Цена 3 коп.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
МАШИНЫ ШВЕЙНЫЕ БЫТОВЫЕ
МЕТОДЫ ФУНКЦИОНАЛЬНЫХ ИСПЫТАНИЙ
ГОСТ 25647-83 (СТ СЭВ 3177-81)
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
РАЗРАБОТАН Подольским механическим заводом им. М. И. Калинина
ИСПОЛНИТЕЛИ
Э. М. Зелинский, С Ю. Поливанов, В. Ф. Рощаховский
ВНЕСЕН Министерством машиностроения для легкой и пищевой промышленности и бытовых приборов
Зам. министра Г. И. Курганов
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 25 'февраля 1983 г. N8 945
YAK 687.053:006.354 Группа Г64
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МАШИНЫ ШВЕЙНЫЕ БЫТОВЫЕ
Методы функциональных испытаний
Sewing domestic machines Methods of functioning tests
ГОСТ
25647-83
(СТ СЭВ 3177—81)
ОКП 51 5710
Постановлением Государственного комитета СССР по стандартам от 25 февраля “1983 г. № 945 срок действия установлен
с 01.01. 84 до 01.01. 89
Несоблюдение стандарта преследуется по закону
1. Настоящий стандарт распространяется на бытовые швейные ■машины (далее — машины), изготовляемые по ГОСТ 19930—76, и устанавливает методы функциональных испытаний.
Стандарт полностью соответствует СТ СЭВ 3177—81.
Пояснения терминов, применяемых в настоящем стандарте, приведены в справочном приложении.
2. Проверка наибольшей суммарной толщины стачиваемых тканей
2.1. Сущность проверки заключается в определении возможности стачивания тканей наибольшей суммарной толщины. При стачивании должны отсутствовать неисправности, указанные ниже:
а) удар иглодержателя о лапку;
б) изменение длины стежка более чем на 20 %;
в) пропуски одного или нескольких стежков;
г) обрыв ниток;
д) поломка игл.
2.2. Образцы размером 90X200 мм из хлопчатобумажной бязи арт. 103 по ГОСТ 11680—76, швейная игла 0220 № 100 по ГОСТ 22249—82, хлопчатобумажные нитки № 40 по ГОСТ 6309—80 и линейка 300 по ГОСТ 427—75.
Издание официальное
Перепечатка воспрещена
(6) Издательство стандартов, 1983
2.3. Подготовка к испытаниям
2.3.1. Установить на машину шарнирную лапку.
2.3.2. Отрегулировать силу давления лапки, установив ее равной (18 + 0,5) Н при нижнем положении лапки.
2.3.3. Регулятор длины стежка установить в положение, соответствующее длине стежка (3±0,15) мм.
2.3.4. Отрегулировать натяжение игольной и челночной ниток так, чтобы при стачивании двух образцов хлопчатобумажной ткани переплетение обеих ниток происходило между слоями тканш
2.4. Проведение испытаний
2.4.1. Сложить два образца ткани таким образом, чтобы края их совпадали и поместить их под лапку на игольной пластинке.
2.4.2. Поворотом маховика вручную проколоть образцы на расстоянии (10±1) мм от более длинного края образца.
2.4.3. Стачать 150 мм образцов со скоростью 200—500 стежков в минуту.
2.4.4. Определить длину стежка.
2.4.5. Подложить следующий образец ткани под-предыдущие и стачать все вместе на расстоянии 3 мм от прежнего шва, не изменяя условий, указанных в пп. 2.3, 2.4.2 и 2.4.3.
2.4.6. Вновь определить длину стежка.
2.4.7. Повторить испытание по пп. 2.4.5 и 2.4.6 до возникновения одной из неисправностей, указанных в п. 2.1.
2.4.8. Во время испытаний не допускается помогать руками прокалыванию иглой образцов ткани.
2.4.9. Если во время испытаний возникнет одна из неисправностей, указанных в п. 2.1 б—г, последнее стачивание следует выполнить после замены иглы.
2.4.10. Испытание считают оконченным, если игла не прокалывает все образцы или появляется одна из неисправностей по п, 2.1.
2.5. Обработка и оформление результатов
2.5.1. Подсчитать число стачанных образцов ткани. Число образцов определяет возможность стачивания тканей наибольшей суммарной толщины.
2.5.2. Результаты ^испытаний заносят в протокол, в котором указывают число сшитых образцов ткани, а также, при необходимости, причины, в результате которых получены неудовлетворитель^ ные результаты.
3. Проверка стабильности прямолинейности строчки
3.1. Сущность проверки заключается в определении отклонения, образующегося между действительным и теоретическим направлениями подачи ткани, вызванного несовершенством механизма подачи. Испытания проводят без применения ниток.
3.2. Условия испытаний
3.2.1. Десять образцов размером 60Х~200 мм из хлопчатобу-гмажной бязи арт. 103 по ГОСТ 11680—76 вырезать таким образом, чтобы нити основы были параллельны продольной кромке. В центре каждого образца провести линию, параллельную длинной стороне образца (линией может быть цветная нить основы образца).
3.2.2. Десять швейных игл 0220 № 80 по ГОСТ 22249—82.
3.2.3. Направляющая из масштабно-координатной бумаги по ГОСТ 334—73 марки размером 210X297 мм с отверстием для свободного прохода двигателя ткани и лапки.
3.3. Подготовка к испытаниям
3.3.1. Установить на машину шарнирную лапку.
3.3.2. Отрегулировать силу давления лапки, установив ее равной (18+0,5) Н при нижнем положении лапки.
3.3.3. Удлинить платформу машины в направлении подачи ткани так, чтобы направляющая опиралась всей поверхностью и была прикреплена параллельно теоретическому направлению подачи ткани.
3.3.4. Установить регулятор длины стежка в положение* соответствующее:
длине стежка (1 ±0,1) мм — для прямой строчки;
длине стежка (0,5±0,05) мм и ширине (4±0,4) мм — для зигзагообразной строчки.
3.3.5. После каждого испытания заменить иглу.
3.4. Проведение испытаний
3.4.1. Поместить образец на направляющей между двигателем ткани и лапкой. Повернуть маховик рукой так, чтобы игла вошла в центральную линию образца. В случае зигзагообразного стежка первое отверстие сделать по левой стороне линии в центре образца.
3.4.2. Установить центральную линию образца параллельно теоретическому направлению подачи ткани.
3.4.3. Прошить отрезок длиной 150 мм со скоростью (700±35) стежков в минуту. Испытание машин, в которых невозможно достичь такой скорости, проводят при максимальной скорости работы машины. Образец допускается слегка поддерживать. Отклонение определяют на основании положения центральной линии образца и направления линии, полученной в образце от проколов иглы.
3.4.4. Повторить испытание пять раз для каждого вида строчки.
3.5. Обработка и оформление результатов
3.5.1. Результаты испытания определить по схеме, представленной на черт. 1.
Измерить расстояние А с погрешностью не более 0,5 мм. Для каждого вида строчки следует вычислить среднее значение А (Ра ) по результатам пяти проведенных испытаний.
Ра —среднее значение расстояния между действительным положением иглы и линией теоретического направления подачи ткани в конце участка испытания (см. черт. 1) представляет собой показатель стабильности прямолинейности строчки.
*М
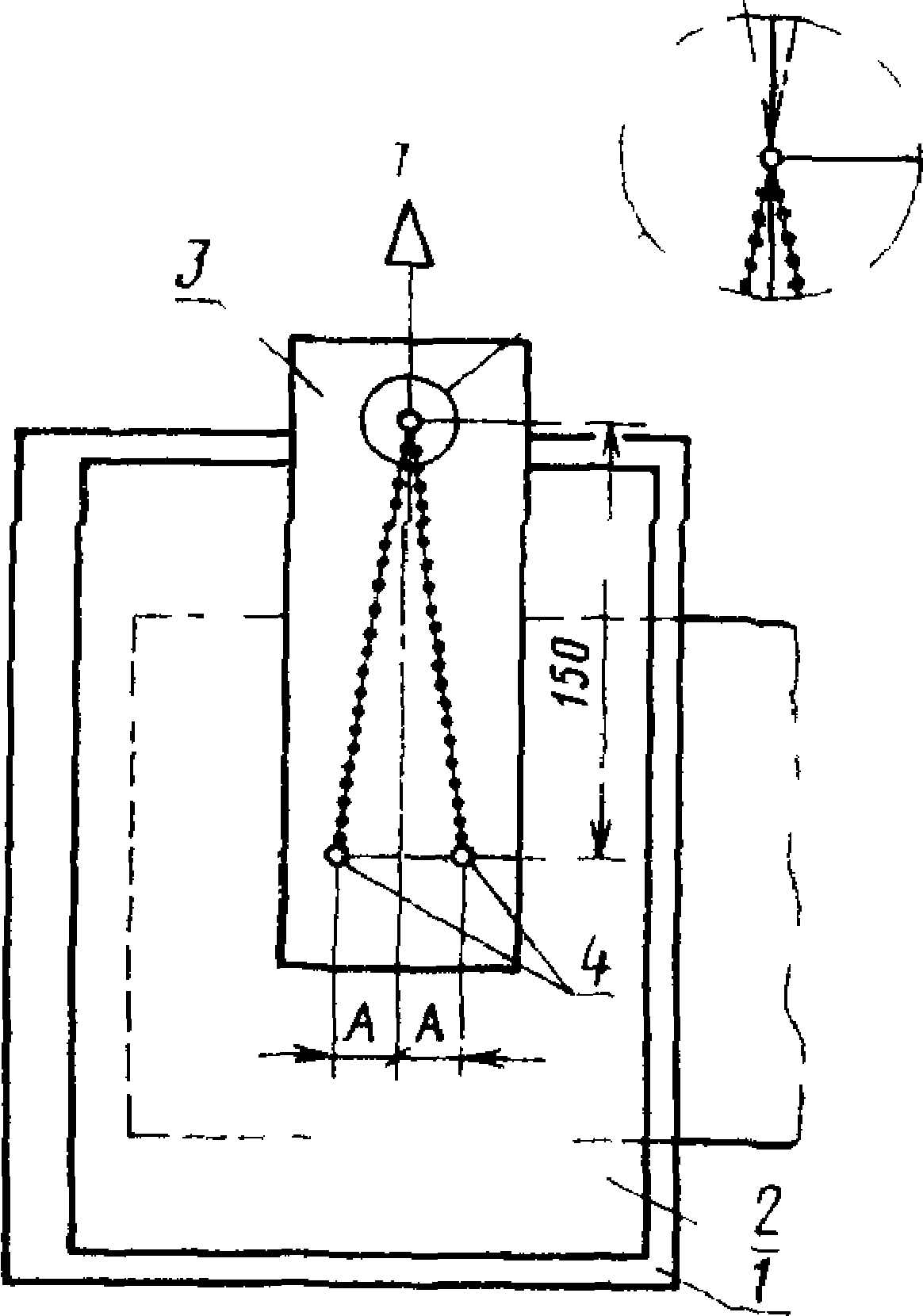
) ^-рабочая поверхность, 2—направляющая; з—образец, 4—позиции проколов иглы на конце образца; действительное направление подачи; Т—теоретическое направление подачи
Черт, J
3.5.2. Результаты испытаний заносят в протокол, в котором указывают средние значения Ра в миллиметрах при стачивании прямой и зигзагообразной строчками, скорость стачивания, при которой проведены испытания.
4. Проверка взаимного смещения слоев ткани при стачивании
4.1. Сущность проверки заключается в определении значения взаимного смещения между двумя слоями одной ткани при стачивании прямой строчкой.
4.2. Условия испытаний
4.2.1. Шесть образцов размером 90X600 мм из хлопчатобумажной бязи арт. 103 по ГОСТ 11680—76 вырезать таким образом.
чтобы нйтй основы были параллельны продольной кромке обраа-ца. В центре каждого образца провести линию, параллельную» длинной стороне образца (линией может быть цветная нить основы образца).
4.2.2. Швейная игла 0220 № 90 по ГОСТ 22249—82.
4.2.3. Хлопчатобумажные нитки № 50 по ГОСТ 6309—80.
4.2.4. Линейка 300 по ГОСТ 427—75.
4.3. Подготовка к испытаниям
4.3.1. Установить на машину шарнирную лапку.
4.3.2. Отрегулировать силу давления лапки, установив ее рав^ ной (18 + 0,5) Н при нижнем положении лапки.
4.3.3. Удлинить платформу машины в направлении подачи тка* ни таким образом, чтобы образец во время испытаний опирался всей поверхностью.
4.3.4. Регулятор длины стежка установить в положение,, соответствующее длине стежка (2,5+0,25) мм.
4.3.5. Отрегулировать натяжение игольной и челночной ниток так, чтобы при стачивании двух образцов хлопчатобумажной ткани переплетение обеих ниток происходило между слоями ткани.
4.4. Пр оведение испытаний
4.4.1. Сложить два образца ткани таким образом, чтобы края их совпадали, и поместить их между игольной пластиной и лапкой. Поворотом маховика вручную проколоть центральную линию двух сложенных образцов.
4.4.2. Стачать оба образца на длине (20±1) мм.
4.4.3. Сделать надрез обоих образцов глубиной (3<±1) мм на уровне иглы. Сделать второй такой же надрез на расстоянии 500 мм от первого, как показано на черт. 2.

1—образец; 2—первый надрез; 5—второй надрез; 4—uiobi
Черт. 2
4.4.4. Стачать до конца оба образца вдоль централвной линия со скоростью (700±35) стежков в минуту. Образец допускается слегка поддерживать. Испытания машин, в которых невозможно
достичь такой скорости, проводят при их максимальной скорости.
4.4.5. Испытания следует проводить три раза.
4.5. Обработка и оформление результатов
4.5.1. Измерить расстояние между вторыми надрезами в трех парах стачанных образцов. Разница L между вторыми надрезами образцов (см. черт. 2) является значением взаимного смещения слоев ткани на расстоянии 500 мм. Определить среднее значение Р l по результатам трех испытаний.
4.5.2. Результаты испытаний заносят в протокол, в котором указывают среднее значение в миллиметрах взаимного смещения слоев ткани во время стачивания (Pl )> а также скорость стачивания, если она была ниже (700±35) стежков в минуту.
5. Проверка воспроизводимости длины стеж-к а
5Л. Сущность проверки заключается в определении воспроизводимости длины стежка при одинаковых положениях регулятора шага строчки во время определенного числа регулировок.
5.2. Условия испытаний
5.2.1. Десять образцов размером 60X200 мм из хлопчатобумажной бязи арт. 103 по ГОСТ 11680—76 вырезать таким образом, чтобы нити основы были параллельны продольной кромке образца.
5.2.2. Швейная игла 0220 № 70 по ГОСТ 22249—82.
5.2.3. Линейка 300 по ГОСТ 427—75.
5.2.4. Бумага — по ГОСТ 1В510—73.
5.3. Подготовка к испытаниям
5.3.1. Установить на машину шарнирную лапку.
5.3.2. Отрегулировать силу давления лапки, установив ее равной (18 + 0,5) Н при нижнем положении лапки.
5.3.3. Удлинить платформу машины в направлении подачи ткани так, чтобы образец во время испытания опирался всей поверхностью.
5.3.4. Установить машину на стачивание прямой строчкой.
5.4. Проведение испытаний
[5А.1. Сложить два образца с листом бумаги между ними и поместить их между игольной пластинкой и лапкой.
5.4.2. Стачать два образца параллельно их продольной кромке на расстоянии (5+1) мм от края.
5.4.3. Вытянуть верхнюю нитку из всех нитенаправителей, поместить стачанные образцы с бумагой между игольной пластинкой и лапкой. Поворотом маховика вручную проколоть иглой стачанные образцы.
5.4.4. Поочередно устанавливая регулятор длины стежка в положение, соответствующее 25; 50; 75 % диапазона регулирования и -после достижения максимальной длины стежка (100%), возвращая регулятор вновь в положения 75; 50;'25 % диапазона ре
гулирования, прошить (без ниток) образцы со скоростью 200—500 стежков в минуту по всей длине.
Образец допускается слегка поддерживать.
5.4.5. Измерить увеличивающуюся длину стежка поочередно при 25; 50; 75 % диапазона регулирования и после достижения максимальной длины (100%) измерить вновь длину стежка при 75; 50; 25 % диапазона регулирования.
Один цикл состоит из пяти измерений.
5.4.6. Провести пять циклов измерений.
5.5. Обработка и оформление результатов
5.5.1. Проверить с погрешностью не более 0,5 мм расстояния между 11 очередными проколами, оставленными иглой на бумаге и разделить на 10. Вычислить среднее значение длины стежка из значений, полученных при каждой регулировке (Р25, Рт> Р75). Принять среднее значение за 100 %. Для каждой регулировки сравнить минимальные и максимальные значения по отношению к среднему значению и вычислить отклонения в процентах.
5.5.2. Результаты испытаний заносят в протокол, в котором указывают максимальные отклонения в процентах каждой регулировки (Р25, р$(Ъ ^75).
6. Проверку максимальной длины стежка проводят при установке регулятора длины стежка на максимум путем измерения линейкой 300 по ГОСТ 427—75 расстояния 11 проколов, оставленных иглой (без ниток) на бумаге по ГОСТ 344—73, ГОСТ 7362—78 при вращении маховика вручную.
Среднее Значение проведенных измерений является максимальной длиной прямого стежка.
7. Проверку максимальной ширины зигзага проводят при установке регулятора ширины зигзага на максимум путем измерения линейкой 300 по ГОСТ 425—75 расстояния между шестью проколами, оставленными иглой (без ниток) в одной линии на бумаге при вращении маховика вручную.
8. Проверка равномерности натяжения
игольной нитки
8.1. Сущность проверки заключается в определении допусков равномерности силы натяжения игольной нитки в одних и тех же позициях регулятора натяжения во время нескольких циклов регулирования.
8.2. Условия испытаний
8.2.1. Прибор для измерения силы натяжения нитки, изготовленный по технической документации, утвержденной в установленном порядке.
8.2.2. Хлопчатобумажные нитки — № 50 по ГОСТ 6309—80.
8.3. Подготовка к испытаниям
8.3.1. Рычаг нитепритягивателя установить в крайнее верхнее положение.
"<8.3.2. Регулятор натяжения нитки установить на минимум.
8.3.3. Заправить нитку через все нитенаправители машины, включая регулятор натяжения и глазок нитепритягивателя.
8.3.4. Ввести нитку в измерительный прибор.
8.3.5. Опустить лапку.
8.4. Провебение испытаний
8.4.1. Поднимать и опускать лапку перед каждым измерением, а также устанавливать на нуль или на минимум регулятор натяжения перед каждым циклом измерений по п. 8.4.2.
8.4.2. Установить регулятор натяжения нитки на 25 % диапазона регулирования, протягивать нитку через измерительный прибор со скоростью 30 мм/с параллельно платформе машины и перпендикулярно к движению рычага нитепритягивателя. Определить среднее значение натяжения.
8.4.3. Измерять увеличивающееся натяжение нитки поочередно при 50 и 75 % всего диапазона регулирования регулятора натяжения нитки и после достижения максимального натяжения (100%) измерять вновь натяжение при 75; 50; 25% диапазона регулирования.
Один цикл состоит из 6 измерений.
8.4.4. Провести пять циклов измерений.
8.5. Обработка и оформление результатов
8.5.1. Вычислить среднее значение из значений, полученных при каждой регулировке (Р25, Рз<ь ^75) •
Для каждой регулировки сравнить максимальные и минимальные значения по отношению к среднему и вычислить отклонения в процентах.
8.5.2. Результаты испытаний заносят в протокол, в котором указывают максимальные отклонения натяжения нитки в процентах при каждой регулировке.
9. Проверка частоты вращения главного ва-л а
9.1. Проверку проводят только для электрических машин.
9.2. Частоту вращения главного вала проверяют при стачивании хлопчатобумажной бязи арт. 103 по ГОСТ 11680—76, иглой 0220 № 80 по ГОСТ 22249—82 тахометром по ГОСТ 21339—82.
10. Проверка намотки ниток
10.1. Испытание проводят при остановленных механизмах машины. Нитку заправить согласно инструкции по эксплуатации.
10.2. Во время намотки следует наблюдать за заполнением шпульки слоями ниток. Моталка должна отключаться, не допуская намотки ниток на шпульку в количестве, превышающем установленную норму.
10.3. Оценку качества намотки проводят измерением диаметров намотки с погрешностью не более 0,5 мм. Измеряют максй'
мальный и минимальный диаметры намотки.
11. Подъем лапки (расстояние от плоскости игольной пластинки до нижней плоскости лапки) проверяют при помощи универсальных средств измерения или гладких калибров с погрешностью не более 0,1 мм.
12. Статический крутящий момент на маховике головки машины проверяют при поднятой лапке при помощи грузика, прикрепленного к маховику. Погрешность измерения — не более 0,01 Н*м.
13. Длину соединительного шнура, а также шнура от двигателе до педали электропривода проверяют измерительной металлической рулеткой по ГОСТ 7502—80. Погрешность измерения — не более 10 мм.
ПРИЛОЖЕНИЕ
Справочное
ПОЯСНЕНИЕ ТЕРМИНОВ,
ПРИМЕНЯЕМЫХ В НАСТОЯЩЕМ СТАНДАРТЕ
Действительное направление подачи ткани — направление движения ткани, указываемое отверстиями, проколотыми в образце ткани в процессе испытания.
Примечание. Для зигзагообразной строчки — линия, расположенная внмметрично вдоль стежка (шва).
Теоретическое направление подачи ткани —направление движения ткани, иараллельное осевой линии продольных отверстий игольной пластинки.
Отклонение подачи ткани — расстояние между действительным и теоретическим направлениями подачи ткани в конце испытательного участка.
Взаимное смещение слоев ткани — длина L, на которую один из слоев становится мнимо короче второго.
Изменение № 1 ГОСТ 25647^-83 Машины швейные бытовые. Методы функцио*-нальных испытаний
Утверждено и введено в действие Постановлением Государственного комитета СССР по стандартам от 17.06.88 № 1882
Дата введения 01.01.89
Вводная часть. Второй абзац исключить.
Пункт 2.2. Заменить обозначение и слова: 0220 № 100 н§ 0220—02—100; «№ 40 по ГОСТ 6309—80» на «№ 401 (16,5 тексхЗ) по ГОСТ 6309—87»; «линейка 300 по ГОСТ 427—75» на «штангенциркуль с погрешностью измерения не более 0,5 мм».
Пункты 2 3 2, 3.3.2, 4.3.2, 6.0 2 дополнить абзацем: «Измерение силы давления лапки производить универсальными или нестандартизованными средствами измерения. Погрешность измерения не должна быть более 2,5 %».
Пункты 2.4*3, 3.4 3, 4.4.4, 4 5.2, 5.4.4. Заменить слова: «сгсжков в минуту» на об/мин.
Пункт 3.2.2. Заменить обозначение: 0220 № 80 на 0220—02— 80.
Пункт 4.2.2. Заменить Обозначение: 0220 №00 на 0220—02—90.
Пункт 4.2.3. Заменить слова: «№ 50 по ГОСТ 6309—80» на «№ 50 (13 0 текс* ХЗ) по ГОСТ 6309—87».
Пункты 4 2 4, 5.2.3. Заменить слова: «Линейка 300 по ГОСТ 427—75» на «Штангенциркуль с погрешностью измерения не более 0 5 мм >
(Продолжение см, с. 136)
Пункт 52 2 Заменить обозначение. 0220 М° 70 на 0220—02—70.
Пункт 5 2 4. Заменить ссылку. ГОСТ 18510—73 на ГОСТ 18510—87.
Пункт 5 4 5. Второй абзац. Заменить слово: «пяти» на «шести».
Пункт 6 изложить в* новой редакции- «6 Проверку максимальной длины стежка проводят при установке регулятора длины стежка на максимум путем измерения штангенциркулем с погрешностью измерения не более 0,5 мм расстояния 11 проколов, оставленных иглой (без ниток) на бумаге по ГОСТ 19344—73 или ГОСТ 7362—78 при вращении маховика вручную, и деления на 10».
Пункт 7. Заменить слова: «линейкой по ГОСТ 425—75» на «штангенциркулем с погрешностью измерения не более 0,5 мм».
Пункт 8.2.2. Заменить слова* «№ 50 по ГОСТ 6309—80» на «№ 50 (13,0тексХ ХЗ) ло ГОСТ 6309—87».
Пункт 9.2. Заменить обозначение и слова: 0220 № 80 на 0220—02—80, «тахометром по ГОСТ 21339—82» на «тахометром класса точности 2,0».
Пункт 12 изложить в новой редакции: «12. Статический крутящий момент на маховике головки проверяют при поднятой лапке при помощи измерительного средства. Погрешность измерения не должна быть более 0,001 Н*м».
Пункт 13. Заменить слова* «по ГОСТ 7502—80» на «2-го класса точности»,
ШУС № 9 1988 г.)
Редактор Л. И. Бурмистрова Технический редактор Л. Я. Митрофанова Корректор Е. И. Евтеева
Сдано в наб. 04.03.83 Подп. в печ. 27.04.83 0,75 п. л. 0,59 уч-нВд. л. Тир. 8000 Цена 3 кон.
Ордена «Знак Почета» Издательство стандартов, 123557, Москва, Новопресненский пер., 3. Калужская типография стандартов, ул. Московская, 256. Зак. 745
