БЗ 11-90/865

ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
ТКАНИ С РЕЗИНОВЫМ ИЛИ ПЛАСТМАССОВЫМ ПОКРЫТИЕМ
ОПРЕДЕЛЕНИЕ ПРОЧНОСТИ НА ПРОРЫВ
ГОСТ 28787—90 (ИСО 3303—90)
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО УПРАВЛЕНИЮ КАЧЕСТВОМ ПРОДУКЦИИ И СТАНДАРТАМ
Москва
УДК 677.077.65.001.4:006.354 Группа Л69
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Ш
ТКАНИ С РЕЗИНОВЫМ ИЛИ ПЛАСТМАССОВЫМ
ПОКРЫТИЕМ
Определение прочности на прорыв
Rubber- or plastics-coated fabrics. Determination of bursting strength
ГОСТ
28787—90
(ИСО 3303—90)
ОКСТУ 2509
Срок действия с 01,01.92 до 01.01.2002
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает два метода определения прочности тканей с резиновым или пластмассовым покрытием на прорыв: А — с использованием разрывной машины с кольцевым зажимом и стальным шаром; Б — с использованием разрывной машины с гидравлическим приводом и диафрагмой.
Применение одного из этих двух методов согласовывается между потребителем и поставщиком.
2. ССЫЛКА
(ИСО 2231) «Ткани с резиновым или пластмассовым покрытием. Стандартные условия кондиционирования и испытания».
3. АППАРАТУРА
3.1. Метод А {см. черт. 1)
3.1.1. Разрывная машина с силовым приводом, снабженная динамометром и регистрирующим устройством. Она должна поддерживать постоянную скорость перемещения подвижной траверсы во время испытания. Предпочтительнее использовать безынерционный динамометр (например электрического или оптического типа)* Инерционный динамометр маятникового типа может дать другие
Издание официальное
© Издательство стандартов, 1991 Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен без разрешения Госстандарта СССР
результаты из-за влияния трения и инерции. При использовании инерционного динамометра информация должна быть получена следующим образом: выбранная мощность или измерительная шкала, если применяется машина с переменными диапазонами, должна быть такой, чтобы прорывающая сила была равна 15—85 % предельной мощности.
Точность машины должна быть такой, чтобы ошибка измерения силы при считывании или регистрации показаний не превышала
2 % этой силы или 0,5 % максимума шкалы, в зависимости от того, что больше.
3.1.2. Приспособление для прорыва, которое позволяет надежно закреплять испытуемый образец кольцевым механизмом с внутренним диаметром (45±0,5) мм и центром испытуемого образца напротив полированного стального шара диаметром (25,2± ±0,02) мм, который давит на образец до его разрушения. Направление движения кольцевого зажима или стального шара должна быть под углом 90° к плоскости ткани.
На рабочих поверхностях верхнего и нижнего зажимов должны быть сделаны концентрические пазы таким образом, чтобы вершины выступов одной плиты плотно прилегали к пазам другой. П азы глубиной не менее 0,15 мм должны отстоять друг от друга на расстоянии не менее 0,8 мм. Пазы должны начинаться на расстоянии не более 3 мм от края отверстия и скруглены радиусом не более 0,4 мм. Нижний внутренний край верхнего зажима и верхний внутренний край нижнего зажима должны быть скруглены радиусом 0,5 мм.
3.2. Метод В (см. черт. 2)
3.2.1. Машина для испытания с механическим приводом или ручным управлением, обеспечивающая закрепление испытуемого образца между двумя кольцевыми зажимами диаметром не менее 55 мм и имеющими в центре отверстия площадью 7,5 или 10,0 см2 и диаметром (31±0,5) мм или (35,7±0,5) мм соответственно.
На рабочих поверхностях верхнего и нижнего зажимов должны быть сделаны концентрические пазы таким образом, чтобы выступы одной плиты плотно прилегали к пазам другой. Пазы глубиной не менее 0,15 мм должны отстоять друг от друга на расстоянии не менее 0,8 мм. Пазы должны начинаться на расстоянии не более
3 мм от края отверстия и быть скруглены радиусом не более 0,4 мм. Нижний внутренний край верхнего зажима должен быть округлен радиусом 0,5 мм. Нижний зажим должен представлять единое целое с камерой, в которую подается жидкость с постоянной скоростью примерно 1,6 см3/с при отверстии 31 мм и 2,5 см3/с — при отверстии 35,7 мм. Камера должна быть покрыта резиновой диафрагмой, растягивающейся через отверстие и оказывающей давление на ткань с покрытием, находящуюся между зажимами.
Примечание. Результаты, полученные с помощью испытательной машины при диаметре отверстия (31 ±0,5) мм, могут отличаться от результатов, полученных на испытательной машине, имеющей диаметр отверстия (35,7=Ь 0,5) мм,
3.2.2. Манометр, обеспечивающий определение максимального давления соответствующей мощности, отградуированный в килопаскалях, Его предпочтительно использовать в диапазоне от 25 до 75 % и ни в коем случае за пределами диапазона от 15 до 85 % максимального значения шкалы. В рабочем диапазоне точность должна быть до 1,0 % максимального значения шкалы. Манометр должен быть откалиброван с соответствующей ценой деления.
4. ОТБОР ОБРАЗЦОВ
Проба должна быть отобрана таким образом, чтобы она по возможности представляла всю партию товара. Испытуемые образцы должны быть отобраны по рабочей ширине пробы и на расстоянии не менее 1 м от края куска.
5. ПОДГОТОВКА ОБРАЗЦОВ
Вырезают по всей ширине пробы прямоугольную полоску шириной не менее 100 мм так, чтобы ее стороны образовали угол 45 °±. dz 15° с продольным направлением.
Отбирают пять образцов для испытания по ширине пробы на равном расстоянии друг от друга. Наименьший размер каждого образца должен на 12 мм и более превышать наружный диаметр кольцевого зажима испытательной машины. При необходимости проба может быть испытана на требуемом участке по ширине.
6 ИНТЕРВАЛ ВРЕМЕНИ МЕЖДУ ИЗГОТОВЛЕНИЕМ ТКАНИ И ПРОВЕДЕНИЕМ ИСПЫТАНИЯ
6.1. Минимальное время между изготовлением и испытанием ткани — 16 ч.
6.2. При испытании тканей с покрытием, не являющихся товарной продукцией, максимальное время между изготовлением ткани и ее испытанием'—4 недели; оценочные испытания с целью сравнения должны, по возможности, выполняться в тот же интервал времени.
6.3. При испытании товарной продукции время между изготовлением ткани и ее испытанием не должно превышать 3 мес. Во всех других случаях испытания должны проводиться в течение 2 мес со дня приобретения ткани.
7. КОНДИЦИОНИРОВАНИЕ ОБРАЗЦОВ
Кондиционируют испытуемые образцы при одном из стандартных условий испытания.
Если необходимо определить свойства влажного материала, испытуемый образец погружают на 24 ч в дистиллированную воду, содержащую 1 % этанола при выбранной стандартной температуре. Испытуемый образец следует вырезать до его погружения. Немедленно после удаления из воды испытуемый образец промокают между двумя листами фильтровальной бумаги и сразу после этого проводят испытания.
8. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
8.1. Метод Л
Закрепляют кондиционированный образец в кольцевом зажиме и перемещают испытуемый образец и стальной шар навстречу друг другу со скоростью (300±30) мм/мин до тех пор, пока не произойдет разрушение образца под давлением стального шара.
Для каждого испытания считывают со шкалы разрывной машины силу в ньютонах, необходимую для разрушения испытуемого образца.
Записывают среднее значение из пяти полученных результатов.
8.2. Метод В
8.2 1. Повышают давление на резиновую диафрагму с помощью подачи жидкости в камеру, как указано в п. 3.2.1, до прорыва испытуемого образца. Регистрируют давление по максимальному показанию индикатора и возвращают указатель на нуль.
Для каждого испытуемого образца отмечают давление прорыва и тип прорыва (крестообразный или щелевидный).
Не учитывают прорывы, которые происходят в зажиме или у его края, и повторяют испытания на другом образце.
Рассчитывают среднее из пяти результатов давления при прорыве и вносят поправку на фактор коррекции диафрагмы, как указано в п. 8.2.2.
8.2.2. При той же скорости течения жидкости, что и при испытании, растягивают диафрагму без образца, но при рабочем положении кольцевого зажима и отмечают давление, необходимое для растяжения ее до значения, равного среднему растяжению испытуемого образца при прорыве. Это давление представляет собой фактор коррекции диафрагмы и является той величиной, па которую должно быть уменьшено среднее давление на прорыв.
8.2.3. Регистрируют откорректированное прорывающее давление как прочность на прорыв.
9. ПРОТОКОЛ ИСПЫТАНИЯ
Протокол испытания должен содержать следующие данные:
1) ссылку на данный стандарт;
2) все детали, необходимые для обозначения образца;
3) метод кондиционирования, среду и время выдержки;
4) условия проведения испытания;
5) метод испытания, т. е. метод А или В, и в последнем случае — размер отверстия;
6) для метода А — разрушающее усилие в ньютонах;
для метода В — прочность на прорыв в килопаскалях;
7) для метода В — тип разрыва.
Прибор для метода А

I — верхний зажим; 2 — испытуемый образец; 3 — нижний зажим; 4 — полированный стальной шар
Черт. 1
Прибор для метода В
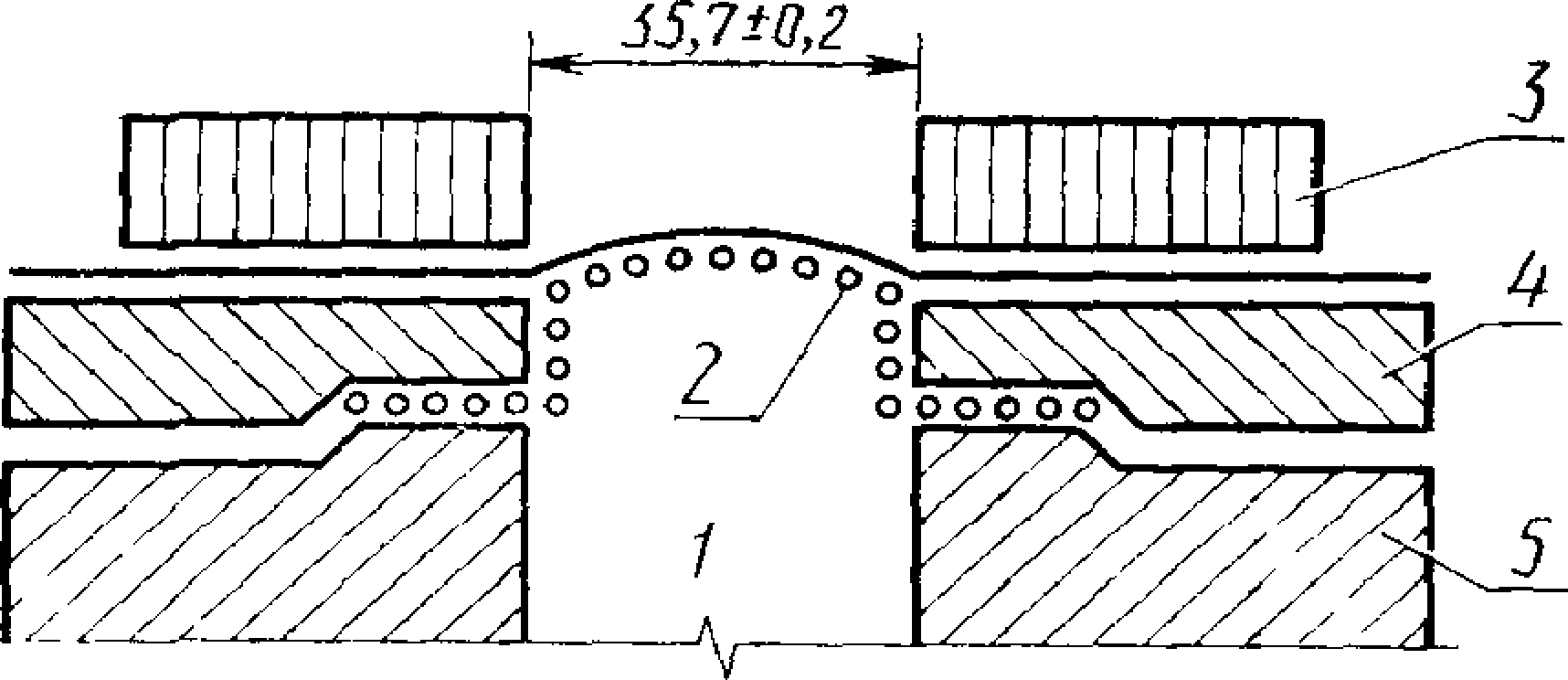
/ — напорная камера; 2 — резиновая диафрагма; 3 — верхний зажим; 4 — испытуемый образец; J — нижний
зажим
Черт. 2
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ПОДГОТОВЛЕН И ВНЕСЕН Министерством легкой промышленности РСФСР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 17.12.90 № 3161
Настоящий стандарт подготовлен методом прямого применения международного стандарта ИСО 3303—90 «Ткани с резиновым или пластмассовым покрытием. Определение прочности на прорыв» и полностью ему соответствует
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Раздел , в котором приведена ссылка | Обозначение соответс твующего стандарта | Обозначение отечественного нормативно-технического документа, на который дана ссылка | |
2 | ИСО 2231—73 | Требования указаны в разд. стоящего стандарта | 8 на- |
Редактор Р. С. Федорова Технический редактор Л. Я. Митрофанова Корректор О. Я. Чернецова
Сдано в наб. 1 б.'01.91 Подп в печ 01 03.91 0,5 уел. гг. л. 0,5 уел, кр.-отт. 0,3>6 уч,-изд, л.
Тир. 5000 Цена 15 к.
Ордена «Знак Почета» Издательство стандартов, 123557, Москва, ГСП,
Новопресненский пер., 3
Калужская типография стандартов, ул. Московская, 256, Зак. 83
