БЗ 12-2003
ГОСТ 29150-91
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ФУРНИТУРА ДЛЯ ИЗДЕЛИЙ ЛЕГКОЙ ПРОМЫШЛЕННОСТИ
МЕТОДЫ КОНТРОЛЯ
Издание официальное
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ФУРНИТУРА ДЛЯ ИЗДЕЛИИ ЛЕГКОЙ ПРОМЫШЛЕННОСТИ
Методы контроля
ГОСТ
29150-91
Accessories for products of light industry. Methods of checking
MKC 61.040 ОКП 96 7500
Дата введения 01.01.93
Настоящий стандарт распространяется на фурнитуру, предназначенную для кожгалантерейных, швейных, текстильно-галантерейных изделий и обуви, и устанавливает методы контроля показателей качества.
1. МЕТОДЫ ОТБОРА ОБРАЗЦОВ
Отбор образцов по нормативно-технической документации.
2. МЕТОДЫ КОНТРОЛЯ ВНЕШНЕГО ВИДА
2.1. Контроль соответствия образцу — эталону фурнитуры проводят визуально сравнением с образцом-эталоном или его дубликатом.
2.2. Контроль внешнего вида металлических и неметаллических неорганических покрытий проводят визуально в соответствии с ГОСТ 9.302 и сравнением с образцом-эталоном или его дубликатом.
2.3. Контроль внешнего вида лакокрасочных покрытий проводят визуально сравнением с образцом-эталоном или его дубликатом.
3. МЕТОДЫ КОНТРОЛЯ РАЗМЕРОВ
3.1. Для контроля размеров применяют:
линейку измерительную металлическую по ГОСТ 427;
штангенциркуль по ГОСТ 166;
микрометр по ГОСТ 6507;
калибры, шаблоны.
Допускается применять другие средства контроля с аналогичными метрологическими характеристиками.
3.2. Контроль определяет соответствие размеров фурнитуры конструкторской документации.
4. МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА ПОКРЫТИЙ
4.1. Контроль толщины и прочности сцепления металлических покрытий проводят в соответствии с ГОСТ 9.302.
4.2. Для контроля прочности сцепления лакокрасочного покрытия с основным материалом применяют:
бритвенное лезвие;
линейку или шаблон;
кисть мягкую.
Издание официальное Перепечатка воспрещена
© Издательство стандартов, 1992 © ИПК Издательство стандартов, 2004
4.2.1. Проведение контроля
На поверхность деталей наносят 3—5 параллельных надрезов до основного материала по линейке или шаблону на расстоянии 1 мм друг от друга и столько же надрезов перпендикулярных первым. В результате на поверхности образуется решетка из квадратов размером (1x1) мм.
Контролю подлежит фурнитура, на лицевой поверхности которой возможно нанесение решетки царапин указанных размеров.
4.2.2. Оценка результатов
После нанесения надрезов удаляют отслоившиеся кусочки мягкой кистью.
Адгезию оценивают в соответствии с ГОСТ 15140 и считают удовлетворительной, если она соответствует 1—2 баллам.
4.3. Для контроля стойкости гальванического покрытия пластмассовых изделий к перепаду температур (метод термошока) применяют: стакан стеклянный по ГОСТ 25336; термометр по ГОСТ 28498;
термостат с температурой нагрева не ниже 100 °С; белую хлопчатобумажную ткань по ГОСТ 29298.
4.3.1. Подготовка к контролю
Фурнитуру нашивают на белую хлопчатобумажную ткань. Подготавливают два стеклянных стакана с водой, один из которых помещают в термостат и нагревают воду до (70 ± 5) °С.
4.3.2. Проведение контроля
Подготовленную фурнитуру помещают на 15 мин в стакан с водой, нагретой до (70 ± 5) °С, так, чтобы вся фурнитура была покрыта водой, а затем сразу переносят на 15 мин в стакан с холодной водой, температура которой 10—12 °С. Цикл повторяют три раза.
4.3.3. Оценка результатов
По окончании контроля фурнитуру высушивают на воздухе.
При визуальном осмотре на фурнитуре не должно быть вздутий, трещин, отслаивания.
4.4. Для контроля стойкости лакокрасочного (эмалевого) покрытия к стирке применяют: стакан стеклянный по ГОСТ 25336; термометр по ГОСТ 28498;
термостат с температурой нагрева не ниже 100 °С; ткань белую хлопчатобумажную по ГОСТ 29298;
раствор, содержащий 5 г/дм3 85 %-ного олеинового мыла, приготовленного по ГОСТ 23174, или детского мыла в пересчете на 85 %-ное; воду дистиллированную по ГОСТ 6709.
4.4.1. Подготовка к контролю
Фурнитуру нашивают на белую хлопчатобумажную ткань. Подготавливают стеклянный стакан с раствором, подогретым в термостате до температуры (40 ± 5) °С, и стакан с дистиллированной водой.
4.4.2. Проведение контроля
Подготовленную фурнитуру помещают в стакан с раствором, нагретым до температуры (40 ± 5) °С, на 30 мин, после чего фурнитуру промывают в холодной дистиллированной воде, а затем в проточной воде.
4.4.3. Оценка результатов
По окончании контроля фурнитуру высушивают на воздухе.
При визуальном осмотре не должно быть изменения цвета лакокрасочного покрытия по сравнению с первоначальным цветом, вздутий, трещин и отслаивания покрытия.
5. МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА ПЛАСТМАССОВЫХ ИЗДЕЛИЙ
5.1. Для контроля стойкости пластмассовых изделий к стирке применяют: стакан стеклянный по ГОСТ 25336; термометр по ГОСТ 28498;
термостат с температурой нагрева не ниже 100 °С; ткань белую хлопчатобумажную по ГОСТ 29298;
раствор, содержащий 5 г/дм3 олеинового мыла, приготовленного по ГОСТ 23174, или детского мыла в пересчете на 85 %-ое и 2 г/дм3 соды; воду дистиллированную по ГОСТ 6709.
5.1.1. Подготовка к контролю
Фурнитуру нашивают на белую хлопчатобумажную ткань.
Подготавливают стакан с раствором, подогретым в термостате до температуры (95 ± 2) °С, и стакан с дистиллированной водой.
5.1.2. Проведение контроля
Подготовленную фурнитуру помещают в стакан с раствором, нагретым до температуры (95 ± 2) °С, и обрабатывают при указанной температуре в течение 40 мин, после чего фурнитуру промывают в холодной дистиллированной воде. Модуль емкости 10:1.
5.1.3. Оценка результатов
По окончании контроля фурнитуру высушивают на воздухе и тщательно протирают тканью. При визуальном осмотре на фурнитуре не должно быть трещин, вздутий, изменения формы по сравнению с образцом-эталоном. На ткани не должно быть следов красителя.
5.2. Для контроля стойкости пластмассовых изделий к влажнотепловой обработке применяют: алюминиевый цилиндр массой (1150 ± 50) г с отверстием для термометра. Глубина отверстия
равна высоте цилиндра минус 10 мм. Цилиндр снабжен ручкой; термометр по ГОСТ 28498;
ткань белую хлопчатобумажную по ГОСТ 29298—92;
гладильную доску, устланную слоем войлока толщиной 6 мм и двумя слоями белой хлопчатобумажной ткани по ГОСТ 29298;
плитку электрическую по ГОСТ 14919;
секундомер механический по ТУ 25—1819.0021, ТУ 25—1894.003.
5.2.1 Подготовка к контролю
Фурнитуру нашивают на белую хлопчатобумажную ткань на расстоянии 70—80 мм друг от друга, увлажняют водой и укладывают на гладильную доску. Алюминиевый цилиндр нагревают на электрической плитке до температуры (160 ± 5) °С.
5.2.2. Проведение контроля
Нагретый алюминиевый цилиндр помещают поочередно на каждое изделие на 10 с. Температура цилиндра должна быть (160 ± 5) °С.
5.2.3. Оценка результатов
При визуальном осмотре на фурнитуре не должно быть изменения цвета и формы. На ткани не должно быть следов красителя.
5.3. Для контроля стойкости к химической чистке применяют: стакан стеклянный по ГОСТ 25336;
перхлорэтилен по ТУ 01—956 или уайт-спирит по ГОСТ 3134; ткань белую хлопчатобумажную по ГОСТ 29298—92.
5.3.1. Подготовка к контролю
Фурнитуру нашивают на белую хлопчатобумажную ткань. Готовят стакан с растворителем.
5.3.2. Проведение контроля
Подготовленную фурнитуру помещают в стакан с растворителем так, чтобы вся фурнитура была покрыта растворителем на 2 ч, периодически перемешивая и прижимая к стенкам стакана. После испытания фурнитуру высушивают на воздухе.
5.3.3. Оценка результатов
После испытания фурнитуру протирают тканью.
При визуальном осмотре на фурнитуре не должно быть трещин, вздутий, изменения цвета и формы фурнитуры по сравнению с образцом-эталоном. На ткани не должно быть следов красителя. Белый налет на изделиях браковочным признаком не является.
6. МЕТОД КОНТРОЛЯ МЕХАНИЧЕСКОЙ ПРОЧНОСТИ
6.1. Для контроля применяют:
разрывную машину типов РТ-250-М-2, РМ-30-1 или другого типа, обеспечивающую приложение необходимой нагрузки;
ленты текстильные или ременные, или специальные приспособления.
6.2. Подготовка к контролю
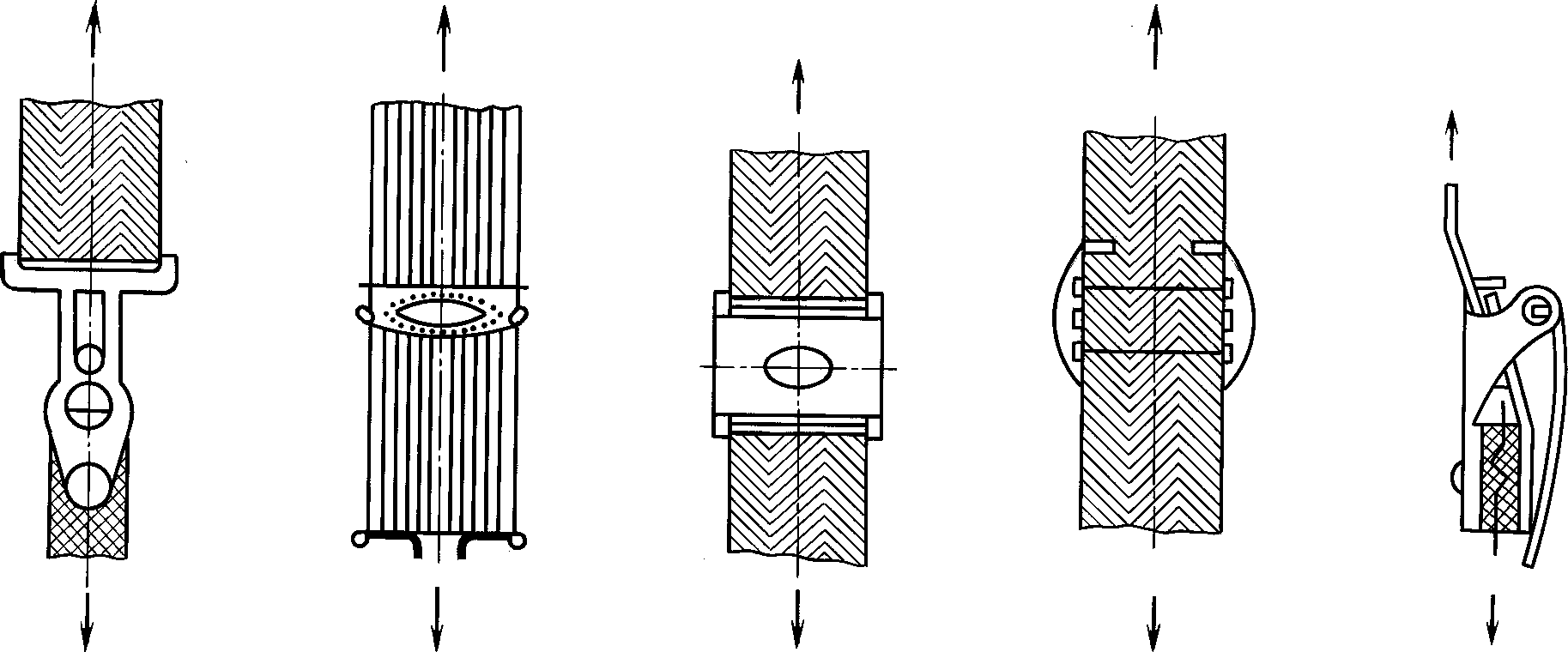
Фурнитуру устанавливают с помощью ленты или приспособления в рабочее положение, нумеруют образцы и закрепляют в зажимах разрывной машины согласно черт. 1—5, 7, 8.

Черт. 1
Черт. 2
Черт. 3

t
»
Черт. 7
Черт. 8
Расстояние между краями зажима и изделия должно находиться в пределах 20—30 мм.
Колесо нагревают и закрепляют в приспособлении согласно черт. 6.
Устанавливают скорость перемещения нижнего зажима разрывной машины не более 100 мм/мин.
6.3. Проведение контроля
Включают разрывную машину и фиксируют по шкале допустимую нагрузку в соответствии с требованиями нормативно-технической документации на конкретный вид фурнитуры.
Колесо в нагруженном состоянии перемещают на расстояние 200 м в горизонтальном направлении.
6.4. Оценка результатов
Фурнитура без разрушений должна выдержать допустимую нагрузку.
Пряжки со шпеньком без разрушений должны выдерживать допустимую нагрузку, при этом прогиб шпенька не должен приводить к выдергиванию ремня из пряжки.
6.5. Допускается проводить контроль механической прочности с помощью динамометра или специальных приспособлений с набором гирь (см. черт. 1—8).
7. МЕТОДЫ КОНТРОЛЯ УСИЛИЯ ФИКСАЦИИ, УСИЛИЯ ОТКРЫВАНИЯ И ЗАДАННОЙ НАРАБОТКИ
7.1. Для контроля применяют:
разрывную машину типов РМ-30-1, РМ-3-1 или другого типа, обеспечивающую приложение необходимой нагрузки;
ленты текстильные или ременные, материал основного изделия, специальные приспособления.
7.2. Подготовка к контролю
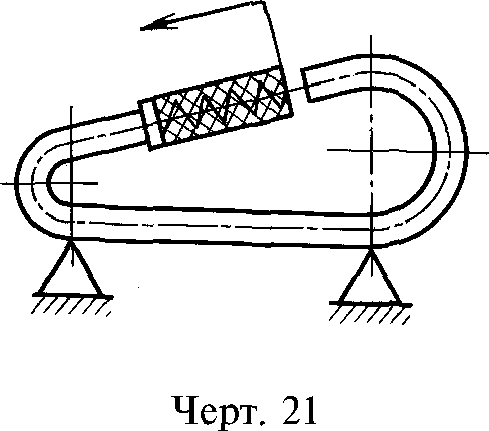
Фурнитуру устанавливают с помощью ленты или материала, или специального приспособления в рабочее положение, нумеруют образцы и закрепляют их в зажимах разрывной машины согласно черт. 9—21, 23.
Черт. 9
Черт. 10
Черт. 11
Черт. 12
Черт. 13


Черт. 22
Черт. 23
Зажимы помочей для контроля усилия открывания закрепляют согласно черт. 22.
Устанавливают скорость перемещения нижнего зажима разрывной машины не более 100 мм/мин.
7.3. Проведение контроля
Включают разрывную машину и фиксируют по шкале усилие фиксации или усилие открывания. Усилие фиксации карабинов определяют при открывании пружинящей части на 2,0—2,5 мм.
Освобождают образцы из зажимов разрывной машины и проводят испытание по заданной наработке вручную или на специальном приборе.
Один цикл равен одному открыванию и одному закрыванию изделия и должен осуществляться в течение 1—2 с.
Образцы, испытанные на наработку, проверяют по пп. 7.2 и 7.3.1 на усилие фиксации.
7.4. Оценка результатов
Фурнитура без разрушений должна выдержать контроль по показателям «усилие фиксации» и «заданная наработка», при этом усилие фиксации до и после наработки должно находиться в пределах нормативно-технической документации на конкретный вид фурнитуры.
7.5. Допускается проводить контроль усилия фиксации и усилия открывания с помощью динамометра или других приспособлений, или приборов, обеспечивающих указанные режимы контроля.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Комитетом легкой промышленности СССР РАЗРАБОТЧИК
В.К. Яцкевич
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 10.12.91 № 1898
3. ВВВДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта |
2.2; 4.1 | |
3.1 | |
3.1 | |
5.3 | |
3.1 | |
4.4; 5.1 | |
5.2 | |
4.2.2 | |
4.4; 5.1 | |
4.3; 4.4; 5.1; 5.3 | |
4.3; 4.4; 5.1; 5.2 | |
4.3; 4.4; 5.1; 5.2; 5.3 | |
ТУ 01-956-74 | 5.3 |
ТУ 25-1819.0021-90 | 5.2 |
ТУ 25-1894.003-90 | 5.2 |
5. ПЕРЕИЗДАНИЕ. Июль 2004 г.
Редактор Т.П. Шашина Технический редактор Л.А. Гусева Корректор В.Е. Нестерова Компьютерная верстка И.А. Налейкиной
Изд. лиц. № 02354 от 14.07.2000. Сдано в набор 30.06.2004. Подписано в печать 17.08.2004. Уел. печ.л. 0,93. Уч.-изд.л. 0,80.
Тираж 60 экз. С 3404. Зак. 300.
ИПК Издательство стандартов, 107076 Москва, Колодезный пер., 14. e-mail: Набрано и отпечатано в ИПК Издательство стандартов
