ГОСТ 34518-2019
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПЕЧИ ПРОМЫШЛЕННЫЕ И АГРЕГАТЫ ТЕПЛОВЫЕ
Правила организации и производства работ, контроль выполнения и требования к результатам работ
Industrial furnaces and thermal units. Rules of organization and manufacturing operations, monitoring of implementation and requirements for the results of works
МКС 91.200
Дата введения 2019-05-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Некоммерческой организацией - Ассоциация пече-трубостроителей и пече-трубопроизводителей России "РосТеплостройМонтаж" (включая организации СРО НП "Монтаж-ТеплоСпецстрой", АО "Союзтеплострой", ООО "Алитер-Акси", ООО "Омсктепломонтаж", ЗАО "Трест "Уралдомнаремонт", ЗАО "Коксохиммонтаж"), Техническим комитетом по стандартизации ТК 400 "Производство работ в строительстве. Типовые технологические и организационные процессы"
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 28 февраля 2019 г. N 116-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 23 апреля 2019 г. N 160-ст межгосударственный стандарт ГОСТ 34518-2019 введен в действие в качестве национального стандарта Российской Федерации с 1 мая 2019 г.
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
1.1 Настоящий стандарт распространяется на промышленные печи, относящиеся к ним теплотехнические агрегаты в части общих требований, и отдельные требования к основным печам, и устанавливает правила организации и производства работ, контроль выполнения и требования к результатам работ при строительстве, реконструкции, капитальном ремонте.
1.2 Требования настоящего стандарта не распространяются на выполнение работ по обмуровке паровых котлов, котлов-утилизаторов, сооружению электролизеров.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 9.402-2004 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию
ГОСТ 390-96 Изделия огнеупорные шамотные и полукислые общего назначения и массового производства. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 530-2012 Кирпич и камень керамические. Общие технические условия
ГОСТ 969-91 Цементы глиноземистые и высокоглиноземистые. Технические условия
ГОСТ 1038-75 Пек каменноугольный. Технические условия
ГОСТ 1598-96 Изделия огнеупорные шамотные для кладки доменных печей. Технические условия
ГОСТ 1779-83 Шнуры асбестовые. Технические условия
ГОСТ 2138-91 Пески формовочные. Общие технические условия
ГОСТ 2694-78 Изделия пенодиатомитовые и диатомитовые теплоизоляционные. Технические условия
ГОСТ 2850-95 Картон асбестовый. Технические условия
ГОСТ 3910-75 Изделия огнеупорные динасовые для кладки стекловаренных печей. Технические условия
ГОСТ 4157-79 Изделия огнеупорные динасовые. Технические условия
ГОСТ 4689-94 Изделия огнеупорные периклазовые. Технические условия
ГОСТ 5040-2015 Изделия огнеупорные теплоизоляционные. Технические условия
ГОСТ 5336-80 Сетки стальные плетеные одинарные. Технические условия
ГОСТ 5338-80 Мертели огнеупорные динасовые пластифицированные. Технические условия
ГОСТ 5632-2014 Легированные нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 5949-75 Сталь сортовая и калиброванная коррозионно-стойкая, жаростойкая и жаропрочная. Технические условия
ГОСТ 6137-2015 Мертели огнеупорные алюмосиликатные. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7759-73 Магний хлористый технический (бишофит). Технические условия
ГОСТ 7948-80 Отвесы стальные строительные. Технические условия
ГОСТ 8179-98 (ИСО 5022-79) Изделия огнеупорные. Отбор образцов и приемочные испытания
ГОСТ 8691-73 (ИСО 5019-1-84, ИСО 5019-2-84, ИСО 5019-5-84) Изделия огнеупорные общего назначения. Форма и размеры
ГОСТ 8736-2014 Песок для строительных работ. Технические условия
ГОСТ 9416-83 Уровни строительные. Технические условия
ГОСТ 9533-81 Кельмы, лопатки и отрезовки. Технические условия
ГОСТ 9569-2006 Бумага парафинированная. Технические условия
ГОСТ 10153-70 Изделия высокоогнеупорные карбидкремниевые. Технические условия
ГОСТ 10178-85 Портландцемент и шлакопортландцемент. Технические условия
ГОСТ 10180-2012 Бетоны. Методы определения прочности по контрольным образцам
ГОСТ 10200-83 Пек каменноугольный электродный. Технические условия
ГОСТ 10381-94 Изделия высокоогнеупорные муллитовые для кладки лещади доменных печей. Технические условия
ГОСТ 10528-90 Нивелиры. Общие технические условия
ГОСТ 10529-96 Теодолиты. Общие технические условия
ГОСТ 10678-76 Кислота ортофосфорная термическая. Технические условия
ГОСТ 10888-93 (ИСО 5019-1-84, ИСО 5019-2-84, ИСО 5019-5-84) Изделия высокоогнеупорные периклазохромитовые для кладки сводов сталеплавильных печей. Технические условия
ГОСТ 11964-81 Дробь чугунная и стальная техническая. Общие технические условия
ГОСТ 12865-67 Вермикулит вспученный
ГОСТ 12871-2013 Хризотил. Общие технические условия
ГОСТ 13078-81 Стекло натриевое жидкое. Технические условия
ГОСТ 18481-81 Ареометры и цилиндры стеклянные. Общие технические условия
ГОСТ 20901-2016 Изделия огнеупорные для кладки воздухонагревателей и воздухопроводов горячего дутья доменных печей. Технические условия
ГОСТ 20910-90 Бетоны жаростойкие. Технические условия
ГОСТ 21436-2004 Изделия огнеупорные и высокоогнеупорные для футеровки вращающихся печей. Технические условия
ГОСТ 21830-76 Приборы геодезические. Термины и определения
ГОСТ 23037-99 Заполнители огнеупорные. Технические условия
ГОСТ 23619-79 Материалы и изделия огнеупорные теплоизоляционные муллитокремнеземистые стекловолокнистые. Технические условия
ГОСТ 23732-2011 Вода для бетонов и строительных растворов. Технические условия
ГОСТ 24297-2013 Верификация закупленной продукции. Организация проведения и методы контроля
ГОСТ 24704-2015 Изделия огнеупорные корундовые и высокоглиноземистые. Технические условия
ГОСТ 24862-81 Порошки периклазовые и периклазоизвестковые спеченные для сталеплавильного производства. Технические условия
ГОСТ 28013-98 Растворы строительные. Общие технические условия
ГОСТ 28468-90 Изделия огнеупорные для футеровки дуговых сталеплавильных печей. Технические условия
ГОСТ 30515-2013 Цементы. Общие технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 анкер (анкерное крепление): Металлическое или керамическое изделие, закрепленное на кожухе и служащее для опоры наносимой огнеупорной футеровки.
3.2 арка: Несущая конструкция в форме кривого бруса для перекрытия проемов из огнеупорных и керамических изделий.
3.3 боров: Канал прямоугольного сечения с арочным или плоским сводом из огнеупорных изделий, расположенный ниже уровня земли и служащий для эвакуации продуктов сгорания из печи или теплового агрегата.
3.4 вертикальная порядовочная рейка: Деревянная рейка для разметки рядов кладки стен по высоте коксовых печей.
3.5 воздушно-твердеющий раствор: Раствор, обретающий прочность при температуре от 5°С до 25°С.
3.6 вращающаяся печь: Пустотелый, открытый с торцов, футерованный изнутри огнеупорным кирпичом барабан, установленный с наклоном 3-4° к горизонту и вращающийся с частотой вращения 1,0-1,4 об/мин для получения цементного клинкера, а также обжига извести, керамзита.
3.7 газоход: Канал, расположенный выше уровня земли, футерованный огнеупорными материалами и служащий для удаления продуктов сгорания из печи или теплового агрегата.
3.8 горн: Нижняя часть шахтной плавильной печи или зона обжига агломерационных и обжиговых машин, где происходит горение топлива.
3.9 денсиметр: Прибор для измерения плотности жидкостей и твердых тел.
3.10 доменная печь: Плавильная печь шахтного типа для выплавки чугуна и ферросплавов из железорудного сырья.
Примечание - Комплекс доменной печи состоит из собственно доменной печи, воздухонагревателей, прямого и кольцевого воздухопроводов, пылеуловителя, трубы взятия печи "на тягу", газопровода грязного газа.
3.11 дробеструйный аппарат: Аппарат для подачи абразивного материала при проведении пескоструйных работ.
3.12 жаростойкий бетон: Бетон на основе огнеупорных ингредиентов, способный сохранять прочность при высоких температурах от 200°С до 1580°С.
3.13 замок: Огнеупорное изделие в верхней части арки или свода, придающее конструкции устойчивость за счет возникающей распорной силы.
3.14 заплечики: Секция доменной печи, расширяющаяся вверх от фурменной зоны до плоскости максимального диаметра.
3.15 калибровка (наверстка): Сортировка огнеупорных изделий по размерам, влияющим на толщину швов огнеупорной кладки.
3.16 камера горения: Элемент воздухонагревателя доменной печи, где происходит горение топлива, нагревающего насадку.
Примечание - Камера горения конструктивно бывает выносная и встроенная.
3.17 камера печи производства анодов: Пространство между двумя поперечными стенами печи, в которой размещены простенки для образования кассет.
3.18 кассета: Рабочее пространство печи для производства анодов, в которое загружаются аноды для обжига.
3.19 киянка: Молоток с пластмассовым или резиновым бойком.
3.20 кладка "елочкой": Кладка кирпича в один или несколько рядов под углом 45° к осевой линии стены.
3.21 кожух промышленной печи: Металлическая сплошная оболочка печи цилиндрической, конической или прямоугольной формы.
3.22 коксовая батарея: Специальный металлургический тепловой агрегат для получения кокса из каменного угля.
Примечание - Коксовая батарея обычно состоит из 44-69 коксовых печей. Огнеупорная кладка коксовой батареи разделяется по высоте на пять зон:
- первая зона - регенераторы;
- вторая зона - косые ходы (косоходная);
- третья зона - обогревательные простенки (вертикалы);
- четвертая зона - перекрытие вертикалов;
- пятая зона - перекрытие печей.
3.23 контрфорс: Подпорная стенка в коксовой батарее.
3.24 корнюр: Боковой канал для подвода коксового газа в коксовых батареях.
3.25 косой ход: Канал, соединяющий секции регенераторов в коксовых батареях.
3.26 летка: Отверстие в печи для выпуска расплавленного металла или шлака.
3.27 лещадь: Металлическое основание в доменной печи и ряде других шахтных или плавильных печей.
3.28 лучковая арка: Арка, отношение стрелы подъема которой к пролету менее и центральный угол менее 180°.
Примечание - Отношение стрелы подъема лучковой арки и лучкового свода к пролету, как правило, составляет ,
,
или
, а центральный угол - 120°-180° соответственно.
3.29 лучковый свод: Свод, отношение стрелы подъема которого к пролету менее .
3.30 мертель: Смесь мелкозернистой огнеупорной глины и порошков ряда огнеупорных материалов, служащих для приготовления растворов, применяемых в огнеупорной кладке для заполнения швов между огнеупорными изделиями.
3.31 нагревательная печь: Печь для нагрева металла (материалов) перед обработкой давлением (прокаткой, ковкой, штамповкой).
3.32 насадка: Огнеупорное изделие, служащее для нагрева воздуха или газа.
3.33 нижняя и верхняя обноски: Деревянные рейки, предназначенные для разметки осей регенераторов и камер коксования коксовой печи.
3.34 нитка: Огнеупорные изделия, уложенные в одну линию при кладке лещади доменной печи.
3.35 огнеупорный бетон: Жаростойкий бетон с температурой применения выше 1580°С.
3.30 огнеупорный материал: Материал, выдерживающий действие температуры не ниже 1580°С.
3.37 окат: Ряд футеровки в арках.
3.38 окружка: Боковая стена стекловаренной печи.
3.39 перевязка: Рабочий прием при кладке из кирпича или огнеупорных изделий, исключающий возможность образования в конструкции сквозного шва или совпадения швов в соседних рядах кладки.
3.40 печь для обжига анодов открытого типа: Многокамерная печь кольцевого типа, состоящая из не менее чем 36 камер, расположенных в два ряда и соединенных между собой переходными каналами.
3.41 печь первичного риформинга: Трубчатая печь для производства аммиака в комплекте с реактором вторичного риформинга.
3.42 плавильная электропечь: Цилиндрический кожух со сферическим днищем, футерованный огнеупорными материалами.
3.43 плашка: Рабочая грань кирпича, расположенная параллельно основанию кладки.
3.44 подина: Нижняя часть (дно) рабочего пространства печи.
Примечание - Подина может быть плоской или сферической.
3.45 полуциркульная арка: Арка, отношение стрелы подъема которой к пролету равно и центральный угол равен 180°.
3.46 полуциркульный свод: Свод, отношение стрелы подъема которого к пролету равно и центральный угол равен 180°.
3.47 понурый свод: Наклонный свод, идущий от свода горелок в стекловаренной печи.
3.48 пролет: Расстояние между пятами свода или арки.
3.49 промышленная печь: Тепловой агрегат, предназначенный для осуществления высокотемпературного технологического процесса, в котором происходят образование теплоты из того или иного вида энергии и передача ее материалу, подвергаемому тепловой обработке в технологических целях.
3.50 простенок (перегородка) анодной печи: Устройство из высокоогнеупорных изделий, в котором происходит процесс горения топлива с целью создания необходимой температуры на его наружных поверхностях для обжига загруженных анодов.
3.51 пылеуловитель: Агрегат, предназначенный для грубой очистки сухим способом отходящих от доменной печи газов.
3.52 пята: Огнеупорное изделие, воспринимающее распорные силы от арки (свода).
3.53 рабочее пространство: Камера горения, где происходит процесс тепловой обработки материала.
3.54 рабочий слой: Слой футеровки, непосредственно контактирующий с горячими газами и нагревательным материалом в рабочем пространстве.
3.55 распар: Наиболее широкая, чаще цилиндрическая, часть доменной печи между шахтой и заплечиками.
3.56 реактор: Тепловой аппарат в химической и нефтехимической промышленности, в котором протекают основные технологические процессы каталитического крекинга (дегидрирования) при получении высокооктанового бензина, бензола, толуолов, ксилола и др.
Примечание - Реактор обычно цилиндрической формы, оканчивающейся полусферами, реже - шаровой формы.
3.57 ребро кирпича: Наибольшая грань кирпича, расположенная перпендикулярно плашке.
3.58 регенератор: Теплообменник, в котором передача тепла осуществляется путем поочередного соприкосновения теплоносителя с одними и теми же поверхностями аппарата.
3.59 регенератор нефтехимической промышленности: Аппарат реакционный установки каталитического крекинга (дегидрирования), в котором сжигается кокс, отложившийся на катализаторе.
3.60 рекуператор: Теплообменный аппарат для использования теплоты отходящих газов, в котором теплота от горячего теплоносителя непрерывно передается холодному воздуху через разделяющую их стенку.
3.61 ресивер: Емкость с водой, в которую подается сжатый воздух для обеспечения необходимого давления воды при выполнении торкрет-бетонных работ.
3.62 руст: Шов в торкрет-бетонных футеровках, наносимый специальным ножом до набора им прочности с целью организованного образования трещин при твердении и сушке.
3.63 свод: Несущая пространственная конструкция из огнеупорных или иных изделий для перекрытия рабочего пространства печи или ее вспомогательного устройства.
3.64 силикатный модуль жидкого стекла: Отношение грамм-молекул ![]() к числу грамм-молекул
к числу грамм-молекул ![]() или
или ![]() .
.
3.65 стекловаренная печь: Печь для получения стекломассы и выработки из нее изделий (листового стекла, стеклотары и т.д.).
Примечание - стекловаренная печь состоит из верхнего строения - ванны или рабочего пространства, горелок, каркаса - и нижнего строения - регенераторов, внешних и внутренних боровов с шиберами и опорных столбов. Варочная часть печи объединяет зоны варки, осветления и гомогенизации, выработочная - зоны "студки" и выработки.
3.66 стрела подъема: Расстояние между линией, соединяющей концы опорной поверхности пят, и низом центрального или замкового изделия арки или свода.
3.67 температурный шов: Зазор, разделяющий огнеупорные конструкции для устранения напряжений, вызываемых температурными деформациями материала.
3.68 тепловой агрегат: Агрегат для получения, передачи и использования теплоты, состоящий из различного оборудования, конструкций, материалов, приборов контроля и регулирования, трубопроводов подачи топлива, окислителя или электрической энергии, эвакуации продуктов сгорания и ряда других компонентов, объединенных в единый технологический комплекс.
3.69 термическая печь: Печь для нагрева металла (материалов) с целью их термической обработки (закалки, отпуска, отжига, нормализации и т.п.).
3.70 термотвердеющий раствор: Раствор, обретающий прочность при температуре выше 200°С.
3.71 теска: Выравнивание поверхности огнеупорного изделия для получения установленной толщины шва.
3.72 торкрет-бетон: Безопалубочный метод нанесения бетонной футеровки под давлением при помощи цемент-пушки.
3.73 трубчатая печь: Печь, предназначенная для передачи нагреваемому продукту тепла, выделяющегося при сжигании топлива в топочной камере печи. Используются в процессах нефтепереработки для получения различных нефтепродуктов.
3.74 туннельная печь для обжига керамики, кирпича: Туннель с различными температурными зонами, через которые с определенной скоростью перемещается продукция, как правило, на футерованных вагонетках.
3.75 ферросплавная печь: Печь для получения ферросплавов (ферросилиций, феррохром, ферромарганец и т.д.).
3.76 фурма: Элемент в доменной печи, через который в печь подается горячий воздух.
3.77 фурменная зона: Верхняя часть горна между заплечиками и металлоприемником доменной печи.
3.78 футеровка: Конструкция из огнеупорных материалов, выполненная внутри металлического кожуха.
3.79 цемент-пушка (торкрет-пушка): Установка для нанесения под давлением бетонной смеси с помощью сопла, в котором происходит увлажнение бетонной смеси водой.
3.80 циклон: Аппарат для улавливания пыли в реакторе и регенераторе.
3.81 шахта доменной печи: Составляющая часть профиля доменной печи выше распара, имеющая форму усеченного конуса, обращенного широким основанием к распару.
3.82 шов в кладке: Зазор между поверхностями соседних огнеупорных, теплоизоляционных керамических изделий.
3.83 штраба: Ступенчатый или вертикальный обрыв в кладке, позволяющий в дальнейшем продолжить кладку с перевязкой швов.
3.84 ячейка насадки: Отверстие, служащее для прохода газов и воздуха при нагреве.
4 Классификация основных промышленных печей
4.1 Печи металлургической промышленности:
- доменная печь;
- плавильная электропечь;
- печь для обжига анодов открытого типа;
- коксовая батарея;
- ферросплавная печь;
- печи для нагрева и термической обработки металла.
4.2 Печи промышленности стройматериалов:
- вращающаяся печь;
- туннельная печь для обжига керамики, кирпича;
- стекловаренная печь.
4.3 Печи и тепловые агрегаты нефтехимической промышленности:
- реактор;
- регенератор;
- печь производства аммиака;
- трубчатая печь.
5 Общие требования
5.1 Документация
5.1.1 В состав документации должны входить:
- комплект проектной и рабочей документации с подписью ответственного лица, утвержденный заказчиком (генподрядчиком) для производства работ путем простановки штампа на каждом листе;
- проект производства работ (ППР), согласованный с заказчиком (генподрядчиком);
- акт приемки-сдачи фундамента под печь (тепловой агрегат, каркас, кожух печи) в соответствии с требуемыми нормативными документами, действующими на территории государства, принявшего настоящий стандарт*. Акт должен быть подписан представителями организации, соорудившей или смонтировавшей принимаемые конструкции, представителями заказчика (генподрядчика) и организации, выполняющей работы по сооружению печи;
______________
* В Российской Федерации действует РД-11-02-2006 "Требования к составу и порядку ведения исполнительной документации при строительстве, реконструкции, капитальном ремонте объектов капитального строительства и требования, предъявляемые к актам освидетельствования работ, конструкций, участков сетей инженерно-технического обеспечения".
- паспорта, сертификаты и другие сопроводительные документы на материалы и конструкции, подтверждающие их соответствие проектным показателям;
- иные документы в соответствии с нормативно-договорной документацией.
5.1.2 К акту приемки-сдачи фундамента под печь (тепловой агрегат, каркас, кожух) прилагают:
- акты освидетельствования скрытых работ;
- документы геодезической проверки положения и основных размеров фундаментов и стальных конструкций (на фундаментах и металлических конструкциях должны быть нанесены разбивочные оси и высотные отметки);
- акты и протоколы испытаний плотности сварки кожухов, охладительных приборов, соединений трубопроводов и других конструкций;
- акт сдачи-приемки футеруемых тепловых агрегатов или раздельно конструктивных элементов тепловых агрегатов, разрешающий выполнять в них работы по футеровке;
- акт на скрытые работы по приемке внутренней поверхности теплового агрегата в случае выполнения торкрет-бетонных работ;
- акт на скрытые работы по приварке анкеров, сеток крепления футеровки, если последние по проектной документации должны привариваться к внутренней поверхности обшивки теплового агрегата до начала нанесения футеровки.
5.1.3 Документы, указанные в 5.1.2, должны быть оформлены в соответствии с требуемыми нормативными документами, действующими на территории государства, принявшего настоящий стандарт*.
______________
* В Российской Федерации действует РД-11-02-2006 "Требования к составу и порядку ведения исполнительной документации при строительстве, реконструкции, капитальном ремонте объектов капитального строительства и требования, предъявляемые к актам освидетельствования работ, конструкций, участков сетей инженерно-технического обеспечения".
5.2 Подготовительные работы
5.2.1 Подготовительные работы включают в себя предусмотренные ППР мероприятия по организации стройплощадки, в том числе:
- устройство кровли здания или сооружение временной кровли над печью;
- подготовку площадки или приобъектного склада для складирования материалов и размещения оборудования в соответствии с ППР;
- подводку электроэнергии, воды, сжатого воздуха (при необходимости);
- создание запаса футеровочных материалов, не менее трехдневной их потребности, в соответствии с ППР, их хранение, исключающее нарушение их свойств;
- установку, подключение и испытание (при необходимости) механизмов и оборудования;
- подготовку растворного узла для приготовления огнеупорных растворов и бетонов;
- в металлических каркасах и кожухах должны быть оставлены предусмотренные ППР проемы для подачи внутрь печи материалов.
5.2.2 До начала работ по реконструкции, капитальному ремонту печей необходимо полностью отключить печь, воздухо-газопроводы, воздухо-газоподогреватели от действующих агрегатов и установить на них заглушки. Газопроводы должны быть продуты воздухом или азотом для удаления оставшегося в них газа с контролем концентрации газов в атмосфере на рабочих местах в соответствии с нормативными документами, действующими на данном предприятии.
5.3 Верификация закупленной (поставленной) продукции
5.3.1 Верификация закупленной (поставленной) продукции должна осуществляться в соответствии с ГОСТ 24297 (разделы 5 и 8) с целью проверки соответствия качества продукции требованиям, установленным в проектной документации и договорах поставки. Приемку огнеупорных изделий следует выполнять в соответствии с ГОСТ 8179 (раздел 9).
5.3.2 Для осуществления верификации закупленной (поставленной) продукции должен быть разработан план, в котором должно быть указано, какому контролю (выборочному или сплошному), по каким показателям и на соответствие каким критериям подвергается каждая позиция перечня материалов.
Результаты верификации закупленной (поставленной) продукции должны подтвердить характеристики, предоставленные поставщиком продукции в сертификатах и паспортах.
5.3.3 В плане верификации закупленной (поставленной) продукции должны быть предусмотрены мероприятия, исключающие использование огнеупорных материалов и изделий, показатели свойств которых при проведении контроля не соответствуют требованиям проектной документации.
До проверки материалов и изделий по плану верификации закупленной (поставленной) продукции использование их не допускается.
5.3.4 Штучные изделия (кирпичи, блоки, фасонные изделия) следует поставлять на приобъектный склад в пакетах с указанием на каждом номера партии, марки изделий, наименования соответствующих стандартов и технических условий, действующих на территории государства, принявшего стандарт.
Правила соответствия оценки качества следует выполнять по соответствующим этим материалам стандартам и техническим условиям, действующим на территории государства, принявшего стандарт.
5.3.5 Верификацию волокнистых огнеупорных материалов и изделий следует проводить в соответствии с ГОСТ 23619 (разделы 1-4).
5.3.6 На упаковке изготовителя бетонных смесей, вяжущих материалов должны быть указаны наименование и срок годности. Применять материалы по истечении срока годности без лабораторного анализа, подтверждающего их годность, запрещается. Лаборатория должна при этом указать новый срок годности.
5.3.7 Вяжущие материалы для приготовления жаростойкого (огнеупорного) бетона (портландцемент, шлакопортландцемент, цемент глиноземистый, высокоглиноземистый цемент и другие цементы) должны отвечать требованиям соответствующих стандартов и технических условий, указанным в проектной документации.
5.3.8 Оценку соответствия технических требований к цементам следует выполнять по ГОСТ 30515 (8.4 и раздел 9).
5.3.9 Жидкое стекло должно соответствовать требованиям ГОСТ 13078, при этом иметь силикатный модуль от 2,4 до 3 и плотность от 1,36 до 1,38 г/см (указывают в проектной документации).
5.3.10 Ортофосфорная кислота, используемая для приготовления бетонов, должна соответствовать требованиям ГОСТ 10678 и перед использованием должна быть разведена водой в соответствии с требованиями приложения А.
5.3.11 В качестве отвердителей для приготовления бетонов допускается применять:
- натрий кремнефтористый технический, соответствующий требованиям нормативных документов, действующих на территории государства, принявшего настоящий стандарт*, при этом содержание ![]() должно быть не менее 93%;
должно быть не менее 93%;
_____________
* В Российской Федерации действуют ТУ 113-08-587-86 "Натрий кремнефтористый технический".
- нефелиновый шлам, соответствующий требованиям нормативных документов, действующих на территории государства, принявшего настоящий стандарт**, при этом содержание СаО 50% - 55%, ![]() 25% - 30%,
25% - 30%, ![]() должно быть не более 4%,
должно быть не более 4%, ![]() не более 5%, потери при прокаливании должны быть не более 4,5%;
не более 5%, потери при прокаливании должны быть не более 4,5%;
_____________
** В Российской Федерации действуют ТУ 5743-039-05785164-2001 "Шлам нефелиновый (белитовый)".
- шлаки самораспадающиеся, соответствующие требованиям нормативных документов, действующих на территории государства, принявшего настоящий стандарт***, при этом ![]() 25% - 30%, СаО 40% - 50%,
25% - 30%, СаО 40% - 50%, ![]() и FeO должно быть не более 1%,
и FeO должно быть не более 1%, ![]() 4% - 8% и других примесей не более 20%.
4% - 8% и других примесей не более 20%.
_____________
*** В Российской Федерации действуют ТУ 14-11-181-89 "Шлаки феррохромовые самораспадающиеся. Технические условия".
5.3.12 Тонкость помола нефелинового шлама и самораспадающегося шлака должна быть такой, чтобы через сито N 008, которое должно удовлетворять требованиям нормативных документов, действующих на территории государства, принявшего настоящий стандарт![]() , проходило не менее 70% взятой пробы.
, проходило не менее 70% взятой пробы.
_____________
![]() В Российской Федерации действует ГОСТ Р 51568-99 (ИСО 3310-1-90) "Сита лабораторные из металлической проволочной сетки. Технические условия".
В Российской Федерации действует ГОСТ Р 51568-99 (ИСО 3310-1-90) "Сита лабораторные из металлической проволочной сетки. Технические условия".
5.3.13 Тонкомолотые добавки для бетонов должны отвечать требованиям ГОСТ 20910.
5.3.14 Крупный и мелкий заполнители должны удовлетворять требованиям соответствующих стандартов и технических условий, действующих на территории государства, принявшего настоящий стандарт![]() .
.
_____________
![]() В Российской Федерации действует ГОСТ Р 51568-99 (ИСО 3310-1-90) "Сита лабораторные из металлической проволочной сетки. Технические условия".
В Российской Федерации действует ГОСТ Р 51568-99 (ИСО 3310-1-90) "Сита лабораторные из металлической проволочной сетки. Технические условия".
5.3.15 Соответствие заполнителей проектной и рабочей документации необходимо устанавливать по определенным характеристикам для каждой отобранной средней пробы:
- насыпная плотность;
- влажность;
- зерновой состав;
- водопоглощение;
5.3.16 Материалы следует хранить в условиях, исключающих воздействие влаги и загрязнения посторонними примесями.
5.3.17 Вода для затворения растворной и бетонной смеси должна удовлетворять требованиям ГОСТ 23732 (раздел 4).
5.3.18 Поставка огнеупорных изделий для коксовых батарей, печей обжига анодов и других печей, имеющих большое количество фасонных изделий, должна осуществляться по зонам с учетом порядка очередности кладки, указанной в ППР.
5.4 Операционный контроль и оценка соответствия выполняемых работ
5.4.1 Операционный контроль должен осуществляться в ходе выполнения строительных процессов или производственных операций и обеспечивать своевременное выявление дефектов и причин их возникновения, принятие мер по их устранению и предупреждению.
Операционный контроль осуществляют:
- специалисты организации, выполняющей строительство;
- специалисты заказчика;
- специалисты проектной организации либо другой организации, имеющей разрешение на проведение указанного вида работ (если данный контроль предусмотрен договором).
5.4.2 При осуществлении операционного контроля ответственный производитель работ, назначенный приказом организации, должен проверить:
- соответствие последовательности и состава выполняемых работ рабочей и нормативной документации, распространяющейся на данный этап работ;
- соответствие выполняемых этапов работ и их результатов требованиям проектной и рабочей документации, а также распространяющейся на данные этапы работ нормативной документации.
5.4.3 Места выполнения контрольных операций, их частота, исполнители, методы и средства измерений, формы записи результатов, порядок принятия решений при выявлении несоответствий установленным требованиям должны соответствовать требованиям проектной, рабочей и нормативной документации.
5.4.4 Измерения проводят с использованием следующих инструментов:
- нивелиром по ГОСТ 10528;
- теодолитом по ГОСТ 10529;
- линейкой металлической по ГОСТ 427;
- рулеткой металлической по ГОСТ 7502;
- дальномером по ГОСТ 21830;
- уровнем строительным по ГОСТ 9416;
- щупом;
- отвесом по ГОСТ 7948;
- правилом длиной 2 м.
5.4.5 Результаты операционного контроля следует фиксировать в общем журнале работ или специальном журнале по отдельным видам работ, форма которых приведена в соответствии с требованиями нормативных документов, действующих на территории государства, принявшего настоящий стандарт*.
_____________
* В Российской Федерации действует РД 11-05-2007 "Порядок ведения общего и (или) специального журнала учета выполнения работ при строительстве, реконструкции, капитальном ремонте объектов капитального строительства".
Обязательному контролю подлежат скрытые виды работ на каждом этапе строительства с составлением акта освидетельствования скрытых работ в соответствии с требованиями нормативных документов, действующих на территории государства, принявшего настоящий стандарт**.
_____________
** В Российской Федерации действует РД 11-02-2006 "Требования к составу и порядку ведения исполнительной документации при строительстве, реконструкции, капитальном ремонте объектов капитального строительства и требования, предъявляемые к актам освидетельствования работ, конструкций, участков сетей инженерно-технического обеспечения".
5.4.6 Оценку соответствия выполняемых работ (этапов работ) по футеровке и кладке печи (теплового агрегата) определяют подтверждением выполнения в полном объеме работ в соответствии с проектной и рабочей документацией, верификацией закупленной (поставленной) продукции по 5.3, а также контрольных мероприятий согласно 5.4, которые должны обеспечивать в совокупности прочность и устойчивость печи (теплового агрегата), безопасность эксплуатации и соответствие требованиям технических регламентов, положениям соответствующих стандартов или условиям договора.
5.5 Производство работ в зимних условиях
5.5.1 Огнеупорную кладку (футеровку) промышленных печей в зимних условиях следует выполнять в теплых помещениях или тепляках при температуре на рабочем месте не ниже 5°С. При этом температура в любом месте тепляка или помещения должна быть положительной.
5.5.2 Огнеупорную кладку (футеровку) в зимних условиях следует выполнять на подогретых растворах с температурой не ниже 5°С, а при применении растворов известково-цементных, на жидком стекле или с добавкой портландцемента - не ниже 10°С.
5.5.3 Кладку насухо из штучных изделий (кроме арок, сводов, несущих конструкций) допускается выполнять при отрицательной температуре.
5.5.4 Кладку, выполненную в тепляке, необходимо выдерживать при положительной температуре до постановки на сушку.
5.5.5 Для приготовления смесей бетонов на цементных вяжущих применяют заполнители, имеющие положительную температуру воды. При этом заполнители следует подогреть с таким расчетом, чтобы смесь при выгрузке имела температуру не ниже 15°С для бетонов на высокоглиноземистом цементе и не ниже 7°С для бетона на глиноземистом цементе.
5.5.6 Для бетонов на жидком стекле в зимних условиях следует применять заполнители, имеющие положительную температуру, а жидкое стекло необходимо подогреть до температуры 30°С, обеспечивающей температуру смеси при выгрузке не ниже 15°С.
5.5.7 Контроль укладки бетона и торкретирования в зимнее время заключается в следующем:
- контроль температуры воздуха в местах производства работ и приготовления бетонных смесей осуществляют термометром с абсолютной погрешностью измерения не более 1°С в соответствии с ППР;
- контроль температур исходных материалов бетонной смеси в месте укладки (торкретирования) и твердеющего бетона осуществляют контактным термометром с относительной погрешностью не более ±1% в соответствии с ППР;
- определение времени выдерживания бетона при положительной температуре для приобретения бетоном необходимой прочности в соответствии с проектной документацией.
5.5.8 Конструктивные элементы промышленных печей, выполненные из жаростойкого (огнеупорного) бетона, в зимних условиях должны быть просушены до удаления свободной влаги. Непросушенные конструкции из жаростойкого (огнеупорного) бетона замораживать запрещается.
5.5.9 При отрицательной температуре воздуха допускается выполнять следующую кладку конструкций печей:
- насухо с засыпкой швов порошком, при этом кирпич (фасонное изделие) не должен иметь следов наледи и снега, а порошок должен быть хорошо просушен;
- из керамического кирпича по ГОСТ 530 на цементном и сложном растворах по ГОСТ 28013 (за исключением арок, сводов и несущих столбов);
- из диатомитового кирпича по ГОСТ 2694 на растворе с цементным вяжущим;
- волокнистых огнеупорных материалов по ГОСТ 23619.
5.6 Кладка из штучных изделий (кирпичи, блоки, фасонные изделия)
5.6.1 Кладку в зависимости от технологических требований подразделяют на следующие категории в соответствии с таблицей 1:
Таблица 1
Категория кладки | Толщина швов, мм |
Вне категории | До 0,5 (включительно) |
Первая | До 1 (включительно) |
Вторая | До 2 (включительно) |
Третья | До 3 (включительно) |
Четвертая | Более 3 |
5.6.2 Категорию кладки устанавливают в проектной документации.
5.6.3 Швы огнеупорной кладки должны быть заполнены раствором, а при кладке насухо - порошком.
5.6.4 В зависимости от толщины швов кладки растворы подразделяют на следующие консистенции в соответствии с таблицей 2:
- жидкая;
- полугустая;
- густая.
5.6.5 Подвижность раствора для различных категорий кладки устанавливают по ГОСТ 28013 в соответствии с таблицей 2.
Таблица 2
Категория кладки | Марка подвижности раствора | Консистенция раствора |
Вне категории |
| Жидкий |
Первая |
| Жидкий |
Вторая |
| Жидкий |
Третья |
| Полугустой |
Четвертая |
| Густой |
5.6.6 Места расположения, конструкция, размеры и методы выполнения температурных швов определяют в соответствии с проектной документацией.
При отсутствии указаний в проектной документации толщина температурных швов должна приниматься в соответствии с требованиями нормативных документов, действующих на территории государства, принявшего настоящий стандарт*.
_____________
* В Российской Федерации действует СП 83.13330.2016 "Промышленные печи и кирпичные трубы".
5.6.7 Кладку конструктивных элементов промышленных печей, выполняемых из материалов одного типа, ведут, как правило, в перевязку, за исключением сводов при выполнении их кольцами.
5.6.8 Слои кладки, как правило, между собой не перевязывают, за исключением мест, указанных в проекте.
5.6.9 Изоляционная кладка в стенах печей не должна доходить до отверстий кирпича, при этом в этих местах кладку следует выполнять из огнеупорных изделий (бетона).
5.6.10 Кладку сводов печей с нежестким каркасом следует выполнять после затяжки связей каркаса.
5.6.11 При кладке распорного свода кольцами они должны быть перпендикулярны к оси свода.
5.6.12 Замки в кольцах свода следует забивать после того, как будет уложено не менее четырех колец, расположенных впереди забиваемого кольца. Одновременная забивка в нескольких кольцах не допускается.
5.6.13 Купольные своды следует выкладывать последовательно замкнутыми кольцами.
5.6.14 Забивку замковых кирпичей и их осаживание следует выполнять киянками либо металлическими молотками через деревянные прокладки.
5.6.15 Теска замковых кирпичей запрещается. При необходимости кирпичи растесывают по обе стороны замкового ряда. Замковый кирпич должен входить в кладку от усилия руки не более чем на толщины оката свода.
5.6.16 Разборку опалубки свода следует выполнять после забивки замковых кирпичей заполнением кладкой пазух сводов, а также после окончательной затяжки связей каркаса. В случае применения пружин последние должны быть затянуты так, чтобы они не срабатывали при передаче на них распорных усилий.
5.6.17Методы контроля и критерии оценки соответствия выполняемых работ по огнеупорной кладке
5.6.17.1 Операционному контролю подлежат следующие параметры:
- толщина и заполняемость швов кладки по 5.6.17.2;
- перевязка швов по 5.6.17.3;
- толщина температурных швов по 5.6.17.4;
- геометрические размеры (высота, ширина, длина) внутреннего рабочего пространства печи рулеткой по ГОСТ 7502;
- отклонение кладки стен от вертикали по 5.6.17.5;
- отклонение горизонтальной поверхности кладки по 5.6.17.6;
- угол наклона горелочного туннеля от угла наклона горелки по 5.6.17.7;
- правильность установки пятовых изделий по 5.6.17.8-5.6.17.10;
- размер радиуса опалубки арок, свода по 5.6.17.10;
- контроль забивки замков арок, свода по 5.6.17.11;
- приготовление растворов по 5.6.17.12, 5.6.17.13;
- иные в соответствии с проектной (рабочей) документацией.
5.6.17.2 Толщину швов огнеупорной кладки проверяют щупами, имеющими ширину 15 мм для проверки швов в кладке из кирпича и мелких изделий, и 40 мм - в кладке из крупных блоков.
Толщину щупов следует принимать равной проектной толщине шва. Швы считаются годными, если щуп, вводимый без особого усилия, не входит в шов или углубляется не более чем на 20 мм. Не допускается пользоваться щупом, изношенным по толщине.
Контрольные измерения толщины швов огнеупорной кладки печей следует выполнять не менее чем в десяти местах на каждые 5 м поверхности кладки каждого элемента печи. При этом число мест с утолщенными швами до 50% против проектной толщины шва допускается не более пяти в выстилке и стенах и не более четырех в остальных конструктивных элементах кладки. Наименьшая толщина швов не нормируется.
5.6.17.3 Перевязка швов должна составлять не менее кирпича. Перевязку швов контролируют при помощи рулетки по ГОСТ 7502.
5.6.17.4 Толщину температурных швов следует измерять рулеткой по ГОСТ 7502 или шаблоном толщиной, равной проектной толщине температурного шва.
5.6.17.5 Отклонение кладки стен печи от вертикали следует проверять отвесом по ГОСТ 7948 и рулеткой по ГОСТ 7502 или уровнем по ГОСТ 9416, при этом отклонение не должно превышать ±5 мм на каждый метр высоты и ±20 мм (для опорных столбов не более 15 мм на всю высоту столба) на всю высоту стены, за исключением случаев, особо оговоренных в проекте.
5.6.17.6 Отклонение кладки пода, стен печи от горизонтали проверяется двухметровым правилом с уровнем по ГОСТ 9416, при этом максимальное отклонение не должно превышать 5 мм на 2 м, если иное не указано в проектной документации.
5.6.17.7 Соответствие расположения оси горелочных камней проектному (при устройстве горелок огнеупорным бетоном - опалубка горелки) контролируется с помощью капронового шнура толщиной от 6 до 8 мм, закрепленного в центре отверстия горелки и направленного под проектным углом, и рулетки по ГОСТ 7502, которой измеряют расстояние от шнура до краев горелочного тоннеля.
Отклонение осей от проектного положения не должно превышать 5 мм. Отклонение угла наклона горелочного туннеля от проектного положения должно быть в пределах ±2°, если в проекте не приняты особые требования.
5.6.17.8 Пяты в печах с пролетом более 1,5 м и рабочей температурой более 1200°С должны быть заглублены в стены с отступом от внутренних их краев не менее чем на 30 мм.
Пяты распорного свода должны быть расположены на проектной отметке и иметь ровную опорную поверхность в радиальном направлении.
Не допускаются неплотности между пятовыми кирпичами и пятовыми балками или каркасом печи. Промежутки между пятовыми кирпичами и пятовыми балками должны быть заполнены огнеупорным кирпичом.
5.6.17.9 Отклонение пятовых кирпичей от продольной оси и центрового замкового кирпича от оси симметрии сводов контролируют при помощи капронового шнура (стальной проволоки), натянутой по продольной оси печи, и рулеткой по ГОСТ 7502, которой измеряют расстояние от шнура (проволоки) до ближней точки пятового кирпича.
Отклонение пятовых кирпичей от продольной оси не должно превышать ±5 мм на метр и ±10 мм - на всю длину свода.
Отклонение центрового замкового кирпича от оси симметрии свода или арки не должно превышать 0,003 размера пролета свода или арки, но не более ±65 мм.
5.6.17.10 Отклонение пятовых кирпичей от проектной отметки измеряют нивелиром по ГОСТ 10528, и оно не должно превышать ±5 мм на 1 м.
Отклонение от проектного размера радиуса опалубки свода или арки контролируют при помощи рулетки по ГОСТ 7502.
5.6.17.11 Число замковых кирпичей в сводах и арках должно быть при пролете до 3 м - один, а при пролетах более 3 м - не менее трех (нечетное число) из расчета, чтобы расстояние между ними по дуге не превышало 1,5 м.
5.6.17.12 При приготовлении растворов необходимо контролировать дозировку, очередность загрузки вяжущих, воды и заполнителя, а также время перемешивания согласно инструкции, которая должна быть вывешена на месте приготовления.
5.6.17.13 С момента загрузки всех составляющих продолжительность перемешивания должна быть не менее 3 мин. Более точное время перемешивания определяют пробой нанесения раствора на специально взятый для этой цели кирпич. Раствор не должен содержать комков, стекать с кирпича, и при разглаживании кельмой должна образоваться гладкая, без шероховатостей, поверхность.
5.6.17.14 Соблюдение условий настоящего раздела при выполнении огнеупорной кладки промышленных печей означает, что выполненные работы соответствуют требованиям проектной и нормативно-технической документации.
5.7 Укладка монолитных жаростойких (огнеупорных) бетонов
5.7.1 Укладка монолитных жаростойких (огнеупорных) бетонов состоит из следующих операций:
- устройство изоляционного слоя (если это предусмотрено проектом);
- установка арматуры (анкеров);
- устройство опалубки в соответствии с конфигурацией футеровки;
- укладка и уплотнение бетонной смеси;
- выдерживание бетона в опалубке и уход за ним;
- снятие опалубки.
5.7.2 Опалубка, как правило, может быть металлической, деревянной или пластиковой. Деревянная опалубка (рабочий слой) должна быть из водостойкой фанеры или из деревянных изделий, пропитанных водоотталкивающим составом. Для исключения сквозных швов боковые стенки опалубки должны иметь зигзагообразный уступ с внутренней части. При установке и креплении опалубки необходимо проверять устойчивость и надежное раскрепление поддерживающих лесов.
5.7.3 До начала укладки бетона должна быть установлена арматура (анкеры), если это предусмотрено проектом, и составлен акт на скрытые работы по 5.4.5, разрешающий укладку бетона.
5.7.4 При монтаже опалубки должна быть обеспечена геометрическая неизменяемость внутренних размеров опалубки при загрузке и вибрировании бетонной смеси.
5.7.5 Приготовление бетонной смеси выполняют, как правило, на стройплощадке. Все исходные материалы дозируют по массе, при этом допускаются отклонения не более ±1% массы вяжущих, отвердителей, тонкомолотых добавок и воды и не более ±2% массы заполнителей.
5.7.6 Бетонную смесь приготавливают следующим образом: в смеситель загружают сухие составляющие и перемешивают в течение 1 мин, после чего заливают затворитель и перемешивают не менее 3 мин.
5.7.7 Бетонную смесь следует укладывать непрерывно, перерыв между окончанием уплотнения одной порции бетонной смеси и подачей следующей не должен превышать 30 мин, кроме бетонов на портландцементе, для которых допускается перерыв в течение 60 мин.
5.7.8 Укладываемую смесь следует уплотнять с соблюдением следующих правил:
- вибраторы следует опускать в бетонную смесь вертикально;
- шаг перестановки вибраторов не должен превышать полуторного радиуса их действия и должен обеспечивать перекрытие площадкой вибратора границы уже провибрированного участка;
- вибраторы во время работы не должны касаться арматуры (анкеров);
- продолжительность вибрирования должна обеспечить достаточное уплотнение бетонной смеси, основными признаками которого являются прекращение оседания смеси и появление цементного молока на ее поверхности;
- толщина укладываемого слоя не должна превышать 40 см;
- изоляционный бетон необходимо уплотнять при помощи ручных трамбовок.
5.7.9 При бетонировании плоских конструкций толщиной от 10 до 20 см уплотнение следует осуществлять поверхностными вибраторами.
5.7.10 Бетонную смесь на сводах и перекрытиях следует укладывать секторами или участками размерами 1x1 м, ограниченными опалубкой, на полную толщину.
При бетонировании сводов и перекрытий послойная укладка бетона по толщине, за исключением изоляционного, не допускается.
5.7.11 Операционный контроль и критерии оценки соответствия выполняемых работ
5.7.11.1 Операционному контролю подлежат следующие этапы работ:
- подготовка поверхности (если это предусмотрено проектом);
- устройство опалубки;
- установка арматуры (анкеров);
- приготовление бетонной смеси;
- укладка бетонной смеси с отбором контрольных образцов;
- уход за уложенным бетоном.
5.7.11.2 Подготовка поверхности заключается, как правило, в очистке металлической поверхности от ржавчины, масляных пятен и прочих загрязнений с составлением акта на скрытые работы. Установленная опалубка должна соответствовать требованиям 5.7.2 и 5.7.4.
5.7.11.3 Арматура должна быть установлена в соответствии с проектной документацией. Установка (приварка) анкеров должна быть выполнена по разметке, при этом анкеры не должны привариваться в местах сварных швов конструкции, на которую укладывают бетон.
5.7.11.4 Бетонную смесь приготавливают в соответствии с инструкцией изготовителя бетонной смеси, в которой должны быть указаны порядок загрузки составляющих, способ дозировки, время перемешивания. Инструкция должна находиться на месте приготовления бетона.
5.7.11.5 Контроль прочности на сжатие выполняют в соответствии с требованиями ГОСТ 10180 путем изготовления и испытания образцов из укладываемого бетона размером 100x100x100 мм, выдержанных в следующих условиях:
- бетоны на портландцементе, высокоглиноземистом цементе - выдерживание в нормальных условиях [температура (20±2)°С, относительная влажность не менее 90%] в течение 7 суток, а после высушивания до постоянной массы - при температуре (105±5)°С;
- для бетонов на глиноземистом цементе - выдерживание в течение 3 суток;
- для бетонов на ортофосфорной кислоте с муллитовыми или шамотными заполнителями - нагревание до 250°С с подъемом температуры со скоростью 60°С/ч, выдерживание при этой температуре 8 ч и охлаждение вместе с печью;
- для бетонов на жидком стекле - выдерживание при температуре (20±2)°С и относительной влажности не более 60% в течение 3 суток и затем высушивание до постоянной массы при температуре (105±5)°С.
5.7.11.6 Уход за уложенным бетоном в конструкции печи должен быть обеспечен в соответствии с проектной документацией и (или) документацией изготовителя бетонной смеси (увлажнение, укрытие и т.д.).
5.7.11.7 Укладка жаростойких (огнеупорных) монолитных бетонов с соблюдением условий данного раздела, проведения операционного контроля по 5.7.11, выполнение требований входного контроля по 5.2 обеспечивают соответствие выполненных работ требованиям проектной и нормативно-технической документации.
5.8 Укладка жаростойких (огнеупорных) бетонов методом торкретирования
5.8.1 Укладка жаростойких (огнеупорных) бетонов методом торкретирования состоит из следующих технологических операций:
- подготовка поверхности;
- укладка изоляционного слоя(ев) (если это предусмотрено проектом);
- установка арматуры (анкеров);
- устройство опалубки (карт);
- приготовление сухой бетонной смеси (в случае нахождения компонентов сухой смеси в разных упаковках);
- нанесение бетона под давлением (торкретирование);
- уход за уложенным бетоном.
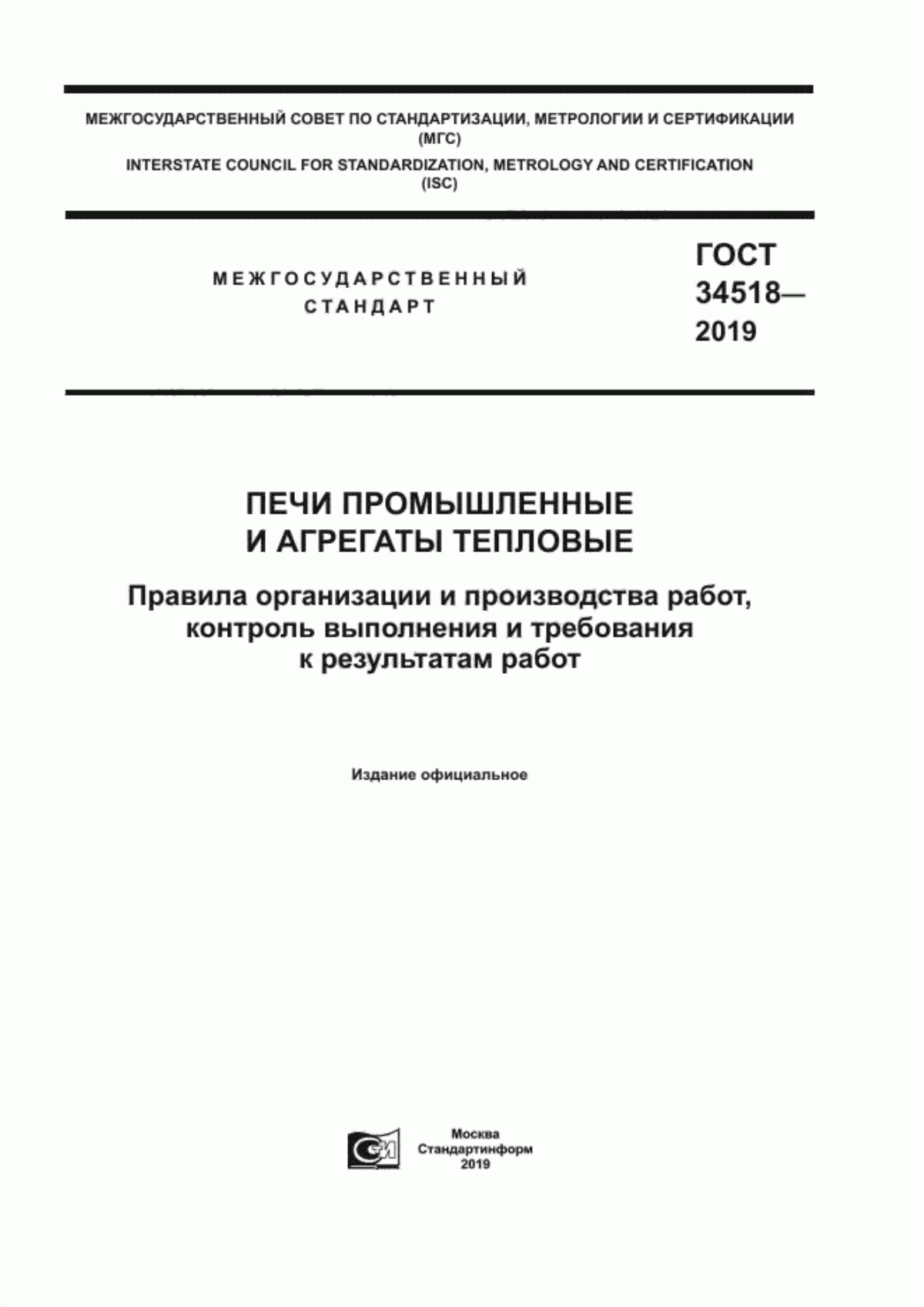
5.8.2 Перед нанесением торкрет-бетона металлическая поверхность должна быть очищена методом пескоструйной (дробеструйной) очистки (см. рисунок 1).
|
1 - пескоструйщик (сопловщик); 2 - фал предохранительного пояса; 3 - инвентарные леса; 4 - сплошной дощатый настил; 5 - корпус аппарата; 6 - факел; 7 - материальный шланг; 8 - скафандр пескоструйщика (сопловщика)
Рисунок 1 - Позиционирование при проведении пескоструйных работ
5.8.3 Степень очистки поверхности следует принимать по проектной документации в соответствии с ГОСТ 9.402.
5.8.4 При проведении пескоструйных работ сжатый воздух давлением от 5 до 6 МПа должен подаваться в количествах, соответствующих диаметру сопла по таблице 3.
Таблица 3
Диаметр сопла, мм | Количество воздуха, м |
6 | 3 |
8 | 4,5 |
10 | 9 |
5.8.5 В качестве абразивных материалов допускается применять:
- стальной высококремнистый песок (фракция от 0,3 до 1 мм), который соответствует требованиям нормативных документов, действующих на территории государства, принявшего настоящий стандарт*;
_____________
* В Российской Федерации действуют ТУ 032100-035-26439992-2006 "Песок стальной высококремнистый СП-17".
- стальная колотая дробь ДСК, фракция 0,3-1 мм, по ГОСТ 11964;
- стальная литая дробь ДСЛ, фракция 0,3-1,5 мм, по ГОСТ 11964;
- чугунная колотая дробь ДЧК, фракция 0,3-1 мм, по ГОСТ 11964;
- кварцевый речной или горный песок, фракция не более 2 мм без пылевидных и глинистых включений по ГОСТ 2138 и ГОСТ 8736.
5.8.6 После проведения пескоструйных работ обработанная поверхность должна быть продута сжатым воздухом.
5.8.7 До начала укладки бетона должны быть установлены арматурные элементы (анкеры, панцирная сетка и т.п.) в соответствии с проектной документацией и составлен акт на скрытые работы по 5.4.5, разрешающий укладку бетона.
5.8.8 При торкретировании конструктивных элементов печей жаростойким (огнеупорным) бетоном температура воздуха и температура поверхности, на которую наносят бетон, должны находиться в пределах 5°С - 30°С, а температура воды, подаваемой в сопло, не должна превышать 25°С.
5.8.9 До начала работ необходимо отрегулировать подачу воды и сухой смеси путем пробного нанесения торкрет-бетона на переносной щит на месте производства работ.
5.8.10 Для уменьшения пыления перед загрузкой в бункер цемент-пушки допускается увлажнение смеси до 6% - 8% влажности путем перемешивания в бетономешалке.
5.8.11 При нанесении торкрет-бетона необходимо соблюдать следующие обязательные условия:
- торкретирование следует выполнять снизу вверх горизонтальными круговыми движениями;
- при нанесении последующего слоя его следует укладывать на еще не схватившийся слой, с тем чтобы частицы наносимого слоя внедрились в предыдущий, не разрушая его;
- сопло должно быть направлено перпендикулярно к поверхности. Расстояние от сопла до поверхности бетона должно быть от 0,8 до 1,2 м, и всю толщину наносимого слоя следует укладывать за один прием;
- добавлять на схватившийся слой дополнительный слой для достижения проектной толщины;
- участки, где толщина бетона оказалась меньше проектной, следует удалить полностью на всю толщину и восстановить заново;
- при выполнении работ следует минимизировать отскок бетона и исключить его попадание на свеженанесенный слой, а также скопление его на участках, подлежащих торкретированию;
- после окончания торкретирования очередного сектора необходимо обрезать его торцы кельмой по ГОСТ 9533 под прямым углом к поверхности;
- перед возобновлением работ поверхность торцов необходимо увлажнить распыленной водой;
- запрещается заглаживать законченный слой футеровки. Поверхность футеровки должна быть шероховатой;
- для направленного образования трещин на поверхности футеровки необходимо нарезать русты квадратами со стороной, определенной проектом.
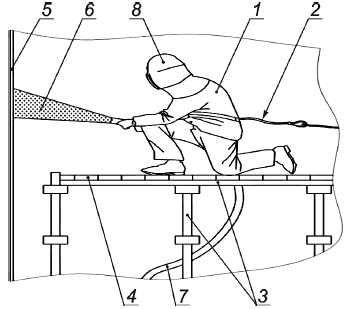
5.8.12 Позиционирование торкретчика при проведении торкретных работ (см. рисунок 2)
5.8.13 Торкрет-бетон на поверхность должен наноситься отдельными участками-картами. Карты должны иметь прямоугольную форму, и их границы должны проходить между рядами анкеров. Плоскость кромок карт должна составлять с плоскостью торкретируемой поверхности угол 90° и иметь зигзагообразный профиль для исключения сквозных швов.
Размеры карт в плане должны составлять, как правило, 11 м (для особо легких торкрет-смесей на глиноземистом цементе размеры карт допускается уменьшать до размеров 0,7
0,7 м). При торкретировании изоляционным бетоном допускается наносить смесь без применения карт.
5.8.14 Во время торкретирования давление воздуха в торкрет-пушке и ресивере должно быть постоянным. Регулированию подлежит только подача воды для смачивания торкрет-смеси в сопле. Регулировку должен осуществлять торкретчик вентилем, расположенным на сопле. Необходимое количество воды следует подавать визуально с таким расчетом, чтобы обеспечить соответствующую гидратацию наносимой смеси. Количество подаваемой сухой смеси должен регулировать машинист цемент-пушки по команде торкретчика (за исключением конструкций цемент-пушек, которые могут управляться с пульта на рабочем месте торкретчика).
5.8.15 Температура воды не должна превышать 25°С, так как это может привести к более быстрому схватыванию и потере сцепления торкрет-смеси.
|
1 - торкретчик; 2 - фал предохранительного пояса; 3 - материальный (рабочий) шланг; 4 - шланг для подачи воды к соплу; 5 - инвентарные леса; 6 - сплошной дощатый настил; 7 - сопло торкретчика; 8 - факел с торкрет-массой; 9 - армирование футеровки (условно); 10 - ограничительный шаблон с выступом; 11 - корпус аппарата; 12 - футеровка; 13 - респиратор (СИЗ органов дыхания)
Рисунок 2 - Позиционирование торкретчика (сопловщика) при проведении торкретных работ
Избыточное количество воды может вызвать расслоение и значительную усадку футеровки.
5.8.16 В процессе выполнения работ необходимо изготавливать опытные образцы бетона в виде кубов размером 7070
70 мм, которые вырезают из слоя нанесенного на щит торкрет-бетона. По этим образцам выполняют испытание образцов бетона в соответствии с ГОСТ 10180 (разделы 2, 5, 6) на соответствие бетона данным проектной документации.
Три образца должны быть испытаны на сжатие после выдержки в течение 24 ч для составов на жидком стекле, 72 ч - для составов на глиноземистом цементе, 7 суток - для составов на портландцементе и высокоглиноземистом цементе в условиях, аналогичных тем, в которых находится торкретированная футеровка. Три образца должны быть испытаны после сушки для определения остаточной прочности, которая должна быть не ниже установленной проектной документацией.
5.8.17 По окончании работ по нанесению бетона на участке (захватке) необходимо обеспечить орошение поверхности чистой холодной водой. Орошение выполнять до впитывания воды бетоном - насыщением. Если вода не впитывается, орошение прекращают.
5.8.18 Орошение водой в течение первых суток следует проводить через каждый час, а в последующие двое суток - через 3-6 ч, до тех пор, пока бетон не перестанет нагреваться.
5.8.19 Бетон после схватывания следует простучать молотком массой 0,5 кг на предмет наличия пустот. Участки, издающие глухой, дребезжащий звук, необходимо удалить. На поверхности торкрет-бетона не должно быть усадочных трещин, вздутий и отслоений.
5.8.20 Укладку торкрет-бетона на основе глиноземистого цемента и портландцемента следует осуществлять при температуре внутри аппарата не ниже +5°С, а на основе высокоглиноземистого цемента и жидкого стекла - при температуре не ниже +15°С.
5.8.21 Установленные армирующие элементы после сварки подлежат техническому контролю. Каждый анкер следует проверять внешним осмотром и простукиванием молотком массой до 0,5 кг с различных направлений.
Слабо закрепленные или сломанные анкеры, а также сварные швы с трещинами подлежат удалению и замене.
5.8.22 Укладка жаростойких (огнеупорных) бетонов методом торкретирования с соблюдением условий данного раздела, проведение операционного контроля, выполнение верификации закупленной (поставленной) продукции по 5.2 подтверждают соответствие выполненных работ требованиям проектной и нормативно-технической документации.
5.9 Укладка пластических масс
5.9.1 Пластические массы следует поставлять в готовом виде, в виде пластин, упакованных в брикеты в полиэтиленовой пленке, для исключения преждевременного высыхания.
5.9.2 Пластические массы допускается укладывать свободно или в опалубке.
5.9.3 Уплотнение массы следует осуществлять ручными пневматическими трамбовками массой от 2,5 до 5,0 кг. Частота ударов рабочей части трамбовки должна быть от 800 до 140 уд/мин. Рабочая часть трамбовки должна иметь прямоугольную форму площадью около 20 см. Допускается трамбовка деревянным (пластмассовым) молотком массой от 1,0 до 1,5 кг.
5.9.4 Первый слой следует слегка утрамбовать молотком. Второй слой необходимо укладывать перевязкой пластин с первым слоем. Трамбовку второго слоя следует выполнять с такой интенсивностью, чтобы произошло хорошее сцепление первого и второго слоев, не оставалось полостей, не заполненных массой, и масса на утрамбованном участке была монолитной и гомогенной.
5.9.5 Для достижения необходимого уплотнения каждый участок должен быть утрамбован 3-5 раз. Поверхность при этом должна быть неровной (шероховатой) для хорошего сцепления со следующим слоем.
5.9.6 Последующие слои следует укладывать и утрамбовывать в соответствии с требованиями 5.9.4, 5.9.5. Трамбовку следует выполнять без перерыва. В случае невозможности выполнения работы без перерыва поверхность последних утрамбованных слоев должна быть укрыта влажной мешковиной. При продолжительном перерыве в работе, когда поверхность затвердела, необходимо снять верхний слой до пластичного слоя.
5.9.7 После окончания укладки слой массы свыше проектного необходимо удалить специальной лопаткой. Срезанный материал может быть использован повторно.
5.9.8 Масса, уложенная в опалубку, не требует корректировки по толщине, но поверхности футеровки необходимо придать шероховатость скребком с зубцами.
5.9.9 На поверхность уложенной массы следует нанести русты квадратами со стороной 1000 мм. Русты прорезают на глубину до толщины футеровки (но не более 60 мм), и они должны иметь ширину от 1 до 2 мм.
5.9.10 После устройства рустов необходимо с помощью шила диаметром 4 мм по всей поверхности проткнуть вентиляционные отверстия с шагом от 100 до 150 мм.
5.9.11 По окончании всех работ, убедившись, что поверхность вся шероховатая, необходимо укрыть футеровку для предотвращения интенсивного высыхания.
5.9.12 Операционный контроль выполняемых работ осуществляют путем проверки состояния пластической массы по 5.2 перед укладкой, выполнением требований к производственному процессу и проведением контрольных мероприятий согласно условиям данного раздела. Соблюдение данных условий подтверждает соответствие выполненных работ требованиям проектной и нормативно-технической документации.
5.10 Футеровка с применением волокнистых материалов
5.10.1 Требования настоящего подраздела распространяются на футеровку с применением волокнистых материалов по ГОСТ 23619.
5.10.2 Крепление футеровки из волокнистых материалов к металлическому кожуху (каркасу) выполняют с применением металлических (из жаростойкой стали), керамических и комбинированных анкеров в зависимости от рабочей температуры в соответствии с проектной документацией.
5.10.3 Футеровку из волокнистых материалов следует начинать с приварки анкеров по разметке с шагом, определенным проектной документацией, если осуществляют монтаж футеровки из рулонных или плитных материалов.
5.10.4 В случае футеровки из модульных блоков (изделий из волокнистых материалов в форме куба или параллелепипеда) приварку анкеров выполняют по ходу монтажа модульных блоков.
5.10.5 Монтаж рулонных материалов (войлока) следует выполнять таким образом, чтобы стыки полотен не совпадали в соседних по толщине слоях. Укладку последнего рабочего слоя следует осуществлять со смещением относительно предыдущего по длине и ширине.
5.10.6 Футеровку плоских сводов следует выполнять с предварительным изготовлением блоков путем укладки в виде гофры или наматывания рулона на металлическую рамку. Затем необходимо скрепить полученный блок металлическими штырями на расстоянии 50-70 мм от верхней плоскости блока, за которые затем крепят каждый блок путем приварки металлических штырей к металлической конструкции свода.
5.10.7 Футеровка с применением волокнистых материалов может быть комбинированная, т.е. многослойная, с нанесением на волокнистые материалы слоя бетона. Бетон в этом случае следует наносить, как правило, методом торкретирования, при этом необходимо отделить наносимый слой бетона от волокнистой футеровки водонепроницаемой пленкой.
5.10.8 Операционному контролю подлежат следующие операции:
- установку армирующих элементов контролируют по 5.8.21;
- правильность укладки материалов определяют визуально - швы в слоях не должны совпадать;
- соответствие коэффициенту уплотнения указывают в проектной документации.
5.10.9 Критерии оценки выполняемых работ заключаются в определении соответствия данных работ требованиям:
- проектной и рабочей документации;
- верификации закупленной (поставленной) продукции по 5.2.5;
- данного раздела.
6 Кладка доменной печи
6.1 Общие требования
6.1.1 Кладку (футеровку) выполняют в следующих элементах комплекса доменной печи:
- доменная печь;
- кольцевой и прямой воздухопровод горячего дутья;
- труба взятия печи "на тягу";
- восходящие и нисходящие газопроводы грязного газа;
- воздухонагреватели;
- пылеуловитель.
6.1.2 Применение огнеупорных и теплоизоляционных изделий в конструктивных элементах комплекса доменной печи и нормативная документация по этим изделиям указаны в приложении Б.
6.1.3 Допустимая толщина швов в конструктивных элементах комплекса доменной печи указана в приложении В.
6.1.4 Допустимые отклонения от проектных размеров конструктивных элементов комплекса доменной печи указаны в приложении Г.
6.2 Правила выполнения работ на основных конструктивных элементах доменной печи
6.2.1 Кладка лещади
6.2.1.1 Металлическое основание печи выравнивают углеродистым бетоном или углеродистой набивной массой, которая соответствует требованиям нормативных документов, действующих на территории государства, принявшего настоящий стандарт*.
_____________
* В Российской Федерации действуют ТУ 48-12-26-95 "Масса холоднонабивная теплопроводная для доменных печей".
6.2.1.2 Графитированные и углеродистые блоки, которые соответствуют требованиям нормативных документов, действующих на территории государства, принявшего настоящий стандарт**, следует укладывать в соответствии с проектной документацией и монтажной схемой контрольной сборки блоков, составленной изготовителем блоков.
_____________
** В Российской Федерации действуют ТУ 48-12-37-77 "Блоки графитированные для доменных печей", ТУ 48-12-18-77 "Блоки углеродистые".
6.2.1.3 Установку графитированных блоков в нижней части лещади следует начинать с укладки центрального блока центральной нитки. После монтажа 3-4 ниток и приобретения устойчивости кладки укладку блоков следует выполнять по двум ниткам в две стороны от центра одновременно.
При монтаже каждого блока следует контролировать вертикальность, горизонтальность блоков и прямолинейность нитки.
6.2.1.4 Каждый блок должен прилегать к соседним блокам своими плоскостями, образуя шов требуемой толщины, который должен быть заполнен углеродистой пастой, которая соответствует требованиям нормативных документов, действующих на территории государства, принявшего настоящий стандарт*, приготовленной согласно инструкции поставщика.
_____________
* В Российской Федерации действуют ТУ 48-12-26-95 "Масса холоднонабивная теплопроводная для доменных печей".
Для удаления излишков пасты и обеспечения установленной толщины швов разрешается прижимать блоки один к другому винтовыми или гидравлическими домкратами.
6.2.1.5 Верхняя поверхность кладки из графитированных и углеродистых блоков каждого ряда должна быть отшлифована шлифовальной машиной до такой степени, чтобы обеспечить требуемую толщину шва между рядами.
Допускается начинать укладку следующего ряда углеродистых блоков при выполнении не менее 80% предыдущего ряда при условии выполненной шлифовки и проверки поверхности нижележащего слоя.
6.2.1.6 В зазор между периферийными графитированными и углеродистыми блоками лещади и холодильными плитами следует забить деревянные клинья для уплотнения периферийных блоков. Зазоры должны быть заполнены углеродистой массой повышенной теплопроводности в соответствии с проектной документацией.
К забивке зазоров углеродистыми массами следует приступать после укладки блоков на длине не менее 3-4 м по окружности. Забивку зазора между горизонтальными блоками и холодильными плитами следует выполнять после укладки на пасте не более двух рядов блоков. При трамбовке слоев массы необходимо принять меры по исключению повреждения блоков и изделий.
6.2.1.7 Кладку колец периферийных углеродистых блоков верхней части лещади следует начинать от чугунных леток.
6.2.1.8 Кладку центральной части лещади из алюмосиликатных изделий следует выполнять крестом горизонтальными рядами с укладкой изделий на торец без перевязки горизонтальных швов. Перевязка вертикальных швов должна обеспечивать смещением каждого вышележащего ряда по отношению к нижележащему на угол, указанный в проектной документации.
Кладку первых ниток креста необходимо вести по деревянным или металлическим шаблонам со строго вертикальными гранями. Шаблоны, во избежание их коробления, должны быть изготовлены из сухого дерева или из профилированного металла. Для закладки креста следует выставить четыре шаблона. Шаблоны должны быть выставлены по двум взаимно перпендикулярным шнурам, пересекающимся в центре печи. После закладки 4-5 ниток креста шаблоны следует удалить и кладку продолжить примыканием новых ниток к заложенному кресту.
Ведение кладки каждого ряда лещади более чем тремя нитками на одном луче креста не допускается.
6.2.1.9 Между периферийными углеродистыми блоками и алюмосиликатной кладкой лещади следует оставлять зазор, заполняемый углеродистой массой. Размер зазора установлен в проектной документации.
Зазор должен перекрываться ранее установленными углеродистыми блоками или рядом алюмосиликатной кладки.
6.2.1.10 Каждый ряд алюмосиликатной части лещади необходимо выкладывать из изделий одной группы, подобранных по длине и ширине изготовителем лещади. Каждое уложенное изделие должно всеми плоскостями прилегать к соседним изделиям, и образовывать шов, предусмотренный проектной документацией.
6.2.1.11 Кладку каждого последующего ряда алюмосиликатной кладки следует начинать только после выполнения не менее 80% кладки предыдущего ряда.
Перед кладкой каждого последующего ряда должна быть проверена горизонтальность выложенного ряда уровнем по ГОСТ 9416, поверхность выложенного ряда лещади должна быть отшлифована при помощи шлифовальных машин. Выравнивание не полностью выложенного ряда необходимо осуществлять осторожно, не доходя до краев кладки на 500-600 мм, чтобы не расшатать крайние незакрепленные изделия.
По окончании выравнивания центральной части кладки разрешается закладка креста следующего ряда.
Шлифовка периферийной части ряда допускается только при наличии в зазоре утрамбованной углеродистой массы или деревянных клиньев, обеспечивающих устойчивость кладки. Верхний ряд лещади следует шлифовать только по кольцу на толщину стены горна.
6.2.2 Кладка горна
6.2.2.1 Кладку стен горна следует выполнять из углеродистых блоков и алюмосиликатных изделий или полностью из алюмосиликатных изделий.
6.2.2.2 Кладку стен горна из углеродистых блоков, состоящую из двух колец блоков, следует начинать с наружного кольца, начиная от проемов чугунных леток.
6.2.2.3 В комбинированной кладке, когда наружную стену выполняют из углеродистых блоков, а внутреннюю стену из алюмосиликатных изделий, в первую очередь следует выполнять монтаж углеродистых блоков, а после кладку внутренней алюмосиликатной стены. Допускается параллельное выполнение работ с опережением монтажа блоков. Алюмосиликатные изделия следует класть вплотную к углеродистым блокам.
6.2.2.4 Кладку стен горна выше углеродистых блоков следует выполнять из алюмосиликатных изделий. Первый ряд кладки из алюмосиликатных изделий следует укладывать на поверхность углеродистых блоков на углеродистой пасте. Кладку выполняют замкнутыми, не перевязанными между собой концентрическими кольцами, с тщательной пригонкой взаимно соприкасающихся поверхностей. Все радиальные и кольцевые швы в смежных рядах кладки следует выполнять в перевязку.
Для исключения совмещения радиальных швов в смежных рядах кладки допускается применение тесаных вставок шириной не менее 100 мм.
Совпадение радиальных швов в смежных рядах кладки допускается не более чем в четырех местах.
6.2.2.5 Для уменьшения пригонки изделий кладку стен горна из алюмосиликатных изделий следует начинать со второго кольца от центра печи. Кладку первого кольца от центра печи выполняют впритык по выровненной торцевой поверхности изделий второго кольца, кладку третьего кольца следует выполнять аналогично первому. Поверхность крайних колец кладки, обращенных внутрь горна и к кожуху, допускается не выравнивать.
Каждое кольцо в ряду должно содержать не более четырех тесаных замковых изделий. Допускается кладка стен горна из алюмосиликатных изделий штрабой, но не более трех рядов одновременно.
6.2.2.6 Зазор между кладкой стен горна и холодильными плитами должен быть заполнен углеродистой массой по 6.2.1.4.
6.2.2.7 Кладку стен горна контролируют постоянно по ходу работы.
Контролю следует подвергать:
- горизонтальность рядов;
- радиусы колец;
- перевязку и толщину швов;
- окружность кладки стен горна.
6.2.2.8 Для защиты стен горна от окисления во время сушки и задувки печи их следует защитить кладкой толщиной 230 мм из некондиционных шамотных изделий. Защитную кладку следует выполнять сразу после окончания кладки углеродистых блоков без притески вплотную к углеродистым блокам.
6.2.2.9 Кладку стен районов леток для чугуна из алюмосиликатных изделий следует выполнять впритык к леточным холодильным плитам. Ширина и высота проема в углеродистых блоках в районе летки для чугуна, заполняемого алюмосиликатной кладкой, должна быть кратной размерам изделия, с учетом толщины швов, и выдержана с точностью ±1,0 мм. Швы между алюмосиликатной кладкой и углеродистыми блоками стен горна следует выполнять на углеродистой пасте. Толщину швов 0,5 мм обеспечивают тщательным подбором огнеупорных изделий.
6.2.2.10 Кладку внутри рамы летки для чугуна выполняют снаружи после выполнения кладки стены и вплотную к кладке стены.
6.2.3 Кладка заплечиков
6.2.3.1 До начала кладки заплечиков зазоры между холодильными плитами должны быть заполнены массой согласно проектной документации.
6.2.3.2 Кладку заплечиков следует выполнять из алюмосиликатных изделий. Кладку необходимо выполнять вплотную к холодильным плитам без притески с перевязкой вертикальных швов. Примыкание кладки заплечиков к штрабе толстостенного распара следует выполнять особо тщательно с притеской изделий по месту и соблюдением тщательной перевязки швов. Зазор между кладкой и ходильными плитами должен заполняться тем же раствором, на котором ведется кладка.
6.2.4 Кладка распара и шахты печи
6.2.4.1 До начала кладки распара и шахты должны быть выполнены следующие работы:
- полностью смонтированы и испытаны холодильники;
- зазоры между плитовыми холодильниками забиты массой согласно проектной документации;
- установлены закладные детали для термопар, отборных устройств;
- иные работы в соответствии с ППР.
6.2.4.2 Кладку толстостенного распара и охлаждаемой части шахты печи следует выполнять из шамотных изделий по ГОСТ 1598 или из карбидкремниевых изделий по ГОСТ 10153.
6.2.4.3 Кладку распара и шахты следует выполнять концентрическими кольцами с соблюдением перевязки радиальных и кольцевых швов, с уменьшением внутреннего радиуса каждого последующего ряда кладки в соответствии с наклоном образующей профиля кожуха печи.
Для уменьшения тески изделий в каждом ряду кладки сначала необходимо выложить второе кольцо от центра печи, после чего выкладывают остальные кольца ряда кладки по торцевой поверхности изделий второго кольца. Поверхность изделий, обращенных внутрь печи и к кожуху, выравнивать не требуется.
Эксцентриситет внутренней поверхности кладки по отношению к центру шахты (вертикальная ось, соединяющая центры маратора и опорного колошникового кольца) не должен превышать 30 мм.
В каждом кольце кладки допускается не более шести тесаных (замковых) изделий. Кладку допускается выполнять штрабой, но не более трех рядов одновременно.
6.2.4.4 Между холодильными плитами и кладкой распара охлаждаемой части шахты должен быть оставлен зазор согласно проектной документации, забиваемый измельченной углеродистой массой в холодном состоянии. Уплотнение необходимо осуществлять холодными трамбовками. В местах, не удобных для трамбования, массу допускается укладывать в зазор с ручным уплотнением. Отставание уровня засыпки массы от уровня возводимой кладки более чем на шесть рядов не разрешается. При необходимости для выдержки значения зазора допускается теска изделий со стороны холодильных плит.
6.2.4.5 Кладку неохлаждаемой части шахты следует выполнять из шамотных изделий по ГОСТ 1598 аналогично кладке охлаждаемой зоны шахты печи.
6.2.4.6 Между кладкой неохлаждаемой части шахты и кожухом печи должен быть оставлен зазор, который должен быть заполнен массой. Значение зазора и марку массы указывают в проектной документации. Через каждые 1000-1500 мм в зазор на всю ширину следует укладывать асбестосмоляные блоки толщиной 100-150 мм. Состав блоков указывают в проектной или рабочей документации.
6.2.5 Кладка воздухонагревателя
6.2.5.1 До начала кладки воздухонагревателей должны быть выполнены следующие работы:
- металлоконструкции воздухонагревателей должны быть полностью смонтированы и сданы под кладку по актам произвольной формы;
- подлит цементный раствор под металлическое днище воздухонагревателя для заполнения пустот;
- заварены имеющиеся в днище отверстия;
- выверены и закреплены колонны поднасадочного устройства;
- установлены решетки с проверкой правильности их установки;
- подлит цементный раствор под основания колонн;
- установлены закладные для термопар, а также люки и лазы;
- удалены с внутренней поверхности кожуха все монтажные приспособления (скобы и пр.).
Монтаж поднасадочного устройства должен обеспечить совпадение расположения ячеек насадки с проектным значением (без тески изделий) и вертикальность каналов насадки по всей высоте.
6.2.5.2 Участки кожуха, подлежащие торкретированию, определяют согласно проектной документации. Торкретирование следует выполнять отдельными участками по мере возведения кладки либо перед началом кладки на всю высоту торкретирования. Приварку анкеров и навеску сетки для торкретирования следует выполнять до монтажа конструкций воздухонагревателей.
6.2.5.3 Кладку днища следует выполнять после возведения стен воздухонагревателя выше поднасадочной решетки. Кладку днища следует выполнять из двух рядов шамотных изделий, если иное не указано в проектной документации. Нижний ряд следует укладывать на плашку, верхний - на ребро. Шамотные изделия следует укладывать на выравнивающий слой толщиной до 70 мм из шамотно-глинисто-цементного раствора подвижностью ![]() по ГОСТ 28013 того же состава, что и для швов. Толщина швов в кладке днища должна быть не более 3 мм. Толщина швов в местах примыкания к стенам воздухонагревателя не должна превышать 5 мм. Кладку днища у колонн поднасадочного устройства допускается вести штрабой без подтески изделий, с зазором не более 50 мм, заполняемым раствором, на котором ведется кладка, но густой консистенции. Допускается выполнять футеровку из жароупорного бетона по ГОСТ 20910.
по ГОСТ 28013 того же состава, что и для швов. Толщина швов в кладке днища должна быть не более 3 мм. Толщина швов в местах примыкания к стенам воздухонагревателя не должна превышать 5 мм. Кладку днища у колонн поднасадочного устройства допускается вести штрабой без подтески изделий, с зазором не более 50 мм, заполняемым раствором, на котором ведется кладка, но густой консистенции. Допускается выполнять футеровку из жароупорного бетона по ГОСТ 20910.
6.2.5.4 К кладке стен воздухонагревателя следует приступать после набора прочности подливки колонн поднасадочного устройства, которая определена в проектной и/или рабочей документации. До начала кладки периферийных стен и стен встроенной камеры горения необходимо выровнять поверхность днища под стенами нанесением подстилочного слоя густого шамотно-глинисто-цементного раствора подвижностью ![]() по ГОСТ 28013, толщиной не более 10 мм.
по ГОСТ 28013, толщиной не более 10 мм.
Кладку периферийных стен в пределах поднасадочного устройства необходимо выполнять с перевязкой радиальных и кольцевых швов, с оставлением не заполняемого зазора между кожухом и кладкой 15 мм. Кладку следует выполнять по шаблону от кожуха. Выше поднасадочной решетки кладку периферийных стен следует вести с перевязкой только радиальных швов в смежных рядах. Совпадение радиальных швов в смежных рядах кладки допускается не более чем в пяти местах. Кладку ведут с выравниванием стены со стороны насадки. Кладку стен воздухонагревателя и камеры горения допускается вести по винтовой линии, с перевязкой вертикальных швов в смежных рядах, применяя в кладку резаные изделия ( ширины).
Кладку в конической части кожуха выполняют напуском с увеличением толщины стены с таким расчетом, чтобы нагрузка от вышерасположенной стены полностью передавалась на основную кладку нижней стены. На границах температурных зон, а также на границе динасовой и муллитокорундовой кладки следует выложить разделительное кольцо толщиной 30-40 мм из огнеупорных теплоизоляционных стекловолокнистых изделий по ГОСТ 23619, согласно проектной документации.
6.2.5.5 Кладку из изоляционных изделий следует выполнять с опережением огнеупорной кладки. Укладку стекловолокнистых изделий по ГОСТ 23619 выполняют слоями всухую (без раствора), с плотным прижатием друг к другу и перевязкой горизонтальных и вертикальных стыков. При недостаточно плотном стыковании швов допускается уплотнение стыка муллитокремнеземистой ватой по ГОСТ 23619. Допускается резка теплоизоляционных изделий на формы необходимых размеров. В местах, где укладка теплоизоляционных изделий затруднена, допускается использование муллитокремнеземистой ваты для заполнения компенсационного зазора.
6.2.5.6 Кладку стен в районе штуцеров горячего дутья и газовой горелки следует выполнять вплотную к изоляции кожуха.
6.2.5.7 Нижнюю часть стен камеры горения следует выполнять с перевязкой кольцевых и радиальных швов до отметки, как правило, на 2-2,5 м ниже оси газовой горелки. Выше этого уровня стены кладку стен следует выполнять из независимых колец с не заполняемым зазором между внутренним и последующим окатом.
6.2.5.8 Пространство внутри камеры горения от днища до верха стен следует заполнить боем огнеупорного или глиняного кирпича, поверх которого должна быть выложена горизонтально пробка из изделий, укладываемых на плашку, как правило, 15 рядов. Нижние ряды пробки следует выкладывать из шамотных изделий по ГОСТ 390, а пять-шесть верхних рядов - из муллитокорундовых изделий по ГОСТ 8691. Кладку следует выполнять с перевязкой продольных и поперечных швов. Зазор не более 3 мм между кладкой и кольцевой стеной следует заполнить раствором, на котором ведут кладку. Продольные швы верхнего ряда должны быть расположены перпендикулярно к оси штуцера газовой горелки.
6.2.5.9 При встроенной камере горения заполнение углов в низко и среднетемпературных зонах следует выполнять из тех же огнеупоров, что и кладка стен воздухонагревателя. Кладку углов следует выполнять впритык к стенам с притеской со стороны стен воздухонагревателя, с перевязкой в вертикальных смежных рядах.
Между внешним окатом камеры горения и кладкой углов, на высоту зоны динасовой кладки, должен быть оставлен незаполняемый зазор шириной 5 мм. Остающиеся пустоты следует заполнить густым раствором того же состава, на котором ведется кладка. Закрепление кладки углов предусматривают за счет выпуска из стен камеры горения и воздухонагревателя отдельных изделий через 2-2,5 м по высоте, причем эти изделия не должны попадать в зону насадки.
6.2.5.10 До начала кладки купола следует вынести ось воздухонагревателя. В центральный люк купола должен быть опущен отвес до насадки, от которого следует выполнять измерения купола и стен. Перед началом кладки купола воздухонагревателя должно быть выполнено торкретирование внутренней поверхности кожуха, а также выровнен под уровень последний ряд кладки стены в случае опоры на нее купола. Неровности устраняют подтеской или шлифовкой. Для компенсации роста динасовых изделий в кольцах кладки следует проложить деревянные прокладки. Размеры прокладок должны быть на 2-3 мм меньше размеров плоскости соприкасающихся изделий. Число и толщину прокладок устанавливает проектная или рабочая документация.
Кладка купола с самостоятельной опорой должна начинаться с укладки теплоизолирующего выравнивающего слоя из асбестового картона по ГОСТ 2850 или иного материала (картона), разрешенного к применению в соответствии с нормативными документами, действующими на территории государства, принявшего настоящий стандарт, на горизонтальном участке опорной части кожуха купола. По выравнивающему слою должна быть выполнена кладка опорной стены купола. Кладка пробки купола должна быть выполнена из фасонных изделий согласно проектной документации.
6.2.5.11 Кладку насадки выполняют по смонтированным решеткам поднасадочного устройства. Разница в высотных отметках диаметрально противоположных точек собранного поднасадочного устройства не должна превышать 2 мм. Отливка и монтаж поднасадочного устройства должны обеспечить укладку насадочных изделий без тески. Периферийные насадочные изделия каждого ряда насадки следует расклинить деревянными клиньями для обеспечения устойчивости.
По окончании кладки первого ряда необходимо принять меры для обеспечения вертикальности каналов ячеек, подсчитать число полных ячеек первого ряда, составить карту фактического числа ячеек насадки и по ней вести дальнейшую проверку всех ячеек, отмечая засоренные. Для этой цели после приемки первого ряда насадки на нижней поверхности поднасадочной решетки следует очертить краской контур всех полных ячеек, перенесенных с первого ряда насадки. Полными ячейками считаются те, которые со всех сторон ограничиваются телом насадочных изделий. Данные проверки укладки первого ряда и число полных ячеек по первому ряду должны быть записаны в акт произвольной формы. Указанное в акте число полных ячеек первого ряда насадки при дальнейшем определении процента потерянных при кладке насадки ячеек следует принять за 100%.
6.2.5.12 В процессе кладки насадки следует регулярно проверять чистоту и вертикальность каналов ячеек посредством просвечивания их снизу. Особенно тщательно необходимо проверять ячейки у стен и в углах насадочной камеры. Ячейки необходимо оберегать от засорения. Засоренные ячейки следует немедленно прочищать. Поднасадочное пространство должно быть все время хорошо освещено, а днище окрашено в белый цвет. При попеременной кладке стен и насадки насадка на время кладки стен должна перекрываться щитами во избежание засорения ячеек.
6.2.5.13 По окончании кладки насадки следует провести проверку каналов ячеек и их прочистку. Длина троса, которым прочищают ячейки, должна быть на 3-4 м больше высоты насадки. Отвес следует опускать осторожно для предупреждения его заклинивания. Для проталкивания обнаруженной в ячейке пробки отвес следует попеременно поднимать на высоту 300-500 мм и опускать (свободным падением), в результате чего мусор проталкивают в поднасадочное пространство. Ячейки, которые не поддаются прочистке сверху, должны прочищаться снизу с применением шомполов. Прочистка снизу заключается в постепенном подъеме шомпола, введенного в ячейку снизу с наращиванием звеньев по мере подъема. При упоре шомпола в препятствие в месте засорения следует осуществить попеременно опускание на 300-400 мм и быстрый подъем с легким ударом. Запрещается прочистка шомполом ячеек сверху.
6.2.5.14 При кладке насадки из шестигранных насадочных изделий на поднасадочную решетку необходимо уложить один ряд плиток из жаропрочного чугуна.
6.2.5.15 Кладку первого ряда насадки из блочных изделий при необходимости допускается выполнять по выравнивающему слою шамотно-глинистого раствора толщиной в пределах допуска кривизны изделий и разности уровней соседних поднасадочных решеток. Все ячейки первого ряда насадки должны иметь полностью свободное сечение.
6.2.5.16 Для периферии камеры насадки следует использовать специальные марки насадочных изделий, размеры которых установлены проектом. При отсутствии готовых периферийных марок допускается укладка по периферии резаных насадочных изделий.
6.2.5.17 Между насадкой и стенами камеры насадки и камеры горения следует оставлять минимальные зазоры в зонах огнеупоров:
- динасовых по ГОСТ 4157 - 50 мм;
- муллитокорундовых и шамотных ШВ-42 по ГОСТ 20901 - 30 мм;
- шамотных ШB-37 и ШB-28 по ГОСТ 20901 - 15 мм.
Первые шесть рядов насадки следует укладывать без зазора вплотную к стенам.
6.2.6 Футеровка воздухопровода горячего дутья, трубы взятия печи на "тягу" и фурменных приборов
6.2.6.1 Футеровку воздухопровода горячего дутья выполняют в четыре оката, если иное не указано в проектной документации. Для увеличения прочности кладку воздухопроводов горячего дутья больших диаметров для доменных печей объемом не менее 2000 м следует выполнять полностью из клиновых изделий.
Кожух воздухопровода горячего дутья следует изолировать асбестовым картоном по ГОСТ 2850 или иным материалом (картоном), разрешенным к применению в соответствии с нормативными документами, действующими на территории государства, принявшего настоящий стандарт.
По длине футеровка воздухопроводов горячего дутья должна быть разделена температурными швами шириной до 40 мм. Температурные швы каждого ряда должны быть перекрыты кладкой соседнего ряда. Расстояние между швами, их число и толщина, а также материал заполнения швов устанавливают в проектной документации. Футеровку воздухопровода необходимо выполнять сплошными кольцами с перевязкой поперечных швов. Каждый последующий ряд следует класть по предыдущему ряду на слое раствора толщиной до 3 мм. Кладку верхней части кольцевых рядов следует выполнять по передвижному шаблону для поддержания изделий до забивки замка. Замки необходимо забивать сбоку посередине верхней полуокружности. Уложенные изделия внешнего оката должны быть плотно прижаты к асбестовой изоляции и не должны давать осадки при ударах деревянным молотком. Пустоты между кожухом и футеровкой не допускаются.
Одновременно с футеровкой прямого воздухопровода следует выполнять футеровку патрубков и арок люковых отверстий. Футеровку патрубков фурменных рукавов необходимо выполнять до начала футеровки кольцевого воздухопровода. Футеровку мест сопряжений патрубков горячего дутья с прямым воздухопроводом следует выполнять из тех же огнеупоров и той же толщины, что и на прямом участке, с тщательной притеской отдельных изделий и расклиниванием рядов.
6.2.6.2 Горизонтальный участок трубы взятия печи на "тягу" и вертикальный участок на высоту до 10 м должен футероваться так же, как воздухопровод горячего дутья, если иное не указано в проектной документации. Остальную часть трубы на всю высоту следует футеровать в один окат из шамотных изделий. Внутреннюю поверхность трубы изолируют асбестовым картоном по ГОСТ 2850 или иным материалом (картоном), разрешенным к применению в соответствии с нормативными документами, действующими на территории государства, принявшего настоящий стандарт. Вместо асбестового картона в верхней части трубы (зона футеровки из шамотных изделий) допускается использовать огнеупорные теплоизоляционные стекловолокнистые изделия по ГОСТ 23619.
6.2.6.3 Футеровку деталей фурменных приборов (сопел, промежуточных фланцев, тройников, цилиндрических вставок и раструбов) следует осуществлять набивной огнеупорной муллитовой безусадочной массой, состав которой указывают в проектной или рабочей документации. Допускается футеровка фурменных приборов огнеупорными изделиями.
6.2.7 Футеровка пылеуловителя и газопровода грязного газа
6.2.7.1 Футеровку пылеуловителей выполняют, как правило, из шамотных изделий, если другое не указано в проектной документации. Кладку изделий следует выполнять на ребро по образующей кожуха с перевязкой швов в соседних кольцах. В конусных частях пылеуловителя кладку можно вести без перевязки швов, если иное не указано в проектной документации. Футеровку пылеуловителя следует выполнять отдельными участками высотой от 2 до 2,5 м и шириной от 2,5 до 3 м, ограниченными приваренными к кожуху стальными полосами. Между верхним рядом каждого участка и горизонтальными полосами необходимо оставить зазор от 10 до 20 мм, заполняемый густым раствором подвижностью ![]() по ГОСТ 28013 того же состава, на котором ведут кладку. Кладку следует вести, как правило, для получения гладкой и ровной поверхности. Допускается выполнять футеровку пылеуловителя жаростойким торкрет-бетоном, состав которого и способ нанесения устанавливают в проектной документации.
по ГОСТ 28013 того же состава, на котором ведут кладку. Кладку следует вести, как правило, для получения гладкой и ровной поверхности. Допускается выполнять футеровку пылеуловителя жаростойким торкрет-бетоном, состав которого и способ нанесения устанавливают в проектной документации.
6.2.7.2 Футеровку газопроводов необходимо выполнять впритык к кожуху отдельными участками длиной от 1,5 до 1,65 м с их опорой на стальные кольца, приваренные к кожуху. Изделия следует выкладывать на ребро вдоль образующей цилиндра с перевязкой швов. Места сопряжений газопроводов должны футероваться металлическими плитами. Зазоры между отдельными футеровочными плитами и кожухом следует заполнять шамотно-глинисто-цементным раствором подвижностью * по ГОСТ 28013. Заполнение зазоров должно выполняться через штуцеры с запорными пробками. Расположение штуцеров, их число и установка должны быть указаны в ППР.
________________
* Формула и экспликация к ней соответствуют оригиналу. - .
Футеровку газопроводов грязного газа допускается выполнять торкретированием.
6.3 Методы контроля и критерии оценки соответствия выполняемых работ
6.3.1 Операционному контролю подлежат следующие операции и параметры:
- толщина швов - в соответствии с приложением В;
- проектные геометрические размеры конструктивных элементов печи - в соответствии с приложением Г;
- плотность набивки зазоров;
- соответствие уложенных материалов проектной документации.
6.3.2 Операционный контроль и оценку соответствия выполненных работ следует осуществлять в соответствии с требованиями:
- проектной документации;
- верификации закупленной (поставленной) продукции;
- соответствующих разделов данного стандарта.
При выполнении в полном объеме требований 6.3 кладка (футеровка) печи соответствует проектной и нормативно-технической документации.
7 Футеровка плавильных электропечей
7.1 Одной из основных плавильных электропечей является дуговая электропечь.
Электрическая дуговая печь - это электрическая печь, в которой используется тепловой эффект электрической дуги для плавки металлов и других материалов.
7.2 Для футеровки подины и откосов дуговых печей применяют следующие материалы:
- изделия шамотные - по ГОСТ 390;
- изделия периклазовые - по ГОСТ 28468 и ГОСТ 4689.
Для кладки сводов допускается применение высокоглиноземистых, а на печах вместимостью до 20 т - динасовых огнеупорных изделий по ГОСТ 4157.
Периклазовые изделия по ГОСТ 28468 и ГОСТ 4689 должны удовлетворять следующим требованиям:
- не должны иметь отбитости углов и ребер;
- кривизна не должна превышать 0,5 мм;
- изделия должны быть откалиброваны по размерам с интервалом 0,5 мм. При этом в зависимости от положения в кладке кирпич калибруют:
- на ребро по толщине,
- на плашку по ширине.
7.3 Непосредственно перед футеровкой изделия должны быть прогреты (просушены) до температуры 100°С -150°С.
Запрещается применять без подогрева (просушки) для кладки подины и откосов изделия, хранившиеся в условиях, допускающих увлажнение огнеупоров, в том числе атмосферными осадками, и изделия со следами увлажнения (мокрые пятна, снег и т.д.).
7.4 Порошки периклазовые по ГОСТ 24862 могут быть использованы для изготовления набивных подин с утолщенным монолитным слоем при наличии в них зерен менее 0,1 мм массовой долей 20% - 30% от общей массы.
7.5 Для засыпки швов кладки подины, откосов, стен применяют:
- для шамотной футеровки - шамотный порошок, который соответствует требованиям нормативных документов, действующих на территории государства, принявшего настоящий стандарт*, с зернистостью 1-0 мм;
____________
* В Российской Федерации действуют ТУ 14-8-90-74 "Порошки молотые шамота и огнеупорной глины".
- для периклазовой и периклазохромитовой футеровки - просушенный порошок периклазовый по ГОСТ 24862, просеянный через сито с сеткой N 0,5-1 и прогретый до температуры 100°С.
7.6 Для заполнения компенсационных зазоров между кожухом печи и футеровкой применяют:
- периклазовой порошок - по ГОСТ 24862;
- картон асбестовый - по ГОСТ 2850 или иной материал (картон), разрешенный к применению в соответствии с нормативными документами, действующими на территории государства, принявшего настоящий стандарт;
- жидкое стекло - по ГОСТ 13078.
7.7 При футеровке подины и откосов неровности следует выравнивать подсыпкой периклазового или шамотного порошка и при необходимости - асбестовым листом. Кладку шамотного слоя выполняют в один-два ряда на плашку.
7.8 При выполнении набивного слоя из периклазового порошка по ГОСТ 24862, толщиной более 400 мм слой из шамотных изделий выполнять не следует, а футеровку из периклазовых изделий необходимо выполнять на плашку или на ребро.
7.9 Футеровку подин и откосов необходимо выполнять без применения раствора (насухо) с притеской и притиркой швов. Толщина швов не должна превышать 1 мм.
7.10 Подину следует выполнять "елочкой" или линейными рядами, начиная от центра печи к стенам. Швы футеровки не должны совпадать, для чего футеровка последующего ряда должна быть смещена по отношению к предыдущему под углом 45°.
7.11 После футеровки каждого ряда необходимо засыпать швы периклазовым порошком по ГОСТ 24862 и легкими ударами киянкой простучать по ряду до полного заполнения швов.
7.12 Допускаются следующие способы соединения футеровки подины и откосов:
- каждый ряд подины выполняют до упора (с учетом температурного зазора) с кожухом откоса. После подину футеруют опорным кольцом из магнезитовых изделий на плашку шириной 230 мм. С опорой на него и подину горизонтальными рядами следует выполнять откосы;
- первый ряд подины выполняют до упора (с учетом температурного зазора) с кожухом откоса. Последующие ряды выполняют до достижения верхней кромкой ряда условной горизонтальной плоскости, проходящей через верхнюю кромку кирпича первого ряда подины.
7.13 Температурный шов между кладкой подины, откосов и каркасом печи заполняют после окончания кладки каждого ряда периклазовым порошком по ГОСТ 24862 и хризотилом по ГОСТ 12871.
7.14 Откосы следует выполнять периклазовыми изделиями по ГОСТ 28468 и ГОСТ 4689 на плашку уступами до уровня основания стен. Футеровку откосов по сфере подины следует выполнять без тески изделий с заполнением угла между кирпичом и подиной периклазовым порошком по ГОСТ 24862.
7.15 При футеровке откосов необходимо выполнять температурные швы с устройством выгорающих прокладок (бумажных, толевых, деревянных), размер и число которых указывают в проектной документации.
7.16 Между откосами и кожухом печи следует выполнять вертикальный зазор, с заполнением его периклазовым порошком по ГОСТ 24862, шириной:
- 20-25 мм на печах вместимостью 50 т;
- 40-45 мм на печах вместимостью 100 т;
- 60-80 мм на печах вместимостью 150-200 т.
7.17 Перед набивкой подину и откосы необходимо подогреть газовыми горелками в течение 3 ч.
7.18 Набивку рабочего слоя подины сухими прогретыми порошками необходимо выполнять слоями толщиной 150-200 мм с помощью ручных, деревянных и пневматических трамбовок, вибраторов или вибраторных устройств.
7.19 При использовании порошка, увлажненного водным раствором жидкого стекла плотностью 1,15-1,17 г/см по ГОСТ 13078 в количестве до 8% массы порошка или с добавкой в качестве связки каменной смолы и каменного угольного пека по ГОСТ 10200, рабочий слой подины следует выполнять слоями толщиной 60-80 мм (из порошка с жидким стеклом) или 10 мм (из порошка с пекосмоляной связкой).
7.20 Толщина набивного слоя должна соответствовать указанной в проектной документации печи. Плотность набивки проверяют металлическим стержнем диаметром 5 мм. При нажатии рукой с силой 8-10 кг стержень должен заглубляться не более чем на 50 мм. Допускается проверка плотности подины по инструкции изготовителя массы.
7.21 Допускается набивка верхнего рабочего слоя подины и откосов толщиной от 20 до 30 мм периклазовым порошком по ГОСТ 24862, увлажненным водным раствором жидкого стекла по ГОСТ 13078 (до 15% от массы порошка). Набивную массу следует приготовлять в механическом смесителе. Допускается перемешивание вручную при условии получения однородной по влажности и зерновому составу массы.
7.22 По окончании футеровки подины и откосов печи следует составить акт, в котором должно быть указано:
- марки и характеристики применяющихся изделий;
- изготовитель изделий и данные сертификата;
- срок хранения партии до использования;
- подвергалось ли изделие просушке перед кладкой;
- материал, толщина и число компенсационных прокладок в каждом ряду кладки откосов;
- марка порошка, применявшегося для просыпки швов и набивки рабочего слоя подины и откосов;
- способ набивки (сухим или увлажненным порошком, вид трамбовки);
- длительность прогрева подины перед набивкой и число газовых горелок.
7.23 Для футеровки сталевыпускных узлов применяют:
- периклазовые изделия по ГОСТ 4689;
- периклазоуглеродистые блоки, в соответствии с требованиями нормативных документов, действующих на территории государства, принявшего настоящий стандарт*;
____________
* В Российской Федерации действуют ТУ 14-8-463-90 "Изделия высокоогнеупорные периклазоуглеродистые безобжиговые для конвертеров и электропечей".
- периклазографитовые безобжиговые изделия, в соответствии с требованиями нормативных документов, действующих на территории государства, принявшего настоящий стандарт**;
____________
** В Российской Федерации действуют ТУ 14-8-555-87 "Изделия огнеупорные для шиберных затворов сталеразливочных ковшей".
- периклазоуглеродистые изделия, в соответствии с требованиями нормативных документов, действующих на территории государства, принявшего настоящий стандарт***;
____________
*** В Российской Федерации действуют ТУ 14-8-506-89 "Изделия периклазоуглеродистые для электросталеплавильных печей".
- шамотные изделия по ГОСТ 390;
- периклазохромитовые изделия по ГОСТ 28468 и ГОСТ 10888;
- периклазовый порошок, в соответствии с требованиями нормативных документов, действующих на территории государства, принявшего настоящий стандарт![]() ;
;
____________
![]() В Российской Федерации действуют ТУ 14-8-502-89 "Порошок периклазовый мелкозернистый для изготовления и ремонта подин сталеплавильных печей".
В Российской Федерации действуют ТУ 14-8-502-89 "Порошок периклазовый мелкозернистый для изготовления и ремонта подин сталеплавильных печей".
- хромистый магний по ГОСТ 7759;
- жидкое стекло по ГОСТ 13078.
7.24 При футеровке сталевыпускного отверстия и желоба, расположенного выше уровня жидкой стали, футеровку отверстия выполняют по чертежам печи из периклазовых изделий в перевязку "насухо", с просыпкой каждого ряда периклазовым порошком, просеянным через сито с сеткой N 1, которое соответствует требованиям нормативных документов, действующих на территории государства, принявшего настоящий стандарт (см. п.5.3.12).
Для перекрытия отверстия применяют периклазохромитовые изделия по ГОСТ 10888.
7.25 Наклон выпускного отверстия узла сифонного выпуска должен составлять от 15° до 20°. Нижний конец канала сталевыпускного отверстия следует устанавливать на уровне рабочей поверхности подины, верхний - выше уровня жидкой стали согласно проектной документации.
7.26 Футеровку откосов в районе отверстия и желоба следует выполнять уступами из периклазовых изделий по ГОСТ 28468 и ГОСТ 10888 так, чтобы обеспечить проектный угол наклона выпускного отверстия. Поверхность кладки откоса под футеровку канала отверстия следует выравнивать массой из периклазового порошка по ГОСТ 24862, замешанного на растворе жидкого стекла плотностью 1,20-1,25 г/см, и утрамбовать.
Зазоры между футеровкой канала и откосов заполняют и уплотняют этой же массой.
7.27 Футеровку стен требуется выполнять "насухо" с просыпкой швов сухим периклазовым порошком по ГОСТ 24862, отсеянным через сито с сеткой N 1 по 7.24. Уровень футеровки откосов из периклазовых изделий по ГОСТ 28468 и ГОСТ 10888 выше уровня порога определяют в проектной документации. Верхнюю часть откосов или нижнюю часть стен в районе шлакового пояса допускается выполнять из периклазовых изделий.
Кожух печи хризотилом не изолируют, а футеровку арматурного слоя выполняют насухо.
7.28 Компенсационный зазор между арматурным и рабочим слоями стен должен быть заполнен сухим периклазовым порошком.
7.29 На печах вместительностью до 30 т допускается выполнять футеровку стен без арматурного слоя, но с сохранением компенсационного зазора, засыпаемого периклазовым порошком по ГОСТ 24862.
7.30 Перед футеровкой свода должно быть опрессовано сводовое кольцо под давлением 0,58-0,78 МПа. На печах малой емкости разрешается применение неохлаждаемых сводовых колец.
7.31 Сводовое кольцо следует установить на стенд и совместить центр опалубки с центром сводового кольца.
7.32 Для устранения прилипания свода к шаблону (стенду) при выполнении футеровки на растворе поверхность шаблона (стенда) изолируют бумагой (картоном).
7.33 Футеровку свода выполняют в соответствии с проектной документацией. Рекомендуется своды выполнять кольцевой футеровкой из изделий ПХСЭУТ*, в соответствии с требованиями нормативных документов, действующих на территории государства, принявшего настоящий стандарт**.
_____________
* В Российской Федерации действуют ТУ 14-8-271-78 "Изделия высокоогнеупорные периклазохромитовые фасонные для кладки сводов электросталеплавильных печей".
** В Российской Федерации действуют ТУ 14-8-502-89 "Порошок периклазовый мелкозернистый для изготовления и ремонта подин сталеплавильных печей".
Кольцевую футеровку сводов допускается применять для печей любой вместимости. Периферийную часть свода, как правило, выполняют концентрическими кольцевидными рядами на ребро, плашку или комбинированно. Центральную часть свода, как правило, футеруют секторно-арочным или кольцевым способом.
7.34 После окончания футеровки, до установки на печь, свод должен быть выдержан на стенде. Продолжительность выдержки определяют технологической инструкцией на применение раствора. Для ускорения высушивания свода рекомендуется применять подогрев на специально приспособленном для этой цели стенде.
7.35 При футеровке свода из периклазохромитовых изделий по ГОСТ 10888 без раствора необходимо применять выгорающие прокладки (толевые, бумажные) толщиной до 1 мм, устанавливаемые со стороны рабочей поверхности кирпича на толщины свода через 2-3 кирпича.
7.36 Центральную часть водоохлаждаемых сводов (район прохода в печь электродов) выполняют круглой или треугольной (дельтовидной) формы.
Устройство дополнительных отверстий, кроме электродных, на центральной части водоохлаждаемых сводов не рекомендуется.
7.37 Участки треугольной формы выполняют из муллитокорундовых изделий по ГОСТ 24704. Участки круглой формы выкладывают из периклазохромитовых и хромитопериклазовых термостойких изделий по ГОСТ 10888.
7.38 Футеровку свода следует выполнять на стенде с применением следующих растворов:
- муллитокорундовый мертель по ГОСТ 6137 - для муллитокорундовых изделий;
- периклазовый порошок по ГОСТ 24862 - для периклазохромитовых и хромитопериклазовых изделий по ГОСТ 10888.
Зазоры между кольцами электродных отверстий и остальной футеровкой во всех случаях выполняют муллитокорундовой массой***.
____________
*** В Российской Федерации действуют ТУ 14-8-391-82 "Масса муллитокорундовая набивная марки ММК-88 для футеровки сталеразливочных ковшей".
7.39 Оценка соответствия выполняемых работ подтверждается выполнением в полном объеме:
- требований проектной и рабочей документации;
- верификации закупленной (поставленной) продукции по 5.3;
- контрольных мероприятий, соответствующих правилам производства работ для определенных операций, согласно 5.4, 5.6, 5.9.
8 Кладка коксовых батарей
8.1 Геодезические и разметочные работы
8.1.1 Геодезическая основа состоит из постоянных знаков осей и реперов высотных отметок, размещаемых за пределами батареи, которые фиксируют исходные оси и уровни, которые должны быть сохранены в течение всего времени сооружения и эксплуатации батарей. Передачу заказчиком геодезической основы подрядчику оформляют актом по форме, определенной ППР.
8.1.2 Для разметки фундаментов, боровов и кладки батареи исходные оси и отметки следует перенести от постоянных знаков на места производства работ теодолитом по ГОСТ 10529 и нивелиром по ГОСТ 10528 с точностью до 1 мм.
8.1.3 Для закрепления рабочих осей и отметок при сооружении фундаментов батареи необходимо установить скобы и пластины, в том числе:
- в контрфорсах на трех горизонтах поверхности, обращенной к кладке. Скобы для нанесения на них продольной оси батареи и крепления к ним осевой проволоки;
- на углах контрфорсов - на тех же горизонтах. Угловые скобы для навески проволоки по фасадной линии и линии заплечиков на головках обогревательных простенков;
- на боковых гранях верхней фундаментной плиты. Торцевые скобы для фиксации осей крайних и средней печей; в торцевые стороны контрфорсов заделывают реперы для разметки на них уровней кладки.
8.1.4 Места установки скобы реперов следует указывать в проектной документации.
8.1.5 Продольную ось батареи необходимо перенести на скобы с помощью теодолита по ГОСТ 10529 непосредственно от постоянных знаков оси геодезической основы. Линии фасадов батареи и заплечиков обогревательных простенков должны быть размечены от продольной оси батареи. Контрольный рабочий уровень необходимо перенести на реперы в контрфорсах с помощью нивелира по ГОСТ 10528 от постоянного репера геодезической основы.
8.1.6 Для разметки осей регенераторов на обрамляющей уголок верхней фундаментной плиты с машинной и коксовой сторон следует установить нижнюю обноску.
8.1.7 Для разметки осей обогревательных простенков на карниз для опоры броней в верхней части зоны косых ходов необходимо установить верхнюю обноску.
8.1.8 Обноски должны устанавливаться по высоте (по верхней грани) с точностью до 5 мм. Оси средней и крайних печей переносят на нижнюю обноску и на скобы теодолитом непосредственно от постоянных знаков геодезической основы. Оси печей (камер коксования) следует разметить по верхней обноске посредством переноса этих осей отвесами с нижней обноски и последующей проверкой межосевых расстояний.
8.1.9 Для разметки рядов кладки по высоте следует установить порядовочные рейки на двух горизонтах:
- нижние - для разметки рядов стен регенераторов и зоны косых ходов;
- верхние - для разметки рядов обогревательных простенков и зоны перекрытия печей.
8.1.10 Обноски и порядовочные рейки необходимо сохранять до окончания кладки. Вносить какие-либо изменения на обносках и порядовочных рейках не разрешается.
8.1.11 Элементы кладки необходимо разметить по длине стен и простенков при помощи разметочных реек. Для обеспечения точности кладку размечают этими рейками только от продольной оси батареи. При этом положение рейки необходимо контролировать по габаритным осям или линиям заплечиков. На скобах, к которым крепится осевая проволока, следует фиксировать оси в виде рисок. Во избежание ошибок положение проволоки относительно рисок следует проверять перед началом каждой рабочей смены.
8.2 Кладка боровов и печи. Общие требования
8.2.1 Кладку коксовых печей следует начинать только при наличии на площадке строительства всех необходимых огнеупорных и вспомогательных материалов в объеме не менее чем для первых двух зон кладки.
8.2.2 Для создания равномерной нагрузки по всей площади железобетонной плиты батареи огнеупорную кладку следует выполнять по всей длине плиты так, чтобы разность между высшей и низшей точками кладки не превышала 3 мм.
8.2.3 Швы наружных плоскостей стен и простенков, внутренних поверхностей обогревательных каналов, люков и проемов должны быть уплотнены и расшиты в плоскости кирпича в процессе кладки, но не позднее чем на следующий день. Проверять состояние швов следует в процессе кладки, перед заполнением камер регенераторов насадкой и закрытием камер коксования. Обнаруженные пустые или нарушенные швы должны быть набиты и расшиты заново с предварительным увлажнением поверхности раствора.
8.2.4 Температурные швы в кладке должны быть оставлены в соответствии с проектной документацией путем закладки шаблонов, удаляемых по мере выполнения кладки. Отклонения в размерах температурных швов в кладке должны быть в пределах ±2 мм. Температурные швы должны быть по вертикали отвесными, а по горизонтали не должны иметь выступов или впадин.
Температурные швы (кроме указанных в проектной документации) должны быть засыпаны сухими древесными опилками без уплотнения и залиты сверху на глубину 10-20 мм жидким каменноугольным пеком среднетемпературной марки А по ГОСТ 1038.
Температурные швы, выходящие на фасады печей, должны быть уплотнены асбестовым шнуром по ГОСТ 1779 или иным уплотнительным шнуром (материалом), разрешенным к применению в соответствии с нормативными документами, действующими на территории государства, принявшего настоящий стандарт, на глубину 15-20 мм; при этом швы, закрываемые оборудованием, необходимо уплотнять до начала его монтажа. Швы, остающиеся открытыми, переуплотняют после роста печей перед вводом их в эксплуатацию.
8.3 Кладка зоны регенераторов
8.3.1 Стены регенератора, как правило, следует выкладывать в три или четыре пояса. Нижний пояс образует подовые каналы.
8.3.2 Кладку стен следует начинать с разметки и закладки первого ряда. После закладки первого ряда необходимо проверить его длину, ширину и горизонтальность. Последующие ряды этого пояса укладывают по контуру заложенного первого ряда по зачаливаемым шнурам.
8.3.3 Головки следует закладывать на всю высоту пояса убегающей штрабой. Стены между головками должны быть выполнены в день закладки головок.
8.3.4 При кладке стен регенераторов в печах с нижним подводом коксового газа необходимо, чтобы осевые расстояния между дюзовыми каналами сохранялись постоянными, для чего по каждому поясу разметочными рейками следует проверять осевые расстояния.
8.4 Кладка насадки регенераторов
8.4.1 Перед укладкой насадки камеру регенератора и колосниковую решетку следует очистить от мусора и налипшего раствора. После кладки стен регенераторов в узкие камеры (шириной 312-420 мм) насадку следует укладывать с помощью шестов со специальными крючками; в широкие камеры, допускающие свободное перемещение человека, - вручную.
8.4.2 Укладку насадки следует начинать от центральной перегородки по направлению к зеркалу и выполнять уступами с перевязкой в рядах. Правильность укладки насадки определяют совпадением ячеек насадки по вертикалам.
8.4.3 После проверки насадку сверху следует закрыть укрывным материалом (толем, пленкой и т.п.) и деревянными предохранительными щитами, после чего приступают к закладке зеркал регенераторов на высоту уложенной насадки.
8.4.4 При кладке рядов зоны косых ходов в печах ПВР (парными вертикалами и рециркуляцией продуктов горения) с нижним подводом коксового газа следует выполнять следующие условия:
- кладку выполнять порядно с закладкой головок только на один ряд;
- головки закладывать по осям печей и простенков переносимыми отвесами от отметок на нижней обноске;
- фасадную грань головок сверять с фасадной линией печей отвесами, спускаемыми с проволочных осей;
- высотные отметки рядов при кладке проверять правилами либо уровнями от меток на вертикальных порядовочных рейках, а при приемке выложенной кладки - нивелиром;
- разметку осей и границ косых ходов и осей газоподводящих каналов, а также подборку по маркам и наверстку кирпича необходимо выполнять по горизонтальным рейкам по каждому ряду в отдельности;
- постоянное положение наверстанных кирпичей следует фиксировать отметками на их боковой поверхности и на нижележащей кладке;
- в первую очередь следует выкладывать на растворе головки и маяки, закладываемые посередине стены (по оси батареи), а затем остальную часть стены от головок к маяку.
8.4.5 При секционных регенераторах после перекрытия свода регенератора необходимо выполнить очистку подсводового пространства, очистить укрытие насадки, после проверки чистоты убрать укрывной материал и закрыть косой ход фанерой.
8.4.6 При кладке корнюрного канала на печах с боковым подводом газа огнеупоры следует укладывать от центра к фасадам. Последними должны быть уложены чугунные вкладыши.
8.4.7 Поды коксовых камер проверяют правилом по ходу кокса, встречные уступы не допускаются. Отступления в уровнях кладки, превышающие допуски, следует устранить до начала работ по следующей зоне.
8.4.8 Температурные швы зоны косых ходов следует очистить от раствора, проверить на соответствие размерам с помощью шаблона и заполнить гофрированным картоном. Следующий ряд укладывают на прокладочный картон между температурными швами.
8.5 Кладка зоны вертикалов
8.5.1 Разметку кладки вертикалов следует выполнять по верхней обноске и верхним порядовочным рейкам, которые должны быть заранее установлены и размечены.
8.5.2 Кладку вертикалов следует начинать с закладки первого ряда. От осевых отметок на верхних обносках должна быть размечена ширина обогревательных простенков и вдоль их боковых кромок натянут шнур. От проволочных осей линию заплечиков и продольную ось батареи следует перенести отвесами на кладку и разметить карандашом. С помощью разметочных реек необходимо произвести подборку и наверстку изделий первого ряда по всей длине простенка, исключая смещения по косым ходам и горелочным каналам, соблюдая размеры.
8.5.3 В процессе закладки головок каждый ряд необходимо проверить на горизонтальность и совпадение высотных отметок с соответствующими отметками на порядовочных рейках. По заложенным головкам следует тщательно промерить и проверить:
- прямолинейность и отвесность фасадных и боковых сторон, а также поверхность заплечиков правилами и отвесами по 5.4.4;
- ширину головок (шаблонами) и камер между смежными простенками (раздвижными линейками или рулеткой) по 5.4.4;
- длину простенка между фасадными линиями заплечиков обеих сторон батареи рулеткой по ГОСТ 7502.
8.6 Кладка зоны перекрытия вертикалов
8.6.1 После чистки (стен) вертикалов следует выполнить расстановку регистров в косые ходы.
8.6.2 После укладки перекрывающего ряда над прямоугольным отверстием смотровых шахточек, перед выполнением следующих рядов перекрытия, следует укрыть поды вертикала для защиты от попадания раствора при дальнейшем проведении кладки вплоть до полного ее окончания.
8.6.3 При кладке перекрытия вертикалов следует соблюдать следующие условия:
- головки заводить на высоту одного ряда;
- изделия наверстывать на всю длину ряда с укладкой на свое место;
- наверстку изделий и разбивку разметочными рейками следует выполнять по каждому ряду;
- для повторяющихся рядов по высоте шахточек применение разметочных реек обязательно при закладке нижнего ряда и проверке верхнего;
- расшивку и набивку швов нижних двух рядов необходимо выполнять до укладки перекрывающего ряда снаружи и внутри; кладку этих рядов следует выполнять очень осторожно, чтобы не загрязнить вертикалы;
- контроль кладки по отвесности, прямолинейности, горизонтальности, высотным отметкам и размерности следует выполнять способами, применяемыми при кладке вертикалов.
8.7 Кладка перекрытия печей
8.7.1 Первым в перекрытии печей необходимо выкладывать сводовый ряд над камерами коксования.
8.7.2 Предварительно между контрфорсами следует натянуть проволочные оси по центру загрузочных и газоотводящих люков параллельно оси батареи. Пользуясь разметочными рейками и снесенными от проволочных осей на кладку центрами, следует разметить габариты люков по длине простенка и наверстать сводовые кирпичи. При наверстке сводовых изделий следует обращать внимание на то, чтобы боковые грани их были обращены скосом вверх.
8.7.3 Наверстанные изделия должны быть расставлены по 2-3 шт. и уложены на раствор.
8.7.4 Крайние фасадные сводовые огнеупоры из многошамотного материала должны быть уложены на динасовом растворе по ГОСТ 5338. Крайние сводовые изделия следует укладывать с отступлением от фасадной линии заплечиков к оси батареи на 3-5 мм.
8.7.5 При кладке сводового ряда одновременно необходимо тщательно расшить нижние швы и очистить кладку снизу от налипшего раствора.
8.7.6 Огнеупорные материалы с трещинами необходимо удалить и заменить новыми. После кладки сводовых рядов на двух смежных камерах проем между ними заполняют кладкой смотровых шахточек из динасовых изделий по ГОСТ 4157. По окончании кладки шахточек внутренние швы смотровых шахточек следует тщательно расшить. Температурные швы в сводовом ряду необходимо расчистить и заполнить гофрированным картоном.
8.7.7 В печах ПВР (парными вертикалами и рециркуляцией продуктов горения) кладка из динасового кирпича по ГОСТ 4157 должна составлять 350-490 мм по высоте. По верху динасовой кладки по всей длине простенков необходимо выполнить шов скольжения, после чего приступить к шамотной кладке.
Сначала следует выполнить кладку шамотных шахточек после загрузочных и газоотводящих люков. Шамотную часть кладки шахточек следует выкладывать поверх динасовой кладки, в соответствии с проектной документацией, со смещением на расширение динаса по длине простенка. Верхний ряд шахточек следует укладывать с предварительной наверсткой по разметочным рейкам.
8.7.8 Шов скольжения следует выполнять следующим образом:
- на поверхность последнего динасового ряда перекрытия печей слоем толщиной 1,5-2 мм нанести массу, приготовленную из трех частей графита, одной части технических лигносульфатов и двух частей воды (по объему). В процессе выполнения шва скольжения массу необходимо тщательно перемешать;
- после полного затвердевания массы по всей ее поверхности на следующие сутки необходимо уложить мешочную бумагу, а после на растворе выполнить кладку первого шамотного ряда перекрытия печей. Толщина материального шва вместе со швом скольжения не должна превышать 5 мм. Аналогично выполняют и шов скольжения в основании стен регенераторов между шамотной и динасовой кладкой.
8.7.9 Динасовую кладку люков следует выполнять по высоте до шва скольжения. Центры люков по каждому ряду необходимо определять отвесами, опускаемыми с разметочной рейки от габаритов кладки, а размеры их сечений - по разметке на рейке. До укладки огнеупоров с растопочными отверстиями следует выполнить проверку установки в них растопочных пробок. Пробки должны свободно заходить в отверстия, при этом по периметру должен оставаться зазор 2-3 мм для раствора. Шамотную кладку люков следует выполнять поверх динасовой со смещением на расширение динасовой кладки. В торцевых стенах люков следует оставлять температурные швы, закрываемые гофрированным картоном. Верхний фасонный ряд и чугунная арматура люков должны быть уложены по разметочной рейке и шнуру, натягиваемому по длине камер. Верхний ряд люков и шахточек должен укладываться на растворе из шамотного мертеля по ГОСТ 6137, портландцемента по ГОСТ 10178 и кварцевого песка.
8.8 Окончательная чистка кладки после завершения работ
8.8.1 Чистку поверхностей каналов в кладке от наплывов раствора и мусора следует производить одновременно с выполнением основных кладочных работ. Для обеспечения чистоты вертикальных газоподводящих каналов дюз в печах с нижним подводом газа в последние необходимо ввести специальные приспособления - резиновые вкладыши в соответствии с ППР, которые должны перемещаться по мере наращивания кладки. Перед закрытием вертикалов необходимо выполнить чистку кладки от мусора и наплывов раствора. Поды камер до установки лесов следует защитить укрывным материалом.
8.8.2 Очистку подовых каналов, вертикалов, смотровых шахточек и других каналов от остатков мусора и пыли следует выполнять отсасывающими устройствами.
8.8.3 Чистку и проверку косых ходов, а также чистку корнюрных каналов, дюзовых каналов (нижний подвод) следует выполнять после кладки первых пяти рядов вертикалов. Окончательную проверку на предмет отсутствия мусора в дымовых каналах необходимо выполнять после полного окончания кладки и чистки отопительной системы батареи.
8.8.4 В печах с секционными регенераторами для предотвращения засорения косых ходов и насадки в косые ходы следует установить листы фанеры.
8.8.5 В печах с боковым подводом газа чистку подовых каналов следует выполнять одновременно с кладкой колосниковой решетки, а под сводового пространства в регенераторах - одновременно с кладкой рядов, перекрывающих регенераторы.
8.8.6 На печах с нижним подводом газа после окончания чистки косых ходов и закрытия их фанерными щитками отверстия газоподводящих каналов необходимо закрыть воронками из толя.
8.8.7 Поды вертикалов необходимо посыпать сухими опилками и закрыть укрывным материалом, поверх которого также насыпают опилки, после чего поды вертикалов следует закрыть деревянными щитами в виде коробок с бортами, закрывающими рециркуляционные окна. Щиты-коробки с подов вертикалов следует удалить перед выполнением кладки перекрытия вертикалов.
8.9 Операционный контроль и оценка соответствия выполненных работ
8.9.1 Приемку кладки следует выполнять в процессе работ по поясам и узлам кладки по мере их выполнения на каждом простенке в отдельности. Приемка заключается в проверке:
- положения осей в соответствии с проектной и рабочей документацией;
- отвесности и вертикальности стен и простенков;
- соответствия размеров камер, регулирующих отверстий и каналов - рулеткой по ГОСТ 7502;
- соответствия размеров и полноты заполнения материальных швов, чистоты каналов - визуально в соответствии с проектной и рабочей документацией.
Кладка, имеющая дефекты, не принимается до полного их устранения.
8.9.2 В ведомостях приемки готовой кладки необходимо отмечать:
- фактические положения стен подовых каналов, регенераторов и простенков;
- отвесность поверхностей стен, фасадов, заплечиков;
- размеры камер по ширине и длине.
Замеры ширины камер следует выполнять с машинной и коксовой сторон и на середине по оси батареи. Высотное положение кладки следует проверить по порядовочным рейкам и проконтролировать по нивелировочным сеткам.
8.9.3 В кладке коксовых печей необходимо соблюдать толщину швов, указанную в таблице 4.
Таблица 4
Элемент коксовой печи | Толщина шва, мм | |
наименьшая | наибольшая | |
Стены коксовых камер и регенераторов | 2 | 7 |
Зона косых ходов (корнюрная) и прочие | 2 | 8 |
Борова | 2 | 8 |
8.9.4 Отклонения от проектных размеров при возведении боровов для батареи с боковым подводом отопительных газов не должны превышать значений, указанных в таблице 5, а для батарей с нижним подводом отопительных газов - в таблице 6.
Таблица 5
Наименование параметра | Допустимое отклонение размера, мм |
Ширина и высота борова в свету | ±10 |
Сечения дымовых патрубков по верхнему фасонному ряду в направлении оси батареи: | |
- продольной | ±5 |
- поперечной | +10, -0 |
Ширина и высота соединительных окон и дымовых патрубков в свету | ±7 |
Расстояние между осями дымовых патрубков: | |
- верхнего фасонного ряда | ±3 |
- всех остальных рядов | ±5 |
Отметка верхнего фасонного ряда дымовых патрубков | ±5 |
Отклонение от вертикали температурных и осадочных швов и проемов для шиберов | ±5 |
Расстояние фасадных стен регенераторов от оси дымовых патрубков | +10, -0 |
Таблица 6
Наименование параметра | Допустимое отклонение размера, мм |
Расстояние между продольной осью батареи и осями дымовых патрубков на уровне верха борова | ±2 |
Ширина и высота борова в свету | ±10 |
Несоосность между осями дымовых патрубков и печных камер | ±2 |
Размеры отверстий дымовых патрубков на уровне верха боковых боровов (ниже четверти) | ±3 |
Отметка низа четверти дымовых патрубков | ±3 |
Отметки низа и верха борова в местах установки шиберов | ±5 |
Отклонение от вертикали температурных и осадочных швов и проемов для шиберов | ±5 |
Размеры, взятые на рабочих чертежах в прямоугольник | +3, -10 |
8.9.5 Отклонения от проектных размеров верхней железобетонной плиты для печей с нижним подводом отопительного газа не должны превышать значений, указанных в таблице 7.
Таблица 7
Наименование параметра | Допустимое отклонение размера, мм |
Отметка верха железобетонного основания под кладку печей | ±5 |
Ширина температурных швов | +5, -0 |
Расстояние наружных граней плиты с машинной и коксовой сторон от оси батареи | ±5 |
Несовпадение осей анкерного болта для крепления низа колонн и простенка | ±2 |
Расстояние на уровне поверхности плиты между осью простенка и осями отверстий для газоподводящих трубок | ±5 |
Расстояния на уровне верха плиты: | |
- между осью простенков и осями газоподводящих трубок | ±3 |
- от осей газоподводящих трубок и глазков до оси батареи | ±3 |
- от осей глазков до оси камеры | ±3 |
Несовпадение осей камер и осей железобетонных колонн в верхней части под верхней железобетонной плитой | ±2 |
Отклонение от вертикали железобетонных колонн под верхней плитой | 10 |
Ширина колонн по длине батареи, считая от оси колонны: | |
- для средних рядов колонн | ±5 |
- для остальных рядов колонн | ±10 |
Расстояние от оси крайней печи до железобетонной плиты контрфорса | -0, +10 |
Отметки поверхности железобетонной плиты в местах установки колонн | ±5 |
Отметки газопроводящей трубки и глазка, забетонированных в верхней железобетонной плите: | |
- верха трубки и глазка | -0, -5 |
- низа трубки | ±2 |
- верха глазка | ±5 |
8.9.6 Отклонения от проектных размеров кладки печей не должны превышать значений, указанных в таблице 8.
Таблица 8
Наименование параметра | Допустимое отклонение размера, мм |
Отклонения в горизонтальной плоскости | |
Расстояние между осями: | |
- смежных камер коксования | ±3 |
- смежных косых ходов на выходе их в вертикалы | +3, -2 |
- смежных корнюрных каналов | ±3 |
- вертикалов | ±3 |
- смотровых шахточек | ±3 |
- загрузочных и газоотводящих люков по длине камеры | ±5 |
Ширина камер: | |
- регенераторов и подовых каналов | ±5 |
- коксования (обратная конусность не допускается) | ±3 |
Длина камер коксования по заплечикам головок простенков | ±6 |
Отклонение головок регенераторов и заплечиков вертикалов от фасадной линии | ±3 |
Расстояние между осями вертикальных газоподводящих каналов смежных простенков и по длине стен регенераторов для печей с нижним подводом коксового газа | ±2 |
Расстояние между осями вертикальных газоподводящих каналов по длине стен регенераторов | ±2 |
Отклонения от высотных отметок | |
- поверхность верхней железобетонной плиты под кладку печей | ±10 |
- верх кирпичной выстилки в железобетонной плите | ±5 |
- верх регенераторов - основания под первый ряд корнюрной зоны (в печах ПК-2к - перед "распушкой")* | ±5 |
- основание под ряд, образующие корнюрные каналы* | ±5 |
- поверхность пода камер коксования (при этом расстояние от уровня кладки карнизов для брони до пода камер коксования не должно выходить за пределы +3, -0 мм на каждом простенке)* | +6, -4 |
- поверхность последнего ряда кладки простенков, являющегося основанием для перекрытий камер коксования* | ±7 |
- верх кладки батареи* | ±12 |
Отклонения от вертикали | |
- железобетонные контрфорсы (после выравнивания поверхности) | 5 |
- стены регенераторов | 5 |
- стены коксовых камер и головки простенков по заплечикам и фасадным плоскостям | 3 |
- отклонение газоподводящих трубок, забетонированных в верхней плите (в печах с нижним подводом газа) | 2 |
Отклонения в размерах каналов и проемов (в свету)** | |
- высота и ширина сечения фасадных проемов в подовых каналах патрубков газовоздушных клапанов | +5 |
- длина и ширина сечения косых ходов по всем рядам зоны | ±2 |
- длина и ширина выходного сечения косых ходов | ±1 |
- длина и ширина сечения отверстий в колосниковых решетках и колосниковых отверстиях в печах с нижним подводом газа | ±1 |
Высота и ширина смотровых шахточек в плане | +4, -2 |
Высота и ширина сечения растопочных каналов | ±3 |
Неровности поверхностей стен и горизонтальных поверхностей кладки (при проверке рейкой длиной 2,5 м) | |
Выступы и впадины: | |
- на стенах регенераторов и подовых каналов | 5 |
- на верхней поверхности колосниковой решетки | 5 |
- на фасадных плоскостях головок обогревательных простенков и стен регенераторов | 3 |
- на заплечиках головок обогревательных простенков | 3 |
- на подах камер коксования | 5 |
- на стенах камер коксования | 3 |
* Разность отметок смежных стен регенераторов (по верхнему ряду), оснований под корнюры, пода камер коксования и верхних рядов обогревательных простенков не должна превышать 3, верхних рядов обогревательных простенков перед перекрытием камер 5, по верху 7 мм. ** Выступы и неровности на поверхности косых ходов не должны превышать 2, а смотровых шахточек - 4 мм. | |
8.9.7 При оценке соответствия выполненных работ по кладке коксовых батарей требованиям проектной и нормативной документации следует убедиться, что обеспечены все условия выполнения процесса кладки коксовой батареи, соблюдены параметры по геометрическим размерам и толщине швов, а также выполнена верификация закупленной (поставленной) продукции. После этого разрешается выполнять работы, связанные с сушкой огнеупорной кладки.
9 Футеровка ферросплавных печей
9.1 Работы по футеровке ферросплавных печей необходимо начинать с изоляции дна кожуха ванны печи материалом в соответствии с проектной документацией, по которому укладывают слой шамотного заполнителя по ГОСТ 23037 и насухо шамотный кирпич по ГОСТ 390 - 8-11 рядов.
9.2 По подине следует набить слой углеродистой массы в соответствии с требованиями нормативных документов, действующих на территории государства, принявшего настоящий стандарт*, и уложить углеродистые блоки в соответствии с требованиями нормативных документов, действующих на территории государства, принявшего настоящий стандарт**. Толщину слоя углеродистой массы и геометрические параметры углеродистых блоков указывают в проектной документации.
_____________
* В Российской Федерации действуют ТУ 48-12-60-89 "Масса холоднонабивная теплопроводная для доменных печей".
** В Российской Федерации действуют ТУ 48-12-18-77 "Блоки углеродистые для футеровки доменных печей".
9.3 Монтаж стеновых блоков следует начинать с футеровки блоками летки и выполнять в обе стороны до замкового блока. Клещевые захваты разрешается использовать только для подачи углеродистых блоков на место монтажа и установки первого ряда блоков подины печи.
9.4 Футеровку стен из доменного кирпича по ГОСТ 1598 следует выполнять после полного окончания монтажа стеновых блоков и вести одновременно с забивкой углеродистой массы в соответствии с требованиями нормативных документов, действующих на территории государства, принявшего настоящий стандарт***, и засыпкой шамотного заполнителя по ГОСТ 23037. Футеровка стен должна быть выполнена на высоту не более 0,5 м и продолжена после засыпки зазора между кожухом и кладкой шамотным заполнителем и заполнением зазора углеродистой массой между стеновыми блоками и кладкой.
_____________
*** В Российской Федерации действуют ТУ 48-12-60-89 "Масса холоднонабивная теплопроводная для доменных печей".
9.5 Верхнюю часть стен необходимо выполнять из доменного кирпича по ГОСТ 1598 с одновременной засыпкой шамотного заполнителя по ГОСТ 23037 между кожухом и кладкой.
9.6 Футеровка из углеродистых блоков** должна быть защищена от окисления при сушке и разогреве кладкой из шамотного кирпича по ГОСТ 390 в один слой.
_____________
** В Российской Федерации действуют ТУ 48-12-18-77 "Блоки углеродистые для футеровки доменных печей".
9.7 Футеровку подины выполняют с заполнением швов мертелем и смещением рядов кладки на 45° по отношению к нижележащему.
Устранение неровностей поверхности каждого слоя допускается обеспечивать подсыпкой мертеля и выравниванием с помощью рейки длиной 5 м.
9.8 По верхнему слою шамотной кладки с помощью пневматических трамбовок по шаблону должен быть уложен слой подовой массы в соответствии с требованиями нормативных документов, действующих на территории государства, принявшего настоящий стандарт, или холоднонабивной теплопроводной массы для доменных печей*.
_____________
* В Российской Федерации действуют ТУ 48-12-60-89 "Масса холоднонабивная теплопроводная для доменных печей".
9.9 Монтаж углеродистых блоков следует выполнять, начиная с центрального ряда строго в соответствии с маркировкой изготовителя блоков.
9.10 Перед укладкой на грани блоков необходимо нанести пасту углеродную в соответствии с требованиями нормативных документов, действующих на территории государства, принявшего настоящий стандарт*, с тем чтобы после плотного прижатия гидравлическими или механическими домкратами шов был полностью заполнен пастой. Толщина швов между блоками должна быть до 1 мм.
_____________
* В Российской Федерации действуют ТУ 48-12-60-89 "Масса холоднонабивная теплопроводная для доменных печей".
Для исключения сдвига первого ряда от действия усилия домкрата с противоположной стороны к кожуху ванны печи допускается приваривать упор в виде двутавровой балки.
9.11 Вертикальные швы между блоками и кирпичной кладкой стен необходимо заполнить подовой массой в соответствии с требованиями нормативных документов, действующих на территории государства, принявшего настоящий стандарт, или массой холоднонабивной теплопроводной для доменных печей в соответствии с требованиями нормативных документов, действующих на территории государства, принявшего настоящий стандарт*, только после засыпки и уплотнения шамотного заполнителя по ГОСТ 23037 между кожухом печи и кладкой.
_______________
* В Российской Федерации действуют ТУ 48-12-60-89 "Масса холоднонабивная теплопроводная для доменных печей".
9.12 Монтаж вертикальных блоков стен необходимо выполнять с временным упором каждого блока в кожух печи. Распорки можно демонтировать только после монтажа замкового блока и заполнением зазора между кирпичной кладкой и блоками на высоту не менее половины высоты блока.
9.13 Верхнюю часть стен из доменного кирпича по ГОСТ 1598 следует выполнять в соответствии с 5.6.
9.14 Операционный контроль выполняемых работ следует проводить постоянно, при этом контролируют все швы при монтаже углеродистых блоков на предмет толщины и заполнения по 5.6.17.2, кладка из доменного кирпича 3-й категории должна выполняться с соблюдением требований 5.6.1. При выполнении указанных требований, верификации закупленной (поставленной) продукции выполненные работы соответствуют требованиям проектной документации и обеспечивают безопасную эксплуатацию печи.
10 Кладка печей для обжига анодов
10.1 До начала кладки подины необходимо выполнить кладку основания под поперечные стены из керамического кирпича по ГОСТ 530 и легковесного кирпича по ГОСТ 8691, для чего вначале строительным раствором по ГОСТ 28013 выравнивают бетонную поверхность под поперечными стенами и после схватывания раствора укрывают парафинированной бумагой по ГОСТ 9569, после чего выполняют кладку из керамического кирпича по ГОСТ 530.
10.2 По выровненной раствором кладке из керамического кирпича следует выполнить шамотную кладку из легковесного кирпича по ГОСТ 8691.
10.3 После окончания кладки не менее двух оснований под поперечные стены следует выполнить кладку подины между основаниями из легковесного шамотного кирпича по ГОСТ 8691 по стяжке из раствора по ГОСТ 28013 и укладку парафинированной бумаги.
10.4 Кладку продольных и торцевых стен необходимо выполнять в следующей последовательности (если иное не указано в проектной документации):
- укладка на всю высоту печи слоя плит на основе вермикулита по ГОСТ 12865;
- укладка муллитокремнеземистого картона по ГОСТ 23619;
- кладка из шамотного легковесного кирпича по ГОСТ 5040;
- укладка плит муллитокремнеземистых по ГОСТ 23619;
- кладка из муллитового кирпича по ГОСТ 24704.
10.5 Поперечные стены следует выкладывать после полного окончания кладки продольных стен с обеих сторон поперечной стены минимум двух камер.
10.6 Кладку простенков (перегородок) следует выполнять после завершения всех работ в камере.
Допускается кладка простенков вне печи на специальном стенде с последующим монтажом его в проектное положение мостовым краном. Для монтажа готовых простенков в проектное положение должна быть изготовлена специальная траверса по чертежам в составе ППР.
10.7 При кладке простенков вне печи должна быть обеспечена проектная высота конструкции таким образом, чтобы после монтажа его в проектное положение соблюдались геометрические размеры конструкции.
10.8 По окончании кладки поперечных стен и простенков следует выполнить монтаж горелочных камней (по чертежам проектной документации) и бетонные работы.
10.9 Футеровку газохода следует выполнять параллельно кладке печи по общим правилам.
10.10 Кладку элементов печи следует выполнять с геодезическим контролем отметок и составлением исполнительных схем в следующих местах:
- отметка опорной поверхности простенков;
- отметка основания поперечных стен;
- отметка верха всех простенков.
10.11 Допустимые отклонения от геометрических размеров каркаса не должны превышать значения, указанные в нормативных документах, действующих на территории государства, принявшего настоящий стандарт*.
_______________
* В Российской Федерации действует СП 83.13330.2016 "Промышленные печи и кирпичные трубы".
10.12 Операционный контроль выполняемых работ следует проводить постоянно с соблюдением требований 5.6.1 по толщине швов, выполнением требований по геометрическим размерам, верификации закупленной (поставленной) продукции. Соблюдение этих требований обеспечивает соответствие выполненных работ требованиям проектной и нормативной документации.
11 Футеровка печей для нагрева и термической обработки металла
11.1 Нагревательные колодцы
11.1.1 До начала футеровочных работ необходимо разбить оси столбиков, по которым в дальнейшем укладывают стальные листы. Высота столбиков, как правило, 2-3 кирпича, уложенных на плашку. Верхняя поверхность столбиков должна находиться в одной горизонтальной плоскости, при этом отклонение не должно превышать ±5 мм.
11.1.2 Футеровку следует выполнять в следующей последовательности:
- нижние ряды стен на высоту выстилки;
- выстилка;
- кладка до верха стены;
- свод.
11.1.3 Толщина швов в кладке боровов не должна превышать:
- 3 мм - для шамотной кладки;
- 5 мм - для изоляционной кладки;
- 10 мм - для кладки из керамического кирпича.
Температурные швы в боровах не устраивают.
11.1.4 Шамотную кладку необходимо выполнять с опережением на 2-3 ряда против изоляционной кладки или кладки из керамического кирпича. Кладку этих видов следует выполнять без перевязки.
11.1.5 Крышки колодцев следует футеровать на специальном стенде или на временных опорах и после этого монтировать в проектное положение.
Аналогичным методом следует футеровать и монтировать секции горелок.
11.1.6 К футеровке рекуператоров можно приступать только после установки коллектора, подающего холодный воздух.
11.1.7 Последовательность футеровки конструктивных элементов стен рекуператоров следующая:
- подрекуперативные дымовые каналы;
- поднасадочные арки;
- боковые стены рекуперативной камеры и поднасадочные стены до верхнего уровня;
- два нижних опорных ряда из звездочек;
- попеременная кладка боковых стен камеры и насадки с опережением кладки двух верхних рядов насадки;
- воздушные каналы между рекуператором и коллектором;
- два верхних ряда звездочек;
- нижний ряд песочного затвора.
11.1.8 При футеровке рекуперативной насадки сначала необходимо наверстать насухо одну нитку ряда (из звездочек и трубок) и сдать по акту произвольной формы.
После приемки нитки трубки и звездочки следует установить на раствор, указанный в проектной документации.
11.1.9 Футеровку подины начинают после окончания кладки рекуператоров. Верх подины должен быть на одном уровне с верхней кромкой шлакового стакана или выше на 1-2 см, толщина швов - 2 мм.
Отклонение стен от вертикали не должно превышать 10 мм, а отклонение длины и ширины ячейки - 5 мм. Ряды кладки стен должны быть строго горизонтальны.
11.1.10 Жаростойкие бетонные блоки для ячеек нагревательных колодцев, как правило, выполняют из динасовых заполнителей по ГОСТ 23037 на жидком стекле по ГОСТ 13078 или из шамотных заполнителей по ГОСТ 23037 на высокоглиноземистом цементе по ГОСТ 969.
11.1.11 Перед футеровкой крышек необходимо проверить фактические размеры металлических конструкций и положение подвесок. Отклонения по диагоналям и во внешних размерах металлоконструкций не должны превышать 10 мм.
11.1.12 Крышки, как правило, футеруют на стендах. Раму крышки следует устанавливать на высоте, приемлемой для навешивания на нее изделий.
11.2 Методические печи
11.2.1 Футеровку рекуперативных камер следует выполнять после окончания монтажа металлоконструкций поднасадочного устройства, так как поперечные балки закладывают концами в боковые стены.
11.2.2 В первую очередь следует выкладывать насухо первый ряд насадки, контуры которого определяет положение стен камеры, а после возводят стены. По окончании кладки стен и проверки правильности их положения разрешается продолжать кладку насадки.
11.2.3 При футеровке рекуперативной камеры следует соблюдать и контролировать в соответствии с 5.6.17.5 следующие параметры:
- геометрические размеры и размеры диагоналей камер не должны превышать 1%, но не более 10 мм;
- разница между диагоналями не должна превышать 10 мм;
- отклонение стен от вертикали к центру камеры не должно превышать 5 мм;
- смещение осей камер от проектного положения ±20 мм.
11.2.4 Первый ряд насадки следует укладывать по выровненным чугунным поднасадочным плитам. Укладку следует выполнять, начиная от продольной оси в обе стороны, вдоль задней стены камеры, по направлению к продольным стенам.
В первую очередь следует наверстать одну нитку насухо и сдать ее по акту произвольной формы. При сдаче необходимо проверить горизонтальность верхней поверхности нитки. Отклонение от проектных размеров не должно превышать 3 мм. Кроме того, необходимо проверить вертикальность воздушных каналов отвесом по ГОСТ 7948.
Отклонение вертикальной оси воздушных каналов на всю высоту не должно превышать 5 мм.
11.2.5 Одновременно допускается вести футеровку 2-3 рядов уступами на себя.
В процессе футеровки насадки следует контролировать, чтобы отверстия в стене для чистки дымовых каналов точно совпадали с ними.
11.2.6 После окончания футеровки насадки ее следует укрыть деревянными щитами.
11.2.7 Футеровку свода следует выполнять с соблюдением требований 5.6.
11.2.8 Футеровку подины следует выполнять рядами по всей ширине печи. Подовые брусья и трубы необходимо закладывать в подину с зазорами для их свободного расширения.
11.2.9 Футеровку разделительных стен и монтаж глиссажных труб необходимо выполнять в следующей последовательности:
- выложить разделительную стенку, доводя ее до низа водоохлаждаемых поперечных опорных труб, поддерживающих глиссажные трубы;
- смонтировать опорные и глиссажные трубы;
- выполнить футеровку стены до проектной отметки.
11.2.10 Нерабочие поверхности глиссажных труб следует изолировать жаростойким бетоном в соответствии с проектной документацией. Для лучшего сцепления бетона с трубами к ним допускается приваривать крючки или штыри из круглой проволоки диаметром 10-15 мм. Температурные швы выполняют с помощью кольцевых вставок из фанеры, которые при разогреве печи выгорают.
Глиссажные трубы допускается изолировать волокнистыми и огнеупорными материалами и изделиями.
11.2.11 При высоте разделительных стенок более 1,5 м для их устойчивости необходимо выложить распорные арки.
11.2.12 Торцевую стену холодного конца печи со стороны загрузки следует выполнять в перевязку с разделительными стенами методической зоны.
11.2.13 По окончании монтажа и изоляции глиссажных труб по ним необходимо устроить прочное сплошное перекрытие, способное выдержать нагрузки от запаса материалов и людей в соответствии с ППР. С перекрытия выполняют кладку верхней части стен и подвесного свода.
Свод следует набирать по секциям, начиная с самой нижней.
11.3 В случае выполнения футеровки из волокнистых огнеупорных материалов по ГОСТ 23619 правила производства и контроль выполнения работ следует осуществлять в соответствии с 5.10.
11.4 При выполнении футеровки из жаростойкого (огнеупорного) бетона правила производства и контроль выполнения работ следует осуществлять в соответствии с 5.7; 5.8.
11.5 Операционный контроль и оценка соответствия выполняемых работ
Оценку соответствия выполненных работ (этапа работ) определяют подтверждением выполнения в полном объеме работ в соответствии с требованиями проектной документации, верификации закупленной (поставленной) продукции по 5.3, а также проверки выполнения требований раздела 11, которые должны обеспечивать в совокупности прочность и устойчивость печи, безопасность эксплуатации и окружающей среды.
12 Футеровка вращающихся печей
12.1 Перед началом работ необходимо обесточить приводы вращения печи и исключить возможность несанкционированного доступа к включению поворота печи, вывесить предупредительные плакаты.
Должен быть назначен приказом по организации работник, ответственный за повороты печи.
12.2 Футеровочные материалы следует подавать в печь с рабочей площадки управления при убранной откатной головке, а футеровку выполнять, начиная с холодного конца печи.
12.3 Перед началом бетонной футеровки зоны испарения следует проверить арматуру, которая должна быть приварена к корпусу печи таким образом, чтобы ее наиболее выступающие части находились под слоем бетона толщиной не менее 40 мм. Для этого следует установить маяки на расстоянии 2 м один от другого, рядами, параллельными образующей печи таким образом, чтобы расстояние между соседними рядами не превышало 1 м. Ширина отдельно бетонируемых полос должна составлять не более окружности печи, в противном случае возможно сползание бетона при его уплотнении. Бетонная масса должна быть жесткой или полупластичной консистенции в соответствии с требованиями нормативных документов, действующих на территории государства, принявшего настоящий стандарт*.
________________
* В Российской Федерации действует ГОСТ Р 52541-2006 "Бетоны огнеупорные. Подготовка образцов для испытаний".
12.4 Футеровка должна перекрывать нижнюю часть стояков или уголков крепления цепей, одновременно не препятствуя свободному движению первых звеньев цепей.
12.5 При наличии в цепной завесе швеллеров или уголков, опалубка при бетонировании не требуется. Во всех остальных случаях следует устанавливать опалубку.
12.6 Бетонирование каждой полосы следует выполнять непрерывно, перерывы продолжительностью более 1 ч не допускаются.
12.7 Технология футеровки горячей части зоны испарения, зоны дегидратации и зоны декарбонизации - идентична. Футеровку следует выполнять вперевязку отдельными панелями длиной, соответствующей длине зоны, без температурных швов. Футеровка на границах зон должна примыкать друг к другу обрезами, перпендикулярными к продольной оси печи.
12.8 После закладки первого ряда следует укладывать второй ряд, при этом, во избежание смещения выложенного уже ряда, к нему с противоположной стороны следует прикладывать рейку длиной 2 м.
12.9 После укладки второго ряда рейку убирают, и на ее месте следует заложить следующий, третий ряд для предотвращения возможности смещения ранее выложенной кладки.
12.10 Далее футеровку необходимо выполнять от второго и третьего рядов в обе стороны.
12.11 Шов, образующийся на стыке панелей сплошной по окружности, должен находиться в плоскости кругового сечения корпуса печи с допусками на отклонения от прямого обреза не более ±5 мм.
12.12 Изделия следует укладывать широкой гранью строго по плоскости кругового радиуса печи.
12.13 Футеровку высокотемпературного участка печи (зоны экзотермических реакций и спекания) необходимо выполнять отдельными панелями длиной 8-10 м каждая, между которыми оставляют температурные швы толщиной 15-20 мм.
12.14 При укладке огнеупорных изделий на пластинах последние должны быть установлены в каждом продольном ряду на каждый кирпич; в печах диаметром более 5 м пластины следует укладывать также в поперечном направлении через каждые 2-3 кирпича.
В продольных швах кладки следует устанавливать пластины прямоугольной формы, в поперечных - трапецеидальной.
12.15 Укладку магнезиально-шпинелидных огнеупоров по ГОСТ 21436 на изоляционном слое из шамотной лещадки по ГОСТ 390 необходимо выполнять магнезиально-железистым мертелем в соответствии с требованиями нормативных документов, действующих на территории государства, принявшего настоящий стандарт*, затворенном жидким стеклом по ГОСТ 13078.
_______________
* В Российской Федерации действуют ТУ 14-8-227-77 "Порошок магнезитовый (периклазовый) для высокотемпературного мертеля. Технические условия".
12.16 В процессе кладки необходимо следить за тем, чтобы крайний ряд основного изделия несколько нависал над краем шамотной лещадки, но не более чем на 20 мм, и упирался в ряд, уложенный непосредственно на кожух. Последнюю полосу кладки основного огнеупора следует укладывать без углубления его крайнего ряда в качестве скрепляющего.
12.17 При футеровке отдельных зон или участков вращающейся печи штучными огнеупорами сначала их следует укладывать непосредственно с кожуха печи. По мере поднятия футеровки необходимо установить подмости, с которых продолжают кладку, а после, закрепив кладку, поворачивают печь для того, чтобы иметь возможность замкнуть кольцо целиком.
12.18 Крепление футеровки, дающее возможность для поворотов печи, как правило, выполняют винтовыми металлическими распорами или безраспорным креплением в соответствии с ППР.
12.19 Винтовые металлические распоры, как правило, применяют для крепления футеровки печей диаметром не более 3,5 м. Кладку в этом случае выводят 2-3 рядами выше нижней полуокружности печи, после к последним рядам футеровки прикладывают обрезанные доски или брусья толщиной 50-60 мм так, чтобы они на закрывали верхнюю торцевую поверхность изделия последних рядов.
Прямая, соединяющая середины обеих досок или брусьев, должна проходить по центру либо несколько выше центра печи.
12.20 Между досками в одной плоскости следует установить металлические распоры на расстоянии 0,5-1,2 м один от другого в зависимости от диаметра печи, массы футеровки, способа укладки и длины закрепляемого участка.
12.21 По окончании крепления футеровки печь разрешается поворачивать на значение, несколько меньшее окружности, и продолжить работу.
12.22 Футеровку из штучных огнеупорных материалов следует выполнять продольными рядами с перевязкой поперечных швов в смежных рядах или кольцами.
Огнеупорные изделия необходимо укладывать на растворе или пластинах из мягкой стали толщиной 0,7-2 мм; безобжиговые кирпичи в кассетах следует укладывать плотно, без применения раствора или стальных пластин.
12.23 Продольные ряды кладки должны быть прямолинейными, расположенными по образующей печи; швы кладки следует располагать радиально.
Кирпич необходимо укладывать вплотную к кожуху печи или по изоляции.
12.24 Поверхность корпуса в местах расположения сварных швов, заклепочных соединений или болтов и крепления ходовых частей должна быть выровнена раствором. На этих участках допускаются выступы кладки внутрь рабочего пространства печи на высоту вышеуказанных деталей, на остальной части печи выступы и углубления на поверхности футеровки не должны превышать 3 мм.
12.25 При футеровке конуса печи необходимо устанавливать параллельно основанию конуса кирпичи, имеющие форму торцового клина, с заполнением раствором зазоров, образующихся в пяточных частях кирпича.
12.26 Кирпич, имеющий форму ребрового клина, следует плотно устанавливать на корпус нижним основанием. Кирпичи, примыкающие к футеровке цилиндрических частей печи, следует подтесывать с торца.
12.27 Оставляемый в кладке для выполнения замка промежуток должен иметь в поперечном сечении форму трапеции с большим основанием, обращенным к корпусу печи.
12.27.1 Ширина промежутка, оставляемого под замок, должна соответствовать четырем-шести рядам кладки.
12.27.2 Применять при укладке замка кирпич ручной подтески, а также устанавливать кирпич на ребро не допускается. В случае необходимости разрешается растесывать два смежных ряда кладки.
12.27.3 При установке замка допускается использование кирпича высотой на 30 мм больше толщины остальной кладки.
12.28 Футеровка из магнезиально-шпинелидных огнеупоров по ГОСТ 21436 должна быть закреплена двумя рядами распоров. При достижении кладки более половины окружности печи следует установить второе дополнительное крепление. Распоры дополнительного крепления следует устанавливать в промежутках между распорами основного крепления. Футеровку из остальных видов огнеупоров крепят только одним рядом распоров.
12.29 Второй поворот печи следует выполнять также на значение, равное или несколько меньшее окружности.
12.30 Перед третьим (последним) поворотом печи следует оставить промежуток шириной шесть-восемь рядов изделий для забивки замка. Во избежание смещения кладки этот промежуток перед поворотом раскрепляют промежуточными столбиками насухо и забивают замки постепенно, начиная с наиболее узкой части зазора, только целыми изделиями без подтески.
12.31 Элементы безраспорного крепления необходимо устанавливать по образующей печи на расстоянии 0,6-1,2 м друг от друга, в зависимости от диаметра печи, массы футеровки, способа укладки кирпича и длины закрепляемого участка.
12.32 После приварки пластин крепления по ранее уложенной футеровке должны быть выполнены еще два ряда кладки, оставляя гнезда для последующего удаления пластин после окончания кладки на всей захватке. После необходимо установить прижимные доски толщиной 50-60 мм с вырезанными в них отверстиями под проход вилочного болта, опорную плиту и закрутить гайку. Прижимная доска должна закрывать не менее кирпича верхнего ряда по направлению вращения печи. В местах неплотного прилегания прижимной доски к изделию между ними допускается забивать деревянные клинья. После проверки плотности крепления и удаления механизмов и персонала печь допускают к повороту.
12.33 Число поворотов печи зависит от ее диаметра. Печь диаметром 3 м для замыкания футеровки требует три поворота, печь диаметром 7 м - пять поворотов. После пятого поворота следует забить замок стандартным изделием без подтески путем подбора по толщине. После установки замка пластины безраспорного крепления необходимо вырезать, а оставшиеся ниши заделать кирпичом на растворе, аналогичном тому, на котором выполнялась футеровка данной зоны, либо на металлических пластинах.
12.34 При использовании механизированных кружал (футеровочной машины) для устройства сводовых кирпичей, при котором кружала заменяют сегменты с механическим, гидравлическим или пневматическим приводом, следует использовать платформу, перемещающуюся на направляющих.
12.34.1 Футеровочную машину, при помощи которой выполняют работы, следует установить на направляющие. Огнеупорный кирпич на место монтажа, как правило, подают посредством ленточного транспортера. На рабочую платформу футеровочной машины кирпич подают вручную.
12.34.2 Рамы платформы должны быть закреплены на опорных роликах, способных вращаться, и с помощью блокировки. Все четыре опорных ролика должны быть постоянно зафиксированы перпендикулярно к рамам.
12.34.3 При вращении печи платформа должна быть полностью свободна от кирпича, вспомогательного оборудования и персонала. В таком состоянии с минимальной нагрузкой опорные ролики следует повернуть перпендикулярно печи и заблокировать. Для предотвращения опрокидывания платформа должна быть под постоянным визуальным контролем. При завершении вращения ролики должны быть повернуты параллельно печи и заблокированы. После этого платформу допускается нагружать.
12.35 Начало выполнения футеровки циклонных теплообменников и газоходов зависит от их монтажной готовности и готовности строительной конструкции этажерки, на которой они расположены.
12.35.1 Вертикальное перемещение поддонов внутри циклонов и газоходов, как правило, выполняют в соответствии с ППР при помощи электроталей на монорельсах, закрепленных на перекрытии газоходов II-IV ступеней.
12.35.2 Газоход I ступени следует футеровать, начиная с нижнего участка вертикальной шахты отдельными частями, ограниченными разгрузочными полками.
12.35.3 В районе разгрузочных полок необходимо устраивать температурные швы, заполняемые высокоглиноземистым войлоком по ГОСТ 23619.
12.35.4 Кладку из фасонных изделий следует крепить к кожуху анкерными креплениями через каждые четыре ряда по высоте.
12.35.5 Плоский свод следует класть:
- подвесными фасонными шамотными изделиями в соответствии с требованиями нормативных документов, действующих на территории государства, принявшего настоящий стандарт*;
______________
* В Российской Федерации действует ГОСТ Р 51262.4-99 "Изделия огнеупорные фасонные общего назначения. Форма и размеры".
- высокоглиноземистыми изделиями по ГОСТ 24704 насухо.
Кладку следует начинать от глухой торцевой стены и выполнять на себя в сторону циклона.
Сводовые фасонные изделия следует подвешивать на металлические прутки, которые, в свою очередь, подвешивают к двутавровым балкам с помощью специальных подвесок. Подвески необходимо навешивать через три изделия. По мере установки на место сводовых изделий между ними и кожухом следует укладывать насухо изоляционные плиты в соответствии с проектной документацией.
12.35.6 По завершении всех работ поверхность кладки должна быть очищена от наплывов раствора, смочена водным раствором жидкого стекла по ГОСТ 13078 и должен быть нанесен слой защитной обмазки из глиноземистого цемента по ГОСТ 969 на жидком стекле по ГОСТ 13078 толщиной 10 мм.
12.35.7 Футеровку стен циклонов следует выполнять двухслойной по общим правилам, а своды - по аналогии с газоходом I степени. В районе "юбки" свод следует выполнять уступами. Пространство между "юбкой" и сводом следует бетонировать жаростойким бетоном по ГОСТ 20910 через отверстия, прорезаемые в сводовой части кожуха.
12.35.8 Перед началом футеровки колосникового холодильника звенья колосникового пода необходимо укрыть настилом из досок, древесно-стружечных плит или листового металла с тем, чтобы исключить возможность их засорения в процессе ведения работ.
12.35.9 Футеровку стен следует выполнять в соответствии с 5.6.
Футеровку свода допускается выполнять без применения опалубки, используя для контроля радиуса деревянный шаблон.
12.35.10 Диатомитовую кладку изоляционного слоя необходимо выполнять с отставанием от кладки рабочего слоя от трех до четырех рядов, что должно обеспечивать возможность удобной его укладки и тщательного заполнения зазоров. Таким способом необходимо выкладывать свод до тех пор, пока он устойчиво держится раствором или до образования сводом угла 30°. После этого кладку свода следует продолжить, используя передвижную опалубку.
12.35.11 Футеровку свода при помощи передвижной опалубки следует начинать от горячего конца холодильника и вести к его холодной части захватками длиной каждая до 3,5 м. Замок следует забивать сбоку, постепенно вытягивая его на себя.
12.36 Операционный контроль и оценку соответствия выполняемых работ следует осуществлять в соответствии с требованиями проектной документации, верификации закупленной (поставленной) продукции - по 5.3.
При выполнении в полном объеме требований настоящего пункта футеровка печи соответствует требованиям проектной и нормативно-технической документации.
13 Кладка туннельных печей
13.1 Кладку верхнего строения печи следует выполнять только после окончания монтажа и приемки каркаса и рельсового пути по всей длине печи.
Скосы рельс должны быть расположены по ходу вагонетки, а отклонения в размерах рельсового пути не должны превышать значений нормативных документов, действующих на территории государства, принявшего настоящий стандарт*.
_______________
* В Российской Федерации действует СП 83.13330.2016 "Промышленные печи и кирпичные трубы".
13.2 Работать на территории возле рельсового пути и перекатывать вагонетки по путям до набора бетоном основания под шпалы 70% прочности не разрешается.
13.3 Разметку всех конструктивных элементов печи следует выполнять от головки рельсового пути, проложенного внутри печи.
13.4 Кладку печи следует контролировать установленным на вагонетке (по ее оси) шаблоном такого размера, чтобы между ним и проектным профилем печи был зазор, равный (10±2) мм на каждую сторону.
13.5 На шаблоне должны быть размечены оси горелок, гляделок, контрольных отверстий и других элементов печи для различных зон.
13.6 Отклонения от проектных размеров общей длины печи, а также между соседними осями форсуночных каналов (топок) не должны превышать ±10 мм.
13.7 Внутренняя футеровка, как правило, должна быть перевязана с наружной кладкой стены через пять-семь рядов по вертикали.
13.8 Температурные швы по толщине стен следует выполнять в разбежку в местах, предусмотренных проектной документацией. Шаблоны для температурных швов передвигают и удаляют по мере роста кладки.
13.9 Кладку стен печи выше кронштейнов песочных затворов следует выполнять после проверки правильности установки, проектных отметок и горизонтальности кронштейнов по всей длине печи.
13.10 Все закладные металлические и керамические элементы: коробки, патрубки, фасонные камни - необходимо закладывать в процессе кладки стен.
13.11 Горелочные фасонные камни и контрольные трубки должны быть установлены в отверстия в стенах печи, размеры отверстий должны превышать на (6-10) мм размеры камней для возможности их замены.
13.11.1 Зазоры между горелочными камнями и кладкой должны быть заполнены раствором, применяемым для кладки стен в данной зоне.
13.11.2 Горелочные фасонные камни и контрольные трубки перед укладкой необходимо подобрать комплектами, и проверить правильность стыковки и центровки отверстий.
13.12 Кладку элементов подвесного свода следует выполнять рядами поперек печи. Зазоры между сводом, плитами и стенами печи должны соответствовать проектной документации.
Верхний ряд стен докладывают после окончания кладки подвесного свода.
13.13 Отверстия для подводки труб в арочном своде должны быть выложены клиновым кирпичом по кольцу.
13.14 Операционный контроль и оценку соответствия выполненных работ следует осуществлять в соответствии с требованиями проектной документации, верификацией закупленной (поставленной) продукции по 5.3.
При выполнении в полном объеме требований настоящего пункта футеровка печи соответствует требованиям проектной и нормативно-технической документации.
14 Кладка стекловаренных печей
14.1 Последовательность выполнения работ:
- кладка наружных боровов, наружных рядов столбов и регенераторов (работы выполняют после монтажа каркаса регенераторов);
- кладка внутренних боровов и внутреннего ряда опорных столбов варочной части, монтаж раскрепляющих балок, кладка верхней части наружного ряда столбов и столбов студочной части печи;
- кладка верхнего строения печи (работы выполняют после монтажа подовых балок, стоек каркаса варочной и студочной частей и устройства рабочей площадки на уровне верха регенераторов).
14.2 Мостовые строения, плоские арки пережима и загрузочного кармана, крупноблочные влеты горелок необходимо набирать заранее, осуществляя все работы по подгонке изделий до их установки в проектное положение.
14.3 Огнеупорные работы по нижнему строению стекловаренных печей, боровов, регенераторов, опорных столбов, насадки следует выполнять по 5.6, за исключением того, что опорные столбы, как правило, монтируют крупноблочными из жаростойкого бетона по ГОСТ 20910.
14.4 Первый окат свода следует выполнять из динасовых изделий по ГОСТ 3910, второй окат свода - из шамотных изделий.
Для обеспечения возможности роста динасового оката между ним и шамотным окатом необходимо оставить зазор шириной 20 мм. Для этой цели кольца шамотного кирпича следует выложить по деревянным рейкам.
14.5 Для поперечных арок, на которые будут опираться стены вертикальных каналов горелок, в динасовом и шамотном окатах должны быть вытесаны пяты. Поперечные арки необходимо класть в два оката шириной в полтора кирпича с зазором между окатами 40 мм. В середине арки следует выполнить распорную арку в один окат. По поперечным аркам у стен и второму окату свода между поперечными арками необходимо выполнить натес, который служит основанием для стен вертикальных каналов горелки.
14.6 В боковых стенах каналов необходимо оставить два проема, через которые в вертикальные каналы вставляют керамические шиберы. Проемы следует перекрыть арками шиберов.
14.7 Понурый свод выполняют с примыканием к арке влета через отрезной шов только после того, как будут выложены влеты, то есть отверстия в подвесных стенах ванны печи.
Прямой свод следует выполнять в последнюю очередь.
14.8 Перед укладкой дна ванны печи должна быть выверена отметка верха донных балок, отклонение которой от проектной отметки не должно превышать ±3 мм.
14.9 Стальные полосы необходимо укладывать на донные брусья свободно. Прихватки, выполненные в процессе монтажа, при кладке донных брусьев необходимо удалять.
14.10 Выстилку дна ванны электроплавленными плитками допускается осуществлять только после полного окончания кладки печи, снятия опалубки, удаления лесов и строительного мусора, а также тщательной очистки и удаления пылесосом пыли со всех поверхностей печи.
14.11 При раскладке плитки необходимо обеспечить максимальное перекрытие продольных и поперечных швов донных брусьев, за исключением выработочной части печи, где в местах скосов допускается местное совпадение швов.
14.12 Кладку ванны следует начинать от границ варочной и студочной частей и выполнять ее в обе стороны - к карману варочной части и машинному каналу. Необходимо следить за тем, чтобы полки балок и стыки донных огнеупорных брусьев не совпадали. Центровой продольный ряд брусьев должен быть уложен по продольной оси ванны.
14.13 К первому центральному брусу справа и слева следует укладывать соседние брусья, а затем и другие брусья, образующие поперечный ряд. Работы выполняют одновременно на нескольких поперечных рядах, при этом каждый новый ряд должен начинаться с закладки центрального бруса и заканчиваться раскреплением крайних.
14.14 Дно студочной части следует выполнять выше дна варочной части, на один ряд брусьев.
14.15 Перед тем как начать укладку первого ряда окружки, необходимо выровнять поверхность основания под уровень согласно ГОСТ 9416.
14.16 Наружная поверхность окружки должна быть ровной и без выступов, для плотного примыкания упорных металлических уголков, прижимаемых к брусьям болтами, которые закрепляют на колоннах каркаса печи.
14.17 Кладку окружки в студочной части следует начинать от границы с машинным каналом. Рабочее пространство ограничивают подвесными стенами и главным сводом.
14.18 Кладку подвесных стен следует начинать с фасонного динасового изделия - "зуба", имеющего направленный вниз выступ, который укрывает чугунную плиту-лафет от прямого воздействия пламени.
14.19 Для того, чтобы "зуб" не опрокидывался и не падал с лафета, до укладки на него изделий, следующих по высоте рядов, для опоры на верхний ряд окружки допускается укладка деревянного бруса. Брус должен быть выбран с учетом толщины динасового кирпича, укладываемого на плашку на верхний ряд окружки, и зазора размером 10 мм, оставляемого для свободного роста кладки окружки при разогреве печи.
14.20 Кладку главного свода необходимо начинать с установки динасовых пят по металлическим подпятовым балкам, закрепленным на кронштейнах. Для исключения смещения пят под нее допускается подкладывать деревянный брус.
14.21 Опалубку главного свода следует не доводить до пят на два-три ряда защитных изделий. Для них устанавливают специальную опалубку.
14.22 Кладку главного свода следует выполнять кольцами отдельными секциями длиной 4 м, разделяемыми температурными швами. Перед началом кладки необходимо проверить тяги, а перед удалением опалубки оторвать от нее готовый свод дополнительным стягиванием.
14.23 Перед окончанием выводки печи поверхность свода следует временно покрыть огнеупорным войлоком по ГОСТ 23619, чтобы к началу изоляции свод достаточно хорошо прогрелся по всей толщине.
14.24 Непосредственно перед теплоизоляцией временную изоляцию необходимо снять, поверхность свода тщательно очистить и нанести уплотнительную обмазку в два слоя толщиной до 1,5 мм каждый. Поверх уплотнительной обмазки, подсыпая чистый кварцевый песок слоем от 20 до 30 мм или мертель слоем до 5 мм под каждый ряд, следует начать с двух сторон одновременно в направлении от пят к замку свода кладку динасового легковесного кирпича по ГОСТ 5040. Материал подсыпки под легковесный кирпич по ГОСТ 5040 определяют проектной документацией. В районе замка кладку динасового легковеса на ширину 1-2 кирпича не выполняют и оставляют ее незаконченной на одни сутки для полного завершения процесса теплового расширения свода. По истечении этого времени неизолированную часть замка следует перекрыть огнеупорным войлоком по ГОСТ 23619. Районы расположения температурных швов свода и продольный ряд вдоль пят необходимо оставить неизолированными.
14.25 Операционный контроль и оценку соответствия выполняемых работ (этапа работ) определяют подтверждением выполнения в полном объеме работ в соответствии с требованиями проектной документации, верификацией закупленной (поставленной) продукции по 5.3, а также проверки выполнения требований настоящего раздела, которые должны обеспечивать в совокупности прочность и устойчивость печи, безопасность эксплуатации, населения и окружающей среды.
15 Футеровка реакторов и регенераторов нефтехимической промышленности
15.1 По конструктивным особенностям футеровки реакторов и регенераторов, выполняемые методом торкретирования, подразделяют на следующие виды:
- однослойные;
- многослойные;
- облицовочные;
- без облицовки;
- с панцирной сеткой.
15.2 Перед нанесением бетонной футеровки методом торкретирования поверхность реактора или регенератора должна быть очищена в соответствии с 5.8.2, 5.8.3.
15.3 Армирование футеровки необходимо выполнять в строгом соответствии с рабочей документацией. Марку стали армирующих элементов определяют расчетом.
15.4 Эскизы анкеров следует применять в зависимости от типа футеровки, в соответствии с приложением Д, если иное не указано в проектной документации.
15.5 При однослойной футеровке армирование (см. рисунок 3) состоит из V-образных анкеров, выполненных из жаростойкой высоколегированной стали в соответствии с проектной документацией, привариваемых к корпусу аппарата в "шахматном" порядке. На концы анкеров необходимо установить компенсационные пластиковые колпачки.
15.6 Армирование двухслойной футеровки (см. рисунок 4) состоит из следующих последовательно выполненных операций:
- приварка гаек (втулок) к корпусу аппарата;
- установка в гайки шпилек;
- приварка к шпилькам пластин;
- приварка к пластинам гексагональной панцирной сетки.
Приварку пластин и панцирной сетки следует выполнять после футеровки теплоизоляционного слоя.
|
1 - анкер; а,b - шаг приварки анкеров
Рисунок 3 - Армирование при однослойной футеровке
|
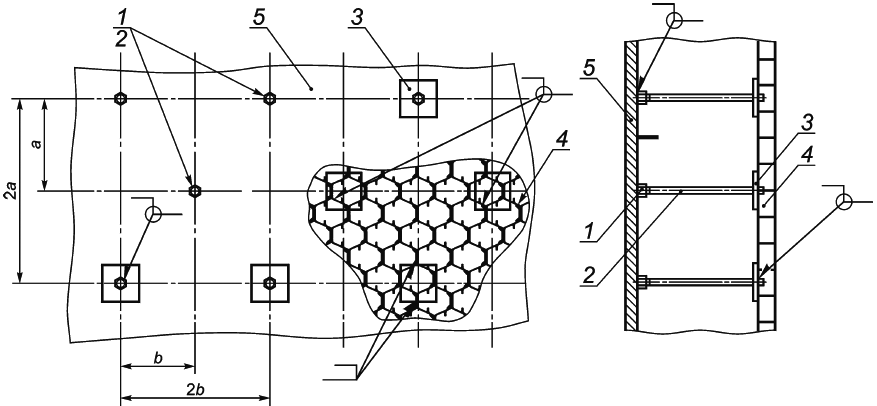
1 - гайка (втулка); 2 - шпилька; 3 - пластина; 4 - гексагональная панцирная сетка; 5 - корпус аппарата; а, b - шаг приварки гаек (втулок)
Рисунок 4 - Армирование при двухслойной футеровке
15.7 Армирование футеровки с применением облицовки необходимо в случае использования временной съемной опалубки. В случае использования облицовочных листов в качестве опалубки допускается конструктивное армирование не выполнять.
15.8 Армирование однослойной абразивостойкой футеровки оборудования и внутренних устройств реакторов и регенераторов, таких как циклоны, транспортные линии, распределители паровые (сырьевые), элементы лифт-реакторов следует выполнять с применением гексагональной панцирной сетки либо S-образных анкеров, привариваемых к защищаемым от эрозии поверхностям (см. рисунок 5). Способ и материал для армирования должен быть указан в проектной документации.
|
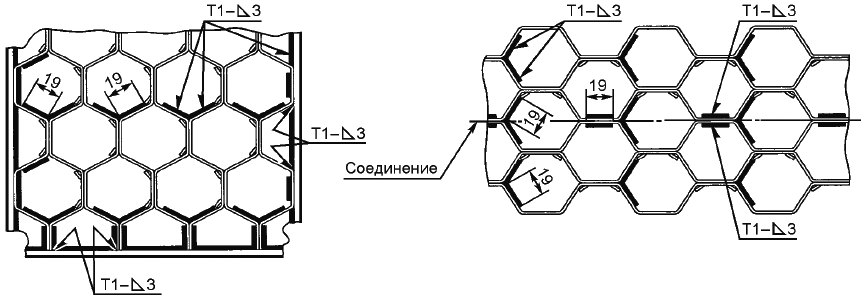
Рисунок 5 - Типовая схема приварки карт гексагональной панцирной сетки к футеруемой поверхности и между собой
15.9 В процессе выполнения торкрет-бетонных работ следует соблюдать требования 5.8, включая условия ухода за уложенным бетоном.
15.10 Нанесение футеровки вручную допустимо лишь в ограниченном числе мест, где необходима контурная обработка или где пространственные ограничения не позволяют проводить торкретирование. Огнеупорный материал следует наносить таким образом, чтобы обеспечить полное заполнение области футеровки.
15.11 Футеровка, по толщине превосходящая проектную толщину, должна быть немедленно срезана без вытягивания или повреждения нанесенного материала.
Запрещается окончательная обработка поверхности заглаживанием.
15.12 Нанесение бетонной футеровки методом торкретирования с последующей облицовкой выполняют по маякам, приваренным к корпусу реактора. По мере нанесения установленной толщины бетона должны быть срезаны маяки, а геометрическая форма поверхности должна соответствовать геометрической форме облицовки.
15.13 Метод набивки следует применять для футеровки некоторыми абразивостойкими бетонами на комбинированных связках, нанесение которых механизированным торкретированием невозможно. Перед началом выполнения футеровочных работ необходимо убедиться, что панцирная сетка или иные армирующие элементы очищены от масляных пятен, окалины и других загрязнений.
15.14 Процесс набивки должен соответствовать следующим требованиям:
- огнеупорную смесь следует затворять водой в шнековых растворосмесителях (миксерах) небольшими объемами 20-40 л;
- затворенную смесь следует брать небольшими порциями и придавать им шарообразную форму, которую необходимо вдавливать в ячейки панцирной сетки вручную до тех пор, пока материал не заполнит каждую ячейку полностью и не начнет выходить из щелей и отверстий сетки или иного армирования;
- после набивки материал, уложенный (выдавленный) больше положенной толщины требуется срезать и выровнять поверхность с помощью деревянного бруска твердых пород.
Допускается для ускорения процесса укладки бетона использовать киянки или пневмотрамбовки.
Не допускаются углубления, наплывы над уровнем армирования. После нанесения футеровки торцевые контуры армирования должны быть видны.
15.15 Футеровку после затвердения следует осмотреть и простучать молотком массой до 0,5 кг. Участки, издающие при простукивании глухой и дребезжащий звук, вырубить. При нарушении геометрии армирующих элементов необходимо их срезать, приварить новые и нанести новую футеровку.
15.16 Контроль и оценку соответствия выполняемых работ следует выполнять с учетом соответствия всех требований к элементам процесса настоящего подраздела, подраздела 5.8 и верификации закупленной (поставленной) продукции.
Этапы выполнения работ, на которые должны быть оформлены акты скрытых работ, - в соответствии с 5.1.2:
- подготовка поверхности;
- монтаж армирующих элементов;
- нанесение промежуточных (изоляционных) слоев.
15.17 Выполнение условий настоящего раздела и верификации закупленной (поставленной) продукции должны соответствовать обеспечению выполнения требований проектной и нормативно-технической документации.
16 Футеровка печей и тепловых агрегатов для производства аммиака
16.1 Последовательность выполнения работ на печи первичного риформинга
16.1.1 Футеровку радиантной и конвекционных камер печи первичного риформинга допускается выполнять одновременно.
16.1.2 В радиантной камере в первую очередь, следует выполнить футеровку стен. Футеровку допускается выполнять до монтажа реакционных труб как наиболее удобный вариант для выполнения футеровки, так и после монтажа.
16.1.3 Параллельно с работами по футеровке стен следует выполнить работы по домонтажной футеровке и сушке передаточного коллектора (в случае поступления его от изготовителя нефутерованным).
16.1.4 После монтажа реакционных труб, передаточного коллектора и связанных с ним центральных опускных труб следует выполнить заделку стыков соединения реакционных труб с передаточным коллектором. Стыки необходимо футеровать изнутри коллектора.
16.1.5 Далее следует выполнить футеровку свода радиантной камеры.
16.1.6 После футеровки свода следует выполнить футеровку пода и туннелей, расположенных на поде печи.
16.1.7 Допускается совмещение работ по футеровке стен, свода, пода и туннелей с учетом последовательности выполнения монтажа реакционных труб, металлоконструкций свода и соблюдения правил техники безопасности выполнения совмещенных работ.
16.1.8 После монтажа четырех продольных стен конвекционной камеры следует выполнить их футеровку до отметки 10 м.
16.1.9 Допускается одновременное выполнение работ по футеровке продольных стен и домонтажная футеровка торцевых панелей высокотемпературной и низкотемпературной конвекционных камер и коллекторных коробок.
16.1.10 Футеровку туннелей переходной зоны следует выполнять после окончания футеровки стен высокотемпературной камеры.
16.1.11 После монтажа змеевиков в конвекционных камерах следует выполнить футеровку четырех стен над конвекционными камерами от отметки 10,0 м до отметки 13 м.
16.1.12 В период выполнения футеровочных работ печи первичного риформинга допускается выполнять домонтажную футеровку панелей свода и газохода, расположенных над сводом конвекционных камер.
16.1.13 После монтажа ранее зафутерованных панелей конвекционных камер и газоходов следует выполнить заделку стыков, как правило, методом торкретирования.
16.2 Способы, приемы и технология выполнения работ футеровки печи первичного риформинга
16.2.1 Укладку модульных блоков допускается выполнять рядами с одинаковой ориентацией мест перегиба слоев керамического волокна (гофр) модульного блока по всей длине футеруемого участка. Между рядами модульных блоков следует укладывать прокладку из керамического волокна, свернутую пополам. Место перегиба прокладки должно быть обращено в рабочее пространство печи.
16.2.2 Укладку модульных блоков допускается выполнять со взаимно перпендикулярной ориентацией мест перегиба слоев керамического волокна (гофр) модульного блока. Прокладку из керамического волокна между рядами блоков в этом случае укладывать не следует.
16.2.3 Укладку модульных блоков необходимо выполнять с максимально возможным уплотнением по всем плоскостям их соприкосновения друг с другом.
16.2.4 Для крепления футеровки из жаростойких бетонов, стен из легковесного кирпича, модульных блоков из керамического волокна следует использовать анкеры и детали из жаропрочных высоколегированных сталей с учетом характеристик сталей и условий их работы по ГОСТ 5632, ГОСТ 5949. Марку стали выбирает проектная организация.
16.2.5 Центральное крепление модульных блоков к металлической обшивке каркаса печи допускается выполнять следующими способами:
- внутри массива блока при его изготовлении заделывают армирующий каркас из высоколегированных сталей, соединенный со штырем, который в процессе монтажа блока следует приваривать при помощи специального сварочного пистолета по принципу контактной сварки;
- внутри массива блока при его изготовлении заделывают армирующий каркас из высоколегированных сталей. Штырь, к которому должен крепиться модульный блок заранее при помощи сварочного пистолета следует приваривать к обшивке каркаса печи по предварительно нанесенной разметке.
16.2.6 В случае недостаточной плотности или образования щелей между модульными блоками необходимо уложить дополнительные прослойки из керамического волокна, из которого изготовлены модульные блоки с уплотнением их не ниже проектного показателя.
16.2.7 После укладки модульных блоков необходимо удалить временное крепление, фиксирующее керамическое волокно блока в сжатом состоянии.
16.2.8 Допускается футеровка стен с применением специальных фасонных легковесных блоков, изготовленных на основе керамического волокна, пропитанного специальным огнеупорным составом. Крепление блоков к кожуху стен печи необходимо выполнять скобами из высоколегированных сталей. Кладку из блоков выполняют без применения растворов.
16.2.9 Футеровку свода радиантной камеры печи следует выполнять с подгонкой модульных блоков к горелочным амбразурам и реакционным трубам путем резки огнеупоров. Крепление модульных блоков к обшивке свода может быть как центральное, так и при помощи анкеров и скоб. По верху металлических панелей свода в местах прохода труб через футеровку должно быть выполнено дополнительное уплотнение из керамического волокна, зафиксированное специальным металлическим кожухом.
16.2.10 Допускается прошивка футеровки штырями из высоколегированной стали диаметром 4 мм длиной 450 мм. Прошивку следует выполнять под углом 45° к поверхности свода. Плотность прошивки должна быть указана в проектной документации.
16.2.11 При выполнении футеровки рабочего слоя температурные швы в нем обязательны.
16.2.12 Плиты изоляции должны быть плотно приклеены к обшивке. Рабочий слой футеровки должен плотно примыкать к плитам изоляционного слоя. Слои между собой не склеивают.
16.3 Туннели радиантной камеры в варианте из крупноразмерных жаростойких блоков следует монтировать при помощи подъемного передвижного устройства, в соответствии с ППР для данного вида работ.
16.4 Монтаж туннелей в радиантной камере из специально изготовленных нестандартных фасонных огнеупорных изделий массой от 6 до 21 кг следует выполнять вручную насухо. В швы между блоками следует укладывать бумажные картонные прокладки, компенсирующие тепловое расширение блоков.
16.5 Футеровка конвекционных камер, переходной зоны, зоны пароперегревателей и газохода
16.5.1 Стены высокотемпературной конвекционной камеры до отметки 3,9 м и стены переходной зоны следует выполнять из двухслойной футеровки:
- первый слой 75 мм - из изоляционных плит, указанных в проектной документации, плотностью от 340 до 400 кг/м, которые следует приклеить к металлической обшивке при помощи специального клея в соответствии с проектной документацией или инструкцией изготовителя клея.
В плитах необходимо инструментом, указанном в ППР, высверлить отверстия диаметром 25 мм в местах прохождения плоских анкеров.
После установки на анкер шайбы верхние части анкера должны разжиматься под углом от 60° до 90°;
- второй рабочий слой - выполняют из жаростойкого изоляционного бетона по ГОСТ 20910 методом торкретирования.
16.5.2 Для предотвращения впитывания влаги из свежеуложенного слоя жаростойкого бетона на поверхность изоляционных плит должна быть нанесена водоэмульсионная краска в соответствии с ППР.
16.5.3 Футеровку стен высокотемпературной камеры от отметки 3,9 м, низкотемпературной камеры до отметки плюс 10 м и панелей газохода следует выполнять однослойной из легковесного жаростойкого бетона по ГОСТ 20910 методом торкретирования.
16.5.4 Футеровку панелей свода над зоной пароперегревателей, панелей свода над конвекционными камерами следует выполнять двухслойной до монтажа панелей.
К обшивке панелей необходимо приварить плетеную сетку по ГОСТ 5336 и Y-образные анкера в соответствии с ППР. Панели на площадке следует выставить горизонтально по уровню, после чего на них следует установить бортовую опалубку и выполнить бетонирование первого слоя. После твердения первого слоя следует уложить второй рабочий слой.
16.5.5 Стыки смежных участков футеровки по всей их боковой поверхности соприкосновения, образующиеся при торкретировании или бетонировании путем заливки бетона за опалубку, должны иметь уступ. Поверхность стыков не должна быть плоской. Конфигурация стыка должна быть указана в проектной документации.
16.5.6 На поверхности рабочего слоя футеровки из жаростойкого легковесного бетона необходимо выполнить нарезку рустов толщиной до 3 мм, глубиной от 20 до 30 мм, с шагом от 0,7 до 1,0 м, приспособлением в соответствии с ППР как в вертикальном, так и в горизонтальном направлениях.
16.5.7 Если в слое жаростойкого бетона будут выявлены дефектные места, последние должны быть вырублены на всю глубину слоя, при этом плоскости вырубки должны иметь уклон внутрь вырубки 5° - 10°, образуя пирамиду, поверхность основания которой, обращенная к обшивке или готовому слою футеровки, больше, чем верхняя часть на поверхности бетона ремонтируемого слоя.
16.5.8 Не допускается производить ремонт поверхности жаростойкого бетона путем частичного удаления бетона из дефектного места не по всей глубине слоя. Удаление бетона следует выполнять на всю глубину слоя.
16.5.9 Стыки в местах сопряжений смежных футеровок, выполненных из разных материалов, в узлах сопряжений футеровки, углах и перегибах должны быть выполнены замковым соединением с нахлестом одного слоя над другим.
16.5.10 Перед нанесением следующего или рабочего слоя жаростойкого бетона анкера, выходящие из ранее уложенного слоя должны быть очищены от налипшего на них бетона в соответствии с ГОСТ 9.402 (пункт 5.12.7).
16.6 Способы и технология выполнения работ футеровок передаточного коллектора, реактора вторичного риформинга, котлов-утилизаторов
16.6.1 Передаточный коллектор конструктивно представляет трубу в трубе. Полость между трубами должна быть заполнена жаростойким легковесным бетоном. Коллектор должен быть горизонтально установлен по уровню на специальной эстакаде на площадке у печи первичного риформинга.
Футеровку следует выполнять отдельно по каждой секции, на которые разделен коллектор конусными перемычками. До начала бетонирования необходимо проверить внутреннюю поверхность секции на предмет отсутствия в ней мусора и посторонних предметов.
До начала бетонирования на внутреннюю поверхность должен быть приклеен бумажный картон, предназначенный для компенсации тепловых расширений трубы.
Бетонирование секции следует выполнять непрерывно - до полного ее заполнения. При укладке бетон следует уплотнять при помощи глубинных вибраторов, не допуская его расслоения.
16.6.2 Футеровку котла-утилизатора следует начинать с его днища. Далее поочередно в направлении верха футеруют шесть секций, разделенных конусными перемычками. Внутренние защитные цилиндрические обечайки из высоколегированных сталей до их монтажа в корпус котла-утилизатора должны быть обернуты бумажным картоном на толщину слоя, указанного в проектной документации. Картон покрывают несколькими слоями водоэмульсионной краски в соответствии с ППР. После монтажа обечайки выполняют укладку жаростойкого бетона в полость между корпусом котла-утилизатора и внутренней обечайкой, обернутой картоном. По указанной схеме следует выполнять футеровку всех секций котла-утилизатора.
16.7 Футеровка реактора вторичного риформинга
16.7.1 До начала бетонирования должна быть выполнена очистка внутреннего корпуса реактора. На пластины анкеров следует наклеить специальные прокладки из картона для компенсации тепловых удлинений анкера в процессе сушки бетона и эксплуатации реактора.
16.7.2 Укладку тяжелого жаростойкого бетона следует выполнять в два этапа. Сначала следует выполнить бетонирование днища со штуцерами и его нижней конусной части, после непрерывно бетонируют корпус реактора в полном объеме, боковой штуцер и верхнюю горловину. Крышку реактора необходимо футеровать отдельно до монтажа.
16.7.3 Допускается выполнение изоляционных слоев футеровки торкретированием, в том числе двух- или трехслойным.
16.7.4 После футеровки бетонами в нижней конусной части реактора следует выполнить кладку купольного или конусообразного свода из специальных огнеупорных фасонных изделий.
16.8 Операционный контроль и оценку соответствия выполняемых работ (этапов работ) проектной и нормативно-технической документации следует осуществлять на всех этапах выполнения футеровки путем контроля и соответствия требованиям 5.8, 5.10 и верификации закупленной (поставленной) продукции по 5.3.
При условии выполнения в полном объеме требований настоящего подраздела, требований раздела 15 в части торкрет-бетонных работ, верификации закупленной (поставленной) продукции выполненные работы соответствуют требованиям проектной и нормативно-технической документации.
Приложение А
(справочное)
Способы подготовки ортофосфорной кислоты
А.1 Денсиметром определяют исходную плотность ортофосфорной кислоты. Количество воды В, необходимой для разведения 1 л ортофосфорной кислоты до нужной плотности, вычисляют по формуле:
![]()
где ![]() - концентрация исходной кислоты, %;
- концентрация исходной кислоты, %;
![]() - концентрация требуемой кислоты, %;
- концентрация требуемой кислоты, %;
![]() - плотность исходной кислоты, г/см
- плотность исходной кислоты, г/см.
Требуемое количество воды следует влить в кислоту и тщательно перемешать, после чего следует провести контрольное измерение плотности кислоты ареометром по ГОСТ 18481. Требуемый показатель концентрации ортофосфорной кислоты должен соответствовать указанным значениям в таблице А.1.
Таблица А.1
Концентрация исходной ортофосфорной кислоты | Плотность исходной ортофосфорной кислоты |
10 | 1,05 |
20 | 1,11 |
30 | 1,18 |
40 | 1,32 |
50 | 1,42 |
60 | 1,42 |
70 | 1,53 |
80 | 1,63 |
90 | 1,74 |
100 | 1,87 |
Приложение Б
(справочное)
Места применения огнеупорных и теплоизоляционных изделий в конструктивных элементах комплекса доменной печи
Таблица Б.1
Наименование изделия | ГОСТ и/или Технические условия | Форма и размер | Место применения |
Графитированные блоки | * | * | Кладка низа лещади |
Углеродистые блоки | ** | ** | Кладка лещади и стен горна до уровня нижней шлаковой летки |
Углеграфитовые блоки | *** | - | Кладка периферии верхней части лещади и горна |
Графитированные пластины |
|
| Основание лещади и шлаковых желобов, а также защитная кладка кожуха в районе чугунных леток |
Легковесные теплоизоляционные огнеупорные и высокоогнеупорные изделия | ГОСТ 5040 | ГОСТ 5040, ГОСТ 8691 | Изоляция стен и куполов воздухонагревателей, воздухопроводов горячего дутья |
Изделия огнеупорные динасовые легковесные |
|
| Изоляция куполов воздухонагревателей доменных печей объемом 5000 м |
Материалы и изделия огнеупорные теплоизоляционные стекловолокнистые | ГОСТ 23619 | ГОСТ 23619 | Изоляция стен и куполов воздухонагревателей и купола доменной печи. Заполнение компенсационных зазоров между кладкой неохлаждаемой части шахты и кожухом. Заполнение компенсационных зазоров между кладкой стен и изоляционными изделиями в расширяющейся части кожуха воздухонагревателей и других узлов |
Картон асбестовый | ГОСТ 2850 | ГОСТ 2850 | Изоляция воздухопроводов горячего дутья и кожухов воздухонагревателей |
Шнуры асбестовые | ГОСТ 1779 | ГОСТ 1779 | Заполнение температурных швов футеровки воздухопроводов горячего дутья |
Изделия высокоогнеупорные муллитовые | ГОСТ 10381 | ГОСТ 10381 | Кладка лещади |
Изделия огнеупорные шамотные для кладки доменных печей | ГОСТ 1598 | ГОСТ 1598 | Кладка горна, заплечиков, распара, шахты, колошника, защитная кладка углеродистых блоков, желобов доменной печи |
Изделия высокоогнеупорные карбидкремниевые | ГОСТ 10153 | ГОСТ 1598 и по чертежам заказчика | Кладка заплечиков, распара и охлаждаемой части шахты |
Изделия огнеупорные и высокоогнеупорные | ГОСТ 20901 | ГОСТ 20901 | Кладка купола, стен камеры насадки и камеры горения, насадки, днища, арок штуцеров и лазов воздухонагревателей; воздухопровода горячего дутья и фурменных приборов |
Изделия высокоогнеупорные муллитокорундовые и огнеупорные динасовые | ГОСТ 20901 | ГОСТ 20901 | Кладка воздухопровода горячего дутья |
Изделия огнеупорные шамотные общего назначения | ГОСТ 390 | ГОСТ 390 | Кладка пылеуловителей, газоотводов |
* В Российской Федерации действуют ТУ 48-12-37-91 "Блоки графитированные для доменных печей". ** В Российской Федерации действуют ТУ 48-12-18-77 "Блоки углеродистые для футеровки доменных печей". *** В Российской Федерации действуют ТУ 48-4801-2/У-80 "Блоки углеграфитовые".
| |||
Приложение В
(обязательное)
Толщина швов углеродистой, алюмосиликатной и динасовой кладки в доменной печи
Таблица В.1
Узел, конструкция и изделие | Категория кладки | Толщина шва, мм |
Лещадь | ||
Алюмосиликатные изделия высотой 550 мм: | ||
- горизонтальный шов | Первая | 1,0 |
- вертикальный шов | Вне категории | 0,7 |
Графитированные блоки: | ||
- горизонтальный шов | Первая | 1,0 |
- вертикальный шов | Третья | 2,5 |
Углеродистые блоки: | ||
- горизонтальный шов | Первая | 1,0 |
- вертикальный шов | Вторая | 1,5 |
б) лещадь комбинированная: | ||
- горизонтальный шов | Первая | 1,0 |
- вертикальный шов | Вне категории | 0,7 |
Горн (включая рамы леток для чугуна, область фурм и леток для чугуна и шлака): | ||
Шамотные изделия | Вне категории | 0,5 |
Углеродистые блоки: | ||
- горизонтальный шов | Первая | 1,0 |
- вертикальный шов: | Вне категории | |
для импортных блоков | 0,5 | |
для отечественных блоков | 0,7 | |
шамотные изделия для защиты углеродистых блоков | Третья | 3,0 |
Заплечики | ||
Шамотные изделия | Первая | 1,0 |
Распар | ||
Шамотные изделия | Первая | 1,0 |
Шахта | ||
Шамотные изделия: | ||
- в зоне холодильников | Вторая | 1,5 |
- в неохлаждаемой зоне | Вторая | 2,0 |
- под несменяемыми холодильниками маратора и в зоне футеровочных плит колошника | Третья | 3,0 |
Защита кожуха в районе чугунных леток | ||
Шамотные изделия | Третья | 3,0 |
Воздухонагреватель | ||
Огнеупорная кладка: | ||
- стены | Вторая | 2,0 |
- арки, люки и лазы | Вторая | 2,0 |
- штуцеры | Вторая | 1,5 |
- купол | Вторая | 1,5 |
- днище | Третья | 3,0 |
Изоляционная кладка: | ||
- динасовые, шамотно-каолиновые и шамотные легковесные изделия | Третья | 3,0 |
Воздухопровод горячего дутья | ||
Алюмосиликатные изделия | Вторая | 1,5 |
Шамотно-каолиновые и шамотные легковесные изделия | Третья | 3,0 |
Пылеуловитель | ||
Шамотные изделия | Третья | 3,0 |
Газопроводы грязного газа | ||
Шамотные изделия | Третья | 2,5 |
Приложение Г
(обязательное)
Допустимые отклонения от проектных размеров в конструктивных элементах доменной печи
Таблица Г.1
Наименование отклонения | Величина отклонения, мм | Методы измерения |
Лещадь | ||
Отклонение по вертикали разных точек основания лещади после шлифовки, при наличии просветов между двухметровой линейкой и основанием лещади не более 3 мм | 10 | |
Отклонение проектного размера по высоте от оси чугунной летки до основания лещади | 20 | |
Зазоры между блоками (графитированные и углеродистые) при сборке насухо | 0,6 | |
Горизонтальность поверхности графитированных блоков | 2 | 2-метровая металлическая линейка и уровень |
Вертикальность графитированных блоков | 3 | Контрольная рейка и отвес |
Прямолинейность графитированных блоков | 5 | Контрольная рейка длиной 2 м |
Отклонение внутренней поверхности кладки колец периферийных углеродистых блоков верхней лещади от проектного радиуса | ±15 | |
Расстояние между вертикальными швами периферийных углеродистых блоков верхней лещади в смежных по высоте рядах | 100 | |
Горн | ||
Совпадение радиальных швов в смежных рядах кладки | Не более чем в четырех местах | |
Ширина и высота проема в углеродистых блоках в районе летки для чугуна | ±1,0 | |
Распар и шахта печи | ||
Эксцентриситет внутренней поверхности кладки по отношению к центру шахты (вертикальная ось, соединяющая центры маратора и опорного колошникового кольца) | 30 | |
Разница в высотных отметках диаметрально противоположных точек собранного поднасадочного устройства | 2 | |
Смещение ячеек плиток и поднасадочных решеток | 8 | |
Несовпадение верхних плоскостей соседних плиток из жаропрочного чугуна | 0,5 | |
Несовпадение верхних плоскостей соседних насадочных изделий | 2 | |
Минимальные зазоры между насадкой и стенами камеры насадки и камеры горения в зонах огнеупоров: | 50 | |
- динасовых муллитокорундовых и шамотных ШВ 42 | 30 | |
- шамотных ШВ 37 и ШВ 28 | 15 | |
Примечание - Допускается увеличение толщины последующих кольцевых швов одного ряда не более чем на 50%. | ||
Приложение Д
(справочное)
Эскизы анкеров в зависимости от конструкции футеровки
Таблица Д.1
Тип футеровки | Вид анкера | Краткое описание |
Однослойная |
|
Н - высота анкера
|
Двухслойная |
|
Н - высота анкера
|
Двуслойная с рабочим слоем по панцирной сетке |
|
|
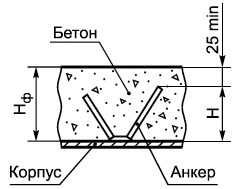
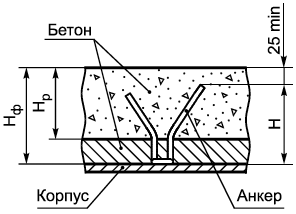
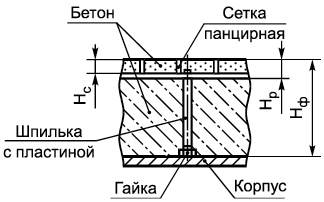
УДК 624: 66.041(035.5) | МКС 91.200 |
Ключевые слова: промышленная печь, тепловой агрегат, регенератор, рекуператор, строительство, контроль выполнения работ, приемка работ | |
Электронный текст документа
и сверен по:
, 2019
