ГОСТ 34609-2019
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КРАНЫ ШАРОВЫЕ И КРАНЫ С КОНУСНЫМ ЗАКРЫВАЮЩИМ ЭЛЕМЕНТОМ С РУЧНЫМ УПРАВЛЕНИЕМ ДЛЯ ГАЗОВЫХ УСТАНОВОК ЗДАНИЙ
Manually operated ball valves and closed bottom taper plug valves for gas installations for buildings
МКС 23.060.20
Дата введения 2020-05-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Российский научно-технический центр информации по стандартизации, метрологии и оценке соответствия" (ФГУП "") на основе собственного перевода на русский язык немецкоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 октября 2019 г. N 123-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 30 октября 2019 г. N 1180-ст межгосударственный стандарт ГОСТ 34609-2019 введен в действие в качестве национального стандарта Российской Федерации с 1 мая 2020 г.
5 Настоящий стандарт является модифицированным по отношению к стандарту DIN EN 331:2016* "Краны шаровые и краны с конусным закрывающим элементом с ручным управлением для газовых установок зданий" ("![]()
![]() und
und ![]() mit geschlossenem Boden
mit geschlossenem Boden die Gas-Hausinstallation", MOD) путем изменения отдельных фраз (слов, значений показателей, ссылок), которые выделены в тексте курсивом**.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей.
** В оригинале обозначения и номера стандартов и нормативных документов в разделах "Предисловие", "Нормативные ссылки" и в приложении ДА приводятся обычным шрифтом, остальные по тексту документа выделены курсивом. - .
Сведения о соответствии ссылочных межгосударственных стандартов европейским и международным стандартам, использованным в качестве ссылочных в примененном европейском стандарте, приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Введение
Приложение ZA "Разделы настоящего европейского стандарта, соответствующие основным требованиям и другим положениям директив EC" DIN EN 331:2016 не включено в настоящий стандарт.
1 Область применения
1.1 В настоящем стандарте указаны характеристики конструкции, производительности и безопасности шаровых кранов и конусных кранов. В нем также подробно описаны методы испытаний и положения о маркировке.
Настоящий стандарт применяется к металлическим кранам, которые не используют в бытовых и коммерческих установках внутри или за пределами зданий, используя газы первого, второго и третьего семейства (указанные в ГОСТ 5542 и ГОСТ 20448), и которые работают под давлением 0,2·10 Па, 0,5·10
Па, 1·10
Па, 5·10
Па и 20·10
Па и в интервалах температур от минус 5°С или минус 20°С до плюс 60°C.
Примечание - "Не прямо зарытое" в контексте настоящего стандарта означает, что клапаны находятся под землей при отсутствии непосредственного контакта с землей или другими материалами, например установлены в защищенной оболочке.
1.2 Номинальные размеры клапана DN, приводимые в настоящем стандарте: 6, 8, 10, 12, 15, 20, 25, 32, 40, 50, 65, 80, 100.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 5542-2014 Газы горючие природные промышленного и коммунально-бытового назначения. Технические условия
ГОСТ EN 13611-2016 Устройства обеспечения безопасности и устройства управления горелками и приборами, работающими на газообразном и/или жидком топливах. Общие технические требования
________________
В Российской Федерации действует ГОСТ Р 55209-2012 (ЕН 13611:2007) "Устройства безопасности, регулирования и управления для газовых горелок и газовых приборов. Общие требования".
ГОСТ 15527-2004 Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки
ГОСТ ISO 16010-2013 Уплотнения эластомерные. Требования к материалам уплотнений, применяемых в трубопроводах и арматуре для газообразного топлива и углеводородных жидкостей
ГОСТ 20448-2018 Газы углеводородные сжиженные топливные для коммунально-бытового потребления. Технические условия
ГОСТ 24705-2004 (ИСО 724:1993) Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 28338-89 (ИСО 6708-80) Соединения трубопроводов и арматура. Номинальные диаметры. Ряды
ГОСТ 32388-2013 Трубопроводы технологические. Нормы и методы расчета на прочность, вибрацию и сейсмические воздействия
ГОСТ 33257-2015 Арматура трубопроводная. Методы контроля и испытаний
ГОСТ IEC 60730-1-2011 Автоматические электрические управляющие устройства бытового и аналогичного назначения. Часть 1. Общие требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены также следующие термины с соответствующими определениями:
3.1 стандартные исходные условия (standard reference conditions): Условия, при которых корректируются все измеренные значения (температура - 15°C; абсолютное давление - 1013,25·10 Па; сухой воздух).
3.2 запорный клапан (кран) (shut off valve): Устройство, которое открывает или закрывает поток газа путем перемещения запорного элемента. Клапан управляется вручную, если управление осуществляет пользователь.
3.3 Комплектующие
3.3.1 затвор (obturator): Подвижная часть клапана, отключающая подачу газа.
3.3.2 исполнительный механизм (actuating mechanism): Часть клапана, приводящая в действие затвор.
3.3.3 ручной привод (manual actuator): Механизм с ручным управлением.
3.3.4 газовый канал (gas way): Проход в клапане, через который течет газ.
3.3.5 соединение (joint): Средства соединения элементов газовой установки согласно ГОСТ 32388.
3.3.6 гибкое соединение (flexible appliance connector): Элемент гибкого трубопровода, который должен быть установлен между концом неподвижной трубы и входным патрубком прибора по ГОСТ 32388.
3.4 Герметичность
3.4.1 внешняя герметичность (external leak-tightness): Герметичность газоносного отсека относительно атмосферы.
3.4.2 внутренняя герметичность (internal leak-tightness): Герметичность между входом и выходом крана с затвором в закрытом положении.
3.5 давления (pressures): Давления, измеренные в статических условиях. Все приведенные давления относятся к атмосферному давлению.
3.5.1 входное давление (inlet pressure): Давление на входе в кран.
3.5.2 давление на выходе (outlet pressure): Давление на выходе из крана.
3.5.3 максимальное рабочее давление; МРД (maximum operating pressure): Максимальное давление, при котором кран может работать непрерывно при нормальных рабочих условиях.
3.5.4 испытательное давление (test pressure): Давление, которое следует применять во время испытания.
3.5.5 разность давлений (pressure difference): Разница между входным и выходным давлениями.
3.6 номинальный расход (rated flow rate): Расход воздуха при стандартных исходных условиях, при определенном перепаде давления.
3.7 Температуры
3.7.1 температура окружающей среды (ambient temperature): Температура среды, окружающей газовый кран.
3.7.2 максимальная рабочая температура; МРТ (maximum operating temperature): Максимальная температура, при которой кран может работать непрерывно в нормальных рабочих условиях.
3.7.3 минимальная рабочая температура (minimum operating temperature): Самая низкая температура (минус 5°C; минус 20°C), заявленная производителем, при которой кран может работать.
Примечание - Производители могут заявлять температуру ниже минус 20°C.
3.8 Рабочий крутящий момент
3.8.1 момент открытия (opening torque): Крутящий момент, который должен быть применен к ручному приводу, для того чтобы переместить затвор из закрытого в открытое положение.
3.8.2 момент закрытия (closing torque): Крутящий момент, который должен быть применен к ручному приводу, для того чтобы переместить затвор из открытого в закрытое положение.
3.9 частота срабатывания (cycling frequency): Количество рабочих циклов, т.е. от закрытого положения к открытому положению и обратно к закрытому положению, произведенных в единицу времени.
3.10 номинальный размер DN (nominal size): Буквенно-цифровое обозначение размера для компонентов системы трубопроводов, используемое в справочных целях и содержащее буквы DN, за которыми следует безразмерное целое число, косвенно связанное с физическим размером, мм, внутренним диаметром или внешним диаметром концевых соединений согласно ГОСТ 28338.
4 Характеристика продукции
4.1 Реакция на огонь
Шаровые краны и краны с конусным закрывающим элементом с ручным управлением в соответствии с настоящим стандартом классифицируют как принадлежащие классу A1 "Не горящие".
4.2 Размеры и допуски
4.2.1 Материалы
4.2.1.1 Корпус, затвор и шток должны быть изготовлены в одном из следующих материалов:
a) медный сплав, за исключением сплава алюминия и бронзы, согласно таблице 1;
b) литой чугун, за исключением ламинарного чугуна;
________________
См. [1].
c) кованая сталь и литая сталь![]() .
.
________________
![]() См. [2].
См. [2].
Все части, контактирующие с газом или окружающей атмосферой, должны быть изготовлены из коррозионно-стойких материалов или проходить испытание на солевое распыление (см. 5.6.3). Список подходящих материалов из медного сплава по ГОСТ 15527 приведен в таблице 1.
Таблица 1 - Тип подходящих материалов из медного сплава
Материал | Справочные стандарты. Выбор стандарта после обработки материала | ||||
Обозначение ГОСТ 15527 | Обозначение EU | Номер | Вращение | Штамповка, ковка | Литье |
________________ | |||||
Латунь марки Л63 | CuZn37 | CW508L | [4], [5] | [9], [10] | - |
- | CuZn40 | CW509L | [4], [5] | [9], [10] | - |
ЛС61-3 | CuZn36Pb3 | CW603N | [4], [6], [8] | - | - |
- | CuZn37Pb1 | CW605N | [8] | - | - |
- | CuZn37Pb2 | CW606N | [4], [6], [7] | - | - |
ЛС59-1 с огр. Рb по ТУ | CuZn39Pb0,5 | CW610N | [6], [4] | [8], [9] | - |
ЛС59-1 | CuZn39Pb1 | CW611N | [6], [4], [7] | [8], [9] | - |
ЛС58-2 по ТУ | CuZn39Pb2 | CW612N | [6], [4], [7] | [8], [9] | - |
ЛС59-3 | CuZn39Pb3 | CW614N | [6], [4], [7] | [8], [9] | - |
ЛС59-2 | CuZn40Pb2 | CW617N | [6], [4], [7] | [8], [9] | - |
- | CuZn39Pb1AlB-C | CC755S | - | - | [10] |
- | CuZn38Al-C | CC767S | - | - | [10] |
- | CuSn10-C | CC480K | - | - | [10] |
- | CuSn5Zn5Pb5-C | CC491K | - | - | [10] |
- | CuSn3Zn8Pb5-C | CC490K | - | - | [10] |
Примечание - Материалы с равными или лучшими химическими и механическими характеристиками могут быть приняты. | |||||
Защита от коррозии пружин и прочих движущихся деталей не должна быть нарушена при движении.
4.2.1.2 Материал, указанный в перечислениях b) и c) 4.2.1.1, должен быть испытан в соответствии с 5.6.3 (сопротивление солевому распылению).
После проведения теста коррозия, которая может ухудшить работу устройства, должна быть выявлена путем визуального осмотра (без учета возможных солевых отложений), а внешняя герметичность устройства (подключенного и отсоединенного) остается в соответствии с требованием, определенным в 4.4.
4.2.1.3 Пружины и другие движущиеся части, изготовленные из некоррозионно-стойких материалов, должны быть защищены от коррозии и сохранять защитное покрытие даже при движении, возникающем в результате работы крана. После испытания по 5.6.1 эти детали должны выдерживать испытание по 5.6.3.
4.2.1.4 Эластомерные уплотнительные материалы должны соответствовать определенным стандартам![]() или ГОСТ ISO 16010. Кроме того, диапазон температур материалов, указанных в техническом паспорте, должен охватывать классы температуры крана, приведенные в таблице 3.
или ГОСТ ISO 16010. Кроме того, диапазон температур материалов, указанных в техническом паспорте, должен охватывать классы температуры крана, приведенные в таблице 3.
________________
![]() См. [11].
См. [11].
4.2.1.5 Смазочные материалы должны соответствовать установленным требованиям![]() . Кроме того, диапазон температур смазки, указанный в техническом паспорте, должен покрывать классы температуры крана, приведенные в таблице 3.
. Кроме того, диапазон температур смазки, указанный в техническом паспорте, должен покрывать классы температуры крана, приведенные в таблице 3.
________________
![]() См. [12].
См. [12].
4.2.1.6 Анаэробные герметики для соединений должны соответствовать общепринятой практике![]() .
.
________________
![]() См. [13].
См. [13].
4.2.2 Конструкция
Краны должны быть сконструированы таким образом, чтобы после установки невозможно было снять затвор или уплотнение, не повреждая кран или оставляя явные признаки несанкционированного доступа.
4.2.3 Внешний вид продукта
При осмотре невооруженным глазом с поправкой на нормальное зрение все компоненты крана не должны иметь острых краев и углов, которые могут приводить к повреждению, травме или неправильной работе.
4.2.4 Обслуживание кранов
Все краны должны быть сконструированы таким образом, чтобы не требовалось техническое обслуживание.
4.2.5 Пружины
Если используют пружину, то две торцевые грани пружины должны быть параллельными и перпендикулярными оси пружины. Торцевые витки пружины не должны повреждать их сопрягаемые грани.
4.2.6 Толщина стенки
Толщина стенки газового канала для выхода в атмосферу или отверстий, соединенных с атмосферой, должна составлять не менее 1 мм. Отверстия для винтов, крепежа и т.д., используемые для соединения частей и для монтажа, не могут быть каналом утечки между газовыми каналами и атмосферой.
4.2.7 Пробковый кран
4.2.7.1 Пробка должна быть спроектирована и смонтирована в корпусе таким образом, чтобы верхний край уплотнительной поверхности выступал в соответствующую уплотнительную поверхность конусного корпуса.
4.2.7.2 Должно быть предусмотрено минимальное расстояние 1 мм, для того чтобы обеспечить возможность замены пробки в случае износа. Верхняя часть уплотнительной поверхности пробки должна быть ниже уплотнительной поверхности по отношению к корпусу.
4.2.8 Кольцевое уплотнение
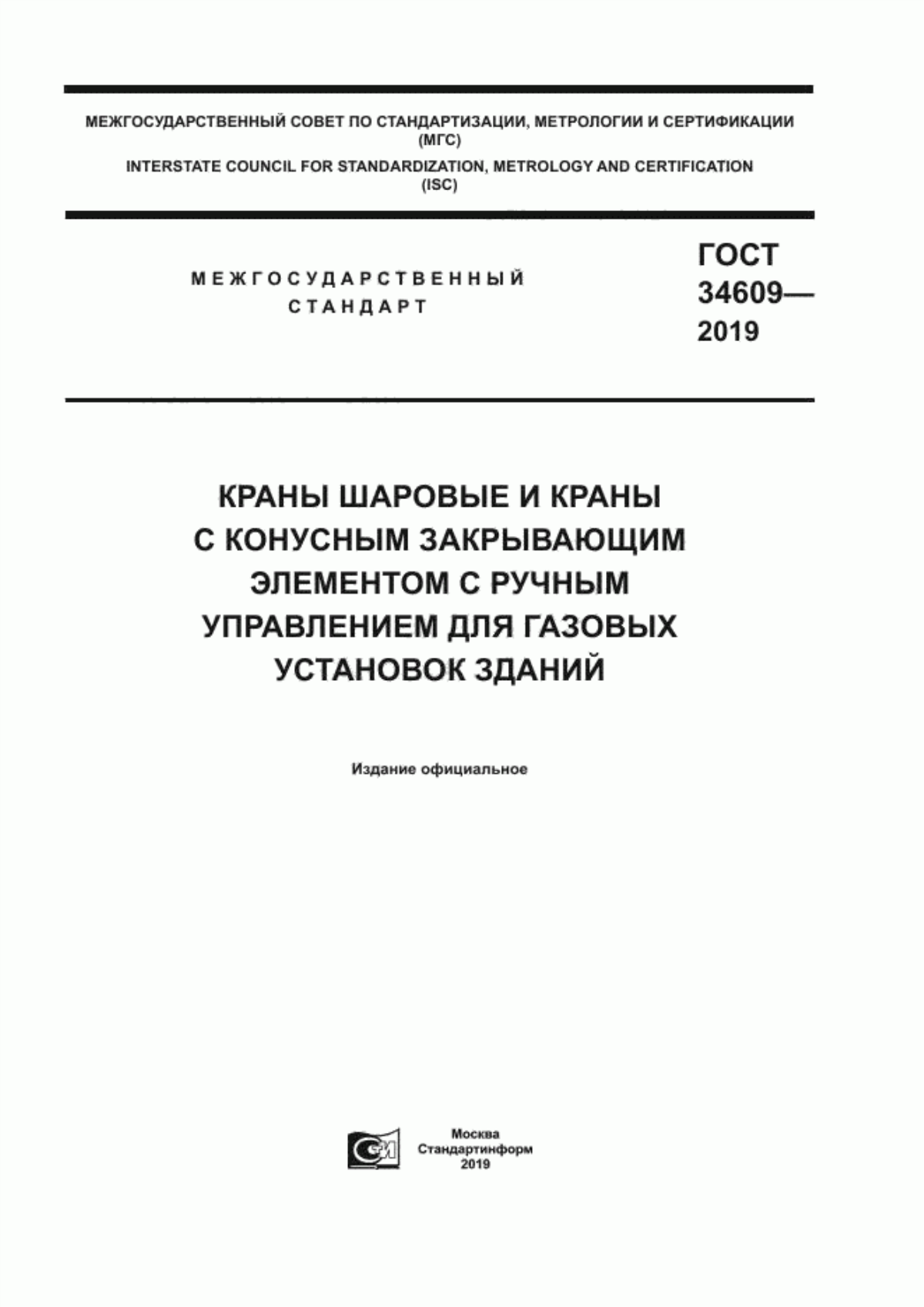
С краном в полностью закрытом положении угловое расстояние между газовым отверстием в уплотняющем устройстве, как входным отверстием, так и выходным отверстием в корпусе крана должно быть не менее 8° для DN 50 и 6° для DN от 65 до 100 с погрешностью измерения 1° при измерении в соответствии с 5.7 (см. рисунок 1).
|
1 - направление открытия; 2 - корпус крана; 3 - седло; 4 - поток; 5 - затвор (уплотняющее устройство)
Рисунок 1 - Кольцевое уплотнение
4.2.9 Уплотнения
Уплотнение на затворе должно быть выполнено таким образом, чтобы герметичность достигалась механическими средствами. Это исключает использование для этой цели всех уплотнительных материалов, таких как жидкости, пасты и ленты.
Герметичность между различными частями корпуса должна быть обеспечена механическими средствами. Для поддержания механической герметичности можно использовать дополнительные продукты.
Если используют клеи, пасты, ленты, они должны соответствовать определенным требованиям.
________________
См. [13]-[15].
4.2.10 Работа
4.2.10.1 Краны должны быть сконструированы таким образом, чтобы их можно было эксплуатировать с помощью ручного привода, например ручки, ключа или подобного устройства.
4.2.10.2 Краны, управляемые поворотом рукоятки, должны закрываться по часовой стрелке.
Вращение от открытого до закрытого положения должно составлять четверть оборота. Если ручной привод или рукоятка отсоединяется, то конец рабочего вала должен быть обозначен таким образом, чтобы четко отображались открытое и закрытое положения.
4.2.11 Остановки
На кранах конечные положения "Открыто" и "Закрыто" ограничены фиксированными, нерегулируемыми упорами. Ручной привод должен быть сконструирован таким образом, чтобы находился:
- под прямым углом к направлению потока для закрытого положения;
- параллельно направлению потока для открытого положения.
Каждая часть рабочего механизма, которая может вращаться, должна указывать открытое или закрытое положение запирающего элемента. Кран может включать в себя систему блокировки, которая позволяет блокировать кран и быть герметично закрытым в отключенном положении.
Если ручной привод отмечен знаком "Не снимаемый", не должно быть возможности демонтировать ручной привод.
Не допускается демонтаж ручного привода, если только не предусмотрено, что он будет вновь установлен в положение, обеспечивающее правильную работу.
4.2.12 Соединения
4.2.12.1 Резьбы
a) Резьбовые герметичные соединения на впускных и выпускных патрубках кранов должны соответствовать требованиям ГОСТ 24705.
b) Негерметичные соединения должны соответствовать ГОСТ 24705![]() .
.
________________
![]() См. также [16].
См. также [16].
c) Краны с резьбовыми соединениями должны иметь плоскости на корпусе, которые необходимы для установки и использования имеющихся в свободной продаже инструментов.
4.2.12.2 Болтовое фланцевое соединение
Для кранов с фланцевыми соединениями размеры соединений должны соответствовать установленной практике![]() .
.
________________
![]() См. [17]-[19].
См. [17]-[19].
Примечание - Рекомендуется использовать фланцы с рельефной поверхностью.
4.2.12.3 Соединение капилляров
Размеры соединений для капиллярных, паянных мягким или твердым припоем соединений должны соответствовать определенным размерам![]() .
.
________________
![]() См. [20].
См. [20].
4.2.12.4 Соединительная муфта
Если для выходного соединения используют соединение (гайку с вкладышем) с неметаллическими прокладками, все прокладки должны иметь толщину не менее 2 мм и прикрепляться к вкладышу таким образом, чтобы их нельзя было случайно отсоединить.
4.2.12.5 Компрессионные соединения
Размеры конструкции компрессионных соединений должны соответствовать определенным размерам![]() .
.
________________
![]() См. [21].
См. [21].
4.2.12.6 Свариваемые концы
Стыковые сварные концы для стальных кранов должны соответствовать общепринятой практике![]() .
.
________________
![]() См. [22].
См. [22].
4.2.12.7 Соединения полиэтиленовых труб
Трубные полиэтиленовые соединения должны соответствовать нормативной документации; механические соединения для полиэтиленовых труб - установленным соединениям
![]() .
.
________________
См. [23].
![]() См. [24].
См. [24].
4.2.12.8 Концы под опрессовку
Для прессования концов сплавов меди, для пластиковых и многослойных трубопроводов применяют концы под опрессовку![]() .
.
________________
См. [25].
4.2.12.9 Прочие соединения
Другие соединения допустимы в том случае, если они соответствуют требованиям стран, в которых они используются.
4.3 Классификация характеристик
4.3.1 Классы давления
Краны разделены на классы, соответствующие максимальному рабочему давлению (см. таблицу 2).
Таблица 2 - Классы давления кранов
В паскалях | ||
Класс | Диапазон давления | Примечание |
МРД 0,2 | От 0 до 0,2·10 | МРД=0,2·10 |
МРД 0,5 | От 0 до 0,5·10 | МРД=0,5·10 |
МРД 1 | От 0 до 1·10 | МРД=1·10 |
МРД 5 | От 0 до 5·10 | МРД=5·10 |
МРД 20 | От 0 до 20·10 | МРД=20·10 |
4.3.2 Температурные классы
Краны разделены на два класса температур (см. таблицу 3).
Таблица 3 - Классы температуры кранов
Класс | Диапазон температур, °С |
-5°С | От -5 до +60 |
-20°С | От -20 до +60 |
Примечание - Производители могут заявлять температуру ниже минус 20°C.
4.3.3 Классы с высокой термостойкостью
Краны разделены на три класса, как показано в таблице 4.
Таблица 4 - Классы с высокой температурой
Класс | Характеристики |
A | Требования к высокотемпературному сопротивлению отсутствуют |
B | Высокая термостойкость (только внешняя герметичность) |
С | Высокая термостойкость (внутренняя и внешняя герметичность) |
4.4 Герметичность
Кран герметичен в том случае, если измеренная скорость утечки не превышает значения, приведенного в таблице 5, при испытании, как указано в 5.2. Он включает в себя точность оборудования, ошибки измерения и кажущиеся утечки, в основном из-за колебаний температуры.
Таблица 5 - Максимальная скорость утечки
DN | Максимальная скорость утечки воздуха, см | |
внутренней | внешней | |
| 20 | 20 |
50<DN | 40 | 40 |
4.5 Эффективность: номинальный расход
Номинальный расход не должен быть менее значения, указанного в таблице 6, при испытании в соответствии с 5.3.
Таблица 6 - Номинальный расход
DN | Номинальный расход, м | |
Прямой | Угловой | |
6 | 1 | - |
8 | 2 | - |
10 | 3 | 2 |
12 | 3,5 | 2,5 |
15 | 5 | 3,5 |
20 | 10 | 6 |
25 | 16 | 10 |
32 | 27 | 18 |
40 | 40 | 28 |
50 | 65 | 36 |
65 | 100 | Не применимо |
80 | 170 | Не применимо |
100 | 230 | Не применимо |
4.6 Устойчивость к высокой температуре
Шаровые краны и краны с конусным закрывающим элементом с ручным управлением классов В и С должны соответствовать требованиям, предъявляемым к высоким температурам, приведенным в приложении А.
Примечание - Кран с соединениями из полиэтиленовых или многослойных труб - это кран только класса А.
4.7 Механическая прочность для газовых сетей
4.7.1 Рабочий крутящий момент
Крутящий момент, применяемый в предварительном цикле, не должен превышать трехзначного значения, указанного в таблице 7, при температуре окружающей среды для размера крана.
Максимальный рабочий крутящий момент согласно таблице 7 не должен быть превышен после проведения предварительного цикла.
Таблица 7 - Рабочий крутящий момент
DN | Крутящий момент, Нм | |
Максимальная температура окружающей среды, °C | Максимально низкая температура, °C | |
<15 | 4 | 6 |
15 | 7 | 11 |
20 | ||
25 | ||
32 | 14 | 21 |
40 | ||
50 | ||
65 | 35 | 52 |
80 | 45 | 68 |
100 | 65 | 98 |
Положение затвора и положения ручного привода не должны произвольным образом изменяться.
Примечание - В таблице 1 приведены максимальные пределы мощности изометрической силы для общей активности при работе с оборудованием, связанной с физическими характеристиками человека, и могут быть использованы для определения длины рычага.
________________
См. [26].
4.7.2 Механическая прочность на крутящий момент и изгиб
Краны должны выдерживать напряжения, возникающие в результате их установки и во время обслуживания. Они также должны отвечать требованиям внутренней и внешней герметичности (см. 5.2).
Напряжения ![]() (крутящий момент) и
(крутящий момент) и ![]() (изгибающий момент) представляют собой установочные напряжения. Напряжения
(изгибающий момент) представляют собой установочные напряжения. Напряжения ![]() и
и ![]() представляют собой напряжения, которым кран может подвергаться во время обслуживания. Для клапанов, которые имеют концевые фитинги типа гибких соединений, применяются только крутящий момент
представляют собой напряжения, которым кран может подвергаться во время обслуживания. Для клапанов, которые имеют концевые фитинги типа гибких соединений, применяются только крутящий момент ![]() и изгибающий момент
и изгибающий момент ![]() .
.
В зависимости от размера соединения кран должен выдерживать напряжения крутящего момента и изгиба, указанные в таблицах 8a и 8b, при соблюдении условий испытаний, приведенных в 5.5.
Таблица 8a - Устойчивость к крутящему моменту и изгибу МРД 1, МРД 5, МРД 20
DN |
|
|
|
|
6 | 25 | 13 | 15 | 12 |
8 | 30 | 15 | 20 | 16 |
10 | 70 | 35 | 35 | 28 |
12 | 85 | 43 | 55 | 34 |
15 | 105 | 53 | 75 | 40 |
20 | 225 | 113 | 100 | 68 |
25 | 340 | 170 | 125 | 100 |
32 | 475 | 238 | 160 | 128 |
40 | 610 | 305 | 200 | 160 |
50 | 1100 | 550 | 250 | 200 |
65 | 1550 | 775 | 300 | 250 |
80 | 1900 | 950 | 370 | 290 |
100 | 2500 | 1250 | 465 | 370 |
Таблица 8b - Устойчивость к крутящему моменту и изгибу МРД 0,2-МРД 0,5
DN |
|
|
|
|
6 | 25 | 12 | 15 | 12 |
8 | 30 | 15 | 20 | 15 |
10 | 50 | 20 | 35 | 20 |
12 | 65 | 25 | 55 | 25 |
15 | 85 | 30 | 75 | 30 |
20 | 125 | 40 | 100 | 40 |
25 | 200 | 50 | 125 | 50 |
32 | 250 | 64 | 160 | 64 |
40 | 300 | 80 | 200 | 80 |
50 | 450 | 100 | 250 | 100 |
4.8 Защита от перегрузки рукоятки "Стоп-сопротивление"
При испытании в соответствии с 5.8 остановки в открытом или закрытом положении должны выдерживать минимум в 1,5 раза большее значение крутящего момента по таблице 7 при температуре окружающей среды.
4.9 Выброс опасных веществ
Материалы, используемые в кранах, не должны выделять опасные вещества, превышающие максимально допустимые уровни, указанные в соответствующем стандарте, для материала или разрешенные в национальных правилах государства-участника.
4.10 Требования к производительности
4.10.1 Общее
Для кранов с размером входа, отличным от размера выходного отверстия, значение испытания должно соответствовать значению для меньшего размера.
Максимальная рабочая температура должна составлять не менее плюс 60°C, а минимальная рабочая температура - не выше минус 5°C или минус 20°C, как заявлено изготовителем.
4.10.2 Продолжительность срока службы
4.10.2.1 Выносливость
Ручной привод крана должен выдерживать при температуре окружающей среды ряд рабочих циклов (см. таблицу 9).
После испытания на выносливость кран должен соответствовать требованиям к наружной и внутренней герметичности при температуре окружающей среды и при (60±5)°C в соответствии с 4.4, а также требованиям рабочего крутящего момента в соответствии с 4.7.1.
Таблица 9 - Выносливость
Номинальный размер DN | Количество операций |
| 5000 |
20-25 | 2500 |
32-40-50 | 1000 |
65-80-100 | 500 |
4.10.2.2 Устойчивость к низкой температуре
Кран должен соответствовать требованиям, указанным в 4.4 и 4.7.1, при испытании в соответствии с 5.6.2.
5 Методы испытания, оценки и отбора проб
5.1 Общие положения
5.1.1 Условия испытаний
Испытания, как правило, проводят при температуре окружающей среды ±20°С и с воздухом в качестве рабочей среды. Измеренные значения корректируются до температуры плюс 15°C и давления 1013,25·10 Па абсолютного значения. Испытания проводят в монтажном положении, указанном изготовителем. Если имеется несколько заявленных монтажных позиций, выбирают наименее благоприятное положение.
5.1.2 Последовательность испытания
Три образца каждого размера крана должны быть испытаны согласно таблице 10.
5.2 Внутреннее давление и герметичность
5.2.1 Общие положения
Примечание - Испытание проводят в соответствии с [27], применяют метод погружения с непосредственным давлением на объект (см. [27], п.8.1, 8.2.1 и 8.3) и проводят измерения в соответствии с [27], приложение А. Время испытания составляет 10 мин.
Другие методы испытания могут быть использованы для проверки утечки (например, можно применять электронные устройства). Для таких методов должна быть доказана эквивалентность с указанными выше требованиями.
Неточность измерения не должна превышать 5 см/ч, а разрешение должно составлять 1 см
/ч.
5.2.2 Значения давления испытания
Утечка герметичности для всех испытаний на герметичность и прочность (изгиб и крутящий момент) должна быть определена при следующих испытательных давлениях:
600 Па и 1,5·МРД, максимально 20·10 Па.
5.2.3 Закрывающие детали, внешняя герметичность
На вход и выход полуоткрытого крана подают испытательное давление и измеряют скорость утечки. Кран должен соответствовать 4.4.
5.2.4 Внутренняя герметичность
Испытание проводят на кране, установленном таким образом, чтобы направление потока газа в кране, обозначенное на корпусе, совпадало с направлением на испытательном оборудовании. Кран с затвором в закрытом положении установлен на испытательном оборудовании.
Затем давление на входе в кране доводят до уровня испытательного давления. Для кранов без указанного производителем направления потока газа испытание повторяют при испытательном давлении иной обвязки.
Кран должен соответствовать 4.4.
5.3 Номинальный расход
5.3.1 Оборудование
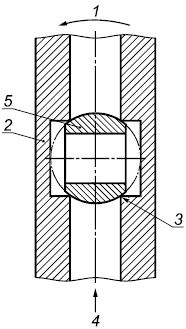
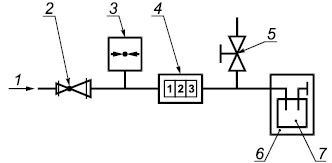
Испытание следует проводить с использованием оборудования, как показано на рисунке 2. Предел погрешности измерения расхода и давления не должен превышать 2,0%. Температуру воздуха измеряют с точностью до ±0,5°C.
|
1 - настраиваемый регулятор для входного давления; 2 - термометр; 3 - расходомер; 4 - манометр на входе; 5 - манометр на выходе; 6 - дифференциальный манометр; 7 - испытательный образец; 8 - ручной кран; 9 - 4 отверстия диаметром d=1,5
Номинальный размер DN | Диаметр |
6 | 6 |
8 | 9 |
10 | 13 |
15 | 16 |
20 | 22 |
25 | 28 |
32 | 35 |
40 | 41 |
50 | 52 |
65 | 67 |
80 | 80 |
100 | 106 |
Рисунок 2 - Оборудование для испытания на номинальный расход
5.3.2 Процедура
Образец устанавливают с затвором в полностью открытом положении, а давление на входе доводят до 2500 Па. Расход потока регулируют таким образом, чтобы создать разницу в давлении на кране 100 Па.
5.4 Рабочий крутящий момент
Перед началом испытания проводят один предварительный цикл. Затем кран оставляют на время от 24 до 36 ч при температуре окружающей среды.
Рабочий крутящий момент крана непрерывно измеряют от полностью открытого положения до полностью закрытого положения, а затем обратно в полностью открытое положение, когда он подвергается заявленному максимальному рабочему давлению, при этом на выходе из крана устанавливают ограничительное устройство по давлению.
Во время испытания скорость вращения должна составлять примерно пять циклов в минуту.
5.5 Крутящий и изгибающий моменты, механическая прочность
5.5.1 Общие положения
a) Все испытания нужно проводить с соединениями крана (независимо от конфигурации их концевых фитингов), которые способны выдерживать требуемые значения крутящего и изгибающего моментов (в соответствии с таблицей 8).
b) Если впускные и выпускные патрубки расположены не на общей оси, то испытания на крутящий момент нужно повторять с обратными патрубками.
c) Необходимо убедиться в том, что изгибающий и крутящий моменты могут быть достигнуты с точностью 5,0% от заданных значений.
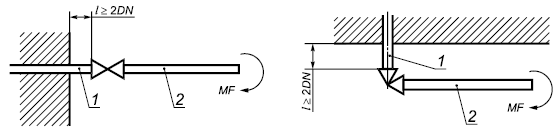
d) Если кран имеет разные соединения, большее соединение должно быть использовано для трубы 1 (см. рисунки 3 и 4).
e) Трубы для испытаний соединений должны соответствовать нормативному документу, средним сериям.
________________
См. [28].
f) Для кранов с концевыми фитингами, которые предназначены для использования со съемными разъемами прибора, проводят только испытания на крутящий момент ![]() и изгибающий момент
и изгибающий момент ![]() .
.
5.5.2 Последовательность испытаний на крутящий и изгибающий моменты для кранов
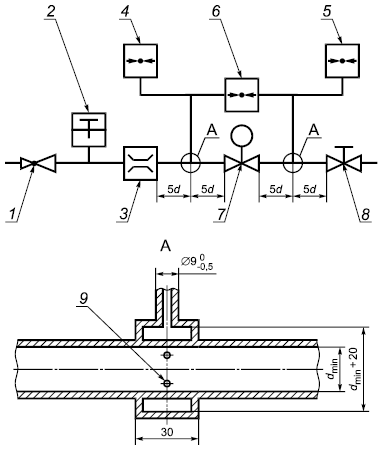
5.5.2.1 Крутящий момент (см. рисунок 3)
Крутящий момент ![]()
a) Присоединяют трубу 1 с крутящим моментом, не превышающим требуемого крутящего момента, указанного в таблице 7, к крану. Закрепляют трубу 1 на расстоянии 2 DN от крана.
b) Присоединяют трубу 2 с крутящим моментом, не превышающим требуемого крутящего момента, указанного в таблице 7, к клапану. Необходимо убедиться в том, что соединения герметичны.
c) Конструкция опорной трубы 2 не позволяет крану воздействовать на изгибающий момент.
d) Применяют требуемый крутящий момент ![]() к трубе 2 в течение 10 с.
к трубе 2 в течение 10 с.
e) Крутящий момент ![]() следует прикладывать постепенно и плавно без неоправданной задержки. Крутящий момент, указанный в таблице 7, не должен превышаться.
следует прикладывать постепенно и плавно без неоправданной задержки. Крутящий момент, указанный в таблице 7, не должен превышаться.
f) При снятом напряжении проверяют кран на внешнюю и внутреннюю герметичность (см. 4.4) визуально, на наличие деформации.
g) Проверяют рабочий крутящий момент в соответствии с 4.7.1.
|
1 - зажим для труб; 2 - испытательное давление; 3 - труба 1; 4 - труба 2; 5 - поддерживающая труба
Рисунок 3 - Устройство для испытания на кручение
Крутящий момент ![]()
a) Прикладывают крутящий момент ![]() на крутящий момент
на крутящий момент ![]() максимум на 15 мин, для того чтобы выполнить испытание на внутреннюю герметичность, испытание на внешнюю герметичность и испытание на крутящий момент для того же крана.
максимум на 15 мин, для того чтобы выполнить испытание на внутреннюю герметичность, испытание на внешнюю герметичность и испытание на крутящий момент для того же крана.
b) В течение этого времени измеряют внутреннюю и внешнюю герметичность и рабочий крутящий момент.
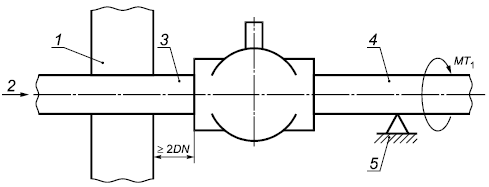
5.5.2.2 Изгиб (см. рисунок 4)
Изгибающий момент ![]() на оси затвора
на оси затвора
a) Используют тот же кран и ту же схему, что и для испытания на крутящий момент.
b) Прикладывают усилие в течение 10 с, как показано на рисунке 4, к оси затвора для создания на кране изгибающего момента ![]() .
.
c) При снятом напряжении измеряют внешнюю и внутреннюю герметичность в соответствии с 4.4 и проверяют рабочий момент в соответствии с 4.7.1 и визуально на предмет деформации.
|
1 - труба 1; 2 - труба 2
Рисунок 4 - Устройство для испытания на изгиб
Изгибающий момент ![]() на оси затвора
на оси затвора
a) Прикладывают ![]() на крутящий момент
на крутящий момент ![]() максимум на 15 мин, для того чтобы выполнить испытание на внутреннюю герметичность, испытание на внешнюю герметичность и испытание на крутящий момент для того же крана.
максимум на 15 мин, для того чтобы выполнить испытание на внутреннюю герметичность, испытание на внешнюю герметичность и испытание на крутящий момент для того же крана.
b) В течение этого времени измеряют внутреннюю и внешнюю герметичность и рабочий крутящий момент.
5.6 Долговечность
5.6.1 Испытание на выносливость
Испытательное оборудование должно быть спроектировано таким образом, чтобы кран можно было протестировать, не прикладывая напряжения кручения или изгиба на кран. Ручной привод должен циклически перемещаться из полностью закрытого положения в полностью открытое положение и обратно. Приложенный рабочий крутящий момент при температуре окружающей среды не должен превышать крутящий момент, указанный в п.4.7.1, таблице 7. Рабочая скорость должна составлять (5±1) циклов/мин. Испытание проводят при температуре окружающей среды с использованием воздуха в качестве среды при номинальном давлении и с расходом (5±2)% от номинального расхода, указанного в таблице 6.
После испытания на выносливость образец проверяют на внешнюю и внутреннюю герметичность при температуре окружающей среды и при (60±5)°C в соответствии с 5.2. После охлаждения до температуры окружающей среды рабочий крутящий момент измеряют в соответствии с 5.4.
5.6.2 Устойчивость к низкой температуре
Перед испытанием на выносливость в соответствии с 5.6.1 образец выдерживают при температуре от минус 5°С до минус 20°С (в зависимости от класса) в течение (9±3) ч.
Затем образец подвергают испытательному давлению, указанному в 5.2.1 и 5.2.2.
Рабочий крутящий момент измеряют сразу после удаления из камеры с низкой температурой в соответствии с 5.4.
5.6.3 Сопротивление опрыскиванию солевым раствором
Это испытание должны проводить на устройстве N 3 (см. таблицу 10) для нейтрального солевого спрея (НСС).
________________
См. также [29].
Устройство не должно находиться под давлением и должно быть отключено.
Если изготовителем спроектирована защита, то она должна быть установлена на выходе устройства.
Входное отверстие устройства должно быть закрыто колпачком.
Испытательная камера должна распылять солевой раствор с массовой концентрацией (5±0,5)% хлорида натрия в дистиллированной воде.
Интенсивность распыления должна быть такой, чтобы на каждые 80 см горизонтальной собирающей поверхности (2±1) мл раствора собирались в течение 1 ч.
Испытательная камера должна поддерживаться при температуре (35±1)°C.
Испытание длится (96±1) ч.
После испытания на устойчивость к воздействию солей образец проверяют в соответствии с 4.2.1.2.
5.7 Угловое уплотнение
Устанавливают кран на испытательном стенде, который способен измерять угол поворота привода (например, градуированная шкала на 360° и указатель, установленный на рукоятке или рычаге управления).
Соединяют вход крана с подачей сжатого воздуха 1,5·МРД для МРД<20 и 1·МРД для МРД=20 через индикатор пузырьков (или аналогичное устройство для измерения расхода). Поток воздуха через кран ограничен величиной от 1 до 5 л/ч с помощью устройства ограничения давления, подключенного к выпускному отверстию крана.
Медленно открывают кран до тех пор, пока устройство измерения расхода не покажет наличие потока, затем медленно закрывают кран, пока устройство измерения расхода не покажет отсутствие потока. Измеряют угол между закрытым положением и положением "без потока". Измеренное значение должно соответствовать приведенному в пункте 4.2.8.
5.8 Защита от перегрузки рукоятки "Стоп-сопротивление"
Применяют выбранный рабочий крутящий момент с полуторакратным увеличением (±1 Нм) в соответствии со значениями, приведенными в таблице 7, при температуре окружающей среды. Проверяют кран после снятия момента визуально на предмет любой деформации, трещин или разрушения механизма.
6 Оценка и проверка стабильности производительности
6.1 Общие положения
Соответствие шаровых кранов и кранов с коническим закрывающим элементом с ручным управлением для газовых установок зданий с требованиями настоящего стандарта и с характеристиками, указанными изготовителем в определении типа продукции (ОТП), должно быть продемонстрировано посредством:
- определения типа продукта;
- контроля производства на заводе-изготовителе, включая оценку продукции.
Изготовитель всегда должен сохранять общий контроль при наличии необходимых средств, для того чтобы взять на себя ответственность за соответствие изделия заявленным характеристикам.
6.2 Типовое испытание
6.2.1 Общие положения
Все характеристики, связанные с характеристиками, включенными в настоящий стандарт, следует определять в том случае, когда производитель намерен осуществить соответствующие действия, если в настоящем стандарте не предусмотрено положение для объявления их без проведения испытаний (например, использование ранее существовавших данных, классифицируемых без проведения испытаний, и общепринятых характеристик).
Оценка, ранее проведенная в соответствии с положениями настоящего стандарта, может быть принята во внимание при условии, что она была выполнена с использованием того же или более строгого метода испытаний, в рамках той же системы оценки и проверки стабильности производительности (ОПСП), на том(тех) же изделии(ях) аналогичного дизайна, конструкции и функциональности, так что результаты применимы и к рассматриваемому продукту.
Примечания
1 Применение такой же системы ОПСП означает проведение испытания независимой третьей стороной под ответственностью зарегистрированного органа по сертификации продукции.
В целях оценки продукция производителя может быть сгруппирована в семьи, и считается, что результаты для одной или нескольких характеристик одного продукта в семье являются репрезентативными для всех продуктов в пределах той же семьи.
2 Продукты могут быть сгруппированы в разные семьи с разными характеристиками.
3 Рекомендуется дать ссылку на стандарты метода оценки, для того чтобы обеспечить выбор подходящего репрезентативного образца.
В дополнение к вышеприведенному определение типа продукта следует выполнять для всех характеристик, включенных в настоящий стандарт, в отношении которого изготовитель заявляет о производстве:
- в начале производства новых или модифицированных шаровых кранов и кранов с коническим закрывающим элементом с ручным управлением для газовых установок зданий (за исключением одного и того же продукта); или
- в начале нового или модифицированного способа производства (в том случае, если данный способ влияет на заявленные свойства); или
- они должны повторяться для соответствующей(их) характеристики(ик) каждый раз, когда происходит изменение в конструкции шаровых кранов и кранов с конусным закрывающим элементом с ручным управлением для газовых установок при проектировании зданий, сырья или поставщика компонентов или способа производства (с учетом определения семейства), что существенно влияет на одну или несколько характеристик.
Если использованы компоненты, характеристики которых уже определены производителем компонента на основе методов ОПСП по другим стандартам, эти характеристики не подлежат переоценке. Спецификации этих компонентов должны быть задокументированы.
Продукты, имеющие нормативную маркировку согласно действующим стандартам, считают продуктами с теми имеющимися характеристиками, которые заявлены в определении типа продукции, несмотря на то что ответственность за шаровые краны и краны с конусным закрывающим элементом с ручным управлением для газовых установок зданий несет производитель, гарантирующий правильность их изготовления, а также соответствие их составных компонентов заявленным значениям производительности.
6.2.2 Испытательные образцы, критерии испытания и соответствия
Количество образцов шаровых кранов и кранов с конусным закрывающим элементом с ручным управлением для газовых установок зданий, подлежащих испытанию/оценке, должно соответствовать данным, приведенным в таблице 10.
Таблица 10 - Количество образцов, подлежащих испытанию, и критерии соответствия
Характеристика | Требование | Метод оценки | Количество (шт.) и N образцов | Критерий соответствия |
Размеры и допуски | 4.2.12 | - | 3 (образцы N 1, N 2 и N 3) | - |
Внутреннее давление и герметичность | 4.4 | 5.2 | 3 (образцы N 1, N 2 и N 3) | 5.2 |
Угловое уплотнение | 4.2.8 | 5.7 | 1 (образец N 2) | 5.7 |
Номинальный расход | 4.5 | 5.3 | 1 (образец N 2) | 5.3 |
Устойчивость к высокой температуре (если это требуется согласно национальному законодательству) | 4.6 | 5.8 | 1 (дополнительная выборка 4) | Приложение А |
Механическая прочность (для газовых сетей): крутящий момент и сопротивление изгибу | 4.7.2 | 5.5 | 1 (образец N 2) | 5.4 |
Рабочий крутящий момент | 4.8 | 5.8 | 1 (образец N 1) | 5.8 |
Защита от перегрузки рукоятки (для газовых сетей): "стоп-сопротивление": | ||||
- выносливость | 4.10.2.1 | 5.6.1 | 1 (образец N 3) | 5.6.1 |
- устойчивость к низким температурам | 4.10.2.2 | 5.6.2 | 1 (образец N 3) | 5.6.2 |
- устойчивость к воздействию солей | 4.2.1.2 | 5.6.3 | 1 (образец N 3) | 5.6.3 |
6.2.3 Протоколы испытаний
Результаты определения типа продукта должны быть задокументированы в протоколах испытаний. Все протоколы испытаний должны храниться изготовителем не менее 10 лет после последней даты изготовления шаровых кранов и кранов с конусным закрывающим элементом с ручным управлением для газовых установок зданий, к которым они относятся.
6.2.4 Общедоступные результаты разных партий
Изготовитель может использовать результаты определения типа продукта, полученные, например, другим производителем, как общую услугу для производителей или разработчиков продукта для того, чтобы подтвердить собственную декларацию соответствия в отношении продукта, изготовленного согласно той же конструкции (в частности, размеры) и сырьем, состав и методы производства такого же вида, при соблюдении следующих условий:
- результаты действительны для продуктов с основными характеристиками, имеющими отношение к их производительности;
- в дополнение к той информации, которая необходима для подтверждения того, что продукт имеет характеристики, относящиеся к конкретным существенным характеристикам, другая сторона, которая провела определение соответствующего типа продукта или установила его соответствие, согласна передать производителю результаты и протокол испытаний, которые будут использованы для определения типа продукта, так же как и информация о производственных объектах и процессе контроля производства, так как она может быть учтена для системы управления производством на предприятии (СУПП);
- производитель, использующий другие результаты, принимает на себя ответственность за соответствие продукта заявленным характеристикам, а также:
- гарантирует, что продукт имеет те же характеристики, что и соответствующие характеристики определенного типа продукта, и что отсутствуют существенные различия в отношении производственных объектов и процесса контроля производства по сравнению с теми, которые использовались для определения типа продукта,
- сохраняет в наличии копию отчета относительно определения типа продукта, который содержит информацию, необходимую для проверки того, что изготовленный продукт имеет аналогичные конструкции и исходные материалы, компоненты и технологические процессы.
6.3 Система управления производством на предприятии
6.3.1 Общие положения
Изготовитель устанавливает, документирует и поддерживает СУПП для обеспечения соответствия продукции, поставляемой на рынок, заявленным характеристикам.
СУПП должна состоять из процедур, регулярных проверок и испытаний и/или оценок и использования результатов для контроля сырья и других входящих материалов или компонентов, оборудования, производственного процесса и продукта.
Все элементы, требования и положения, принятые изготовителем, должны систематически документироваться в виде письменных правил и процедур.
Документация заводской СУПП должна обеспечивать общее понимание оценки постоянства характеристик и возможности достижения требуемых характеристик продукта и эффективного функционирования системы контроля производства. Таким образом, контроль производственного процесса объединяет методы работы и все меры, позволяющие поддерживать и контролировать соответствие заявленных характеристик продукта наиболее существенным из них.
Если производитель использовал общие или выборочные результаты определения типа продукта, СУПП также должна включать соответствующую документацию согласно 6.2.4.
6.3.2 Требования
6.3.2.1 Общие положения
Производитель несет ответственность за организацию эффективной реализации СУПП в соответствии с содержанием настоящего стандарта. Задачи и обязанности в организации производственного контроля должны быть документально оформлены и периодически обновляться.
Должны быть определены ответственность, полномочия и взаимосвязь на персонал, который управляет, выполняет или проверяет работу, влияющую на постоянство продукта. Это относится, в частности, к персоналу, которому необходимо инициировать действия, препятствующие возникновению непостоянства качества и характеристик продукта, и действия в случае обнаружения непостоянства, а также выявлять и регистрировать аспекты постоянства продукта.
Персонал, выполняющий работу и влияющий на постоянство исполнения продукта, должен быть компетентным, иметь профильное образование, проходить обучение, иметь навыки и опыт, наличие которых должно быть документально подтверждено.
При необходимости производитель может делегировать исполнение действия лицу, имеющему необходимые полномочия:
- при определении процедур, демонстрирующих постоянство эксплуатационных качеств продукта на соответствующих этапах;
- идентификации и фиксировании любого примера непостоянства;
- определении процедур с целью исправления случаев непостоянства.
Изготовитель должен составлять и хранить обновленные документы, определяющие производственный контроль предприятия. Документация и процедуры изготовителя должны соответствовать продукту и процессу изготовления. СУПП должна обеспечить постоянство эксплуатационных качеств продукта, что включает в себя:
a) подготовку документированных процедур и инструкций, относящихся к операциям производственного контроля предприятия, в соответствии с требованиями технической спецификации, на которые делается ссылка;
b) эффективное выполнение этих процедур и инструкций;
c) фиксирование производимых операций и их результатов;
d) использование этих результатов для устранения всех отклонений, включая их последствия для обработки возникающих случаев несоответствия и, при необходимости, пересмотра СУПП с целью устранения причины непостоянства качества производства.
В случае заключения договора субподряда производитель сохраняет общий контроль над продуктом и гарантирует, что будет получать всю информацию, необходимую для выполнения своих обязанностей в соответствии с требованиями настоящего стандарта.
Если производитель имеет часть продукта, спроектированного, изготовленного, собранного, упакованного, обработанного и/или маркированного субподрядчиком, СУПП субподрядчика может приниматься в расчет, если это необходимо для использования данного продукта.
Изготовитель не имеет права делегировать вышеуказанные обязанности субподрядчику.
Примечание - Производители, имеющие СУПП, которая соответствует требованиям, приведенным в [30], и положениям настоящего стандарта, считаются удовлетворяющими требованиям, предъявляемым к СУПП.
6.3.2.2 Персонал
Должны быть определены ответственность, полномочия и взаимосвязь персонала, который управляет, выполняет или проверяет работу, влияющую на соответствие продукта. Это относится, в частности, к персоналу, которому необходимо инициировать действия, препятствующие возникновению несоответствий продукта, действия в случае несоответствий, а также действия по выявлению и регистрации проблем с соответствием продукции. Персонал, выполняющий работу, влияющую на соответствие продукции, должен быть компетентным, иметь профильное образование, проходить обучение, обладать навыками и опытом, наличие которых необходимо документально оформить.
6.3.2.3 Оборудование
Испытание
Все оборудование для взвешивания, измерения и испытания должно быть откалибровано и регулярно проверяться в соответствии с документально подтвержденными процедурами, частотой их повторения и критериями.
Производство
Все оборудование, используемое в процессе производства, следует регулярно проверять и обслуживать, для того чтобы гарантировать, что эксплуатация или отказ оборудования не вызывали несогласованности в процессе производства. Проверки и техническое обслуживание оборудования следует проводить и регистрировать в соответствии с письменными процедурами, установленными заводом-изготовителем, и записями, сохраняемыми в течение периода, определенного в процедурах завода-изготовителя в отношении СУПП.
6.3.2.4 Сырье и компоненты
Спецификации всего поступающего сырья и компонентов должны быть задокументированы точно так же, как и схема проверки, для обеспечения их соответствия. В случае использования поставляемых комплектов компонентов постоянство системы характеристик конкретного компонента должно соответствовать постоянству, указанному в согласованной технической спецификации, установленной для этого компонента.
6.3.2.5 Прослеживаемость и маркировка
Индивидуальные партии продукции должны быть идентифицируемыми и прослеживаемыми в отношении ее происхождения. Изготовитель должен иметь письменные процедуры, обеспечивающие регулярную проверку процессов, связанных с прикреплением кодов прослеживаемости и/или маркировки.
6.3.2.6 Управление во время процесса проектирования
Заводская система контроля производства должна документировать различные этапы проектирования крана, идентифицировать процедуру проверки и лиц, ответственных за все этапы проектирования.
Во время процесса разработки следует хранить запись всех проверок, их результатов и всех предпринятых корректирующих действий. Эта запись должна быть достаточно подробной и точной, для того чтобы продемонстрировать, что все этапы проектирования и все проверки выполнены удовлетворительно.
6.3.2.7 Контроль во время производственного процесса
Изготовитель должен планировать и осуществлять производство в контролируемых условиях.
6.3.2.8 Испытание и оценка продукта
Изготовитель должен установить процедуры, обеспечивающие сохранение заявленных значений характеристик. Характеристиками и средствами контроля являются:
- допуски размеров, которые должны соответствовать требованиям, указанным в 4.2.12. Каждая партия компонентов (со статистической системой) должна быть проверена;
- внутреннее давление и герметичность, которые должны быть подвергнуты испытаниям, указанным в 5.2.1. Каждый кран следует испытывать при давлении от 600 до 20·10 Па и учитывать значения, указанные в таблице 5, для внутренней и внешней утечки.
6.3.2.9 Несоответствующие продукты
Изготовитель должен иметь письменные процедуры, которые определяют, каким образом должны обрабатываться несоответствующие продукты. Такие события регистрируют по мере их возникновения, и эти записи должны храниться в течение периода, определенного в письменных процедурах изготовителя.
Если продукт не удовлетворяет критериям приемлемости, применяют положения о несоблюдении требований, и необходимо незамедлительно принять корректирующие меры, а продукция или партии, которые не соответствуют требованиям, должны быть изолированы и надлежащим образом идентифицированы.
После устранения неисправности испытания или проверку повторяют.
Результаты проверок и испытаний должны быть правильно записаны. Описание продукта, дата изготовления, принятый метод испытания, результаты испытаний и критерии приемки должны быть указаны в записях с подписью лица, ответственного за контроль/испытание.
Относительно результата контроля, не отвечающего требованиям настоящего стандарта, и корректирующих мер, принятых для исправления ситуации (например, последующее испытание, модификация производственного процесса, выброс или исправление продукта), необходимо документально фиксировать производимые действия.
6.3.2.10 Корректирующее действие
Завод-изготовитель должен иметь документально подтвержденные процедуры, способствующие устранению причин несоответствий в целях предотвращения их повторения.
6.3.2.11 Обращение, хранение и упаковка
Изготовитель должен иметь процедуры, обеспечивающие методы обработки продукта, и обеспечивать подходящие зоны хранения, предотвращающие повреждение или порчу.
6.3.3 Требования к продукции
СУПП должна соответствовать требованиям настоящего стандарта и обеспечивать соответствие продукции, размещенной на рынке, заявленным характеристикам.
СУПП должна включать продукт, специфичный для СУПП и определяющий процедуры для демонстрации соответствия продукта на определенных этапах, а именно:
a) контроль и испытания, которые следует проводить до и/или во время производства в соответствии с частотой, установленной в плане испытаний СУПП; и/или
b) проверки и испытания, которые следует проводить на готовой продукции в соответствии с частотой, установленной в плане испытаний СУПП.
Если производитель использует только готовые продукты, операции, указанные в перечислении b), должны быть эквивалентного уровня соответствия продукта.
Если производитель самостоятельно осуществляет часть производства, операции, указанные в перечислении b), могут быть сокращены и частично заменены на операции в перечислении а). Как правило, чем больше частей производства выполнено изготовителем, тем больше операций в соответствии с перечислением b) может быть заменено операциями согласно перечислению a).
Все перечисленные операции должны быть эквивалентного уровня соответствия продукта.
Примечание - В зависимости от конкретного случая может потребоваться выполнение операций, указанных исключительно в перечислении а), или операций, указанных исключительно в перечислении b).
Операции, указанные в перечислении a), относятся к промежуточным состояниям продукта во время производства на станках и его регулированию на измерительном оборудовании и т.д. Средства управления и испытания и их частота должны быть выбраны на основе типа продукта и состава, производственного процесса и его сложности, чувствительности характеристик продукта к изменениям в производственных параметрах и т.д.
Производитель должен установить и отвечать за ведение отчетов, которые представляют собой свидетельства отбора и проверки продукции на производстве. Эти записи должны четко указывать соответствие производства установленным критериям приемки и быть доступны по крайней мере в течение трех лет.
6.3.4 Первоначальная проверка завода и СУПП
Первоначальная проверка завода и СУПП должна быть выполнена в том случае, когда процесс производства налажен и находится в действии. Документацию завода и СУПП следует оценивать для проверки выполнения требований 6.3.2 и 6.3.3.
Во время проверки должно быть подтверждено следующее:
a) все ресурсы, необходимые для достижения характеристик продукта, включенных в настоящий стандарт, внедрены и правильно реализованы;
b) СУПП - процедуры в соответствии с документацией СУПП соблюдаются на практике;
c) продукт соответствует образцам типа продукта, для которых проверено соответствие характеристик продукта относительно ОТП.
Все места, в которых производят окончательную сборку или по крайней мере окончательные испытания соответствующего продукта, должны быть выполнены для проверки того, что вышеуказанные условия, приведенные в перечислениях a)-c), присутствуют и реализованы. Если СУПП покрывает более чем один продукт, производственную линию или производственный процесс и подтверждено, что общие требования выполнены для одного продукта, производственной линии или производственного процесса, то не нужно повторять оценку общих требований СУПП для другого продукта, производственной линии или производственного процесса.
Все оценки и их результаты должны быть зафиксированы в первоначальном акте осмотра.
6.3.5 Непрерывное наблюдение за СУПП
Надзор за СУПП проводят один раз в год. Наблюдение за СУПП включает обзор плана(ов) испытаний СУПП и производственных процессов для каждого продукта, для того чтобы определить наличие внесения изменений с момента последней оценки или наблюдения. Затем оценивают значимость этих изменений (при их внесении).
Должны быть проведены проверки для надлежащего исполнения планов испытаний и надлежащего обслуживания и калибровки через соответствующие промежутки времени производственного оборудования.
Записи испытаний и измерений, осуществленных в ходе производственного процесса и в отношении готовой продукции, должны быть пересмотрены для обеспечения соответствия полученных значений тем значениям для образцов, которые представлены для определения типа продукции, и приняты надлежащие меры относительно несоответствующей продукции.
6.3.6 Процедура внесения изменений
Если в продукт, производственный процесс или СУПП вносят изменения, которые могут повлиять на характеристику продукта, заявленную в соответствии с требованиями настоящего стандарта, то все характеристики, о которых завод-изготовитель заявляет и на которые может повлиять модификация, следует определять с учетом типа продукта, описанного в 6.2.1.
В определенных случаях производят повторную оценку завода-изготовителя и СУПП для тех аспектов, которые могут быть затронуты этими изменениями.
Все оценки и их результаты должны быть задокументированы в отчете.
7 Маркировка, инструкции и упаковка
7.1 Маркировка
Завод-изготовитель должен представить следующую информацию, позволяющую определить эффективность шаровых кранов и кранов с конусным закрывающим элементом с ручным управлением:
a) имя изготовителя, или идентификационный знак, или товарный знак;
b) номинальный размер DN;
c) класс давления МРД - 0,2, или 0,5, или 1, или 5, или 20;
d) класс температуры указывается в том случае, если он отличается от температуры минус 20°C;
e) класс термостойкости B или C, который связан с классом давления.
Примечание - Например, "МРД 5 B0,5 C0,2", "МРД 5 B0,5". Необходимость отмечать класс A отсутствует;
f) направление потока (при необходимости);
g) дата изготовления (не менее года) может быть в коде.
h) если это применимо (см. 4.2.11), ручной привод должен быть отмечен с указанием того, что он не снимается.
Вышеуказанные маркировки должны быть нанесены на несъемные части крана, четко различимы, долговечны и устойчивы к атмосферным условиям. Аналогичные требования действуют в отношении этикеток и их маркировки. Самоклеящиеся этикетки должны быть испытаны в соответствии с приложением А ГОСТ IEC 60730-1.
Когда маркировка нанесена на этикетку чернилами, долговечность маркировки проверяют путем осмотра и протирания маркировки вручную в течение 15 с куском ткани, смоченным водой, и затем в течение 15 с куском ткани, смоченным нефтяным дистиллятом.
После всех испытаний, предусмотренных в настоящем стандарте, маркировка должна быть легко читаемой, должна быть исключена возможность снятия маркировочных табличек, и на них не должно быть скручивания.
В частности, после испытания солевым спреем маркировку проверяют, и она должна соответствовать установленным требованиям.
Примечание - Если в положениях норм маркировки приведена информация о некоторых или обо всех пунктах, перечисленных в 7.1, то данные положения считаются выполненными.
7.2 Инструкция по монтажу и эксплуатации
Для всех шаровых кранов и кранов с конусным закрывающим элементом с ручным управлением инструкция по установке и обслуживанию должна быть доступна и написана на официальном(ых) языке(ах), приемлемом(ых) для страны, в которую будут осуществлены поставки шарового крана и крана с конусным закрывающим элементом с ручным управлением, предоставлена необходимая информация об их надлежащей установке и эффективной работе вместе с другими деталями, которые должны использоваться при установке и в течение их срока службы.
Инструкция должна включать все детали маркировки, описанные в 7.1.
В инструкции подробно перечисляют методики и процедуры, каким образом установить и работать с шаровым краном и краном с конусным закрывающим элементом с ручным управлением, а также проверить правильность их установки и эксплуатации.
Кран должен работать только с исполнительным механизмом, установленным с оригинальным краном.
Предупреждения:
- при любом ухудшении качества или разрушении любой части шарового крана и крана с конусным закрывающим элементом с ручным управлением необходимо заменить кран: изменения в любой части комплектного крана свидетельствуют о несоответствии требованиям к производительности этого устройства;
- шаровой кран и кран с конусным закрывающим элементом с ручным управлением должны обеспечивать достаточный расход для их предполагаемого использования;
- все установки должны быть выполнены в соответствии с существующими местными правилами установки и практическими рекомендациями;
- следует соблюдать инструкции производителя по установке шарового крана и крана с конусным закрывающим элементом с ручным управлением и производителя прибора, в том числе для правильного положения точки подключения крана.
Эти инструкции и предупреждения могут быть дополнены согласно требованиям чертежей.
7.3 Упаковка
Упаковка должна быть выбрана изготовителем, обеспечивать надлежащую защиту от повреждения крана, содержать инструкции по монтажу и эксплуатации.
Приложение А
(обязательное)
Устойчивость к высоким температурам для кранов классов B и C
A.1 Общие положения
В настоящем приложении представлена процедура испытаний шаровых кранов и кранов с конусным закрывающим элементом с ручным управлением.
Шаровой кран или кран с конусным закрывающим элементом с ручным управлением считаются устойчивыми к высоким температурам, если они сохраняют герметичность до температуры, при которой больше не возникает опасности взрыва газа.
Для первого, второго и третьего семейств газов (см. ГОСТ 5542, ГОСТ 20448) допустимая температура составляет 650°C.
Примечание - Это температура самовоспламенения смеси природного газа с воздухом, которая является гарантированным значением для всех семейств газов.
Принято считать, что для шаровых кранов и кранов с конусным закрывающим элементом для зданий с ручным управлением эта герметичность относится к атмосферной (внешняя герметичность). Компоненты можно считать устойчивыми к высоким температурам при прохождении нижеприведенного теста.
А.2 Процедура
А.2.1 Критерии испытания
Испытание считают пройденным в том случае, если скорость утечки из шарового крана или крана с конусным закрывающим элементом с ручным управлением измеряют в условиях испытания согласно A.2.2, не превышают 150 дм/ч при следующих условиях испытаний:
- температура в центре печи должна быть постоянной на уровне 650°С (±10°C) в течение всего испытания;
- продолжительность высокотемпературного испытания - 30 мин;
- постоянное испытательное давление, равное максимальному рабочему давлению при значении не менее ![]() Па (завод-изготовитель может указывать более высокие значения вплоть до МРД;
Па (завод-изготовитель может указывать более высокие значения вплоть до МРД;
- испытуемой жидкостью является азот.
А.2.2 Метод испытания
А.2.2.1 Оборудование
Размеры печи позволяют устанавливать шаровой кран или кран с конусным закрывающим элементом с ручным управлением и его соединения в монтажных положениях, аналогичных применяемым на практике.
Предусмотрены устройства для поддержания постоянного давления в шаровом кране или в закрытом кране с конусным закрывающим элементом с ручным управлением с применением уплотнений во время испытания.
А.2.2.2 Процедура испытания
Печь нагревают до тех пор, пока температура в центре отсека не достигнет 650°C. Эту температуру поддерживают (±10°C) в течение всего испытания.
Шаровой кран или кран с конусным закрывающим элементом с ручным управлением присоединен и оснащен подходящей термопарой для измерения его температуры поверхности. Полную сборку устанавливают в центре предварительно нагретой печи с использованием опор (если необходимо) (см. рисунки А.1 и А.2).
|
1 - вход испытательного газа; 2 - регулятор давления; 3 - манометр; 4 - измерительный прибор; 5 - выпускной клапан; 6 - печь; 7 - кран, подлежащий испытанию в частично открытом положении
Рисунок A.1 - Оборудование для испытания на устойчивость к высоким температурам (внешняя утечка)
|
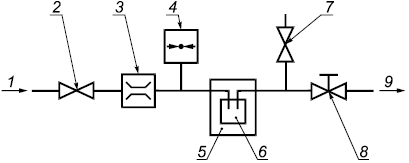
1 - вход испытательного газа; 2 - кран; 3 - расходомер; 4 - манометр (не более 10 кПа); 5 - печь; 6 - проверяемый кран в закрытом положении; 7 - продувочный клапан; 8 - выпускной клапан; 9 - выход
Рисунок A.2 - Оборудование для испытаний на устойчивость к высоким температурам (внутренняя и внешняя утечка)
Проверяемый кран в закрытом положении подвергают испытательному давлению, указанному изготовителем (не менее ![]() Па).
Па).
При проверке крана, находящегося под давлением азота, испытание при высокой температуре начинают, когда температура наружной поверхности проверяемого крана достигает 650°C. Во время испытания высокой температурой давление в кране поддерживают на постоянном уровне, которое следует проверять с помощью выпускного клапана. В течение 30 мин проверяют скорость утечки, регистрируемую расходомером.
Скорость утечки - это отношение объема азота, измеренного в течение времени измерения.
Следует также учитывать соответствие национальному законодательству и/или техническим правилам, установленным для бытовых газовых установок.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных межгосударственных стандартов европейским и международным стандартам, использованным в качестве ссылочных в примененном европейском стандарте
Таблица ДА.1
Обозначение ссылочного межгосударственного стандарта | Степень соответствия | Обозначение и наименование ссылочного европейского, международного стандарта |
NEQ | EN 437-2012 "Газы испытательные. Давления испытательные. Категории приборов" | |
IDT | EN 13611-2016 "Устройства безопасности и управления для газовых горелок и газовых приборов и/или жидкого топлива. Общие требования" | |
IDT | EN 1775:2007 "Газоснабжение. Газопроводы в зданиях. Максимальное рабочее давление не более или равное 5 бар. Рекомендации по эксплуатации" | |
IDT | EN 682-1995 "Уплотнения из эластомеров. Требования к материалам для уплотнений трубопроводов для транспортировки газа и жидких углеводородов и их фитингов" | |
NEQ | EN 437-2012 "Газы испытательные. Давления испытательные. Категории приборов" | |
ГОСТ 24705-2004 | MOD | ISO 724:1993 "Резьбы метрические ISO общего назначения. Основные размеры" |
ГОСТ 28338-89 | MOD | ISO 6708:1980 "Компоненты трубопроводов. Определение и выбор DN (номинальный размер)" |
IDT | ISO 5208:2008 "Арматура трубопроводная промышленная. Испытание под давлением" | |
IDT | EN 60730-1:2000 "Автоматические электрические управляющие устройства бытового и аналогичного назначения" | |
Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичный стандарт; - MOD - модифицированный стандарт; - NEQ - неэквивалентный стандарт. | ||
Библиография
[1] | EN 1503-3 Valves - Materials for bodies, bonnets and covers - Part 3: Cast irons specified in European standards (Клапаны. Материалы для корпусов, колпаков и крышек. Часть 3. Чугун, оговоренный европейскими стандартами) |
[2] | EN 1503-1 Valves - Materials for bodies, bonnets and covers - Part 1: Steels specified in European standards; German version EN 1503-1:2000 (Клапаны. Материалы для корпусов, колпаков и крышек. Часть 1. Стали, определенные европейскими стандартами) |
[3] | EN 1412:2016 Copper and copper alloys. European numbering system (Медь и медные сплавы. Европейская система нумерации) |
[4] | EN 12167:2016 Copper and copper alloys. Profiles and bars for general purposes (Медь и медные сплавы. Профили и бруски для общих целей) |
[5] | EN 12163:2016 Copper and copper alloys. Rod for general purposes (Медь и медные сплавы. Пруток для общих целей) |
[6] | EN 12164:2016 Copper and copper alloys. Rod for free machining purposes (Медь и медные сплавы. Пруток для машинной обработки) |
[7] | EN 12168:2016 Copper and copper alloys. Hollow rod for free machining purposes (Медь и медные сплавы. Полый стержень для свободной машинной обработки) |
[8] | EN 12420:2014 Copper and copper alloys. Forgings (Медь и медные сплавы. Поковки) |
[9] | EN 12165:2016 Copper and copper alloys. Wrought and unwrought forging stock (Медь и медные сплавы. Кованые и необработанные кузнечные изделия) |
[10] | EN 1982:1998 Copper and copper alloys - Ingots and castings (Медь и медные сплавы. Слитки и отливки) |
[11] | EN 549:1995 Specification for rubber materials for seals and diaphragms for gas appliances and gas equipment (Спецификация для резиновых материалов для уплотнений и диафрагм для газовых приборов и газового оборудования) |
[12] | EN 377:2003 Lubricants for applications in appliances and associated controls using combustible gases except those designed for use in industrial processes (Смазочные материалы для применения в приборах и связанных с ними средствах контроля с использованием горючих газов, за исключением тех, которые предназначены для использования в промышленных процессах) |
[13] | EN 751-1:1997 Sealing materials for metallic threaded joints in contact with 1st, 2nd and 3rd family gases and hot water. Anaerobic jointing compounds (Уплотнительные материалы для металлических резьбовых соединений в контакте с газами 1, 2 и 3 семейств и горячей водой. Анаэробные соединения) |
[14] | EN 751-2:1997 Sealing materials for metallic threaded joints in contact with 1st, 2nd and 3rd family gases and hot water. Non-hardening jointing compounds (Уплотнительные материалы для металлических резьбовых соединений в контакте с газами 1, 2 и 3 семейств и горячей водой. Не отвердевающие смеси для соединений) |
[15] | EN 751-3:1997 Sealing materials for metallic threaded joints in contact with 1st, 2nd and 3rd family gases and hot water. Unsintered PTFE tapes (Уплотнительные материалы для металлических резьбовых соединений в контакте с газами 1, 2 и 3 семейств и горячей водой. Неспеченные ленты из ПТФЭ) |
[16] | EN ISO 228-1:2000 Pipe threads where pressure-tight joints are not made on the threads - Part 1: Dimensions, tolerances and designation (Резьбы трубные, не обеспечивающие герметичность соединения. Часть 1. Размеры, допуски и обозначения) |
[17] | EN 1092-1:2018 Flanges and their joints. Circular flanges for pipes, valves, fittings and accessories, PN designated. Steel flanges (Фланцы и их суставы. Круглые фланцы для труб, клапанов, фитингов и аксессуаров, обозначенные PN. Стальные фланцы) |
[18] | EN 1092-2:1997 Flanges and their joints. Circular flanges for pipes, valves, fittings and accessories, PN designated. Cast iron flanges (Фланцы и их суставы. Круглые фланцы для труб, клапанов, фитингов и аксессуаров, обозначенные PN. Чугунные фланцы) |
[19] | EN 1092-3:2003 Flanges and their joints. Circular flanges for pipes, valves, fittings and accessories, PN designated. Copper alloy flanges (Фланцы и их суставы. Круглые фланцы для труб, клапанов, фитингов и аксессуаров, обозначенные PN. Фланцы из медного сплава) |
[20] | EN 1254-1:1998 Copper and copper alloys - Plumbing fittings - Part 1: Fittings with ends for capillary soldering or capillary brazing to copper tubes (Медь и медные сплавы. Фитинги. Часть 1. Фитинги для медных труб, присоединяемые капиллярной пайкой мягким или твердым припоем) |
[21] | EN 1254-2:1998 Copper and copper alloys. Plumbing fittings. Fittings with compression ends for use with copper tubes (Медь и медные сплавы. Сантехническое оборудование. Фитинги с концами сжатия для использования с медными трубами) |
[22] | EN 12627:2017 Industrial valves. Butt welding ends for steel valves (Промышленные клапаны. Концы стыковой сварки для стальных клапанов) |
[23] | EN 1555-3 Plastics piping systems for the supply of gaseous fuels - Polyethylene (PE) - Part 3: Fittings [Системы пластмассовых трубопроводов для подачи газообразного топлива. Полиэтилен (PE). Часть 3. Фитинги] |
[24] | ISO 17885:2015 Plastics piping systems - Mechanical fittings for pressure piping systems - Specifications (Системы пластмассовых трубопроводов. Механические фитинги для напорных трубопроводных систем. Технические условия) |
[25] | EN 1254-8-2012 Copper and copper alloys - Plumbing fittings - Part 8: Fittings with press ends for use with plastics and multilayer pipes (Медь и медные сплавы. Фитинги сантехнические. Часть 8. Фитинги с концами под опрессовку для использования с пластмассовыми и многослойными трубами) |
[26] | EN 1005-3:2009 Safety of machinery - Human physical performance - Part 3: Recommended force limits for machinery operation (Машины. Безопасность. Физические характеристики человека. Часть 3. Рекомендуемые предельные значения усилий для функционирования машин) |
[27] | EN 1593-1999 Non-destructive testing - Leak testing - Bubble emission techniques (Неразрушающий контроль. Испытание на герметичность. Метод образования пузырей в испытательной жидкости) |
[28] | EN 10255:2004 Non-alloy steel tubes suitable for welding and threading. Technical delivery conditions (Трубы из нелегированной стали подходят для сварки и нарезания резьбы. Технические условия поставки) |
[29] | EN 9227:2017 Corrosion tests in artificial atmospheres - Salt spray tests (Испытание на коррозию в искусственной атмосфере. Испытания в соляном тумане) |
[30] | ISO 9001:2015 Quality management systems - Requirements (Системы менеджмента качества. Требования) |
УДК 641.534.06:006.354 | МКС 23.060.20 | MOD | |
Ключевые слова: шаровые краны и краны с конусным закрывающим элементом с ручным управлением для газовых установок зданий; клапаны газовые | |||
Электронный текст документа
и сверен по:
, 2019
