БЗ 1—89/55

ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
СТАНКИ БАЛАНСИРОВОЧНЫЕ
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ НОРМЫ ТОЧНОСТИ
ГОСТ 20076—89
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
УДК 621.9-755 : 006.354 Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ БАЛАНСИРОВОЧНЫЕ Основные параметры и размеры Нормы точнссти
Balancing machines. Basic parameters and dimensions. Standards of accuracy
ОКП 38 1878
ГОСТ
20076—89
Дата введения 01.01.90
Настоящий стандарт распространяется на балансировочные станки общего назначения классов точности Н, П и В для жестких роторов, дорезонансные и зарезонансные, вертикальные с одной и двумя и горизонтальные с двумя плоскостями измерения, изготавливаемые для нужд народного хозяйства и экспорта.
Настоящий стандарт должен применяться совместно с ГОСТ 19534.
Издание официальное
Перепечатка воспрещена
© Издательство стандартов, 1989
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
Основные параметры и размеры балансировочных станков должны соответствовать указанным на черт. 1—2 и в табл. 1.
Вертикальный балансировочный станок
И
[ .. ... | ||
Si и | 1 | I |
1 | , 1 | |
Щ— | —щ |
Черт. 1
Горизонтальный балансировочный станок

D—наибольший диаметр ротора; L—расстояние между середи* нами опор ротора; d—наибольший диаметр цапф ротора.
Черт* 2
Примечание. Чертежи не определяют конструкцию станков.
Таблица 1
Наибольшая масса ротора т0, кг | D, мм, не менее | L, мм | d% мм. не менее |
1 | 250 | 10...350 | 25 |
3 | 350 | 20 ... 500 | 35 |
10 | 500 | 30 ... 700 | 50 |
30 | 700 | 50 н. . 1000 | 70 |
100 | 1000 | 50... 1300 | 100 |
300 | 1300 | 70... 1800 | 130 |
1000 | 1800 | 100... 2300 | 200 |
3000 | 2300 | 130... 3000 | 250 |
КЮОО | 3000 | 180.. . 4000 | 360 |
30000 | 4000 | 300... 5600 | 500 |
100000 | 5600 | 400.. * 8000 | 1000 |
Примечания;
1. Параметры Lt dt значения параметров mQ>3000 кг и £)>2300 мм относятся только к горизонтальным станкам.
2. Для вертикальных станков указана масса ротора с зажимным приспособлением.
3. Наименьшее значение L дано при смыкании опор.
2. ТОЧНОСТЬ СТАНКА
2.1. Стандарт устанавливает два показателя точности балансировочных станков: минимальный достижимый остаточный удельный дисбаланс емин.ДОст и наименьшую единицу коррекции балансировочного станка А/.
Минимальный достижимый остаточный удельный дисбаланс есть наименьшее значение остаточного удельного дисбаланса, которое может быть достигнуто на станке при балансировке контрольного ротора методом, определяемым инструкцией по эксплуатации этого станка, исключая обход плоскостей коррекции ротора контрольным грузом. Минимальный достижимый остаточный удельный дисбаланс выражают в гмм/кг.
Наименьшая единица коррекции балансировочного станка есть наименьшая цена деления индикатора значения дисбаланса, достигнутая при балансировке контрольного ротора. Наименьшую единицу коррекции выражают в гмм для дорезонансных и в гмм/кг для зарезонансных станков.
2.2. Допустимые значения емип.дост и К вертикальных балансировочных станков не должны превышать значений, указанных в табл. 2, горизонтальных— в табл. 3.
Таблица 2
Наибольшая масса ротора та, кг | ^МИН. ДОСТ.» гм м/кг для станков классов точности | К для станков классов точности | |||||||
Н | п | в | Н | п | в | ||||
гмм | гмм | гмм | гмм | ГММ | |||||
гмм | кг | кг | кг | ||||||
1 3 10 30 100 300 1000 3000 | 10 | 4 | — | 0,05/0,025 0,l<5/ft075 0,50/0,250 1,50/0,750 5,00/2,500 15,00/7,500 50,00/25,00 150,00/75,00 | 5 | 0,02/0,01 0,05/0,03 0,20/0,10 0,60/0,30 2,00/1,00 6,00/3,00 20,00/10,0 60,00/30,0 | 2 | '— | — |
1 | 0,05/0,025 0,15/0,075 0,50/0,250 1,50/0,750 | 0,5 | |||||||
— | -- | — |
Таблица 3
Наибольшая масса | емин. дост.» гмм/кг, Для станков классов точности | К для станков классов точности | |||||||
ротора то. кг | Н | П | в | ||||||
Н | п | В | гмм | гмм | гмм | ||||
гмм | кг | гмм | кг | гмм | кг | ||||
1 3 | 0,0025 0,0075 | 0,001 0,003 | — | ||||||
10 30 100 300 1000 | 1 | 0,4 | 0,1 | 0,0250 0,0750 0,2500 0,7500 2,5000 | 0,5 | 0,010 0,030 0,100 0,300 1,000 | 0,2 | 0,0025 0,0075 0,0250 0,0750 0,2500 | 0,05 |
3000 10000 30000 1ООО00 | —. | 7,5000 25.000 75.000 250.00 | 3.000 10.00 30,00 100,00 | *—• | — |
Примечания:
1. Для вертикальных станков указана масса ротора с зажимным приспособлением*
2. Допустимые значения установлены: в числителе — для станков с одной плоскостью измерения; в знаменателе — для станков с двумя плоскостями измерения,
3. Допустимые значения даны:
еМин дост — для роторов массой от 0,1 т0 до т0;
К — для роторов массой 0,01 m0t
2.3. Метод контроля показателей точности
2.3.1. Общие требования
2.3Л.1. Минимальный достижимый остаточный удельный дисбаланс £щш.дост и наименьшую единицу коррекции К контролируют с помощью контрольных роторов и контрольных грузов, рекомендуемых приложениями 1 и 2, в каждой из плоскостей приведения контрольного ротора.
2.3.1.2. Для проверки минимального достижимого остаточного удельного дисбаланса применяют два контрольных ротора массой т = т0 и т — 0,1 т0.
Для проверки наименьшей единицы коррекции применяют контрольный ротор массой m = 0fil /п0.
2.3.1.3. Номинальную массу контрольных грузов тк выбирают так, чтобы создаваемый ими удельный дисбаланс был не менее 5 Сщт.дост ^ **е болев 10 £мин. дост-
Допускается контрольный груз малой массы изготавливать в виде двух винтов, отличающихся по массе на величину, равную массе малого контрольного груза и устанавливаемых на ротор в диаметрально противоположных местах.
2.3.1.4. Эксцентриситет ек контрольного груза измеряют с точностью 0,5%.
2.3.2. Контроль минимального достижимого остаточного удельного дисбаланса
2.3.2.1, В контрольный ротор, установленный на настроенный станок, произвольно вводят грузы, создающие удельный дисбаланс не менее 20 £Мин.дост и балансируют его до достижимой точности не более чем за четыре балансировочных цикла.
2.3.2.2. Отметку угла на контрольном роторе или положение контрольного ротора относительно приводного вала станка изменяют на 60° и в плоскости приведения на радиусе ек вводят контрольные грузы тк согласно гг. 2.3.1.3, создающие равные векторы дисбалансов.
Допускается изменение отметки угла или относительного положения контрольного ротора и приводного вала станка более, чем на 60°, но не более 90°.
2.3.2.3, С индикаторов значения дисбаланса станка снимают показания а, соответствующие дисбалансу контрольного ротора при последовательном закреплении на нем одновременно в двух плоскостях приведения контрольных грузов через каждые 30° или 45° (12 или 8 измерений).
2.3.2.4. Из полученных для каждой плоскости приведения показаний а выделяют их наибольшее аМакс и наименьшее аМин значения. По этим значениям и известным тк, и т вычисляют
минимальный достижимый остаточный удельный дисбаланс в каждой из плоскостей приведения по формуле
^■мпн. ДОСТ. -^
°4iaKc. амин.
а
макс. 1 мин.
т
Минимальный достижимый остаточный удельный дисбаланс определяют как наибольшее из полученных значений емин.д0ст*
2.3.3. Контроль наименьшей единицы коррекции
2.3.3.1. В плоскостях приведения контрольного ротора по п. 2.3.2.1 на радиусе ек вводят контрольные грузы тк, создающие равные векторы дисбалансов.
2.3.3.2. С индикаторов значения дисбаланса станка снимают показания а, соответствующие дисбалансу контрольного ротора при последовательном закреплении на нем одновременно в двух плоскостях приведения контрольных грузов через каждые 30° или 45° (12 или 8 измерений).
2.3.3.3. Из полученных для каждой плоскости приведения показаний а выделяют их наибольшее аМакс и наименьшее амгш значения. По этим значениям и известным тн, ек, т вычисляют наи меньшую единицу коррекции дисбаланса в каждой из плоскосте! приведения по формулам:
для дорезонансного станка с одной плоскостью измерения —
_ткек__
амаксН~амин
для дорезонансного станка с двумя плоскостями измерения —
К—
2—
____
С”ЬЯЛ1ИН
для зарезонансного станка —
/С=4--^-.
{ймаксЧ“амин) ^
Наименьшую единицу коррекции балансировочного станка определяют как наибольшее из полученных значений К.
2.3.3.4. При неустойчивых показаниях а (колебание стрелки прибора или изменения показаний цифрового индикатора) расчеты по п. 2.3.2.4 и п. 2.3.3.3 выполняют отдельно по наибольшим и наименьшим значениям при каждом угловом положении контрольных грузов. Амплитуда колебаний значений а не должна превышать 0,5 ^МИН.ДОСТ'
ПРИЛОЖЕНИЕ 1
Рекомендуемое
МАССА И РАЗМЕРЫ КОНТРОЛЬНЫХ РОТОРОВ
1. Размеры контрольных роторов даны для стали плотностью 7,85 г/см3.
2. Масса и размеры контрольных роторов вертикальных станков указаны на черт. 3 и в табл. 4.
I
Вид А
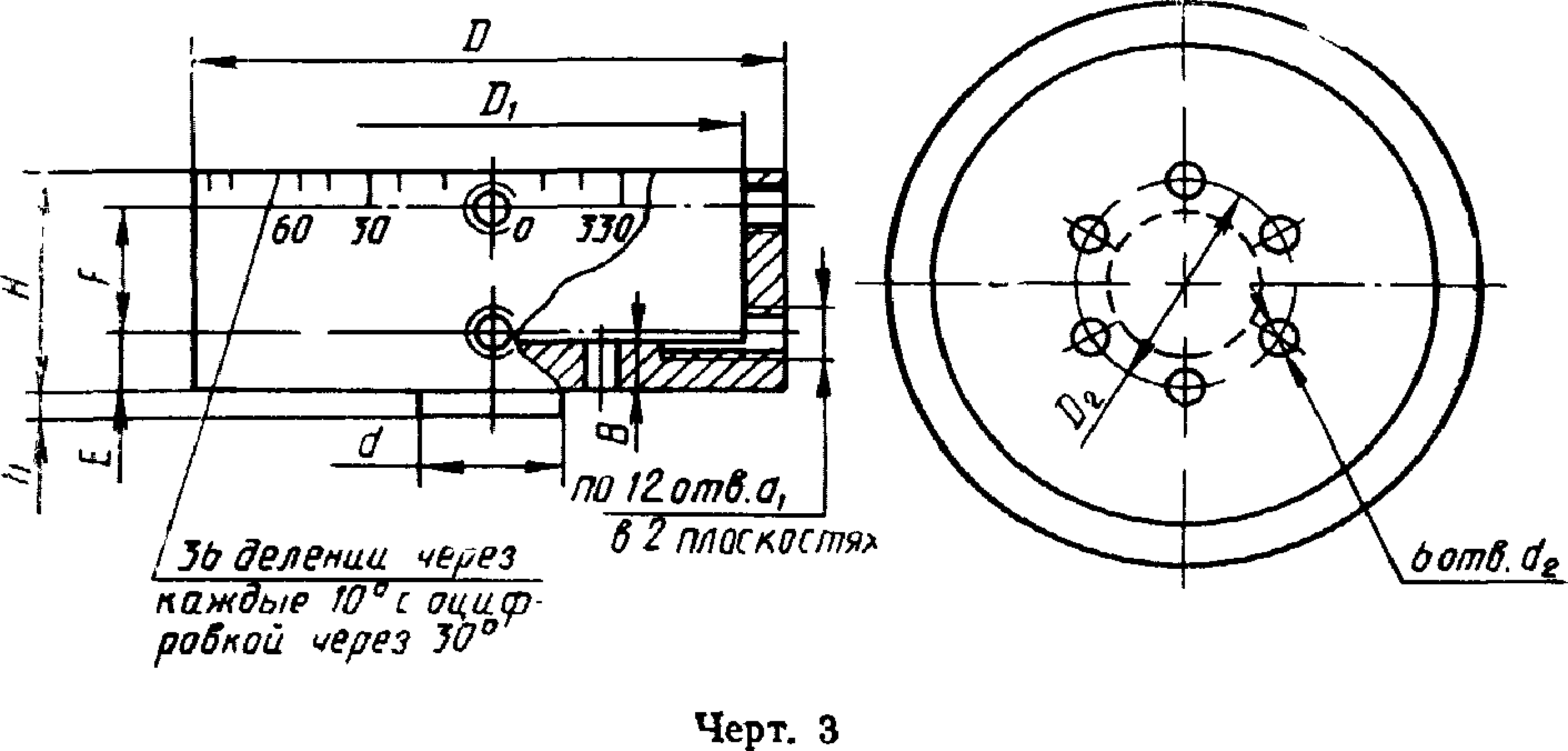
Чертеж не определяет конструкцию ротора,
Таблица 4
Размеры, мм
Номер ротора | Масса т, кг | D h И | d h 11 | в | о2 h 11 | dt | d2 | Е | F h 11 | н | Л | |
1 | 0,01 | 22 | 3 | 1 | 19 | 6 | Ml | 1.3 | 1,5 | 5 | 10 | 2 |
2 | 0,03 | 30 | 5 | 2 | 26 | 10 | Ml,6 | 2,0 | 2,0 | 7 | 15 | 2 |
3 | 0,10 | 50 | 8 | 2 | 44 | 12 | М2 | 2,4 | 3,0 | 11 | 22 | 3 |
4 | 0,30 | 70 | 10 | 3 | 62 | 16 | М2,5 | 3.0 | 3,5 | 20 | 35 | 3 |
5 | 1,00 | 100 | 15 | 5 | 88 | 22 | М3 | 3,5 | 4,0 | 35 | 55 | 4 |
6 | 3,00 | 150 | 20 | 8 | 134 | 28 | M4 | 4,5 | 5,0 | 45 | 75 | 5 |
7 | 10,0 | 230 | 30 | 10 | 207 | 40 | M5 | 5.5 | 6,0 | 79 | 120 | 7 |
8 | 30,0 | 300 | 50 | 15 | 252 | 62 | Мб | 6.6 | 8,0 | 107 | 150 | 7 |
9 | 100,0 | 500 | 70 | 22 | 450 | 85 | М8 | 9,0 | 10,0 | 167 | 250 | 10 |
10 | 300,0 | 700 | 100 | 30 | 620 | 120 | МЮ | 11,0 | 15,0 | 243 | 350 | 15 |
11 | 1000,0 | 1000 | 150 | 40 | 855 | 170 | М12 | 13,0 | 18,0 | 380 | 500 | 20 |
12 | 3000,0 | 1500 | 200 | 50 | 1310 | 230 | М16 | 18.0 | 25,0 | 574 | 750 | 35 |
3. Масса и размеры контрольных роторов горизонтальных станков указаны на черт, 4 и в табл. 5-
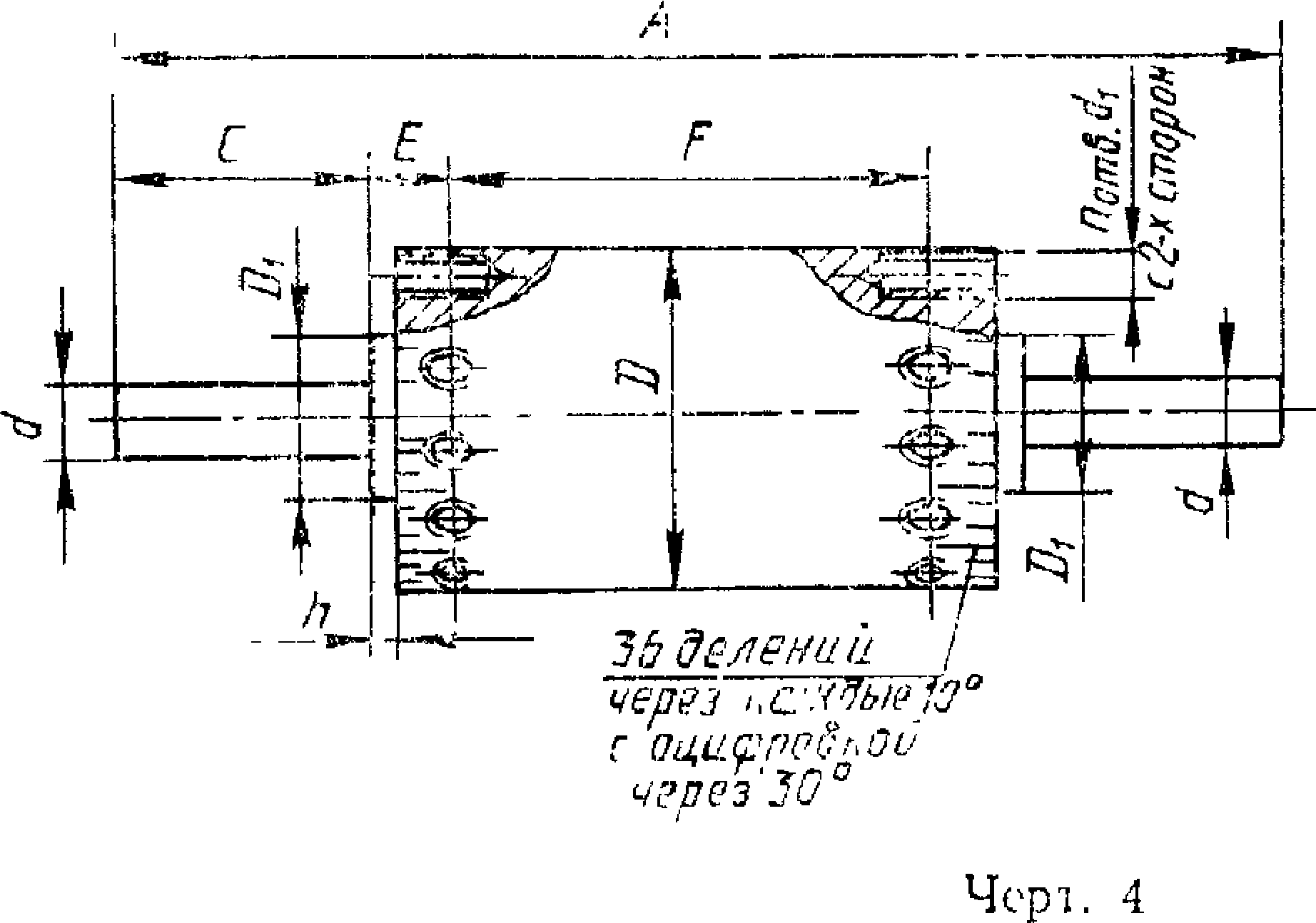

Чер1еж не определяет конструкцию ротора.
Таблица 5
Размеры, мм
Номер ротора | Масса т, кг | D h 11 | d h 11 | л | C | D! | di | E | F h 11 | h | n | at |
1 | 0,01 | 10 | 2 | 31 | 7 | 5 | m | 2,5 | 12 | 0,5 | 8 | 45° |
2 | 0,03 | 15 | 3 | 41 | 9 | 7 | Ml,6 | 3 | 17 | 0,5 | 8 | 45° |
3 | 0,10 | 22 | 4 | 65 | 15 | 10 | М2 | 4 | 27 | 1,0 | 8 | 45° |
4 | 0,30 | 30 | 6 | 100 | 22 | 15 | М2,5 | 6 | 44 | 1,5 | 12 | 30° |
5 | 1,00 | 50 | 10 | 128 | 30 | 22 | М3 | 7 | 54 | 2,5 | 12 | 30° |
6 | 3,00 | 70 | 15 | 190 | 45 | 30 | M4 | 10 | 80 | 3,0 | 12 | 30° |
7 | 10,00 | 100 | 20 | 300 | 65 | 50 | M5 | 12 | 146 | 5,0 | 12 | 30° |
8 | 30,00 | 150 | 30 | 390 | 85 | 70 | M6 | 15 | 190 | 7,0 | 12 | 30° |
9 | 100,00 | 230 | 50 | 600 | 145 | 100 | M8 | 20 | 270 | 10,0 | 12 | 30° |
10 | 300,00 | 300 | 70 | 1000 | 230 | 150 | M10 | 30 | 480 | 15,0 | 12 | 30° |
И | 1000,00 | 500 | 100 | 1300 | 315 | 230 | M12 | 50 | 570 | 22,0 | 12 | 30° |
12 | X V'V « J V и 3000 00 | 700 | 150 | 2000 | 500 | 300 | M16 | 70 | 860 | 30,0 | 12 | 30° |
13 | v v v v« vfv 10000,00 | 1000 | 200 | 3100 | 725 | 500 | M20 | 100 | 1450 | 50,0 | 12 | 30° |
ПРИЛОЖЕНИЕ 2 Рекомендуемое
ТРЕБОВАНИЯ К КОНТРОЛЬНЫМ РОТОРАМ И КОНТРОЛЬНЫМ
ГРУЗАМ
1. Общие требования к контрольным роторам
1.1. Отклонение массы контрольного ротора от номинального значения не более 0,03 т.
1.2. Отклонение от цилиндричности поверхности D не более 0,001 D.
1.3. Отклонение от цилиндричности поверхности d не более 0,0005 d.
1.4. Отклонение углового положения отверстий d\ от номинального не более
3&.
1.5. Глубина резьбовых отверстий не менее 3 d\*
2. Требования к контрольным роторам вертикальных с т а н к о в
2.1. Подгонку массы производить за счет изменения размеров Di, В, Н.
2.2. Отклонение углового положения отверстий d2 от номинального не более 30'.
3. Требования к контрольным роторам горизонтальных станков
3.1. Подгонку массы производить за счет изменения размеров С п h обработкой торцовых поверхностей.
3.2. Отклонение от соосности поверхностей d не более 0,00002 А.
4. Требования к контрольным грузам
4.1. Контрольные грузы должны быть выполнены в виде винтов с цилиндрическими головками.
4.2. Отклонение массы контрольного груза от номинального значения не более 0,01 тКш
4.3. Центр масс контрольного груза, определяемый расчетным путем, должен лежать в нижней плоскости головки винта. Отклонение положения центра масс от номинального не более 0,02 общей длины винта.
4.4. Подгонку массы и положения центра масс производить за счет обработки торцовых поверхностей.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
А. Н. Байков, канд. техн. наук; П. В. Коротков; Л. Э. Кранц-берг, канд. техн. наук (руководитель темы); Г. П. Шаравская; С. С. Кедров, канд. техн. наук; Н. В. Алексеева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 02.03.89 № 392
3. Срок проверки 1994 г., периодичность проверки — 5 лет
4. В стандарт введен международный стандарт ИСО 2953—85 в части методов контроля показателей точности
5. ВЗАМЕН ГОСТ 20075—74, ГОСТ 20076—74
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта
ГОСТ 19534—74
Вводная часть
Редактор Л. Л. Владимиров Технический редактор Л. А. Никитина Корректор Р. Н. Корчагина
Сдал*) в нгаб, 23.0S.89 Поди, в печ, 23.05.89 0,75 уел, п, л, 0,76 уел. щр.-*атт. 0,&9 уч -изд. л. Тирагж 10 000 Ц|Эна В к.
Ордена <Знй(К Почета* Издательство стандартов, 123567, Москва. ГСП, Новюцреснедский гьер., 3 Зии. «Московский печатник». Москва, Лялин пер., 6. Зак. 343
