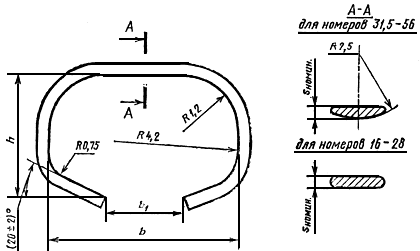
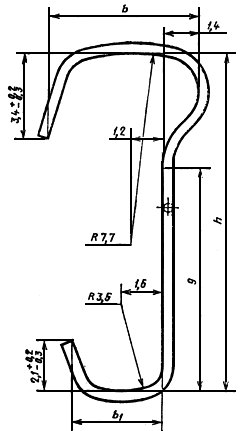
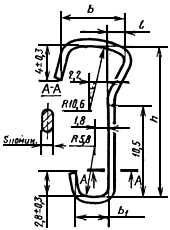
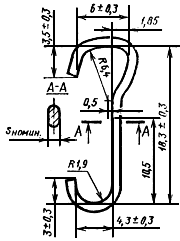
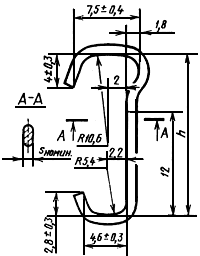
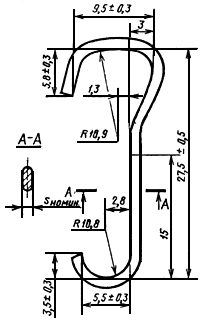
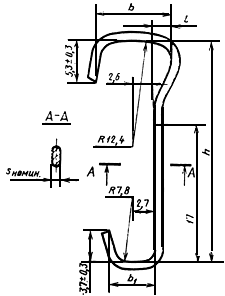
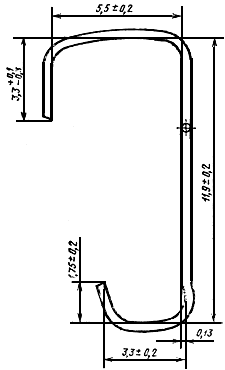
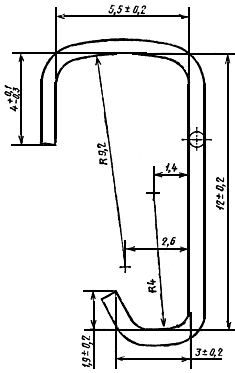
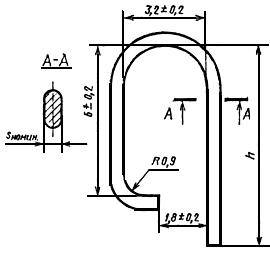
1.7. Основные размеры бегунков типа 1 исполнения 1 должны соответствовать указанным на черт.1 и в табл.1, исполнения 2 - на черт.2 и в табл.2, исполнения 3 - на черт.3 и в табл.3 и 4, исполнения 4 - на черт.4 и в табл.5, исполнения 5 - на черт.4а и в табл.5а.
Тип 1
Исполнение 1
Черт.1
Таблица 1
Размеры в мм
Номер |
|
| Форма сечения |
8 | 1,2 | 0,22 | П; К |
(8,5) | |||
9 | |||
(9,5) | 0,24 | ||
10 | |||
(10,5) | 0,25 | ||
11,2 | |||
(12) | 0,26 | ||
12,5 | |||
(13) | |||
14 | 0,28 | ||
(15) | |||
16 | 0,30 | ||
(17) | |||
18 | 0,34 | ||
(19) | |||
20 | |||
22,4 | 1,3 | 0,37 | |
(24) | |||
25 | 0,40 | ||
(26) | |||
28 | |||
(30) | 0,42 | ||
31,5 | 0,44 | ||
(34) | |||
35,5 | |||
(38) | 0,46 | ||
40 | |||
(43) | |||
45 | |||
(46) | |||
(49) | |||
50 | |||
(52) | |||
56 | |||
(60) | 1,4 | 0,50 | П |
63 | |||
(65) | |||
71 | |||
(75) | |||
80 | |||
(85) |
Исполнение 2
Черт.2
Таблица 2
Размеры в мм
Номер |
|
| Форма сечения | ||
Пред. откл. ±0,2 | |||||
Дужка | |||||
8 | 3,2 | 4,3 | 1,1 | 0,22 | П; К |
(8,5) | |||||
9 | |||||
(9,5) | 0,24 | ||||
10 | |||||
(10,5) | 0,25 | ||||
11,2 | |||||
(12) | 0,26 | ||||
12,5 | |||||
(13) | |||||
14 | 0,28 | ||||
(15) | |||||
16 | 0,30 | ||||
(17) | |||||
18 | 0,34 | ||||
(19) | |||||
20 | |||||
22,4 | 1,3 | 0,37 | |||
(24) | |||||
25 | 0,40 | ||||
(26) | |||||
28 | |||||
(30) | 0,42 | ||||
31,5 | |||||
(34) | 0,44 | ||||
35,5 | |||||
(38) | 0,46 | ||||
40 | |||||
(43) | |||||
45 | |||||
(46) | |||||
(49) | |||||
50 | |||||
(52) | |||||
56 | |||||
(60) | 1,4 | 0,50 | П | ||
63 | |||||
(65) | |||||
71 | |||||
(75) | |||||
80 | |||||
(85) | |||||
90 | |||||
(95) | |||||
100 | 1,5 | 0,54 | |||
112 | |||||
(120) | |||||
125 | |||||
(130) | |||||
Дужка | |||||
7,1 | 3,2 | 5,0 | 1,2 | 0,21 | П; К |
(7,5) | |||||
8 | 0,22 | ||||
(8,5) | 0,23 | ||||
9 | |||||
(9,5) | |||||
10 | 0,24 | ||||
(10,5) | 0,25 | ||||
11,2 | |||||
(12) | 0,26 | ||||
12,5 | |||||
(13) | |||||
14 | 0,27 | ||||
(15) | 0,28 | ||||
16 | |||||
(17) | |||||
18 | 0,30 | ||||
(19) | |||||
20 | 0,32 | ||||
22,4 | 1,3 | 0,34 | |||
(24) | |||||
25 | 0,36 | ||||
(26) | |||||
28 | |||||
(30) | |||||
31,5 | 0,38 | ||||
(34) | |||||
35,5 | |||||
(38) | |||||
40 | |||||
(43) | |||||
45 | |||||
(46) | |||||
(49) | |||||
50 | |||||
(52) | |||||
56 | 0,40 | ||||
(60) | 1,4 | 0,42 | |||
63 | |||||
(65) | |||||
71 | |||||
(75) | |||||
80 | 0,44 | ||||
(85) | |||||
90 | 0,46 | ||||
(95) | |||||
100 | 0,48 | ||||
112 | |||||
(120) | |||||
125 | |||||
(130) | 0,50 | ||||
140 | |||||
(150) | |||||
160 | |||||
(170) | |||||
180 | |||||
(190) | |||||
200 | 0,54 | ||||
(210) | 1,5 | ||||
224 | |||||
(240) | |||||
250 | 0,58 | ||||
(260) | |||||
280 | |||||
(300) | 0,62 | ||||
315 | |||||
(340) | 1,6 | 0,66 | |||
355 | |||||
(380) | |||||
400 | |||||
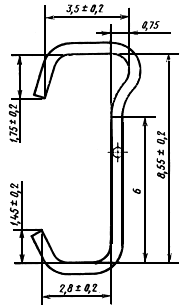
Исполнение 3
Черт.3
Таблица 3
Размеры в мм
Номер |
|
| Форма сечения | |||
Пред. откл. ±0,2 | ||||||
Дужка | ||||||
8 | 3,2 | 4,2 | 1,2 | 0,9 | 0,22 | П; К |
(8,5) | ||||||
9 | ||||||
(9,5) | 0,24 | |||||
10 | ||||||
(10,5) | 0,25 | |||||
11,2 | ||||||
(12) | 0,26 | |||||
12,5 | ||||||
(13) | ||||||
14 | 0,28 | |||||
(15) | ||||||
16 | 0,30 | |||||
(17) | ||||||
18 | 0,34 | |||||
(19) | ||||||
20 | ||||||
22,4 | 3,3 | 4,3 | 1,4 | 0,37 | ||
(24) | ||||||
25 | 0,40 | |||||
(26) | ||||||
28 | ||||||
(30) | 0,42 | |||||
31,5 | ||||||
(34) | 0,44 | |||||
35,5 | ||||||
(38) | 0,46 | |||||
40 | ||||||
(43) | ||||||
45 | ||||||
(46) | ||||||
(49) | ||||||
50 | ||||||
(52) | ||||||
56 | ||||||
(60) | 3,5 | 4,5 | 1,5 | 0,50 | П | |
63 | ||||||
(65) | ||||||
71 | ||||||
(75) | ||||||
80 | ||||||
(85) | ||||||
90 | ||||||
(95) | ||||||
100 | 3,7 | 4,8 | 1,6 | 0,54 | ||
112 | ||||||
(120) | ||||||
125 | ||||||
(130) | ||||||
Дужка | ||||||
7,1 | 3,5 | 4,6 | 1,5 | 0,9 | 0,21 | П; К |
(7,5) | ||||||
8 | 0,22 | |||||
(8,5) | 0,23 | |||||
9 | ||||||
(9,5) | ||||||
10 | 0,24 | |||||
(10,5) | 3,7 | 4,8 | 0,25 | |||
11,2 | ||||||
(12) | 0,26 | |||||
12,5 | ||||||
(13) | ||||||
14 | 0,27 | |||||
(15) | 0,28 | |||||
16 | ||||||
(17) | ||||||
18 | 0,30 | |||||
(19) | ||||||
20 | 0,32 | |||||
22,4 | 3,8 | 5,0 | 1,6 | 0,34 | ||
(24) | ||||||
25 | 0,36 | |||||
(26) | ||||||
28 | ||||||
(30) | ||||||
31,5 | 0,38 | |||||
(34) | ||||||
35,5 | ||||||
(38) | ||||||
40 | ||||||
(43) | ||||||
45 | ||||||
(46) | ||||||
(49) | ||||||
50 | ||||||
(52) | ||||||
56 | 0,40 | |||||
(60) | 4,2 | 5,4 | 1,7 | 1,0 | 0,42 | |
63 | ||||||
(65) | ||||||
71 | ||||||
(75) | ||||||
80 | 0,44 | |||||
(85) | ||||||
90 | 0,46 | |||||
(95) | ||||||
100 | 0,48 | |||||
112 | ||||||
(120) | ||||||
125 | ||||||
(130) | 0,50 | |||||
140 | ||||||
(150) | ||||||
160 | ||||||
(170) | ||||||
180 | ||||||
(190) | ||||||
200 | 0,54 | |||||
(210) | 4,3 | 5,6 | 1,8 | 1,1 | ||
224 | ||||||
(240) | ||||||
250 | ||||||
(260) | 0,58 | |||||
280 | ||||||
(300) | 0,62 | |||||
315 | ||||||
(340) | 4,4 | 5,8 | 0,66 | |||
355 | ||||||
(380) | ||||||
400 | ||||||
Дужка | ||||||
7,1 | 3,8 | 4,9 | 1,6 | 0,7 | 0,22 | П; К |
(7,5) | ||||||
8 | 0,23 | |||||
(8,5) | 0,24 | |||||
9 | ||||||
(9,5) | 0,25 | |||||
10 | 0,26 | |||||
(10,5) | 4,0 | 5,1 | 0,28 | |||
11,2 | ||||||
(12) | 0,30 | |||||
12,5 | ||||||
(13) | ||||||
14 | 0,32 | |||||
(15) | ||||||
16 | 0,34 | |||||
(17) | ||||||
18 | 0,36 | |||||
(19) | ||||||
20 | ||||||
22,4 | 4,2 | 5,4 | 1,7 | 0,8 | 0,38 | |
(24) | ||||||
25 | 0,40 | |||||
(26) | ||||||
28 | 0,42 | |||||
(30) | ||||||
31,5 | 0,9 | 0,42 | ||||
(34) | ||||||
35,5 | ||||||
(38) | ||||||
40 | ||||||
(43) | ||||||
45 | ||||||
(46) | ||||||
(49) | ||||||
50 | 0,44 | |||||
(52) | ||||||
56 | ||||||
(60) | 4,3 | 5,7 | 1,8 | 1,0 | 0,46 | |
63 | ||||||
(65) | ||||||
71 | ||||||
(75) | ||||||
80 | 0,48 | |||||
(85) | ||||||
90 | ||||||
(95) | ||||||
100 | 0,52 | |||||
112 | ||||||
(120) | 0,54 | |||||
125 | ||||||
(130) | 0,56 | |||||
140 | ||||||
(150) | ||||||
160 | ||||||
(170) | ||||||
180 | 0,58 | |||||
(190) | ||||||
200 | 0,60 | |||||
(210) | 4,7 | 6,1 | 1,9 | 1,1 | 0,62 | |
224 | 0,64 | |||||
(240) | 0,66 | |||||
250 | ||||||
(260) | 0,68 | |||||
280 | 0,70 | |||||
(300) | 0,74 | |||||
315 | ||||||
(340) | 0,75 | |||||
355 | ||||||
(380) | ||||||
400 | 4,9 | 6,4 | 2,0 | 0,76 | ||
(425) | ||||||
450 | ||||||
(475) | ||||||
500 | 5,2 | 6,7 | 0,80 | П | ||
(525) | ||||||
560 | ||||||
(575) | ||||||
(600) | 0,84 | |||||
630 | ||||||
(650) | ||||||
710 | 5,4 | 7,2 | 2,1 | 1,2 | 0,86 | |
(750) | ||||||
800 | 0,90 | |||||
900 | 5,6 | 7,5 | 1,5 | 1,00 | ||
1000 | ||||||
1120 | ||||||
Таблица 4
Размеры в мм
Номер |
| Форма сечения | ||||
Пред. откл. ±0,3 | ||||||
Дужка | ||||||
(60) | 7,35 | 9,8 | 2,9 | 1,5 | 0,35 | П; К |
63 | ||||||
(120) | 0,50 | |||||
125 | ||||||
180 | 0,60 | |||||
(240) | 0,75 | |||||
250 | ||||||
(300) | 0,80 | |||||
315 | ||||||
355 | 0,90 | |||||
(430) | 0,95 | |||||
450 | ||||||
500 | 1,02 | |||||
560 | 1,08 | |||||
630 | 1,12 | |||||
710 | 1,16 | |||||
(730) | ||||||
800 | 1,20 | |||||
(860) | 1,22 | |||||
900 | 1,24 | П | ||||
(925) | ||||||
1000 | 1,26 | |||||
(1055) | 1,28 | |||||
1120 | 1,30 | |||||
(1185) | 1,31 | |||||
1250 | 1,32 | |||||
(1315) | 1,33 | |||||
(1380) | 3,0 | 1,34 | ||||
1400 | ||||||
(1445) | 1,35 | |||||
1600 | 1,37 | |||||
(1700) | 1,39 | |||||
1800 | 1,41 | |||||
2000 | 1,43 | |||||
(2095) | 3,2 | 1,45 | ||||
2240 | 1,47 | |||||
(2355) | 1,49 | |||||
2500 | 1,51 | |||||
(2615) | 1,53 | |||||
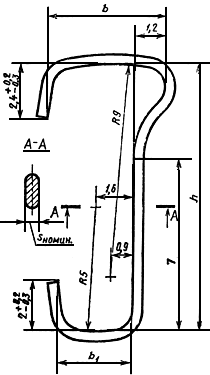
Исполнение 4
Черт.4
Таблица 5
Размеры в мм
Номер |
|
| Форма сечения |
(15) | 1,4 | 0,18 | П |
16 | |||
(17) | |||
18 | 0,20 | ||
(19) | |||
20 | |||
22,4 | |||
(24) | |||
25 | |||
(26) | |||
28 | |||
(30) | 1,5 | 0,26 | С |
31,5 | 0,27 | ||
(34) | 0,28 | ||
35,5 | 0,30 | ||
(38) | 0,31 | ||
40 | 0,33 | ||
(42) | 0,32 | ||
45 | 0,34 | ||
(48) | 0,35 | ||
50 | 0,37 | ||
(53) | 0,38 | ||
56 | 0,40 | ||
(60) | 1,6 | 0,39 | |
63 | 0,41 | ||
(65) | 0,42 | ||
71 | 0,45 | ||
(75) | 0,47 | ||
80 | 0,49 | ||
(85) | 0,52 | ||
90 | 0,54 |
Тип 1
Исполнение 5
Черт.4а
Таблица 5а
мм
Номер |
| Форма сечения | |||
Пред. откл. ±0,2 | |||||
16 | 2,6 | 4 | 1,5 | 0,18 | П |
18 | 0,20 | ||||
20 | |||||
22,4 | |||||
25 | |||||
28 | |||||
31,5 | 0,27 | С | |||
35,5 | 0,29 | ||||
38 | 0,31 | ||||
40 | 0,32 | ||||
45 | 0,34 | ||||
50 | 0,37 | ||||
53 | 0,38 | ||||
56 | 0,405 | ||||
(Измененная редакция, Изм. N 2).
Бегунки номеров, указанных в скобках, следует применять для колец, находящихся в эксплуатации.
1.8. Основные размеры бегунков типа 2 должны соответствовать указанным на черт.5-12 и в табл.6-12.
Тип 2
Для колец высотой ![]() мм
мм
Черт.5
Примечание. Бегунки должны быть изготовлены следующих номеров: (12); 12,5; 14; 16; 18; 20; 22,4; (24); 25; (26); 28; 30; 31,5; 35,5; (38); 40; (41); 45; (48); 50; 56; (60); 63; 71; (78); 80; 90; (96); 100; 112; (114).
Для колец высотой  мм
мм
Черт.6
Таблица 6
Размеры в мм
Номер |
|
| Форма сечения | ||
Пред. откл. ±0,4 | |||||
18 | 11,2 | 4,9 | 3,1 | 0,32 | П; К |
(19) | |||||
20 | 0,35 | ||||
25 | 0,38 | ||||
(30) | |||||
31,5 | |||||
35,5 | |||||
40 | 0,40 | ||||
45 | |||||
50 | 0,43 | ||||
60 | 0,48 | ||||
71 | 0,53 | ||||
80 | 0,60 | ||||
90 | |||||
100 | 0,62 | ||||
112 | 0,66 | ||||
(120) | 0,70 | ||||
125 | |||||
(130) | 0,73 | ||||
140 | 0,75 | ||||
(150) | 0,78 | ||||
160 | 0,80 | ||||
180 | 0,88 | ||||
200 | 0,90 | ||||
224 | 0,96 | ||||
(240) | 1,00 | ||||
250 | 11,3 | 5,0 | 3,2 | 1,05 | |
(300) | 1,10 | ||||
315 | |||||
355 | 1,15 | ||||
400 | 1,20 | ||||
450 | 1,25 | ||||
500 | 1,30 | ||||
Для колец высотой  мм
мм
Черт.7
Таблица 7
Размеры в мм
Номер |
|
|
|
20 | 13,7 | 6,0 | 3,6 |
(30) | |||
31,5 | |||
40 | |||
50 | |||
(60) | |||
63 | |||
71 | |||
80 | |||
90 | |||
100 | |||
112 | |||
(120) | |||
125 | |||
(130) | |||
140 | |||
(150) | |||
160 | |||
180 | |||
200 | 13,8 | 6,1 | 3,8 |
224 | |||
250 | |||
(300) | |||
315 | |||
355 | |||
400 | |||
450 | |||
500 |
Для колец высотой  мм
мм
Черт.8
Таблица 8
Размеры в мм
Номер |
|
|
|
| Форма сечения | |
40 | 17,4 | 7,3 | 3,8 | 1,8 | 0,35 | П; К |
45 | ||||||
50 | ||||||
56 | ||||||
(60) | ||||||
63 | ||||||
(65) | ||||||
71 | 0,40 | |||||
80 | 0,45 | |||||
90 | 0,50 | |||||
100 | ||||||
112 | 0,57 | |||||
(120) | 0,62 | |||||
125 | ||||||
140 | ||||||
160 | 0,65 | П; К* | ||||
(190) | 0,75 | |||||
200 | 0,80 | |||||
224 | ||||||
250 | 0,85 | |||||
(260) | ||||||
(300) | 0,90 | |||||
315 | ||||||
355 | 1,00 | |||||
400 | 1,05 | |||||
450 | 1,10 | |||||
500 | 1,15 | |||||
560 | 1,25 | |||||
630 | 1,30 | |||||
(650) | ||||||
710 | 1,32 | |||||
(750) | ||||||
800 | 1,35 | П | ||||
(850) | ||||||
900 | ||||||
(950) | ||||||
1000 | ||||||
1120 | ||||||
(1200) | ||||||
1250 | ||||||
(1300) | ||||||
1400 | ||||||
(1500) | ||||||
1600 | ||||||
(1700) | ||||||
1800 | ||||||
2000 | 17,5 | 7,7 | 4,0 | 2,0 | ||
2240 | ||||||
2500 | ||||||
(2700) | ||||||
3150 | 1,42 | |||||
(3400) | 1,45 | |||||
3550 | ||||||
4000 | ||||||
(4200) | ||||||
4500 | 1,62 | |||||
(4700) | ||||||
5000 | ||||||
5600 | ||||||
6000 |
_______________
* Бегунки круглого сечения номеров 160-750 должны быть изготовлены только из стали.
Для колец высотой  мм
мм
Черт.9
Таблица 9
Размеры в мм
Номер |
|
140 | 0,68 |
160 | 0,74 |
180 | 0,76 |
200 | 0,80 |
(210) | 0,85 |
224 | 0,88 |
250 | 0,91 |
(260) | 0,95 |
280 | |
(300) | 1,00 |
315 | |
355 | |
400 | 1,25 |
500 | |
630 | 1,37 |
710 | |
(770) | 1,25 |
800 | |
900 | 1,37 |
Для колец высотой  мм
мм
Черт.10
Таблица 10
Размеры в мм
Номер |
|
|
160 | 18,5 | 0,66 |
(190) | 0,75 | |
200 | ||
224 | 0,78 | |
250 | 0,85 | |
(260) | ||
240 | ||
(300) | 0,92 | |
315 | ||
355 | 1,00 | |
400 | 1,05 | |
450 | 1,10 | |
500 | 1,20 | |
560 | 1,26 | |
630 | 1,30 | |
(650) | ||
710 | 1,32 | |
(750) | ||
800 | 1,35 | |
(850) | ||
900 | ||
(950) | ||
1000 | ||
1120 | ||
(1200) | ||
(1250) | ||
(1300) | ||
1400 | ||
(1500) | ||
1600 | ||
(1700) | ||
1800 | ||
2000 | ||
2240 | ||
2500 | ||
(2700) | ||
3150 | 1,42 | |
(3400) | 19,0 | 1,45 |
3550 | ||
4000 | ||
4500 | 1,62 | |
(4700) | ||
5000 | ||
(5300) | ||
5600 | ||
6000 |
Для колец высотой  мм
мм
Черт.11
Таблица 11
Размеры в мм
Номер |
|
1800 | 1,60 |
2000 | 1,63 |
(2120) | |
2240 | 1,65 |
(2340) |
Для колец высотой  мм
мм
Примечание. Материал - проволока латунная.
Черт.12
Таблица 12
Размеры в мм
Номер |
|
| |||
Пред. откл. ±0,5 | |||||
600 | 27,3 | 9,3 | 5,3 | 2,3 | 1,15 |
710 | 1,25 | ||||
800 | 1,30 | ||||
900 | 1,35 | ||||
1000 | 1,40 | ||||
(1200) | 1,50 | ||||
1250 | |||||
1400 | 1,55 | ||||
1600 | 1,60 | ||||
1800 | 1,70 | ||||
2000 | |||||
2240 | 1,75 | ||||
(2400) | |||||
2500 | |||||
(2700) | 1,80 | ||||
2800 | |||||
(3000) | 1,90 | ||||
3150 | |||||
(3300) | |||||
3550 | 27,5 | 9,7 | 5,5 | 2,5 | |
4000 | |||||
(4300) | 2,00 | ||||
4500 | |||||
(4700) | |||||
5000 | |||||
(5300) | |||||
5600 | |||||
6000 | |||||
6300 | 2,10 | ||||
(6500) | |||||
7100 | 2,15 | ||||
8000 | |||||
(Измененная редакция, Изм. N 1, 2, 3).
1.9. Основные размеры бегунков типа 3 должны соответствовать указанным на черт.13 и 14.
Тип 3
Исполнение 1
Черт.13
Исполнение 2
Черт.14
Примечание к черт.13 и 14. Бегунки должны быть изготовлены следующих номеров: (25); 28; (30); 31,5; 35,5; (38); 40; 45; (48); 50; (53); 56; (60); 63; 71; (73); (75); 80; (83); (85); 90; (95); 100; 112; (120); 125; (130); 140; (150); 160; (170); 180; 200; 224; (240); 250; (260); 280; (300); 315.
(Измененная редакция, Изм. N 2).
1.10. Основные размеры бегунков типа 4 должны соответствовать указанным на черт.15 и в табл.13.
Тип 4
Черт.15
Таблица 13
Размеры в мм
Номер |
|
| Форма сечения |
16 | 8 | - | К |
20 | |||
22,4 | |||
25 | |||
31,5 | |||
35,5 | |||
40 | |||
45 | |||
50 | 0,52 | П | |
56 | |||
(60) | 0,56 | ||
63 | |||
(65) | 9 | 0,64 | |
71 | |||
(75) | 8 | 0,68 | |
80 | |||
(85) | |||
90 | |||
(95) | 0,70 | ||
100 | |||
112 | 0,74 | ||
(120) | 0,76 | ||
125 | 0,80 | ||
(130) | |||
140 | |||
160 | 0,86 | ||
180 | 0,88 | ||
200 | 0,92 |
Примеры условных обозначений бегунка типа 1, исполнения 1, стального, плоского сечения, номера 20:
Бегунок Т 1-1-20 ГОСТ 11031-76
То же, типа 1, исполнения 1, стального, круглого сечения, номера 20:
Бегунок Т 1-1-К-20 ГОСТ 11031-76
То же, типа 1, исполнения 2, дужки , стального, плоского сечения, номера 20:
Бегунок Т 1-2--20 ГОСТ 11031-76
То же, типа 1, исполнения 2, дужки , стального, круглого сечения, номера 20:
Бегунок Т 1-2--К-20 ГОСТ 11031-76
То же, типа 1, исполнения 4, стального, сегментного сечения, номера 30:
Бегунок Т 1-4-С-30 ГОСТ 11031-76
То же, типа 2 для колец с ![]() мм, стального, плоского сечения, номера 100:
мм, стального, плоского сечения, номера 100:
Бегунок Т 2-16,5-100 ГОСТ 11031-76
То же, типа 2 для колец с ![]() мм, из проволоки латунной круглого сечения, номера 100:
мм, из проволоки латунной круглого сечения, номера 100:
Бегунок 2-16,5-Л-К-100 ГОСТ 11031-76
(Измененная редакция, Изм. N 3, 4).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Бегунки должны быть изготовлены в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
Бегунки, предназначенные для работы в районах с тропическим климатом, кроме того, должны соответствовать требованиям ГОСТ 15151-69.
Коды типов бегунков и контрольного числа (КЧ) приведены в табл.14а.
Таблица 14а
Наименование типа бегунка | КЧ | Код ОКП |
Бегунки типа 1 - для колец с горизонтальным бортиком | 00 | 51 1293 1000 |
Бегунки типа 2 - для колец с вертикальным бортиком | 10 | 51 1293 4000 |
Бегунки типа 3 - для конических колец | 09 | 51 1293 7000 |
Бегунки типа 4 - для гиперболических колец | 05 | 51 1293 8000 |
(Измененная редакция, Изм. N 2).
2.2. Бегунки должны быть изготовлены из материалов, указанных в табл.14.
Таблица 14
Обозначения | Высота кольца, мм | Материал | |
типа | исполнения | ||
1 | 1-5 | - | Игольная проволока класса А по ГОСТ 5468-60 Стальная холоднокатаная лента из инструментальной и пружинной стали по ГОСТ 2283-79 |
2 | - | 8,0; 10,5; 13,0; 16,5; 17,0; 25,8 | |
3 | 1-2 | - | |
4 | - | - | |
2 | - | 16,5; 17,4; 25,8 | Проволока латунная по ГОСТ 1066-80 |
2.3. Содержание углерода и твердость стальных бегунков должны соответствовать указанным в табл.15.
Таблица 15
Обозначение | Высота кольца, мм | Содержание углерода, %, не менее | Твердость по Роквеллу HRC | ||
Тип | Исполнение | Номер | |||
1 | 1-5 | 7,1-80 | - | 1,10 | - |
1-5 | 85-2615 | 0,90 | 51...57 | ||
2 | - | 12-280 | 8,0; 16,5; 17,0 | 1,00 | |
18-180 | 10,5 | ||||
18-500 | 13,0 | ||||
200-500 | 10,5 | 0,70 | |||
300-6000 | 16,5; 17,0 | 45...53 | |||
1800-2340 | 25,8 | 51...57 | |||
3 | 1; 2 | 25-315 | - | 1,00 | |
4 | - | 16-140 | |||
160-200 | - | 0,70 | |||
Примечание. Разброс по твердости в пределах каждой партии не должен быть более четырех единиц. Допускается изготовлять бегунки типа 1 круглого сечения с содержанием углерода не менее 0,7%.
2.2, 2.3. (Измененная редакция, Изм. N 1, 2, 3).
2.4. (Исключен, Изм. N 2).
2.5. Намагниченность бегунков не допускается.
(Измененная редакция, Изм. N 2).
2.6. Бегунки должны быть отполированы. Параметр шероховатости рабочей поверхности стальных бегунков должен быть ![]() мкм по ГОСТ 2789-73.
мкм по ГОСТ 2789-73.
(Измененная редакция, Изм. N 1).
2.7. На поверхности бегунков не допускаются трещины, заусенцы, раковины, ржавчина.
Допускается с наружной стороны ножек бегунка вмятины от инструмента, на торцах ножек - следы сколов.
2.8. Предельное отклонение массы бегунков должно соответствовать величинам, указанным в табл.16.
Таблица 16
Обозначения | Высота кольца, мм | Предельное отклонение массы, % | |||
типа | исполнения | дужки | номера | ||
1 | 1 | - | 8-85 | - | ±2,5 |
2 | 8-130 | - | |||
7,1-400 | |||||
3 | 8-130 | - | |||
7,1-400 | |||||
7,1-1120 | ±3,0 | ||||
60-1315 | ±3,5 | ||||
1380-2615 | ±5,0 | ||||
4 | - | 15-90 | - | ±2,5 | |
2 | - | - | 12-114 | 8,0 | ±3,5 |
18-31,5 | 10,5 | ±3,0 | |||
35,5-500 | ±3,5 | ||||
20-315 | 13,0 | ±3,5 | |||
355-500 | ±4,0 | ||||
40-1120 | 16,5 | ±3,5* | |||
1200-6000 | ±6,0 | ||||
140-900 | 17,0 | ±3,5 | |||
160-1800 | 17,4 | ||||
2000-6000 | ±4,0 | ||||
1800-2340 | 25,8 | ±3,5 | |||
600-8000 | ±5,0** | ||||
3 | 1; 2 | - | 25-315 | - | ±3,5 |
4 | - | - | 16-200 | - | ±2,5 |
_______________
* Для бегунков из проволоки латунной предельное отклонение массы ±3,0%.
** Для бегунков из проволоки латунной.
(Измененная редакция, Изм. N 3).
2.9. По заказу потребителя бегунки для скорости более 30 м/с должны быть изготовлены с никелиевым покрытием.
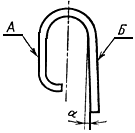
2.10. Отклонение формы и расположения поверхностей для бегунков типа 1 (исполнения 1, 2 и 3) не должно быть более:
отклонение ножек относительно прямой - касательной к окружностям радиуса
(черт.16, угол
) - 12°;
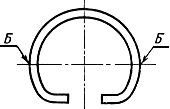
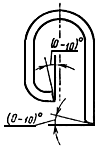
отклонение плоскостей относительно плоскости симметрии (черт.17, угол
) - 15°;
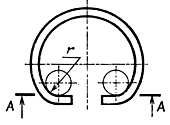
отклонение от симметричности расположения паза и поверхностей относительно плоскости симметрии (черт.18 исполнения 1, 2, 3 и 5) - 0,1 мм.
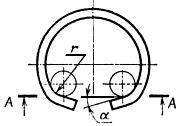
Черт.16

Черт.17
Черт.18
Вогнутость ножек относительно прямой (черт.19) не допускается.
Черт.19
(Измененная редакция, Изм. N 2).
2.11. Для бегунков типа 4 отклонение поверхностей и
(черт.20, угол
) не должно быть более 3°.
Черт.20
2.12. Отклонение среза ножек бегунков типа 4 не должно быть более величин, указанных на черт.21.
Черт.21
2.13. Отклонение загнутой ножки бегунка типа 4 от горизонтали (черт.22, угол ) не должно быть более 3°.
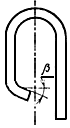
Черт.22
2.14. Отклонение от плоскостности ножек для бегунков всех типов (черт.23 и 24) не должно быть более величин, указанных в табл.17.
|
|
Черт.23 | Черт.24 |
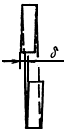
Таблица 17
Размеры в мм
Обозначения | Высота кольца | ||||
типа | исполнения | дужки | номера | ||
1 | 1 | - | 8-85 | - | 0,1 |
2 | 8-130 | - | |||
3 | |||||
4 | - | ||||
2 | 7,1-200 | - | 0,2 | ||
3 | |||||
2 | 210-400 | - | 0,4 | ||
3 | |||||
7,1-1100 | |||||
60-2615 | 0,5 | ||||
5 | - | 16-56 | 0,3 | ||
2 | - | - | 12-500 | 8,0; 10,5 | 0,8 |
20-8000 | 13,0; 16,5; 17,0; 17,4; 25,8 | 1,0 | |||
3 | 1; 2 | - | 25-315 | - | 0,8 |
4 | - | - | 16-200 | - | 0,3 |
(Измененная редакция, Изм. N 1, 2).
2.15. Упругость бегунков типа 1, исполнений 1-3 и 5, номеров 7,1-80 характеризуется величиной остаточной деформации, которая должна соответствовать указанной в табл.18.
Таблица 18
Обозначения | Величина | Величина остаточной деформации, % | ||
исполнения | дужки | номера | ||
1 | - | 8-38 | 1,2 | 8 |
2 | ||||
1 | - | 40-80 | 1,0 | 12 |
2 | ||||
7,1-38 | 1,4 | 8 | ||
40-80 | 1,3 | 12 | ||
3 | 8-38 | 1,2 | 8 | |
40-80 | 1,0 | 12 | ||
7,1-38 | 1,4 | 8 | ||
40-80 | 1,3 | 12 | ||
7,1-38 | 1,5 | 8 | ||
40-80 | 12 | |||
5 | - | 16-56 | 1,2 | 8 |
(Измененная редакция, Изм. N 2).
2.16. (Исключен, Изм. N 2).
2.17. Число вылетов бегунков со 100 веретен за первые 2 ч работы (на приработанных кольцах) на скорости, указанной в табл.22, не должно превышать указанного в табл.20.
Таблица 20*
________________
* Нумерация соответствует оригиналу. - .
Обозначения | Число вылетов | |||
типа | исполнения | дужки | номера | |
1 | 1 | - | 8,0-55 | 6 |
2 | ||||
7,1-55 | ||||
3 | ||||
1 | - | Св. 60 | 2 | |
2 | ||||
3 | ||||
4 | - | 15-90 | 6 | |
5 | 16-56 | 5 | ||
(Измененная редакция, Изм. N 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия бегунков требованиям настоящего стандарта предприятие-изготовитель должно проводить приемочный контроль.
3.2. Приемочному контролю следует подвергать каждую партию бегунков.
За партию принимают число бегунков одного типа исполнения, номера, оформленных одним документом.
При приемочном контроле бегунки следует проверять на соответствие требованиям:
пп.1.6; 2.7 - 100 бегунков от партии;
пп.1.5; 1.7-1.10 - 20 бегунков от партии;
пп.2.6; 2.10-2.14 - 10 бегунков от партии;
п.2.3 - 5 бегунков от партии.
(Измененная редакция, Изм. N 1).
3.3. В случае несоответствия бегунков одному из показателей настоящего стандарта следует проводить повторную проверку удвоенного числа бегунков по полной программе.
Результат повторной проверки является окончательным и распространяется на всю партию.
(Измененная редакция, Изм. N 2).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Массу бегунков (п.1.6) следует определять их взвешиванием на лабораторных весах марки ВЛК-500 или ВЛКТ-500 по ГОСТ 24104-80.
(Измененная редакция, Изм. N 3).
4.2. Проверка содержания углерода (п.2.3) - по ГОСТ 22536.1-77.
4.3. Проверка твердости (п.2.3) - по ГОСТ 9013-59. Допускается проверять твердость бегунков на свидетелях, подвергаемых термической обработке одновременно с бегунками.
4.4. Параметр шероховатости поверхности бегунков (п.2.6) следует проверять сравнением с образцами шероховатости поверхности по ГОСТ 9378-75.
4.5. Геометрическую форму бегунков (пп.2.10-2.14) следует проверять калибрами и сравнением с компараторным чертежом при 10 на микропроекторе МР-320.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Бегунки одного типа, исполнения и номера должны быть обернуты в парафинированную бумагу по ГОСТ 9569-79 и уложены в коробки из картона по ГОСТ 7933-75.
5.2. Число бегунков, упакованных в одну коробку, должно соответствовать указанному в табл.21.
Таблица 21
Обозначения | Высота кольца, мм | Число бегунков | |||
типа | исполнения | дужки | номера | ||
1 | 1-5 | 7,1-15 | - | 5000 | |
16-100 | 10000 | ||||
112-140 | 8000 | ||||
150-170 | 7000 | ||||
180-240 | 5000 | ||||
250-340 | 4000 | ||||
355-425 | 3000 | ||||
450-650 | 2000 | ||||
710-1120 | 1500 | ||||
3 | 60-925 | 2000 | |||
1000-1315 | 1500 | ||||
1400-2095 | 1000 | ||||
2240-2500 | 800 | ||||
2615 | 700 | ||||
2 | - | - | 18-260 | 10,5; 13,0; 17,0 | 5000 |
280-400 | 3000 | ||||
450-900 | 10,5; 13,0; 17,0 | 2000 | |||
12-250 | 8,0; 16,5; 17,4 | 5000 | |||
260-400 | 16,5; 17,4 | 4000 | |||
450-650 | 16,5; 17,4 | 3000 | |||
710-1120 | 2000 | ||||
1200-1500 | 1500 | ||||
1600-2000 | 1000 | ||||
2240-2700 | 800 | ||||
3150-3550 | 500 | ||||
4000-6000 | 400 | ||||
600-1000 | 25,8 | 1500 | |||
1200-2120 | 1000 | ||||
2240-2800 | 800 | ||||
3000-3300 | 700 | ||||
3550-4700 | 500 | ||||
5000-5600 | 400 | ||||
6000-8000 | 300 | ||||
3 | 1; 2 | - | 25-260 | - | 5000 |
280-315 | 3000 | ||||
4 | - | - | 16-35,5 | - | 5000 |
40-60 | 10000 | ||||
63-85 | 8000 | ||||
90-130 | 7000 | ||||
140-200 | 5000 | ||||
(Измененная редакция, Изм. N 2).
5.3. В каждую коробку должен быть вложен ярлык, в котором указывают:
дату выпуска;
условное обозначение бегунка;
номер контролера и штамп ОТК;
порядковый номер паспорта, по которому партия бегунков проходила обработку.
5.4. На коробку следует наклеивать этикетку, содержащую:
наименование министерства и главного управления предприятия-изготовителя;
наименование или товарный знак предприятия-изготовителя;
условное обозначение бегунка;
число бегунков в коробке;
дату выпуска.
5.5. Коробки с бегунками одного типа, исполнения и номера следует укладывать в деревянные ящики по ГОСТ 2991-76. Внутреннюю поверхность ящиков следует обкладывать пергамином по ГОСТ 2697-75, битумной бумагой по ГОСТ 515-77 или рубероидом по ГОСТ 10923-82.
Ящики с бегунками, предназначенными для экспорта, - по ГОСТ 24634-81.
Масса брутто - не более 50 кг.
(Измененная редакция, Изм. N 3).
5.6. В каждый ящик должен быть вложен упаковочный лист, в котором следует указывать:
условное обозначение бегунка;
число бегунков;
подпись лица, проводившего упаковывание.
5.7. На упакованный ящик следует прикреплять бирку с указанием грузополучателя, грузоотправителя и их адреса.
5.8. Маркировка транспортной тары - по ГОСТ 14192-77.
Маркировка транспортной тары с бегунками, предназначенными для экспорта, - по заказ-наряду внешнеторговых организаций.
5.9. Транспортирование бегунков - по группе С ГОСТ 15150-69 транспортом любого вида в соответствии с действующими на каждом виде транспорта правилами перевозок грузов.
5.8, 5.9. (Измененная редакция, Изм. N 2).
5.10. Бегунки следует хранить в вентилируемых помещениях при температуре не ниже 6°С и при относительной влажности воздуха не выше 60%.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Предприятие-изготовитель должно гарантировать соответствие бегунков требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования и хранения.
(Измененная редакция, Изм. N 2).
6.2. Гарантийная наработка стальных бегунков должна соответствовать указанному в табл.22, из медно-цинковых сплавов в табл.23 со дня ввода их в эксплуатацию.
Таблица 22
Обозначение бегунка | Высота кольца, мм | Обозначение бегунка | Наименование | Скорость бегунка, м/с | Гарантийная наработка, ч | |||
Тип | Исполнение | Тип | Исполнение | волокна | процесса | |||
1 | 1-3 | - | 1 | 1-4 | Хлопок | Прядение | 30 | 130 |
4 | 4 | 35 | 110 | |||||
1; 2 | 4 | Стекловолокно | Кручение | 30 | 13 | |||
3 | 2; 5 | Шерсть | Аппаратная система прядения, кручение | 20 | 9 | |||
7 | Шерсть | Гребенная система прядения | 25 | 105 | ||||
Продолжение табл.22
Обозначение кольца | Высота кольца, мм | Обозначение кольца | Наименование | Скорость бегунка, м/с | Гарантийная наработка, ч | |||
Тип | Исполнение | Тип | Исполнение | волокна | процесса | |||
1 | 3 | - | 1 | 3; 5 | Лен | Прядение | 18 | 6 |
5 | Асбест | 11 | 7 | |||||
4 | Химическое волокно | 22 | 56 | |||||
5 | - | - | Хлопок | Кручение прядение | 30 | 130 | ||
Прядение | 35 | 110 | ||||||
2 | - | 8,0 | 2 | Химическое волокно | Кручение | 45 | 24* | |
10,5 | 1 | 16* | ||||||
16,5 | 5 | Шерсть | Аппаратной системы прядения | 20 | 110 | |||
16,5 | 2 | Шерсть | Аппаратная система прядения | 20 | 28 | |||
13,0 | - | Гребенная система прядения | 25 | 110 | ||||
16,5 | 5 | |||||||
16,5 | 2; 3 | Лен | Кручение | 18 | 16 | |||
25,8 | ||||||||
3 | 1; 2 | - | 3 | 1; 2 | Шерсть | Гребенная система прядения | 25 | 110 |
4 | - | - | 4 | - | Шерсть | Кручение | 20 | 80 |
_______________
* Для бегунков с никелевым покрытием.
Таблица 23
Тип бегунка | Высота кольца, мм | Обозначение кольца | Наименование | Скорость бегунка, м/с | Гарантийная наработка, ч | ||
Тип | Исполнение | волокна | процесса | ||||
2 | 16,5 | 2 | 2 | Хлопок | Кручение | 20 | 50 |
16,5; 25,8 | 2; 3 | Лен | 18 | 32 | |||
17,4 | 2 | Асбест | 14 | 6 | |||
25,8 | 3; 4 | Химическое волокно | 16 | 18 | |||
(Измененная редакция, Изм. N 2, 4).
6.3. Гарантийный срок хранения - 6 мес с момента изготовления.
(Измененная редакция, Изм. N 2).
ПРИЛОЖЕНИЕ
Обязательное
Выбор бегунков в зависимости от типа кольца
Обозначение бегунка по настоящему стандарту | Высота кольца, мм | Обозначение бегунка | Обозначение кольца | ||||||
Тип | Исполнение | Дужка | Номер чертежа | Исполнение | Дужка | Тип | Исполнение | Ширина или высота бортика, мм | |
1 | 1 | - | 1 | - | 1 | 1 | 1 | 4 | 2,80 |
2 | 2 | 2 | 1; 4 | 3,20 | |||||
3 | |||||||||
3 | 3 | 2 | 2 | 3,20 | |||||
3 | 4,00 | ||||||||
4 | 1; 2; 4; 7 | ||||||||
5 | 3; 5 | 6,30 | |||||||
4 | - | - | 1; 4 | 3,20 | |||||
5 | 4а | - | 4 | ||||||
2 | - | - | 5 | 8,0 | 1 | - | 2 | - | 8,0 |
6 | 10,5 | 2 | 1; 5 | 10,5 | |||||
7 | 13,0 | 3 | - | 13,0 | |||||
8 | 16,5 | 4 | 2; 5 | 16,5 | |||||
9 | 17,0 | 5 | - | 17,0 | |||||
10 | 17,4 | 6 | - | 17,4 | |||||
11 | 25,8 | 7 | 3; 4 | 25,8 | |||||
12 | 8 | ||||||||
3 | 1 | - | 13 | - | 1 | - | 3 | 1; 2 | 11,0 |
2 | - | 14 | - | 2 | |||||
4 | - | - | 15 | - | - | - | 4 | - | 10,0 |
(Измененная редакция, Изм. N 2).
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1983
Редакция документа с учетом
изменений и дополнений подготовлена
