БЗ 1-2004
ГОСТ 29093-91
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЗОНТЫ
ОБЩИЕ ТЕХНИЧЕСКИЕ УСЛОВИЯ
Издание официальное
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЗОНТЫ
Общие технические условия
Umbrellas. General specifications
ГОСТ
29093-91
МКС 61.040 ОКП 81 5777
Дата введения 01.01.93
Настоящий стандарт распространяется на зонты для индивидуального и коллективного пользования, предназначенные для защиты от атмосферных осадков и солнечных лучей.
Требования настоящего стандарта являются обязательными, за исключением пп. 2.1.1, 2.2.1, 3.1-3.14, 5.1 и 5.2.
1. ВИДЫ И РАЗМЕРЫ
1.1. Зонты классифицируют по следующим признакам в соответствии с табл. 1.
Таблица 1
Вид зонта | Условное обозначение |
По назначению: для индивидуального пользования: | |
для защиты от атмосферных осадков | — |
для защиты от солнечных лучей, в т. ч. пляжные | СЛ; Пл |
для коллективного пользования | К |
По половозрастному признаку (для зонтов индивидуального пользования): | |
мужской | М |
женский | Ж |
подростковый | п |
детский | д |
По основному конструктивному признаку: | |
трость | Тр |
складной с телескопическим стержнем в 2 или 3 сложения | С2, СЗ |
без стержня | БС |
с составным стержнем | С |
с механическим открыванием купола | — |
с механизмом автоматического открывания | А |
с механизмом полуавтоматического открывания | ПА |
1.2. При заказе зонтов следует указывать:
наименование изделия с указанием вида зонта, основного конструктивного признака; материал покрышки с указанием номера рисунка и цвета ткани; артикул (модель) изделия; обозначение настоящего стандарта.
Издание официальное Перепечатка воспрещена
© Издательство стандартов, 1991 © ИПК Издательство стандартов, 2004
П ример условного обозначения зонта при заказе: зонт женский, предназначенный для защиты от атмосферных осадков, складной с телескопическим стержнем в два сложения, с механизмом автоматического открывания с покрышкой из зонтичной ткани № 2980, арт. 4323Р, ГОСТ 23093:
Зонт ЖС2А, зонтич. № 2980, арт. 4323 Р, ГОСТ 29093—91
1.3. Наружный диаметр раскрытого купола зонта должен быть, мм, не менее:
900 — мужского;
800 — женского;
680 — подросткового;
500 — детского;
1000 — пляжного;
1700 — зонта коллективного пользования.
1.4. Масса зонтов должна соответствовать указанной в табл. 2.
Таблица 2
Вид зонта с учетом основного конструктивного признака | Масса, кг, не более |
Мужской с механическим открыванием купола | 0,50 |
Мужской складной с механизмом автоматического или полуавтоматического открывания | 0,55 |
Мужской, трость или трость с механизмом автоматического открывания | 0,60 |
Женский с механическим открыванием купола | 0,40 |
Женский складной с механизмом автоматического или полуавтоматического открывания | 0,45 |
Женский, трость или трость с механизмом автоматического открывания | 0,50 |
Подростковый (молодежный) | 0,30 |
Детский | 0,25 |
Пляжный | 0,70 |
Примечания:
1. Допускается увеличение массы женского складного зонта с механизмом автоматического или полуавтоматического открывания, изготовленного на каркасе мужского зонта, до 0,55 кг.
2. Масса зонтов для коллективного пользования устанавливается по согласованию с потребителем в техническом описании.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Зонты должны изготовляться в соответствии с требованиями настоящего стандарта, рабочей конструкторской и технологической документации, образцом-эталоном по ГОСТ 15.007 и техническим описанием на модель по РД 17-01-022.
2.1.1. Требования, предусматриваемые в технических описаниях, указаны в приложении 1.
2.2. Характеристики
2.2.1. Перечень основных сборочных единиц и деталей зонтов — в соответствии с приложением 2.
2.2.2. Купол зонта в раскрытом состоянии должен иметь симметричную форму.
2.2.3. Покрышка зонта не должна иметь морщинистых мест.
2.2.4. Допускаются мелкие морщины и складки на покрышке в месте крепления колпачка и концевых спиц, не влияющие на внешний вид изделия.
2.2.5. Виды швов, применяемых для соединения клиньев покрышки, и способы обработки срезов должны быть определены в технологической документации и соответствовать требованиям ГОСТ 12807 и Инструкции «Технические требования к соединениям деталей швейных изделий».
Край покрышки должен быть обработан любым способом, обеспечивающим сохранность ткани при эксплуатации зонта.
2.2.6. Сварной шов в покрышках из пленочных материалов должен быть сплошным по Инструкции «Технические требования к соединениям деталей швейных изделий».
2.2.7. Соединительные швы в покрышке должны располагаться вдоль спиц. Отклонение швов от спиц не должно превышать: в зонтах индивидуального пользования — 10 мм, в зонтах коллективного пользования — 15 мм.
2.2.8. В покрышке зонта должен быть сохранен рисунок ткани. При изготовлении покрышки из каймовых тканей смещение рисунка, имеющего четкое горизонтальное направление по нижней кайме, должно быть: в зонтах индивидуального пользования — не более 5 мм, в зонтах коллективного пользования — не более 10 мм.
2.2.9. В металлических и пластмассовых деталях не допускаются трещины, сколы, вздутия, расслоения, раковины, коробления, ухудшающие внешний вид изделия. Грат и литники должны быть зачищены.
2.2.10. На лицевой поверхности пластмассовых и металлических деталей допускаются следы двух потоков и след от инструмента, не ухудшающие внешний вид изделия.
2.2.11. Вид, толщина и обозначение защитно-декоративного покрытия деталей зонта указаны в приложении 3.
2.2.12. Вид, толщина и обозначение защитно-декоративного покрытия для пружин должны соответствовать ГОСТ 9.303 с дополнениями, указанными в приложении 4.
2.2.13. Требования к качеству основного металла и покрытий — по ГОСТ 9.301.
2.2.14. Допускается отсутствие хромового покрытия в труднодоступных местах и вокруг отверстий при многослойных покрытиях, если это не ухудшает внешний вид изделия.
2.2.15. Шероховатость поверхности, цвет и блеск металлических покрытий на лицевой поверхности деталей зонтов должны соответствовать образцу-эталону.
2.2.16. Лакокрасочное покрытие на лицевой поверхности деталей зонтов должно быть гладким, без пузырей. Лаковое покрытие должно быть однородным, прозрачным, без посторонних включений.
2.2.17. Допускается незначительная разнотонность покрытия в отличие от утвержденного образца-эталона, незначительные потеки, отдельные штрихи и риски, если это не ухудшает внешний вид изделия.
2.2.18. Лакокрасочное покрытие, которое наносится на детали зонтов в собранном виде, должно быть стойким к коррозии. Оценка защитных свойств покрытия должна соответствовать баллу 4 по ГОСТ 9.407.
2.2.19. К зонтам должны прикрепляться держатели (цепочки, ремни, шнуры или другие приспособления), необходимые для их переноски.
2.2.20. Допускается изготовлять зонты без указанных приспособлений, за исключением ремней для зонтов-тростей, если конструкция ручки или чехла обеспечивает удобную переноску и хранение изделия.
2.2.21. Механизмы автоматического открывания должен надежно удерживать купол зонта в сложенном и раскрытом виде. Кнопка механизма открывания должна двигаться свободно, западание кнопки не допускается.
2.2.22. Конструкция зонта должна обеспечивать закрепление купола в сложенном и раскрытом виде, а также фиксацию телескопически соединенных трубок складных зонтов. Усилие фиксации должно быть не менее 15 Н.
Самопроизвольное раскрывание зонта не допускается.
2.2.23. Шарнирные соединения, скользящие и подвижные части должны двигаться плавно.
2.2.24. Детали зонта (ручки, колпачки, наконечники) должны быть закреплены и не должны самопроизвольно сниматься при эксплуатации.
2.2.25. Глубина канавки подвижной и неподвижной коронок и расположение в них проволоки должны обеспечивать надежное крепление спиц и надежную эксплуатацию зонта. Скрученные концы проволоки должны быть уложены таким образом, чтобы не могло произойти повреждение материала покрышки и деталей зонта, соприкасающихся с ними.
2.2.26. Усилие, необходимое для открывания зонта с механическим открыванием купола, должно быть, Н, не более:
30 — детского;
40 — подросткового, женского;
50 — мужского.
2.2.27. Водонепроницаемость зонта с покрышкой, изготовленной из зонтичных тканей с во
доотталкивающей пропиткой, должна быть не менее 10 мин, с покрышкой из зонтичных тканей с пленочным покрытием и из пленочных материалов — не менее 15 мин.
2.2.28. Работоспособность зонтов с покрышками из зонтичных тканей с водоотталкивающей пропиткой или пленочным покрытием должна быть не менее 700 циклов, с покрышками из пленочных материалов — не менее 350 циклов.
Примечание. Цикл — открывание и закрывание зонта без вкладывания спиц в ручку и застегивания купола.
2.3. Требования к материалам
2.3.1. Зонты и чехлы для зонтов изготовляют из материалов, указанных в техническом описании и рабочей конструкторской и технологической документации.
2.3.2. Покрышки зонтов, предназначенных для защиты от атмосферных осадков, должны изготовляться из тканей по ГОСТ 6056, пленочных или других материалов, обеспечивающих выполнение требований к водонепроницаемости и сохранению внешнего вида в процессе эксплуатации изделия.
2.3.3. На покрышках зонтов не допускаются следующие пороки внешнего вида ткани: заломы, грязные нити, масляные полосы, полосы по утку, забоины, недосеки, засечки от печати и крашения, непропечатанные места, стянутая кромка, пролет, отличающаяся нить, перекос ткани.
2.3.4. По согласованию с потребителем допускаются следующие распространенные пороки: растраф рисунка, належки, стык от шаблона, разнооттеночность, полосатость по основе, муар, исхлестанность, зебристость.
На покрышке зонта допускается не более трех пороков, предусмотренных ГОСТ 6056.
При изготовлении чехлов допускаются единичные местные пороки по ГОСТ 6056.
2.3.5. Покрышки зонтов, предназначенных для защиты от солнечных лучей, должны изготовляться из хлопчатобумажных тканей по ГОСТ 29298.
2.3.6. Фурнитура, применяемая для зонтов и чехлов (кнопки, пуговицы, застежка-молния, текстильная застежка), должна соответствовать требованиям ТУ 17-15-16, ОСТ 17-699, ОСТ 17-891.
2.3.7. Виды и линейная плотность ниток, номера игл должны соответствовать материалу покрышки и требованиям инструкции «Технические требования к соединениям деталей швейных изделий».
2.3.8. Пластмасса для изготовления ручки должна обеспечивать прочность ее на удар.
2.4. Маркировка
2.4.1. Для маркирования зонтов должны применяться маркировочная лента и товарный ярлык.
2.4.2. Маркировочная лента должна содержать товарный знак предприятия-изготовителя или его наименование.
Место прикрепления ленты — в соответствии с образцом-эталоном, конструкторской, технологической документацией или техническим описанием.
2.4.3. Допускается наносить указанный реквизит на прокладку под колпачком, колпачок, коронку или ручку зонта при условии сохранения эстетических показателей и показателей качества.
2.4.4. К зонту должен прикладываться товарный ярлык, содержащий реквизит «комплектность» и следующие реквизиты потребительской маркировки:
наименование предприятия-изготовителя, его адрес и товарный знак;
наименование изделия с указанием основного конструктивного признака в соответствии с табл. 1;
артикул зонта;
артикул и номер цвета ткани (для гладкокрашеных тканей);
артикул, номер рисунка и номер цвета ткани (для набивных тканей);
дата выпуска;
обозначение настоящего стандарта.
Данные, характеризующие ткань покрышки, проставляются по требованию потребителя.
При необходимости в товарном ярлыке проставляют штамп ОТК.
2.4.5. Товарный ярлык должен быть красочно оформлен и может иметь разнообразную форму. Размер товарного ярлыка не должен превышать 100 см2.
2.4.6. К зонту должен прикладываться гарантийный талон и указание по эксплуатации.
В гарантийном талоне проставляется дата продажи изделия и штамп магазина.
2.4.7. Допускается размещать данные гарантийного талона и указания по эксплуатации на товарном ярлыке, увеличивая при этом размер ярлыка.
2.4.8. При групповой упаковке зонтов на тару наклеивают или вкладывают упаковочный ярлык, содержащий данные потребительской маркировки, в соответствии с п. 2.4.4, с указанием количества изделий в таре.
2.4.9. Допускается наносить маркировку на ленту, применяемую для оклейки потребительской тары или непосредственно на тару.
2.4.10. Место нанесения маркировки — в соответствии с рабочей конструкторской документацией или техническим описанием.
2.4.11. Маркировка на ярлыках должна наноситься типографским способом.
Заполнение переменных данных, за исключением артикула изделия, должно проводиться с
помощью штампов или другими способами, обеспечивающими четкость и сохранность маркировки.
2.4.12. Транспортная маркировка по ГОСТ 14192 должна содержать манипуляционный знак «Беречь от влаги» и данные потребительской маркировки в соответствии с п. 2.4.4 с указанием количества изделий в таре. Размер манипуляционного знака должен быть определен в соответствии с требованиями ГОСТ 14192.
2.4.13. Маркировка должна быть четкой, разборчивой и прочной.
2.4.14. Допускается устанавливать дополнительные требования к маркировке в конструкторской, технологической документации и техническом описании.
2.5. Упаковка
2.5.1. Зонт упаковывают в индивидуальную тару (чехол, пакет, коробку или пачку) в соответствии с образцом-эталоном.
2.5.2. Допускается изготовлять зонты без индивидуальной тары, если купол зонта фиксируется застежками, кольцами или втулками.
2.5.3. В качестве потребительской тары должны применяться коробки, пачки, пакеты, ящики.
Вид потребительской тары и количество изделий в таре устанавливают по согласованию с
потребителем в техническом описании.
2.5.4. В каждый вид потребительской тары в пределах одной партии упаковывают зонты одного артикула. Число их в единице тары должно быть одинаковым.
2.5.5. В качестве транспортной тары должны применяться дощатые неразборные плотные ящики типов I, II, III—I по ГОСТ 2991, ящики из листовых древесных материалов всех типов по ГОСТ 5959, ящики из гофрированного картона по ГОСТ 9142 и ящики многооборотные из гофро-пласта для пищевой и промышленной продукции по ТУ 63.033.018.
2.5.6. Потребительская и транспортная тара должна быть закрыта способами, обеспечивающими сохранность упакованных зонтов.
2.5.7. Масса брутто одного грузового места для зонтов индивидуального пользования в картонных коробках не должна превышать 15 кг, для зонтов коллективного пользования — 50 кг.
2.5.8. Допускается при контейнерных перевозках укладывать в контейнеры зонты, упакованные в потребительскую тару (коробки, пачки).
3. ПРИЕМКА
3.1. Зонты принимают партиями.
Для изготовителя за партию следует принимать предназначенную для контроля совокупность единиц продукции одного наименования, вида и исполнения, произведенную в течение определенного интервала времени в одних и тех же условиях.
Для потребителя за контролируемую партию следует принимать совокупность единиц продукции, оформленную одним сопроводительным документом.
Партия продукции должна сопровождаться документом о качестве.
3.2. Для осуществления контроля качества и приемки зонтов должны применяться контрольные испытания следующих видов:
приемосдаточные, периодические, типовые.
Термины и определения видов испытаний — по ГОСТ 16504.
3.3. Контролируемые признаки выбирают в зависимости от вида контрольных испытаний в соответствии с табл. 3.
Таблица 3
Номер пункта стандарта | |||
Вид испытаний | Контролируемый признак | видов и размеров, технических требований | методов контроля (испытаний) |
Приемосдаточные | Внешний вид | 2.2.3-2.2.10; 2.2.13-2.2.17; 2.3.3; 2.3.4 | 4.1 |
Уровень исполнения | 2.2.2; 2.2.21-2.2.25 | 4.1 | |
Периодические, типовые | Качество защитно-декоративного покрытия | 2.2.11; 2.2.12 | 4.1; 4.3 |
Коррозийная стойкость лакокрасочного покрытия | 2.2.18 | 4.4 | |
Водонепроницаемость | 2.2.27 | 4.7 | |
Усилие, необходимое для открывания купола зонта | 2.2.26 | 4.6 | |
Работоспособность | 2.2.28 | 4.8 | |
Размеры, масса | 1.3; 1.4; 2.1 | 4.2 | |
Прочность ручки на удар | 2.3.8 | 4.9 | |
Усилие фиксации телескопически соединенных трубок | 2.2.22 | 4.5 |
3.4. Настоящий стандарт предусматривает для приемосдаточных испытаний следующие виды контроля: нормальный, усиленный и ослабленный.
3.5. Нормальный контроль является основным и его применяют до тех пор, пока не возникнут условия перехода на усиленный или ослабленный контроль.
3.6. Переход с нормального контроля на усиленный осуществляют, если в ходе нормального контроля две из пяти последовательных партии будут забракованы.
Если при усиленном контроле пять очередных партий будут приняты, то переходят на нормальный контроль.
3.7. Переход с нормального на ослабленный контроль осуществляют, если выполнены следующие условия:
при нормальном контроле не менее десяти последовательных партий были приняты;
технологический процесс стабилен и выпуск продукции ритмичен.
3.8. С ослабленного контроля переходят на нормальный контроль, если выполняется хотя бы одно из следующих условий:
очередная партия забракована при первом предъявлении;
нарушены стабильность технологического процесса или ритмичный выпуск продукции;
нет оснований ни для принятия, ни для забракования партии, в таком случае партию следует принять, но начиная со следующей партии, применять нормальный контроль;
другие условия требуют возвращения нормального контроля.
3.9. Контролируемая партия зонтов должна подвергаться выборочному контролю. Контроль проводят в следующем порядке:
отбирают в соответствии с ГОСТ 18321 выборку продукции объемом, указанным в принятом плане контроля;
проверяют каждое изделие в выборке на соответствие установленным требованиям и устанавливают изделия с дефектами;
сравнивают найденное число дефектных единиц в выборке с приемочным и браковочным числом.
3.10. Объемы выборок, приемочные и браковочные числа для установленных стандартом видов испытаний указаны в табл. 4.
Таблица 4
шт.
Объем партии | Нормальный контроль | Усиленный контроль | Ослабленный контроль | |||
Объем выборки | Приемочное и браковочное число С]/С2 | Объем выборки | Приемочное и браковочное число С]/С2 | Объем выборки | Приемочное и браковочное число С]/С2 | |
Приемосдаточные испытания | ||||||
До 150 | 20 | 1/2 | 32 | 1/2 | 8 | 0/2 |
151-500 | 32 | 2/3 | 32 | 1/2 | 13 | 1/3 |
501-1200 | 80 | 5/6 | 80 | 3/4 | 32 | 2/5 |
1201-3200 | 125 | 7/8 | 125 | 5/6 | 50 | 3/6 |
3201-10 000 | 200 | 10/11 | 200 | 8/9 | 80 | 5/8 |
Св. 10 000 | 315 | 14/15 | 315 | 12/13 | 125 | 7/10 |
3.11. Партия продукции принимается, если количество дефектных единиц продукции в выборке меньше или равно приемочному числу, и бракуется, если количество дефектных единиц продукции больше или равно браковочному числу.
3.12. Периодические испытания должны проводиться не реже одного раза в полугодие на восьми изделиях, отобранных от партии, прошедшей приемосдаточные испытания.
При получении неудовлетворительных результатов испытаний хотя бы по одному показателю, испытания по этому показателю проводят на каждой партии до получения положительных результатов на 3 партиях подряд.
3.13. При внесении изменений в конструкцию или технологию изготовления должны проводиться типовые испытания в объеме периодических.
3.14. Результаты проведения испытаний должны быть зафиксированы в журнале или оформлены протоколом.
4. МЕТОДЫ КОНТРОЛЯ (ИСПЫТАНИИ)
4.1. Контроль внешнего вида зонтов должен проводиться визуально сравнением с контрольным образцом, образцом-эталоном.
Контроль качества сборки зонта должен проводиться путем трехкратного открывания и закрывания зонта.
4.2. Контроль размеров должен осуществляться средствами и методами, обеспечивающими выполнение требований чертежей.
Контроль массы должен проводиться с помощью весов, обеспечивающих точность взвешивания 0,005 кг.
4.3. Контроль качества металлических и неметаллических неорганических покрытий — в соответствии с ГОСТ 9.302, лакокрасочных — в соответствии с и. 4.1 настоящего стандарта.
4.4. Контроль коррозионной стойкости лакокрасочного покрытия на стальных деталях должен проводиться в соответствии с РТМ 35—61 «Покрытия лакокрасочные. Основные методы ускоренных климатических испытаний».
4.5. Контроль усилия фиксации телескопически соединенных трубок складных зонтов
4.5.1. Оборудование
Динамометр общего назначения по ГОСТ 13837.
4.5.2. Проведение контроля
К зонту в закрытом состоянии прикладывается растягивающее усилие в соответствии с и. 2.3.16. При этом не должно происходить нарушение фиксации телескопически соединенных трубок.
4.6. Контроль усилия, необходимого для открывания купола зонта
4.6.1. Оборудование
Специальное приспособление любой конструкции, позволяющее контролировать указанное усилие.
Динамометр общего назначения по ГОСТ 13837.
4.6.2. Проведение контроля
Динамометр с помощью специального приспособления прикрепляется к ручке зонта. Зонт снимается с фиксирующего устройства. Растягивающим усилием выполняется полное раскрывание зонта до срабатывания фиксатора. С помощью динамометра фиксируется усилие открывания.
4.6.3. Обработка результатов
За конечный результат контроля должно приниматься среднеарифметическое значение результатов пяти измерений.
4.7. Контроль водонепроницаемости зонта
4.7.1. Оборудование
Установка для контроля водонепроницаемости, обеспечивающая капельный характер истечения воды интенсивностью 0,5 мм/мин.
Рекомендуемые параметры и размеры установки: частота вращения зонта не более 4 мин-1, угол наклона зонта 5° ± 3°, габаритные размеры распылительного устройства 1000 х 1000 мм, число отверстий не менее 200 шт.
Допускается применять другие установки, обеспечивающие капельный характер истечения воды и заданную интенсивность дождя.
4.7.2. Проведение контроля
Предварительно намоченный, а затем высушенный в раскрытом виде зонт, расположенный стержнем вниз, размещается под распылителем воды так, чтобы самая высокая часть купола зонта располагалась под центром сетки распылителя. Расстояние между ними должно быть не менее 1000 мм.
4.8. Контроль работоспособности
4.8.1. Оборудование
Устройство или приспособление любой конструкции, содержащее зажим для зонта и механизм с приводом, выполняющий полное открывание и закрывание зонта. Рекомендуемая частота 5—25 циклов в минуту. Допускается проводить контроль вручную.
После проведения контроля не допускаются разрывы по швам, перетирание и развязывание ниток, изломы и отпадание деталей, истирание покрытий на материалах, корродирующих без покрытий, деформация внутренней поверхности деталей из пластмасс, разрывы тканей. Допускается незначительное истирание внутренней поверхности деталей из пластмасс, истирание покрытия скользящей поверхности пластинчатого фиксатора при условии обеспечения работоспособности зонта.
4.9. Испытания прочности ручки из пластмасс на удар
Зонт в сложенном виде роняют три раза с высоты 800 мм ручкой вниз на чистую гладкую бетонную или асфальтобетонную поверхность. После трех падений на ручке зонта не должно быть трещин и сколов. Следы от удара, не влияющие на эксплуатацию зонта в целом, браковочным признаком не являются.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Транспортирование
5.1.1. Транспортирование зонтов, упакованных в транспортную тару, осуществляется всеми видами транспорта в крытых транспортных средствах мелкими отправками в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.
5.1.2. Зонты транспортируют в контейнерах по ГОСТ 22225, ГОСТ 20259 или при транспортировании в крытых транспортных средствах формируют в транспортные пакеты по ГОСТ 26663. Формирование в транспортный пакет должно проводиться на поддоне по ГОСТ 9557.
5.1.3. Габаритные размеры и масса брутто транспортного пакета должны соответствовать требованиям ГОСТ 24597.
5.1.4. Размещение ящиков на поддоне должно соответствовать ГОСТ 21140.
5.1.5. Крепление ящиков в пакеты должно проводиться по ГОСТ 21650 с применением обвязочных материалов. В качестве обвязочных материалов должна применяться стальная лента по ГОСТ 503 или стальная проволока по ГОСТ 3282.
5.1.6. При внутригородском транспортировании допускается транспортирование зонтов без формирования их в пакеты.
5.1.7. Транспортирование зонтов в районы Крайнего Севера и приравненные к ним местности — по ГОСТ 15846.
5.2. Хранение
5.2.1. Зонты должны храниться у изготовителя и потребителя в условиях, предотвращающих загрязнение, механические повреждения, действие прямых солнечных лучей в сухих проветриваемых помещениях.
На перевалочных складах зонты должны предохраняться от попадания атмосферных осадков.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие зонтов требованиям настоящего стандарта при соблюдении условий эксплуатации, хранения и транспортирования.
6.2. Гарантийный срок эксплуатации зонтов — 12 мес со дня продажи через розничную торговую сеть, а при поставках для внерыночного потребления— со дня получения потребителем.
Гарантийный срок хранения зонтов — 24 мес со дня их изготовления.
ПРИЛОЖЕНИЕ 1 Рекомендуемое
ТРЕБОВАНИЯ, ПРЕДУСМАТРИВАЕМЫЕ В ТЕХНИЧЕСКИХ ОПИСАНИЯХ
1. Краткое описание зонта (наименование изделия, артикул (модель), внешний вид, назначение, основной конструктивный признак и др.).
2. Конструкция.
3. Параметры и размеры (наружный диаметр купола, масса зонта и др.).
4. Основные материалы (материал покрышки с указанием артикула ткани, номера цвета ткани и номера рисунка ткани для набивных тканей и др.).
5. Вспомогательные материалы (нитки, кнопки, пуговицы, шнуры, ремни и др.).
6. Вид защитно-декоративного покрытия деталей и пружин.
7. Дополнительные требования к маркировке и упаковке.
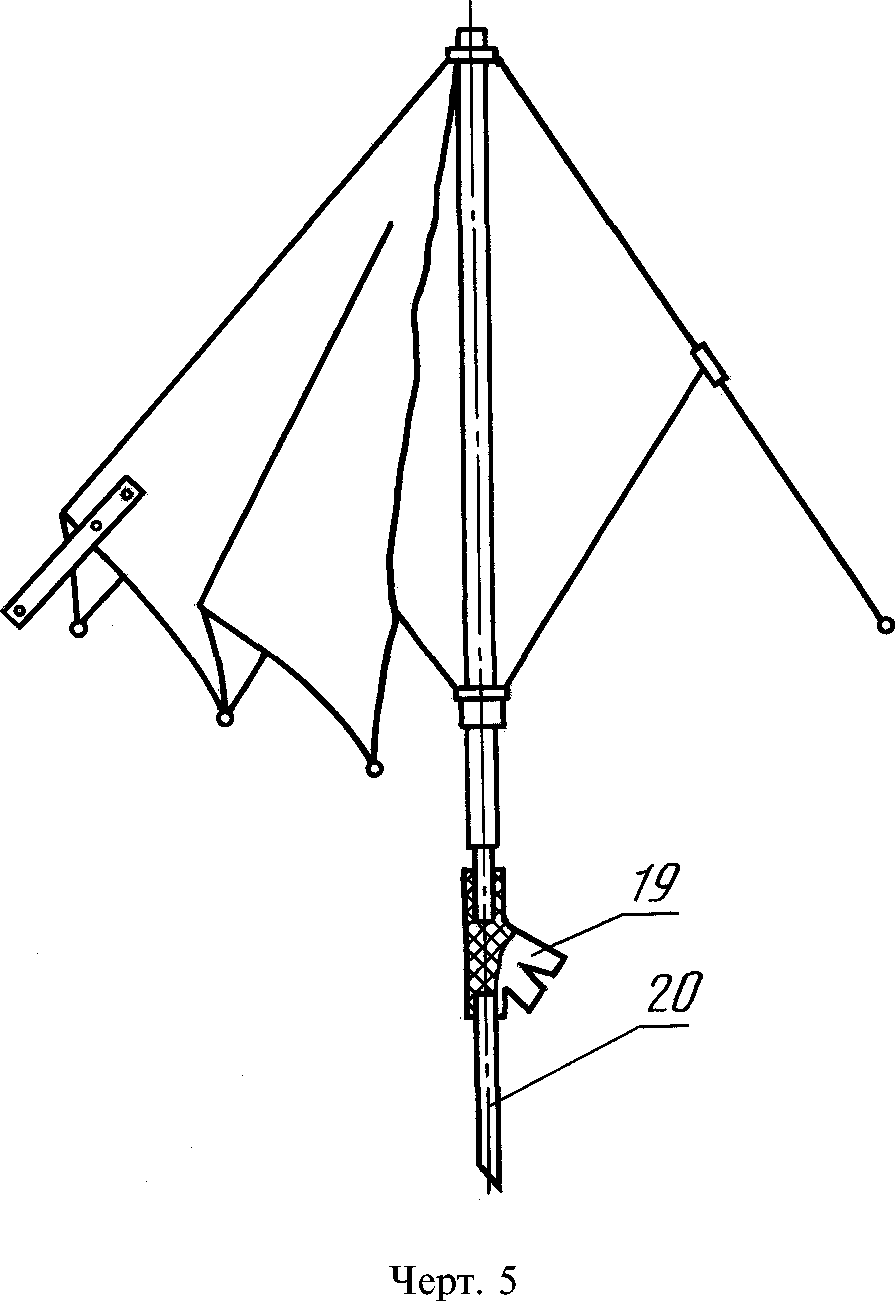
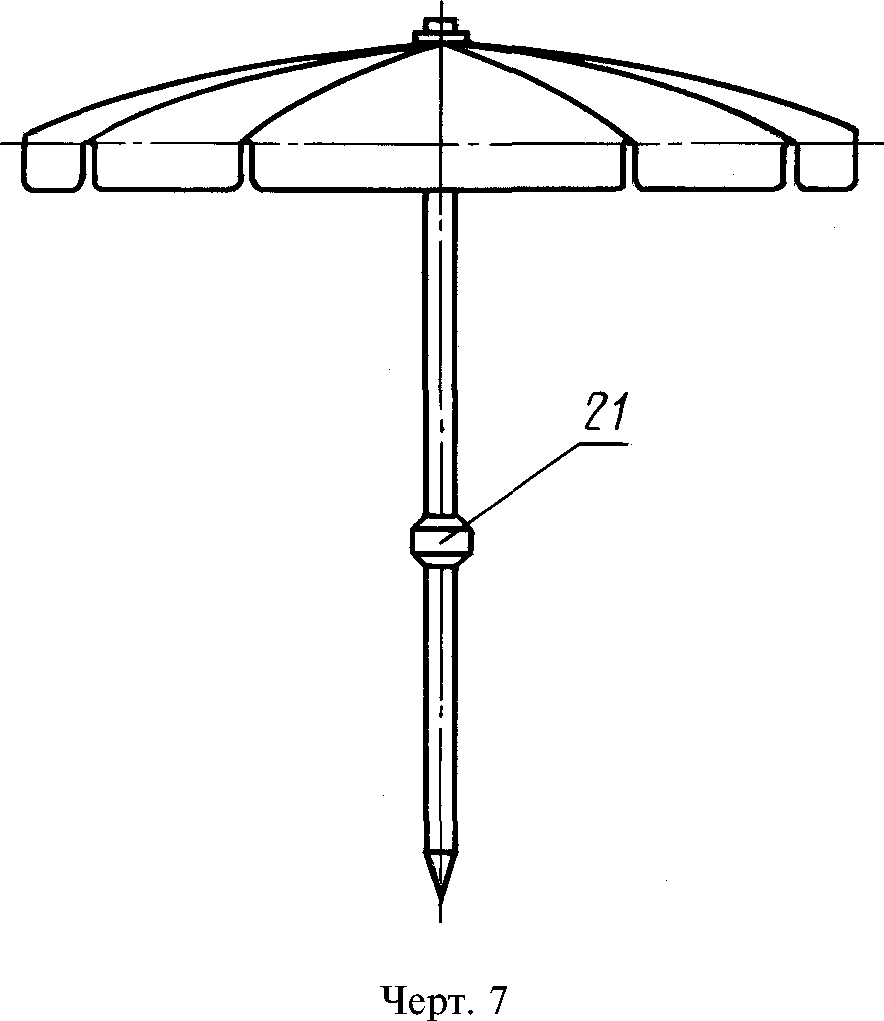
ПРИЛОЖЕНИЕ 2 Справочное
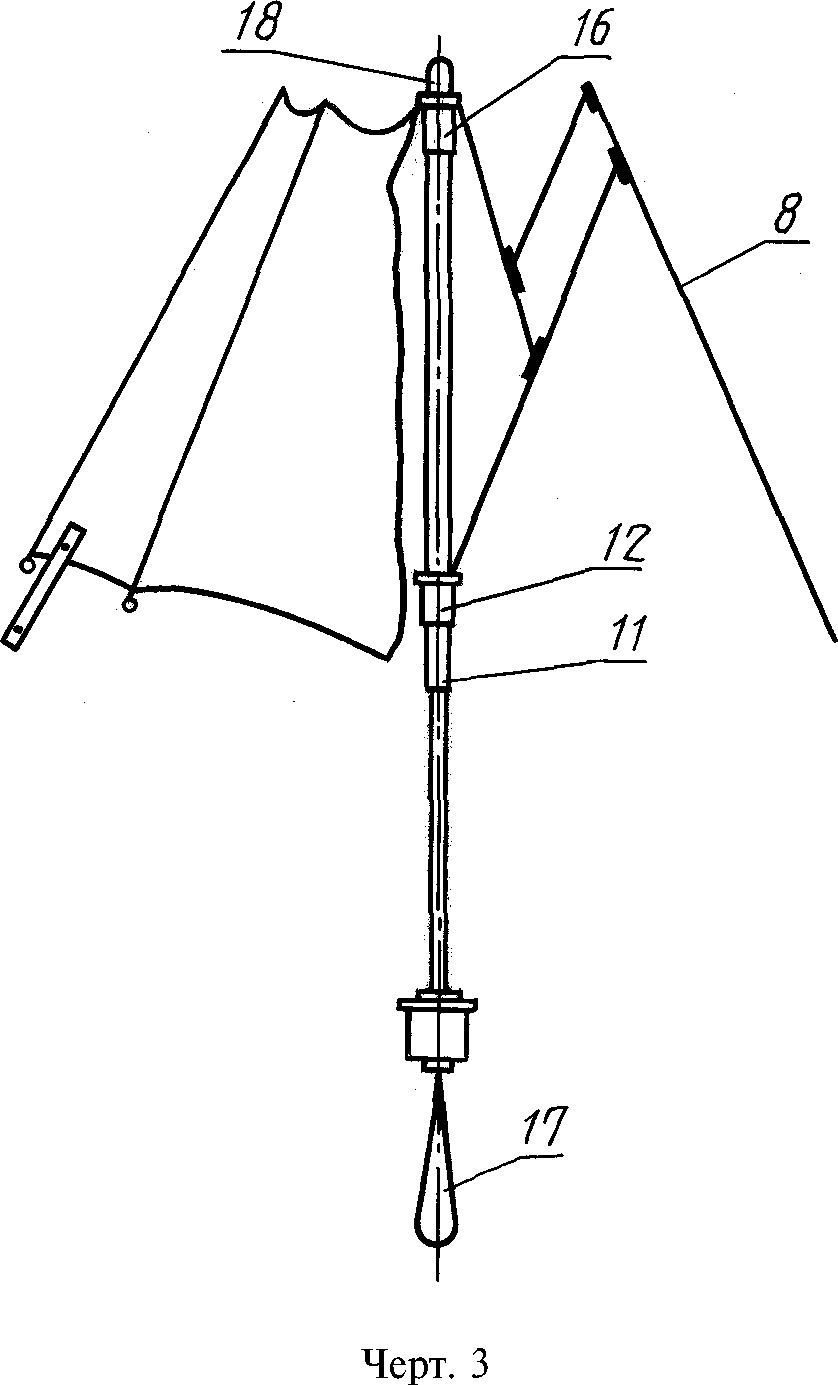
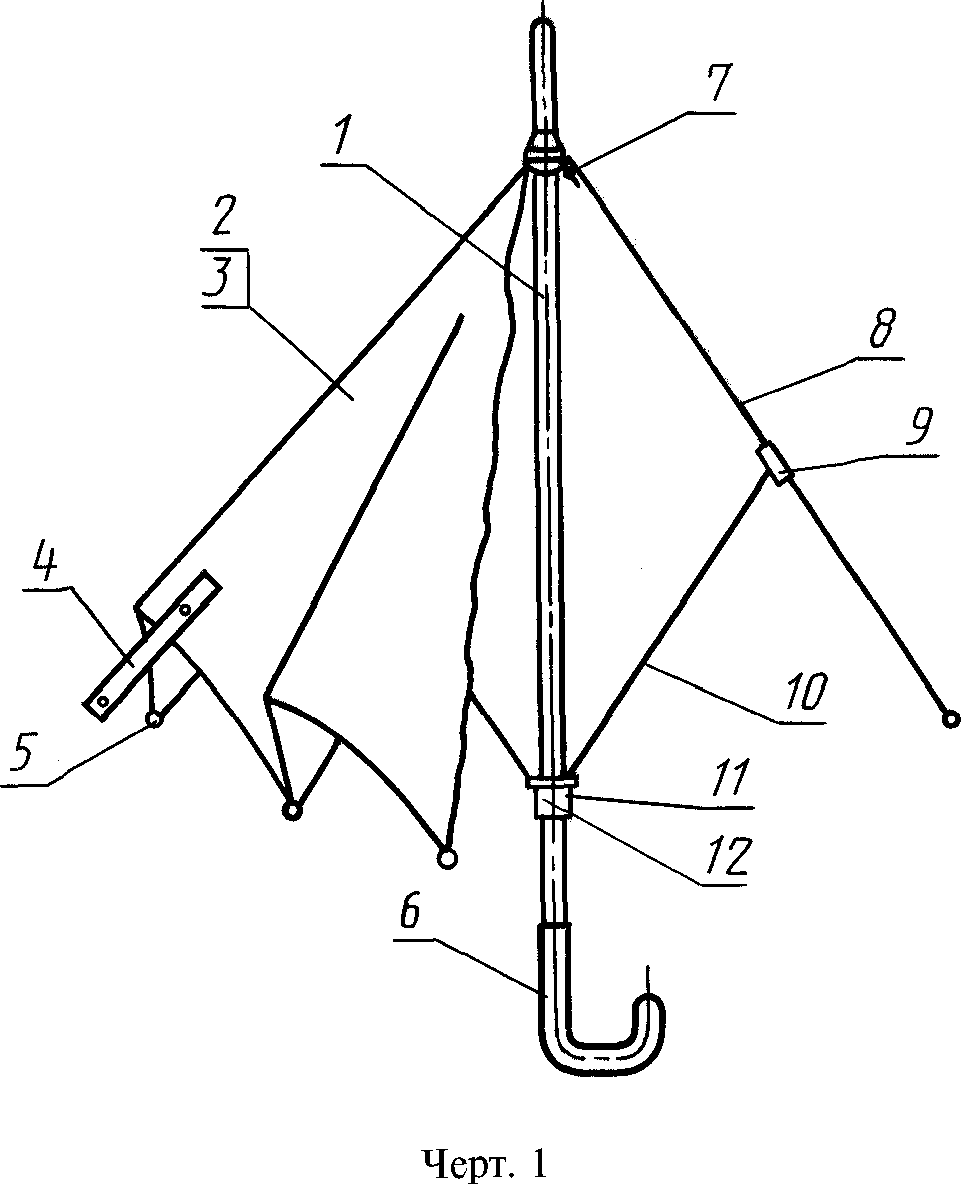
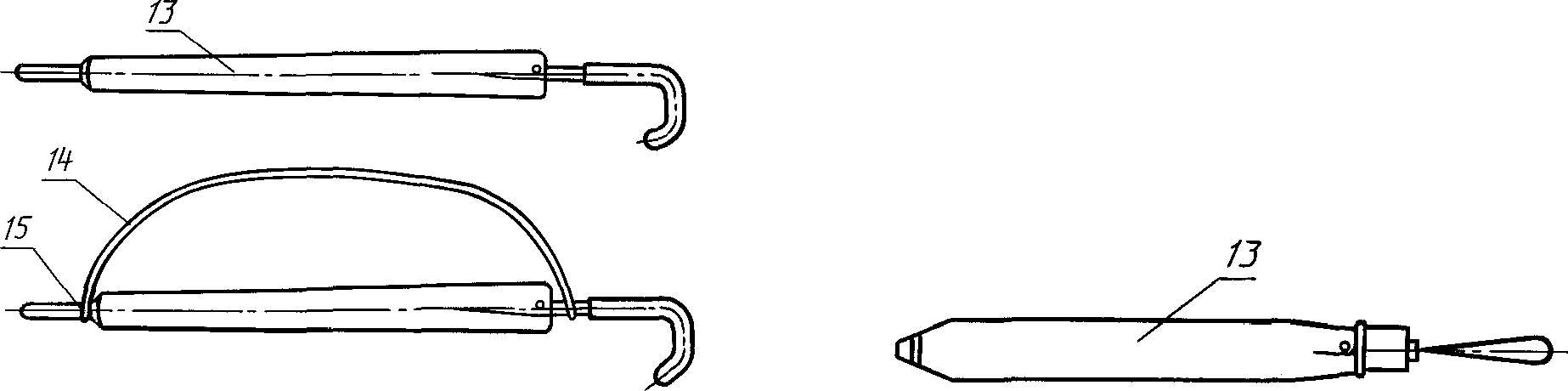
Перечень основных сборочных единиц и деталей (черт. 1—7)
1 — стержень; 2 — покрышка; 5—купол (покрышка с поддерживающими элементами); 4 — застежка; 5 — наконечник спицы; б—ручка; 7—прокладка; 8 — спица; 9 — хомутик; К) — распорка; II — фиксатор; 12 — коронка подвижная; 13 — чехол; 14— ремень; 15— карабин; 16— коронка неподвижная; 17— держатель; 18 — колпачок; 19— тройник; 20— трубка; 21 — вставка соединительная.
Зонт трость Зонт складной
Черт. 2
Черт. 4
Зонт пляжный
Зонт тент
Черт. 6
ПРИЛОЖЕНИЕ 3 Обязательное
ВИДЫ ПОКРЫТИИ деталей зонта
Таблица 5
Основной материал | Вид и толщина покрытия, мкм, не менее | Обозначение покрытия в технической документации |
Сталь | Никелевое блестящее толщиной 12 мкм | Н12.6 или Н612 |
Никелевое матовое или полублестящее толщиной 12 мкм | Н12* | |
Никелевое блестящее толщиной 3 мкм на подслое матового или полублестящего никеля толщиной 9 мкм | Н9.Н63 | |
Хромовое блестящее толщиной 0,5—1,0 мкм на подслое никеля блестящего толщиной 12 мкм | Н612.Х.6 | |
Хромовое зеркально-блестящее толщиной 0,5—1,0 мкм на подслое никеля блестящего толщиной 12 мкм | Н612.Х.ЗК | |
Никелевое блестящее толщиной 6 мкм на подслое никеля матового или полублестящего толщиной 3 мкм и меди толщиной 3 мкм | НЗ.МЗ.Н66 | |
Никелевое черное на подслое никеля толщиной 12 мкм | Н12.Н.Ч | |
Никелевое блестящее толщиной 9 мкм на подслое меди толщиной 3 мкм | МЗ.Н69 | |
Никелевое матовое толщиной 9 мкм на подслое меди толщиной 6 мкм | М6.Н9* | |
Хромовое блестящее толщиной 0,5—1,0 мкм на подслое меди толщиной 6 мкм и никеля блестящего толщиной 6 мкм | М6.Н66.Х.6 | |
Хромовое блестящее толщиной 12 мкм | Х12.6 | |
Никелевое блестящее толщиной 12 мкм, полученное химическим способом, с последующей термической обработкой | Хим.Н12.б.т. | |
Кадмиевое толщиной 12 мкм с бесцветным хрома-тированием | Кд12.хр.бцв | |
Кадмиевое блестящее толщиной 12 мкм | Кд12.б | |
Цинковое толщиной 12 мкм с бесцветным хрома-тированием | Ц12.хр.бцв | |
Фосфатное с последующим нанесением лакокрасочного покрытия | Хим.Фос./лкп | |
Алюминий и его сплавы | Хромовое блестящее толщиной 0,5—1,0 мкм на подслое блестящего никеля толщиной 12 мкм | Н612.Х.6 |
Никелевое блестящее толщиной 12 мкм | Н612 или Н12.6 | |
Анодно-окисное блестящее, наполненное в растворе красителя | Ан.Окс.б.цв | |
Анодно-окисное блестящее, наполненное в воде | Ан.Окс.б.нв | |
Анодно-окисное блестящее, наполненное в растворе красителя, с частичным лакокрасочным покрытием | Ан.Окс.б.цв/лкп | |
Лаковое | Лак | |
Лаковое на электрохимически полированной поверхности | эп.Лак |
Продолжение табл. 5
Основной материал | Вид и толщина покрытия, мкм, не менее | Обозначение покрытия в технической документации |
Лаковое на химически полированной поверхности | хп.Лак | |
Лаковое на механически полированной поверхности | ми .Лак | |
Латунь, бронза | Хромовое блестящее толщиной 0,5—1,0 мкм на подслое блестящего никеля толщиной 9 мкм | Н69.Х.6 |
Никелевое блестящее толщиной 9 мкм, полученное химическим способом, с последующей термической обработкой | Хим.Н9.б.т | |
Никелевое блестящее толщиной 9 мкм | Н69 | |
Лаковое на химически полированной поверхности | хп.Лак | |
Лаковое на механически полированной поверхности | ми .Лак | |
Пластические | Никелевое блестящее толщиной 6 мкм на подслое | Хим.Н.НЗ.М9.б.Нб6 |
массы | никеля, полученного химическим способом, никеля матового толщиной 3 мкм и меди блестящей толщиной 9 мкм | |
Никелевое блестящее толщиной 6 мкм на подслое никеля, полученного химическим способом, никеля матового толщиной 3 мкм (обработка в барабанах) | Хим.Н.НЗ.Нбб | |
Хромовое блестящее толщиной 0,5—1,0 мкм на подслое меди, полученной химическим способом, меди матовой толщиной 3 мкм, меди блестящей толщиной 6 мкм и никеля блестящего толщиной 6 мкм | Хим.М.МЗм.Мб.б.Нбб.Х.б | |
Никелевое блестящее толщиной 6 мкм на подслое меди, полученной химическим способом, меди матовой толщиной 3 мкм и меди блестящей толщиной 6 мкм | Хим.М.МЗ.м.Мб.б.Нбб | |
Никелевое блестящее толщиной 6 мкм на подслое никеля, полученного химическим способом, и меди блестящей толщиной 9 мкм | Хим.Н.М9.б.Нбб | |
Никелевое блестящее толщиной 6 мкм на подслое меди, полученной химическим способом, меди матовой толщиной 3 мкм и меди блестящей толщиной 9 мкм | Хим.М.МЗ.м.М9.б.Нбб | |
Никелевое блестящее толщиной 6 мкм на подслое никеля, полученного химическим способом, меди матовой толщиной 3 мкм и меди блестящей толщиной 6 мкм | Хим.Н.МЗ.м.Мб.б.Нбб | |
Хромовое блестящее толщиной 0,5—1,0 мкм на подслое никеля, полученного химическим способом, меди блестящей толщиной 9 мкм и никеля блестящего толщиной 6 мкм | Хим.Н.М9.б.Нбб.Х.б | |
Хромовое блестящее толщиной 0,5—1,0 мкм на подслое никеля, полученного химическим способом, меди матовой толщиной 3 мкм, меди блестящей толщиной 6 мкм и никеля блестящего толщиной 6 мкм | Хим.Н.МЗ.м.Мб.б.Нбб.Х.б | |
Никелевое блестящее толщиной 6 мкм на токопроводном подслое, полученном любым способом, и подслое никеля матового толщиной 9 мкм | Н9.Н66 | |
Алюминиевое, полученное конденсационным способом, защищенное лаком, алюминиевое, полученное конденсационным способом, защищенное лаком | К о н. А/л а к. К о н. А/л а к * | |
Цинковый | Никелевое блестящее толщиной 9 мкм | Н69 |
сплав | Никелевое блестящее толщиной 6 мкм на подслое меди толщиной 3 мкм | МЗ.Нбб |
Продолжение табл. 5
Основной материал | Вид и толщина покрытия, мкм, не менее | Обозначение покрытия в технической документации |
Цинковое блестящее толщиной 6 мкм | Цб.б | |
Хромовое блестящее толщиной 9 мкм | Х9.6 | |
Пиломатериалы | Лакокрасочные | Лкп |
лиственных пород |
* Применяют по согласованию с потребителем.
Примечания:
1. Допускаются другие виды защитно-декоративных покрытий по согласованию с организацией — разработчиком государственного стандарта.
2. Детали зонтов, изготовленные из пластических масс, допускается изготовлять без покрытия.
ПРИЛОЖЕНИЕ 4 Обязательное
ВИДЫ ПОКРЫТИИ ДЛЯ ПРУЖИН ЗОНТА
Таблицаб
Основной | Диаметр проволоки, мм | Вид и толщина покрытия, мкм, не менее | Обозначение покрытия в |
материал | технической документации | ||
Сталь | До 1,0 | Кадмиевое толщиной 6 мкм, хроматированное | Кдб.хр* |
Кадмиевое толщиной 6 мкм, с бесцветным хрома- | Кдб.хр.бцв | ||
тированием | |||
Цинковое толщиной 6 мкм, хроматированное | Цб.хр* | ||
Цинковое толщиной 6 мкм, с бесцветным хромати- | Цб.хр.бцв | ||
рованием | |||
Никелевое матовое или полублестящее толщиной 6 мкм | Н6* или Нпбб** | ||
Никелевое блестящее толщиной 6 мкм | Нбб | ||
Никелевое блестящее, полученное химическим способом, толщиной 6 мкм | Хим.Нбб | ||
Окисное, полученное химическим способом, с про- | Хим.Окс.прм* | ||
масливанием | |||
Св. 1,0 | Кадмиевое толщиной 9 мкм, хроматированное | Кд9.хр* | |
Кадмиевое толщиной 9 мкм с бесцветным хромати- | Кд9.хр.бцв | ||
рованием | |||
Цинковое толщиной 12 мкм, хроматированное | Ц12.хр* | ||
Цинковое толщиной 12 мкм с бесцветным хромати- | Ц12.хр.бцв | ||
рованием | |||
Никелевое блестящее толщиной 12 мкм | Н612 | ||
Никелевое матовое или полублестящее толщиной 12 мкм | Н12* или Нпб12** | ||
Никелевое блестящее, полученное химическим способом, толщиной 9 мкм | Хим.Нб9 | ||
Окисное, полученное химическим способом, с промас- | Хим.Окс.прм* | ||
ливанием |
* Применяется для пружин и других деталей, находящихся внутри конструкции.
** По согласованию с потребителем.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом по легкой промышленности при Госплане СССР
РАЗРАБОТЧИКИ
Г.М. Отопков, канд. техн. наук; В.Я. Дорошенко; Т.Г. Гончарик; М.И. Сергиенко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 29.08.91 № 1405
3. ВЗАМЕН ОСТ 17-485-86
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта | Обозначение НТД, на который дана ссылка | Номер пункта, подпункта |
2.2.13 | 3.2 | ||
4.3 | 3.9 | ||
2.2.12 | 5.1.2 | ||
2.2.18 | 5.1.4 | ||
2.1 | 5.1.5 | ||
5.1.5 | 5.1.2 | ||
2.5.5 | 5.1.3 | ||
5.1.5 | 5.1.2 | ||
2.5.5 | 2.3.5 | ||
2.3.2; 2.3.4 | ОСТ 17-699-83 | 2.3.6 | |
2.5.5 | ОСТ 17-891-86 | 2.3.6 | |
5.1.2 | ТУ 63.033.018-89 | 2.5.5 | |
2.2.5 | ТУ 17-15-16-90 | 2.3.6 | |
4.5.1; 4.6.1 | РД 17-01-022-89 | 2.1 | |
2.4.12 | РТМ 35-61 | 4.4 | |
5.1.7 |
5. ПЕРЕИЗДАНИЕ. Август 2004 г.
Редактор Т.П. Шашина Технический редактор В.Н. Прусакова Корректор В.И. Варенцова Компьютерная верстка И.А. Налейкиной
Изд. лиц. № 02354 от 14.07.2000. Сдано в набор 12.07.2004. Подписано в печать 03.09.2004. Уел. печ.л. 1,86. Уч.-изд.л. 1,70.
Тираж 61 экз. С 3697. Зак. 318.
ИПК Издательство стандартов, 107076 Москва, Колодезный пер., 14. e-mail: Набрано и отпечатано в ИПК Издательство стандартов
