ГОСТ 20076-2007
(ИСО 2953:1999)
Группа Г81
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Вибрация
СТАНКИ БАЛАНСИРОВОЧНЫЕ
Характеристики и методы их проверки
Vibration. Balancing machines. Description and evaluation methods
МКС 21.120.40
ОКП 38 1878
Дата введения 2008-07-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-97 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом "Научно-исследовательский центр контроля и диагностики технических систем" на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 183 "Вибрация и удар"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 32 от 24 октября 2007 г.)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минторгэкономразвития |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Кыргызстан | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Российская Федерация | RU | Федеральное агентство по техническому регулированию и метрологии |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
Украина | UA | Госпотребстандарт Украины |
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 2953:1999 "Вибрация. Станки балансировочные. Характеристики и методы их проверки" (ISO 2953:1999 "Mechanical vibration - Balancing machines - Description and evaluation") путем изменения содержания положений, объяснение которого приведено во введении к настоящему стандарту.
Сравнение структуры настоящего стандарта со структурой указанного международного стандарта приведено в дополнительном приложении D.
Международный стандарт разработан ИСО/ТК 108 "Вибрация и удар". Перевод с английского языка (en). Официальные экземпляры международных стандартов, на основе которых подготовлен настоящий межгосударственный стандарт и на которые даны ссылки, имеются в Федеральном информационном фонде технических регламентов и стандартов.
Степень соответствия - модифицированная (MOD)
5 Приказом Федерального агентства по техническому регулированию и метрологии от 25 января 2008 г. N 7-ст межгосударственный стандарт ГОСТ 20076-2007 (ИСО 2953:1999) введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2008 г.
6 ВЗАМЕН ГОСТ 20076-89 (ИСО 2953-85)
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе "Национальные стандарты".
Информация об изменениях к настоящему стандарту публикуется в указателе "Национальные стандарты", а текст изменений - в информационных указателях "Национальные стандарты". В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе "Национальные стандарты"
Введение
Установленный настоящим стандартом единый формат представления характеристик балансировочного станка облегчает заказчику сравнение продукции от разных изготовителей, помогает ему точнее сформулировать требования к заказываемому балансировочному станку и контролировать выполнение этих требований.
По сравнению с примененным международным стандартом ИСО 2953:1999 в текст настоящего стандарта внесены следующие изменения:
- термины и их определения перенесены из приложения А в раздел 3. При этом оставлены только термины, не вошедшие в ГОСТ 19534-74. Соответственно изменена нумерация приложений (см. приложение D);
- исключено приложение Е, где даны рекомендации по модификации (в соответствии с требованиями настоящего стандарта) старых типов контрольных роторов (с восемью отверстиями), поскольку эти роторы не были ранее стандартизованы на межгосударственном уровне. Соответственно исключены ссылки на приложение Е по всему тексту стандарта;
- размеры роторов и их элементов оставлены только в единицах измерений Международной системы единиц (СИ), английские меры массы и длины (фунт и дюйм соответственно) исключены;
- ссылки на введенные международные стандарты заменены ссылками на соответствующие межгосударственные стандарты и (для приведения в соответствие с требованиями ГОСТ 1.5-2001) исключен структурный элемент "Библиография";
- для приведения в соответствие с ГОСТ 1.5-2001 таблицы международного стандарта, представляющие собой формы для внесения сведений об испытаниях, представлены в виде рисунков (см. приложение D).
1 Область применения
Настоящий стандарт устанавливает требования к представлению характеристик балансировочного станка изготовителем и методы проверки заявленных характеристик. Рекомендации по формулировке требований к балансировочному станку заказчиком приведены в приложении А.
Настоящий стандарт устанавливает требования к контрольным роторам и контрольным грузам, используемым при проверке характеристик балансировочного станка.
Настоящий стандарт распространяется на зарезонансные и дорезонансные балансировочные станки, применяемые для балансировки жестких роторов.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ ИСО 1940-1-2007 Вибрация. Требования к качеству балансировки жестких роторов. Часть 1. Определение допустимого остаточного дисбаланса (ИСО 1940-1:2003, IDT)
ГОСТ 19534-74 Балансировка вращающихся тел. Термины (ИСО 1925:2001 "Вибрация. Балансировка. Термины и определения", NEQ)
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов на территории государства по соответствующему указателю стандартов, составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 19534, а также следующие термины с соответствующими определениями:
3.1 центр масс: Точка, связанная с физическим телом и обладающая таким свойством, что воображаемый точечный объект массой, равной массе этого физического тела, будучи помещен в эту точку, имел бы тот же момент инерции относительно произвольной оси, что и данное физическое тело.
3.2 контрольная плоскость: Плоскость, перпендикулярная к оси ротора, в которой размещают контрольные грузы.
3.3 коэффициент влияния моментной неуравновешенности : Величина, определяемая отношением изменения
показания индикатора дисбаланса балансировочного станка для статической балансировки при внесении кососимметричных масс к значению дисбаланса
, создаваемого этими массами.
3.4 коэффициент уменьшения дисбаланса : Величина, представляющая собой отношение уменьшения значения дисбаланса за одну корректировку масс к значению начального дисбаланса.
Примечания
1 Значение определяют по формуле
![]() ,
,
где - значение начального дисбаланса;
- значение дисбаланса после одной корректировки масс в той же плоскости.
2 Данную величину обычно выражают в процентах.
3.5 минимально достижимый остаточный дисбаланс: Наименьшее значение остаточного дисбаланса, которое может быть достигнуто в результате балансировки на данном балансировочном станке.
4 Рабочие характеристики и показатели производительности балансировочного станка
4.1 Характеристики горизонтального балансировочного станка
4.1.1 Масса ротора и предельные значения дисбаланса
4.1.1.1 Максимальная масса ротора, балансировка которого допустима на данном балансировочном станке, максимальный момент инерции ротора по отношению к оси вала, число циклов балансировки и другие характеристики должны быть установлены для всего диапазона скоростей балансировочного станка (,
, ...) в соответствии с формой, показанной на рисунке 1.
Изготовитель: | Модель: | |
Скорость (диапазон скоростей) балансировочного станка, мин |
| |
Масса ротора, кг | максимальная минимальная | |
Максимальная нагрузка на опору, Н Максимальная отрывающая сила на опору, Н Максимальный момент инерции ротора относительно оси вала, кг·м Число циклов балансировки | ||
Максимальный дисбаланс, г·мм/кг или г·мм | измеримый остаточный | |
а) Для межопорных роторов Минимально достижимый остаточный удельный дисбаланс | максимальная масса ротора 0,2 максимальной массы ротора минимальная масса ротора | |
Соответствующее отклонение стрелочного измерителя модуля дисбаланса, мм или показание цифрового устройства | максимальная масса ротора 0,2 максимальной массы ротора минимальная масса ротора | |
b) Для консольных роторов Минимально достижимый остаточный удельный дисбаланс | максимальная масса ротора 0,2 максимальной массы ротора минимальная масса ротора | |
Соответствующее отклонение стрелочного измерителя модуля дисбаланса, мм или показание цифрового устройства | максимальная масса ротора 0,2 максимальной массы ротора минимальная масса ротора |
Рисунок 1 - Форма представления характеристик горизонтальных станков
Примечания
1 Значение максимальной кратковременной нагрузки на опору устанавливают только для низшей скорости балансировочного станка. Эта величина представляет собой максимальную силу, действующую на опору ротора, которую способна воспринимать конструкция балансировочного станка без незамедлительного появления в нем повреждений.
Отрывающая сила представляет собой постоянную силу, действующую вертикально вверх и появляющуюся в случае, если центр масс уравновешиваемой детали лежит вне области между опорами.
2 Число балансировочных циклов на данной частоте вращения равно числу пусков (остановов) для приведения во вращение ротора с максимальным моментом инерции в течение 1 ч, которые способна выдержать конструкция балансировочного станка без появления в нем повреждений.
3 Обычно для жесткого ротора с двумя плоскостями коррекции на каждую плоскость приходится половина установленного значения дисбаланса; для ротора в форме диска весь дисбаланс относится к одной плоскости.
4 Для зарезонансного балансировочного станка предельные значения дисбаланса устанавливают обычно в единицах удельного дисбаланса - грамм-миллиметрах на килограмм (г·мм/кг), поскольку эта величина представляет собой меру смещения ротора и, следовательно, характеризует движение опор балансировочного станка. Для дорезонансного балансировочного станка предельные значения дисбаланса устанавливают обычно в грамм-миллиметрах (г·мм) в соответствии с принятой практикой калибровки таких машин на предприятиях-изготовителях (см. раздел 6). Если станок предназначен для динамической балансировки ротора, установленное предельное значение дисбаланса распределяют между двумя плоскостями коррекции.
4.1.1.2 Производительность балансировочного станка (см. раздел 7) описывают через следующие характеристики:
4.1.1.2.1 Продолжительность измерительного цикла, включающую в себя:
a) время настройки балансировочного станка, с;
b) время настройки индикатора дисбаланса, с;
c) время подготовки ротора к балансировке, с;
d) среднее время разгона, с;
e) время считывания показаний (с учетом времени их стабилизации), с;
f) среднее время выбега, с;
g) время привязки полученных результатов измерений к данному ротору, с;
h) время выполнения других необходимых операций, с;
i) общее время операций на один пуск [как сумму времени выполнения вышеперечисленных операций а)-h)], с.
4.1.1.2.2 Коэффициент уменьшения дисбаланса при балансировке межопорного ротора, %.
4.1.1.2.3 Коэффициент уменьшения дисбаланса при балансировке консольного ротора, %.
4.1.2 Размеры ротора
4.1.2.1 Для того чтобы заказчик мог оценить допустимые габаритные размеры ротора, который может быть установлен на данном балансировочном станке, а также определить необходимую оснастку, должен быть представлен габаритный чертеж балансировочного станка с указанием границ опор, на которые устанавливают ротор, а также таких элементов конструкции станка, как механизм ременного привода, поверхность для установки защитного кожуха, ограничитель движения в осевом направлении, поворотная рама.
Сочетание таких факторов, как большой диаметр цапфы и высокая частота вращения при балансировке приводит к большим значениям тангенциальной скорости движения поверхности цапфы. Предельные значения такой скорости должны быть определены.
При использовании ременного привода необходимо установить значения скорости балансировочного станка для максимального и минимального диаметров (или других характерных размеров), допускаемых данным приводом.
Изготовитель должен указывать, возможна ли регулировка привода в осевом направлении.
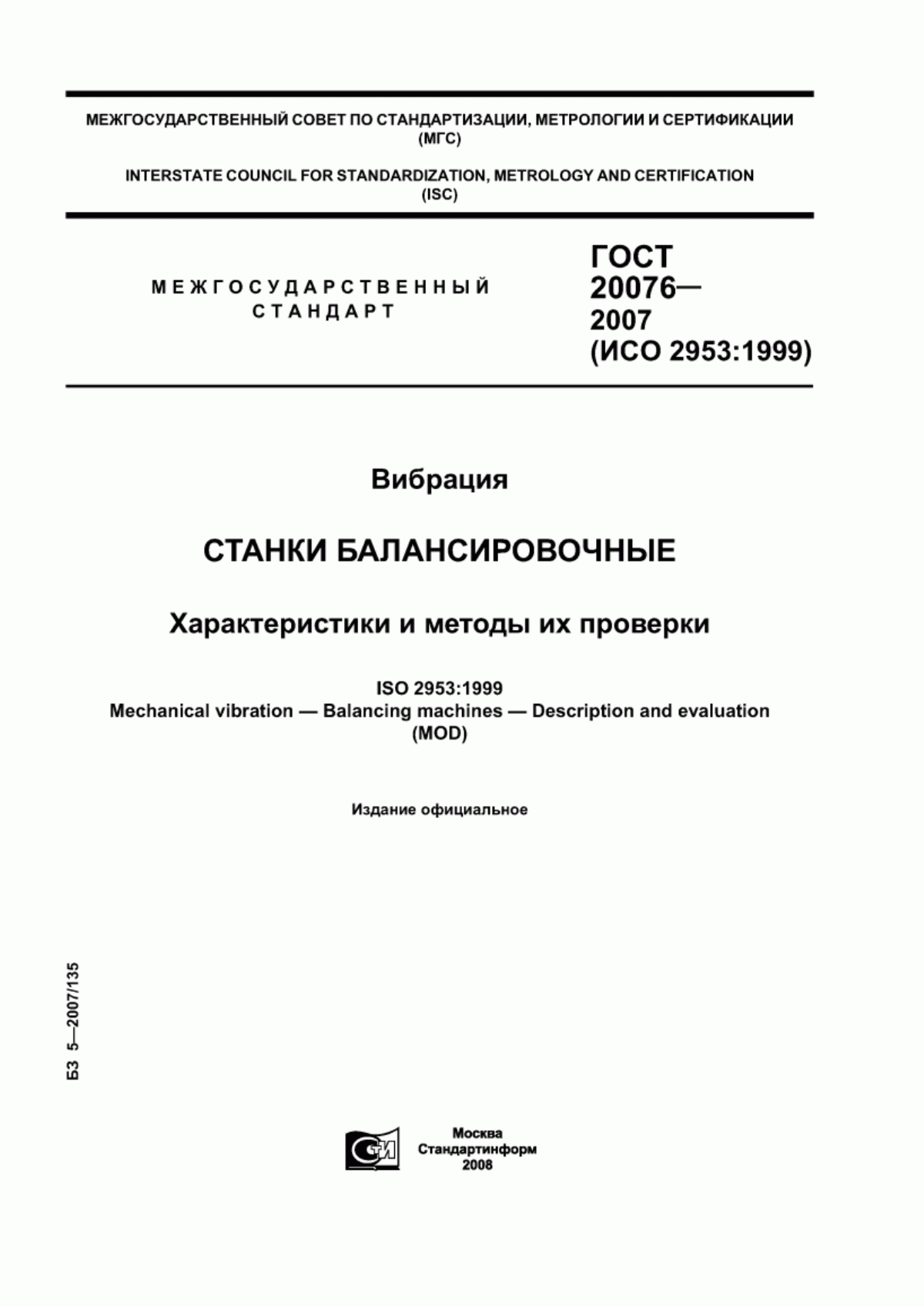
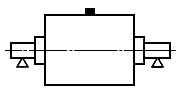
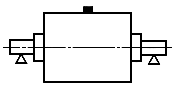
4.1.2.2 Должны быть установлены предельные габаритные размеры ротора (см. рисунок 2).
1 - вал;
2 - ротор;
3 - стойки; 4 - станина
Примечания
1 Если правая и левая стойки станка не симметричны, размеры должны быть указаны для каждой из них.
2 При использовании ременного привода следует указывать элементы этого привода.
Рисунок 2 - Пример схематического чертежа горизонтального балансировочного станка
с указанием габаритных размеров ротора
4.1.2.3 Должны быть указаны следующие характерные размеры ротора:
a) максимальный диаметр над станиной станка, мм;
b) максимальный диаметр над ременным приводом, мм;
c) минимальный диаметр над ременным приводом, мм.
4.1.2.4 Должны быть указаны расстояния между цапфами ротора:
a) максимальное, мм;
b) минимальное, мм;
c) максимальное расстояние от соединительного фланца привода до дальнего подшипника, мм;
d) минимальное расстояние от соединительного фланца привода до ближнего подшипника.
4.1.2.5 Должны быть указаны диаметры цапф ротора:
a) максимальный, мм;
b) минимальный, мм.
Должна быть указана максимально допустимая тангенциальная скорость поверхности цапфы ротора, м/с.
4.1.2.6 Следует указывать ограничения для плоскостей коррекции (по 5.4).
4.1.2.7 Следует указывать коэффициент взаимного влияния плоскостей коррекции (по 5.4) для данного контрольного ротора.
4.1.3 Привод
4.1.3.1 Указывают номинальные значения передаваемых крутящих моментов в [ньютон-метрах (Н·м)] для каждой скорости балансировочного станка [в минутах в минус первой степени (мин)] или - если балансировочный станок предусматривает плавное изменение частоты вращения ротора - диапазон передаваемых крутящих моментов для данного диапазона изменения скорости.
4.1.3.2 Указывают следующие характеристики крутящего момента:
a) момент на нулевой скорости (в процентах номинального крутящего момента);
b) диапазон регулируемого момента при разгоне (в процентах номинального крутящего момента);
c) пиковое значение крутящего момента.
Примечание - В большинстве случаев максимальный крутящий момент необходим при разгоне ротора. Однако для роторов, обладающих большим аэродинамическим сопротивлением или значительными потерями на трение, максимальный крутящий момент может потребоваться для поддержания частоты вращения ротора при балансировке. При определении крутящего момента следует учитывать усилие, действующее в осевом направлении.
4.1.3.3 Указывают тип привода.
Примечание - Привод уравновешиваемого объекта может быть реализован с применением разных технических решений:
- универсального соединения;
- ленточной передачи;
- ременной передачи;
- переменного магнитного поля;
- через опорные ролики;
- воздушным потоком и т.д.
4.1.3.4 Указывают тип первичного двигателя и его характеристики:
a) номинальную мощность, кВт;
b) скорость, мин;
c) потребляемую энергию (напряжение, частоту, число фаз).
4.1.3.5 Указывают характеристики тормозного устройства:
a) тип;
b) диапазон регулируемого тормозящего момента (в процентах номинального значения);
c) может ли тормозное устройство быть использовано в качестве зажимного приспособления.
4.1.3.6 Указывают, каким стандартам удовлетворяют двигатель и система управления.
4.1.3.7 Указывают, с какой точностью поддерживается установленная частота вращения при балансировке.
4.1.4 Коэффициент влияния моментной неуравновешенности
Указывают, в процентах, коэффициент влияния моментной неуравновешенности.
Примечание - Эту характеристику применяют только для балансировочных станков для статической балансировки. Она описывает влияние моментной неуравновешенности ротора на показания индикатора статического дисбаланса.
4.1.5 Воздушный поток
Указывают характеристики воздушного потока: давление, Па и скорость, м/с.
4.2 Характеристики вертикального балансировочного станка
4.2.1 Масса ротора и предельные значения дисбаланса
4.2.1.1 Максимальная масса ротора, балансировка которого допустима на данном балансировочном станке, максимальный момент инерции ротора по отношению к оси вала, число циклов балансировки и другие характеристики должны быть установлены для всего диапазона скоростей балансировочного станка (,
, ...) в соответствии с формой, показанной на рисунке 3.
Изготовитель: | Модель: | |
Скорость (диапазон скоростей) балансировочного станка, мин |
| |
Масса ротора, кг | максимальная минимальная | |
Максимальная нагрузка, Н Максимальный момент инерции ротора относительно оси вала, кг·м Число циклов балансировки | ||
Максимальный дисбаланс, г·мм/кг или г·мм | измеримый остаточный | |
Минимально достижимый остаточный удельный дисбаланс | максимальная масса ротора 0,2 максимальной массы ротора минимальная масса ротора | |
Соответствующее отклонение стрелочного измерителя модуля дисбаланса, мм или показание цифрового устройства | максимальная масса ротора 0,2 максимальной массы ротора минимальная масса ротора |
Рисунок 3 - Форма представления характеристик вертикальных станков
Примечания
1 Значение максимальной кратковременной нагрузки устанавливают только для низшей скорости балансировочного станка. Эта величина представляет собой максимальную силу, которую способна воспринимать конструкция балансировочного станка без незамедлительного появления в нем повреждений.
2 Число балансировочных циклов на данной частоте вращения равно числу пусков (остановов) для приведения во вращение ротора с максимальным моментом инерции в течение 1 ч, которые способна выдержать конструкция балансировочного станка без появления в нем повреждений.
3 Обычно для жесткого ротора с двумя плоскостями коррекции на каждую плоскость приходится половина установленного значения дисбаланса; для ротора в форме диска весь дисбаланс относится к одной плоскости.
4 Для зарезонансного балансировочного станка предельные значения дисбаланса устанавливают обычно в единицах удельного дисбаланса - грамм-миллиметрах на килограмм (г·мм/кг), поскольку эта величина представляет собой меру смещения ротора и, следовательно, характеризует движение опор балансировочного станка. Для дорезонансного балансировочного станка предельные значения дисбаланса устанавливают обычно в грамм-миллиметрах (г·мм) в соответствии с принятой практикой калибровки таких машин на предприятиях-изготовителях (см. раздел 6). Если станок предназначен для динамической балансировки ротора, установленное предельное значение дисбаланса распределяют между двумя плоскостями коррекции.
4.2.1.2 Производительность балансировочного станка (см. раздел 7) описывают через следующие характеристики:
4.2.1.2.1 Продолжительность измерительного цикла, включающую в себя:
a) время настройки балансировочного станка, с;
b) время настройки индикатора дисбаланса, с;
c) время подготовки ротора к балансировке, с;
d) среднее время разгона, с;
e) время считывания показаний (с учетом времени их стабилизации), с;
f) среднее время выбега, с;
g) время привязки полученных результатов измерений к данному ротору, с;
h) время выполнения других необходимых операций, с;
i) общее время операций на один пуск [как сумму времени выполнения вышеперечисленных операций а)-h)], с.
4.2.1.2.2 Коэффициент уменьшения дисбаланса, %.
4.2.2 Размеры ротора
4.2.2.1 Если балансировочный станок может работать на двух и более скоростях, данные должны быть представлены для каждой скорости. Если балансировочный станок позволяет проводить балансировку на плавно изменяющейся скорости в некотором диапазоне скоростей, данные должны быть представлены в виде таблицы, формулы или графика.
Для того чтобы заказчик мог оценить допустимые габаритные размеры ротора, который может быть установлен на данном балансировочном станке, а также определить необходимую оснастку, должен быть представлен чертеж опорной поверхности шпинделя или монтажной плиты, а также элементов, способных ограничивать движение ротора (сверлильные головки, шкафы управления и т.п.).
4.2.2.2 Должен быть указан максимальный диаметр ротора, мм.
4.2.2.3 Должны быть указаны следующие характерные размеры ротора:
a) максимальная общая высота ротора, мм;
b) максимальная высота центра тяжести, мм на уровнях 25%, 50% и 100% максимальной массы.
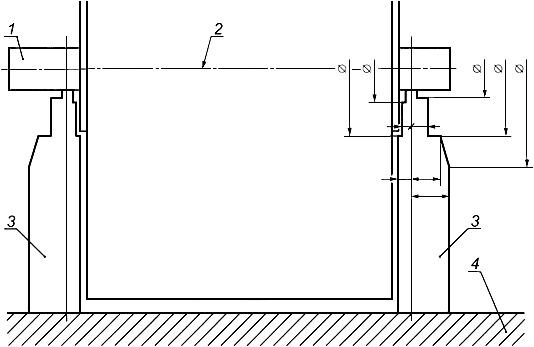
4.2.2.4 Должны быть установлены предельные габаритные размеры ротора, в том числе устройств крепления к шпинделю или монтажной плите (см. рисунок 4).
1 - ротор; 2 - переходник; 3 - угломер; 4 - шпиндель; 5 - верхняя плоскость коррекции;
6 - плоскость центра масс; 7 - нижняя плоскость коррекции; 8 - крепежные отверстия
для переходника; 9 - центрирующий выступ (диаметр)
Рисунок 4 - Пример схематического чертежа вертикального балансировочного станка
с указанием габаритных размеров ротора
4.2.2.5 Следует указывать ограничения для плоскостей коррекции (по 5.4).
4.2.3 Привод
4.2.3.1 Указывают номинальные значения передаваемых крутящих моментов [в ньютон-метрах (Н·м)] для каждой скорости балансировочного станка [в минутах в минус первой степени (мин)].
4.2.3.2 Указывают следующие характеристики крутящего момента:
a) момент на нулевой скорости (в процентах номинального крутящего момента);
b) диапазон регулируемого момента при разгоне (в процентах номинального крутящего момента);
c) пиковое значение крутящего момента.
Примечание - В большинстве случаев максимальный крутящий момент необходим при разгоне ротора. Однако для роторов, обладающих большим аэродинамическим сопротивлением или значительными потерями на трение, максимальный крутящий момент может потребоваться для поддержания частоты вращения ротора при балансировке. При определении крутящего момента следует учитывать усилие, действующее в осевом направлении.
4.2.3.3 Указывают тип первичного двигателя и его характеристики:
a) номинальную мощность, кВт;
b) скорость, мин;
c) потребляемую энергию (напряжение, частоту, число фаз).
4.2.3.4 Указывают характеристики тормозного устройства:
a) тип;
b) диапазон регулируемого тормозящего момента (в процентах номинального значения);
c) может ли тормозное устройство быть использовано в качестве зажимного приспособления.
4.2.3.5 Указывают, каким стандартам удовлетворяют двигатель и система управления.
4.2.3.6 Указывают, с какой точностью поддерживается установленная частота вращения при балансировке.
4.2.4 Коэффициент влияния моментной неуравновешенности
Указывают, в процентах, коэффициент влияния моментной неуравновешенности.
Примечание - Эту величину используют только для балансировочных станков для статической балансировки. Она описывает влияние моментной неуравновешенности ротора на показания измеренного статического дисбаланса.
4.2.5 Воздушный поток
Указывают характеристики воздушного потока: давление, Па и скорость, м/с.
5 Конструктивные характеристики
5.1 Принцип работы
Должно быть приведено описание принципа работы балансировочного станка (например, на основе измерения вибрации, силы, вибрации на резонансе, компенсации дисбаланса).
5.2 Установка балансировочного станка
5.2.1 Изготовитель должен описать общую конфигурацию станка и основные конструктивные особенности, например:
- положение оси вращения (горизонтальное или вертикальное);
- систему подвески (на податливых или жестких опорах);
- принцип работы (например, станок резонансного типа с механическим компенсатором).
5.2.2 Изготовителем должна быть представлена следующая информация:
5.2.2.1 Конструкция опор ротора, например:
- V-образные опоры;
- открытые ролики;
- половины подшипников скольжения;
- закрытые подшипники (скольжения, шариковые или роликовые);
- устройства для установки ротора в его собственных подшипниках;
- устройства для установки всего роторного узла в сборе.
Примечание - При необходимости приводят требования к смазке подшипников опор.
5.2.2.2 Принцип работы и способы регулировки средств, воспринимающих осевые усилия со стороны ротора (для горизонтальных балансировочных станков).
5.2.2.3 Типы датчиков, используемых для определения дисбаланса.
5.2.2.4 Вид привода и способы управления им.
5.3 Индикатор дисбаланса
5.3.1 Общие положения
Балансировочный станок должен иметь средства измерений значения и угла дисбаланса. Тип измерительной схемы должен быть указан в технической документации, например:
- измерительная схема с использованием ваттметра и генератора опорного сигнала;
- измерительная схема с использованием вольтметра и фазового детектора (квадратурных составляющих);
- измерительная схема с использованием вольтметра, стробоскопа и полосового фильтра;
- измерительная схема с использованием вольтметра и непосредственной регистрацией угла дисбаланса на роторе;
- измерительная схема с механической или электрической индикацией компенсации дисбаланса.
5.3.2 Индикатор значения дисбаланса
Изготовитель должен указать тип индикатора значения дисбаланса, например:
- с измерением квадратурных составляющих дисбаланса;
- с измерением значения дисбаланса;
- с измерением вектора дисбаланса;
- механический или оптический;
- с аналоговым или цифровым указателем.
5.3.3 Индикатор угла дисбаланса
Изготовитель должен указать тип индикатора угла дисбаланса, например:
- с измерением квадратурных составляющих дисбаланса;
- с измерением вектора дисбаланса;
- индикатор угла дисбаланса в градусах непосредственно на круговой шкале;
- осциллограф или стробоскоп;
- механический или оптический;
- с аналоговым или цифровым указателем.
5.3.4 Функционирование измерительной схемы
Изготовитель должен указать способ получения искомых параметров дисбаланса, в том числе следующее:
a) сколько измерительных циклов требуется для получения показаний:
- двух составляющих дисбаланса в случае статической балансировки,
- четырех составляющих дисбаланса в случае динамической балансировки;
b) существует ли отдельный индикатор для каждого параметра дисбаланса или же для получения искомых значений требуется переключение режима работы индикатора;
c) сохраняются ли показания по окончании измерительного цикла;
d) имеется ли переключатель индикации тяжелого или легкого места для каждой плоскости коррекции.
5.4 Система разделения плоскостей коррекции
5.4.1 Систему разделения плоскостей коррекции используют только для динамической балансировки (см. 5.4.2).
Изготовитель должен подтвердить наличие системы разделения плоскостей коррекции, если она существует, а также указать:
a) как эта система работает для типа ротора, не подвергавшегося ранее балансировке на данном станке;
b) как эта система работает для роторов одной серии, одних и тех же размеров и массы;
c) предельные габаритные размеры роторов, для которых система разделения плоскостей коррекции работает эффективно, и характеристики, связанные с коэффициентом взаимного влияния плоскостей коррекции:
- диапазон отношений расстояния между опорами к расстоянию между плоскостями коррекции, в котором возможно эффективное разделение плоскостей коррекции;
- положение плоскостей коррекции по отношению к опорам (между ними? снаружи?);
- положение центра масс относительно плоскостей коррекции и (или) опор (между ними? снаружи?);
d) может ли индикатор дисбаланса быть использован для непосредственного измерения дисбалансов, характеризующих статическую и моментную неуравновешенности роторов.
5.4.2 Для горизонтальных и вертикальных балансировочных станков с одной плоскостью коррекции изготовитель должен указать, в какой степени возможно подавление влияния моментной неуравновешенности (см. 11.8).
5.5 Тарирование балансировочного станка
5.5.1 Общие положения
Изготовитель должен описать процедуру тарирования и средства, применяемые для выполнения этой процедуры.
Изготовитель указывает, в каких единицах могут быть считаны показания: произвольных, в единицах стандартной корректирующей массы, в единицах дисбаланса.
Изготовитель указывает число измерительных циклов, необходимых для тарирования балансировочного станка в случаях:
- статической балансировки;
- динамической балансировки.
Изготовитель указывает, в процентах, максимально допустимое изменение скорости при выполнении процедуры тарирования и при балансировке.
5.5.2 Зарезонансный станок
Изготовитель должен указать, как выполнять процедуру тарирования для первого ротора данной массы и формы (должен ли ротор быть предварительно уравновешен методом проб и ошибок или влияние начального дисбаланса будет исключено с помощью цепи условной балансировки, какие контрольные грузы необходимы для выполнения процедуры и т.д.), а также следует ли проводить процедуру тарирования заново (полностью или частично) при изменении скорости балансировочного станка.
При наличии цепи условной балансировки должны быть указаны диапазоны значений начального дисбаланса и скоростей балансировочного станка, а также геометрия ротора, для которых влияние начального дисбаланса будет исключено с требуемой точностью.
5.5.3 Дорезонансный станок
Изготовитель должен указать, обладает ли заказчик возможностью выбора соответствующих настроек шкалы заранее тарированного балансировочного станка в зависимости от вида уравновешиваемого ротора, или же он должен самостоятельно проводить процедуру тарирования для различных скоростей балансировочного станка, для разных масс и размеров ротора.
5.6 Другие устройства
Должны быть подробно описаны все специальные устройства балансировочного станка, которые влияют на его работу, например:
- системы индикации составляющих дисбаланса в произвольной системе координат;
- системы индикации составляющих дисбаланса в заданных секторах в более чем двух плоскостях коррекции;
- устройства коррекции дисбаланса;
- устройства привязки измеренных значений угла и значения дисбаланса к данному ротору;
- устройства вывода данных для передачи их на компьютер, принтер или другое периферийное устройство.
6 Минимально достижимый остаточный дисбаланс
Изготовитель должен указать минимальный остаточный дисбаланс, который может быть достигнут в результате балансировки на балансировочном станке, в единицах удельного дисбаланса (г·мм/кг), а также привести показания индикатора, которые соответствуют этому значению дисбаланса.
Минимально достижимый остаточный удельный дисбаланс должен быть определен во всем диапазоне масс уравновешиваемых роторов и скоростей балансировочного станка.
Изготовитель должен указать, сохраняются ли при достижении данного остаточного дисбаланса требования по точности в отношении:
- показаний значения дисбаланса;
- показаний угла дисбаланса;
- разделения плоскостей коррекции;
- масштабного множителя, -
а также обеспечивается ли правильная работа привода, подшипников и т.д.
Изготовитель должен предупреждать заказчика о том, что значение минимально достижимого остаточного дисбаланса определено для данного балансировочного станка на момент его поставки и что данное значение дисбаланса может оказаться недостижимым при использовании слишком тяжелой или неплотно подогнанной оснастки, а также при балансировке роторов с цапфами некруглой формы.
7 Производительность балансировочного станка
7.1 Общие положения
Производительность балансировочного станка характеризует его способность помочь оператору в приведении дисбаланса ротора к заданному значению в максимально короткое время. Эту характеристику оценивают с использованием контрольного ротора. Как вариант допускается использование ротора, предложенного заказчиком.
При оценке производительности балансировочного станка (которую можно определить как число роторов, уравновешенных в единицу времени, или как величину, обратно пропорциональную времени балансировочного цикла) в отношении конкретного ротора необходимо учитывать продолжительность измерительного цикла, число измерительных циклов, требуемых для балансировки одного ротора, время установки и снятия ротора с балансировочного станка и время, требуемое для коррекции дисбаланса. Требуемое число измерительных циклов зависит от среднего начального дисбаланса, допустимого значения остаточного дисбаланса и коэффициента уменьшения дисбаланса.
7.2 Продолжительность измерительного цикла
Для данного контрольного ротора или ротора, определенного заказчиком, изготовителем должны быть подробно описаны следующие процедуры с указанием среднего времени их выполнения:
a) механическая настройка балансировочного станка (включая привод и оснастку);
b) настройка индикатора дисбаланса;
c) подготовка ротора к балансировке;
d) разгон ротора;
e) считывание показаний индикатора (т.е. обычное время, занимаемое от окончания разгона до начала выбега ротора);
f) выбег ротора;
g) привязка полученных результатов измерений к данному ротору;
h) прочие операции, например, требуемые для обеспечения безопасности.
Примечания
1 Учет операций а) и b) особенно важен в случае балансировки единичного ротора.
2 Продолжительность измерительного цикла для балансировки единичного ротора складывается из общего времени выполнения операций а)-h), однако если измерения проводят для нескольких пусков одного и того же ротора, то во внимание следует принимать только операции d)-h), а при балансировке роторов массового производства - операции с)-h).
Если для проведения балансировки конкретного ротора требуется применение дополнительного оборудования (например, вкладышей подшипников, муфты вала привода, защитного кожуха), операции, связанные с их использованием, также должны быть определены.
7.3 Коэффициент уменьшения дисбаланса
Изготовитель должен указать коэффициент уменьшения дисбаланса для данного балансировочного станка. Это значение устанавливают в предположении, что операции по добавлению (изъятию) корректирующей массы проведены правильно и все работы по балансировке выполнены опытным персоналом.
Если конструкция индикатора дисбаланса такова, что результат измерений существенно зависит от квалификации оператора (например, при использовании стробоскопа, механических индикаторов), то эта характеристика должна быть определена с учетом реальной практики работы оператора с ротором данного вида.
8 Факторы, влияющие на работу балансировочного станка
Изготовитель должен указать диапазон влияющих факторов, в пределах которого обеспечивается требуемое качество работы балансировочного станка, в том числе для следующих параметров:
- температуры воздуха;
- влажности воздуха;
- колебаний скорости;
- флуктуации амплитуды и частоты напряжения в сети питания.
Изготовитель должен указать, насколько существенно изменятся характеристики станка при балансировке ротора в шариковых подшипниках.
Кроме того, изготовитель должен указать, насколько существенно изменятся показания индикатора дисбаланса, если опоры ротора не будут строго перпендикулярны к его оси.
9 Требования к установке
9.1 Общие положения
Изготовитель должен указать, какие меры следует принимать при установке балансировочного станка, чтобы обеспечить его удовлетворительную работу в условиях:
- повышенной вибрации;
- воздействия электромагнитных полей;
- выпадения конденсата, поражения грибками, а также действия других факторов, подобных указанным в разделе 8.
9.2 Системы питания
Балансировочный станок должен быть снабжен стандартными и маркированными устройствами подсоединения к сети напряжения, системам подачи сжатого воздуха или жидкости и т.п.
9.3 Фундамент
Изготовитель должен указать общие размеры и массу балансировочного станка, а также тип и размеры фундамента (например, бетонного блока, плиты основания), на который может быть установлен станок при сохранении его рабочих характеристик.
10 Контрольные роторы и контрольные грузы
10.1 Общие положения
В настоящем разделе определены технические требования к контрольным роторам, используемым при проверке балансировочных станков. Эти требования включают в себя требования к массе, материалу, размерам, резьбовым отверстиям, качеству балансировки контрольных роторов, а также к контрольным грузам. Продолжительность и стоимость испытаний так же, как и размер(ы) ротора, могут быть предметом соглашения между изготовителем и заказчиком.
10.2 Контрольные роторы
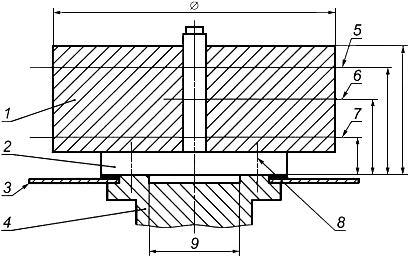
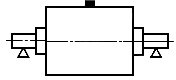
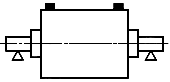
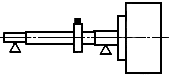
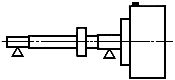
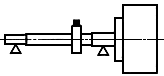
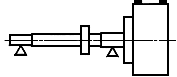
10.2.1 Контрольные роторы могут быть трех типов: А, В и С (рисунок 5).
а) Вертикальный балансировочный станок

b) Горизонтальный балансировочный станок
1, 2, 3 - контрольные плоскости; ,
- предполагаемые плоскости опор
Примечание - Для роторов типов А и В центр масс расположен между опорами, для ротора типа С - на консольной части ротора.
Рисунок 5 - Контрольные роторы типов А, В, С
Эти роторы соответствуют типичным объектам балансировки, которые характеризуются следующим:
Тип А: Роторы без цапф, уравновешиваемые на вертикальных балансировочных станках* в одной или двух плоскостях коррекции.
________________
* Такие роторы могут быть уравновешены и на горизонтальных балансировочных станках со встроенным валом.
Опоры, используемые на месте эксплуатации таких роторов, могут быть расположены произвольно: по одну или по обе стороны от основной массы ротора. При испытаниях предполагают, что опоры расположены по обеим сторонам ротора.
Тип В: Межопорные роторы с цапфами, уравновешиваемые на горизонтальных балансировочных станках, как правило с двумя плоскостями коррекции между опорами.
Опоры на месте эксплуатации ротора должны быть расположены по обе его стороны.
Тип С: Консольные роторы с цапфами, уравновешиваемые на горизонтальных балансировочных станках с двумя плоскостями коррекции на консольной части ротора.
Расположение опор на месте эксплуатации должно быть аналогично расположению опор балансировочного станка при испытаниях с использованием контрольного ротора типа С.
Примечания
1 Ротор типа С представляет собой совокупность вала и ротора типа А.
2 Расчеты для контрольных роторов типа С основаны на общей массе этого ротора (вала и ротора типа А).
Контрольный ротор каждого типа имеет по три контрольные плоскости для размещения контрольных грузов.
Одни и те же контрольные роторы и контрольные грузы используют для испытаний как в одной плоскости, так и в двух плоскостях.
10.2.2 Изготовитель должен указывать, входит ли контрольный ротор в комплект поставки балансировочного станка.
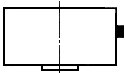
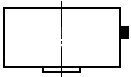
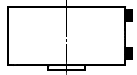
10.2.3 Контрольный ротор изготовляют из стали; общий вид контрольного ротора и его размеры указаны, соответственно, на рисунке 6 и в таблице 1 для вертикальных станков, на рисунке 7 и в таблице 2 для горизонтальных станков (межопорный ротор), на рисунке 8 и в таблице 3 для горизонтальных станков (консольный ротор) - см. 10.2.5.
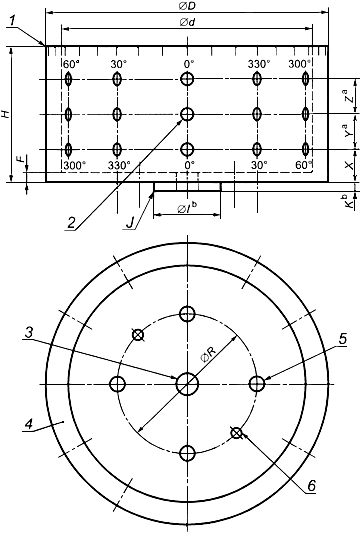
1 - разметка шкал (36 отметок через каждые 10°, пронумерованные через каждые 30° по часовой стрелке
и против часовой стрелки); 2 - резьбовые отверстия (всего 36 - по 12 эквидистантных отверстий
в каждой из трех контрольных плоскостей); 3 - резьбовое отверстие для подъема и установки ротора;
4 - место возможной установки корректирующих масс для балансировки ротора; 5 - четыре сквозных
равномерно расположенных отверстия ; 6 - два резьбовых отверстия
Примечание - Размеры указаны в таблице 1.
Рисунок 6 - Контрольный ротор типа А для испытаний на вертикальном балансировочном станке
Таблица 1 - Размеры, массы, допустимые частоты вращения для роторов типа А
Но- | Мас- | Боль- | Ма- | Вы- | Макси- | ||||||||||
0,9 | 0,5 | 0,075 | 0,175 | 0,175 | 0,06 | ||||||||||
кг | мм | мм | мм | мм | мм | мм | мм | мм | мм | мм | мм | мм | мин | ||
1 | 1,1 | 110 | 99 | 55 | 8 | 20 | 20 | 6,5 | M3 | 50,8 | 0,4х45° | 4,2 | 76,2 | 6,6 | 20000 |
2 | 3,5 | 160 | 144 | 80 | 12 | 30 | 30 | 9,5 | M4 | 50,8 | 0,4х45° | 4,2 | 76,2 | 6,6 | 14000 |
3 | 11 | 230 | 206 | 127 | 19 | 45 | 45 | 13 | M5 | 114,3 | 0,4x45° | 4,2 | 133,35 | 10,3 | 10000 |
4 | 35 | 345 | 310 | 170 | 25 | 60 | 60 | 20 | M6 | 114,3 | 0,4х45° | 4,2 | 133,35 | 10,3 | 6000 |
5 | 110 | 510 | 460 | 255 | 38 | 90 | 90 | 30 | M8 | 114,3 | 0,4x45° | 4,2 | 133,35 | 10,3 | 4000 |
Примечание - Геометрические допуски и остаточные дисбалансы соответствуют целям испытаний. | |||||||||||||||
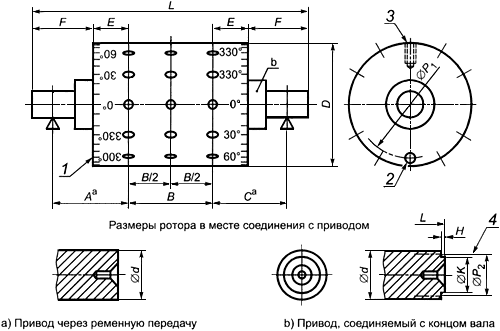
1 - разметка шкал (36 отметок через каждые 10°, пронумерованные через каждые 30° по часовой стрелке
и против часовой стрелки); 2 - резьбовые отверстия (по 12 эквидистантных отверстий в каждой
торцовой плоскости для точной балансировки); 3 - резьбовые отверстия (по 12 эквидистантных
отверстий в каждой контрольной плоскости); 4 - размер и длина резьбы конца ротора
зависят от используемого привода
________________
Размеры
,
и
могут быть изменены при условии сохранения соотношений
![]() .
.
Если вал используют для насаживания на него подшипника качения, заплечик вала должен обеспечивать посадку подшипника таким образом, чтобы его плоскость была перпендикулярна к оси ротора, а ось совпадала с осью ротора.
Примечания
1 Геометрические размеры ротора в области связи с приводом согласованы с типичными размерами приводных валов.
2 Размеры указаны в таблице 2.
Рисунок 7 - Контрольный ротор типа В для испытаний на горизонтальном балансировочном станке
Таблица 2 - Размеры, массы и допустимые частоты вращения для роторов типа В
Но- | Мас- | Боль- | Об- | Диа- | Пролет ротора |
| Крити- | Макси- | ||||||||
2,5 | 0,3 | 2 | 0,5 | 0,25 | 0,5 | |||||||||||
кг | мм | мм | мм | мм | мм | мм | мм | мм | мм | мм | мм | мм | мин | мин | ||
1 | 0,5 | 38 | 95 | 11 | 76 | 19 | 38 | 9,5 | 19 | 31 | - | - | - | M2 | 200000 | 20000 |
2 | 1,6 | 56 | 140 | 17 | 112 | 28 | 56 | 14 | 28 | 46 | - | - | - | M3 | 140000 | 14000 |
3 | 5 | 82 | 205 | 25 | 164 | 41 | 82 | 20,5 | 41 | 72 | - | - | - | M4 | 95000 | 9500 |
4 | 16 | 120 | 300 | 36 | 240 | 60 | 120 | 30 | 60 | 108 | 4 | 7 | 30 | M5 | 65000 | 6500 |
5 | 50 | 176 | 440 | 58 | 352 | 88 | 176 | 44 | 88 | 160 | 1,4 | 30 | 47 | M6 | 45000 | 4500 |
6 | 160 | 260 | 650 | 78 | 520 | 130 | 260 | 65 | 130 | 240 | 1,8 | 42 | 62 | M8 | 30000 | 3000 |
7 | 500 | 380 | 950 | 114 | 760 | 190 | 380 | 95 | 190 | 350 | 2,2 | 57 | 84 | M10 | 20000 | 2000 |
Примечание - Геометрические допуски и остаточные дисбалансы соответствуют целям испытаний. | ||||||||||||||||
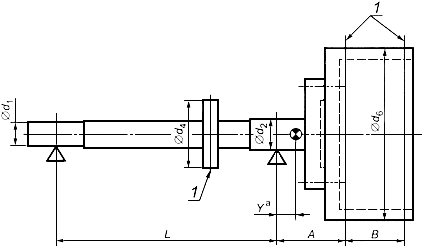
1 - резьбовые отверстия (по 12 эквидистантных отверстий в каждой плоскости)
________________
Размеры могут быть изменены при условии, что центр масс остается на консольной части ротора и сохранены положения отверстий
между опорами.
Примечания
1 Подробные геометрические размеры валов, соединяемых с контрольными роторами типа А, даны в приложении С.
2 Контрольный ротор типа С состоит из вала [см. рисунок С.1 и таблицу С.1 (приложение С)] и контрольного ротора типа А.
3 Геометрия вала в месте соединения соответствует геометрии контрольного ротора типа А.
4 Геометрические размеры ротора в области связи с приводом для номеров с 3-го по 5-й те же, что и для номеров с 4-го по 6-й контрольного ротора типа В.
Рисунок 8 - Контрольный ротор типа С для испытаний на горизонтальном балансировочном станке
Таблица 3 - Размеры, массы и допустимые частоты вращения для роторов типа С
| Сборка | |||||||||||||||
Номер вала | Номер ротора типа А | Номер ротора типа С | Масса | Усилие на ротор | Боль- | Про- | Крити- | Макси- | ||||||||
А | В | |||||||||||||||
кг | Н | Н | мм | мм | мм | мм | - | мм | мм | мм | мм | мин | мин | |||
1 | 1 | 1 | 2,2 | -3 | 24 | 20 | 17 | 21 | 50 | М3 | 110 | 164 | 41 | 40 | 25000 | 4000 |
2 | 2 | 2 | 6,2 | -8 | 70 | 30 | 25 | 30 | 72 | М4 | 160 | 240 | 60 | 60 | 17000 | 2800 |
3 | 3 | 3 | 19,5 | -25 | 220 | 45 | 36 | 45 | 106 | М5 | 230 | 352 | 90 | 90 | 14500 | 1900 |
4 | 4 | 4 | 60 | -75 | 700 | 65 | 58 | 65 | 156 | М6 | 345 | 520 | 140 | 120 | 8000 | 1300 |
5 | 5 | 5 | 190 | -230 | 2100 | 95 | 78 | 95 | 230 | М8 | 510 | 760 | 203 | 180 | 5500 | 900 |
Примечание - Геометрические допуски и остаточные дисбалансы соответствуют целям испытаний. | ||||||||||||||||
10.2.4 Изготовитель должен иметь возможность использовать соответствующие контрольные роторы всякий раз, как только необходимо провести испытания для подтверждения характеристик балансировочных станков перед их отгрузкой с предприятия.
10.2.5 Для горизонтальных машин, применяемых в целях балансировки консольных роторов или межопорных роторов с плоскостями коррекции по одну сторону от основной массы ротора, должны быть согласованы дополнительные испытания (см. 11.1). Такие испытания проводят с контрольными роторами типа С.
Примечание - Поставка контрольных роторов заказчику является предметом отдельного соглашения.
10.2.6 На каждом контрольном роторе через каждые 10° должны быть проставлены четкие нестираемые отметки, пронумерованные с интервалом 30°. Допускается двойная шкала с нумерацией по часовой стрелке и в противоположном направлении.
Для балансировочных станков, где измерение дисбаланса осуществляют с помощью стробоскопической лампы, в комплект поставки должна входить стандартная лента с нанесенными на нее оцифрованными делениями. Эту ленту надевают на контрольный ротор таким образом, чтобы первое деление совпало с серединами резьбовых отверстий одного из рядов вдоль оси ротора. По отметкам на этой ленте определяют угловое положение ротора.
10.2.7 Для универсальных балансировочных станков используют контрольный ротор, масса которого находится в нижней трети диапазона допустимых масс уравновешиваемых роторов.
10.2.8 Если балансировочный станок предназначен для уравновешивания роторов, масса которых близка к нижнему пределу диапазона, рекомендуется проведение дополнительных испытаний с контрольным ротором, масса которого также близка к нижнему пределу допустимых масс уравновешиваемых роторов.
10.2.9 Для балансировочных станков специального назначения или поставляемых на заказ испытания могут быть проведены с ротором заказчика при условии, что погрешности балансировки, вносимые этим ротором, незначительны.
10.3 Контрольные грузы
10.3.1 Общие положения
Контрольные грузы используют для внесения определенных дисбалансов в контрольные плоскости контрольного ротора.
Поскольку для этих целей в контрольных плоскостях нарезаны отверстия, в качестве контрольных грузов могут быть использованы болты, винты и другие крепежные элементы для резьбовых соединений. Однако рекомендуется в каждое отверстие ввернуть резьбовую шпильку, выступающую на определенную высоту над поверхностью ротора, и на эту шпильку навинчивать контрольный груз цилиндрической формы. Это обеспечивает точную фиксацию центра масс устанавливаемого груза.
Значение дисбаланса контрольного груза выражают в единицах, кратных .
Если заявленный минимально достижимый остаточный дисбаланс определен через одинаковые значения в каждой из двух плоскостей
![]() , то
, то
![]() .
.
Если же изготовителем заявлен минимально достижимый остаточный удельный дисбаланс , то
определяют умножением
на общую массу контрольного ротора
:
![]() .
.
Примечание - Требуемый контрольный груз определяют исходя из значения дисбаланса, который должен быть создан с его помощью, и расстояния от оси контрольного ротора, на котором будет находиться центр масс контрольного груза после его установки.
10.3.2 Контрольные грузы для проверки
10.3.2.1 Для проверки в плоскость 3 (см. таблицу 5) устанавливают контрольный груз, вносящий дисбаланс, в 10 раз превышающий
.
Примечание - Для контрольных роторов типов А и В допускается устанавливать вместо одного контрольного груза в контрольной плоскости 3 два контрольных груза с дисбалансами по 5 в контрольных плоскостях 1 и 2. Такая замена недопустима для роторов типа С.
10.3.2.2 Проверку c использованием контрольных роторов типов А и В проводят:
- для вертикальных станков и горизонтальных станков с встроенным валом (ротор типа А);
- для горизонтальных станков, предназначенных для балансировки межопорных роторов (ротор типа В).
Пример - Горизонтальный балансировочный станок, контрольный ротор типа В. Таблица 2, ротор N 5, масса 50 кг. Заявленное значение (рисунок 1): ![]() 0,0005 мм (или 0,5 г·мм/кг).
0,0005 мм (или 0,5 г·мм/кг).
Минимально достижимый остаточный дисбаланс: ![]() 50х0,5=25 г·мм.
50х0,5=25 г·мм.
Расчет дисбаланса, вносимого контрольным грузом: 10х![]() 250 г·мм.
250 г·мм.
10.3.2.3 Для горизонтальных станков, предназначенных для балансировки консольных роторов, проверку проводят с использованием контрольных роторов типа С на основе аналогичных расчетов.
Примечание - Эти расчеты дают, однако, другие значения дисбалансов контрольных грузов, поскольку:
- масса ротора типа С отличается от массы ротора типа В;
- заявленное значение (рисунок 1) для межопорных роторов может отличаться от аналогичного значения для консольных роторов;
- контрольный груз для роторов типа С устанавливают на другом расстоянии от оси ротора.
Пример - Горизонтальный балансировочный станок, контрольный ротор типа С. Таблица 3, ротор N 3, масса 19,5 кг. Заявленное значение (рисунок 1): ![]() 0,002 мм (или 2 г·мм/кг).
0,002 мм (или 2 г·мм/кг).
Минимально достижимый остаточный дисбаланс: ![]() 19,5х2=39 г·мм.
19,5х2=39 г·мм.
Расчет дисбаланса, вносимого контрольным грузом: 10х![]() 390 г·мм.
390 г·мм.
10.3.3 Контрольные грузы для проверки коэффициента уменьшения дисбаланса (см. 11.7)
10.3.3.1 Для испытаний с контрольными роторами типов А и В используют:
- один (для испытаний в одной плоскости) или два (для испытаний в двух плоскостях) стационарных контрольных груза, каждый из которых вносит дисбаланс ![]() от 20
от 20 до 60
;
- один (для испытаний в одной плоскости) или два (для испытаний в двух плоскостях) перемещаемых контрольных груза, каждый из которых вносит дисбаланс ![]() , равный 5
, равный 5 ![]() .
.
Пример - Для того же контрольного ротора и заявленного значения , что и в 10.3.2.2, и контрольных грузов, создающих дисбаланс в диапазоне от 30 до 15 значений допустимого остаточного дисбаланса, получают следующие значения для контрольных грузов в испытаниях для проверки коэффициента уменьшения дисбаланса:
![]() 30x
30x![]() 30x25 г·мм=750 г·мм;
30x25 г·мм=750 г·мм; ![]() =5х
=5х=3750 г·мм.
10.3.3.2 Для испытаний с контрольным ротором типа С расчет контрольных грузов принципиально не отличается от вышеприведенного, однако в целях использования одной и той же диаграммы расчета коэффициента уменьшения дисбаланса (диаграммы оценки ) дисбаланс стационарного контрольного груза выбирают от 60
до 100
.
Примечание - Контрольные грузы для роторов типа С отличаются от контрольных грузов для роторов типа А.
Как вариант испытания на проверку коэффициента уменьшения дисбаланса с контрольным ротором типа С могут быть проведены с контрольными грузами, создающими статическую (моментную) неуравновешенность ротора. В соответствии с принципами и правилами, изложенными в ГОСТ ИСО 1940-1, для создания необходимых дисбалансов применяют следующие контрольные грузы:
Статическая неуравновешенность:
- один стационарный контрольный груз, вносящий дисбаланс ![]() от 20
от 20 до 60
;
- один перемещаемый контрольный груз, вносящий дисбаланс ![]() , равный 5
, равный 5 ![]() .
.
Моментная неуравновешенность:
- два стационарных контрольных груза, каждый из которых вносит дисбаланс ![]() , равный 4
, равный 4 ![]() ;
;
- два перемещаемых контрольных груза, каждый из которых вносит дисбаланс ![]() , равный 5
, равный 5 ![]() .
.
10.3.4 Допустимые погрешности
10.3.4.1 Погрешность задания массы
Погрешность задания массы контрольных грузов непосредственно зависит от целей испытания и не должна приводить к изменению его результатов более чем на 10%.
Для испытаний на проверку допустимая погрешность массы составляет ±1%.
Для испытаний на проверку коэффициента уменьшения дисбаланса допустимую погрешность массы, которая зависит от заявленного значения этой величины ![]() , определяют (в процентах) как ±0,1(100% -
, определяют (в процентах) как ±0,1(100% - ![]() ).
).
Пример - В испытании для подтверждения значения ![]() 95% допустимая погрешность массы составляет ±0,1 (100-95)%=±0,5%.
95% допустимая погрешность массы составляет ±0,1 (100-95)%=±0,5%.
10.3.4.2 Погрешность установки
Контрольные массы устанавливают в контрольных плоскостях с шагом 30°.
Нулевые отметки для всех контрольных плоскостей должны совпадать.
Отклонение в положении контрольного груза по каждой из трех осей не должно превышать следующих пределов:
a) в осевом направлении: допустимое отклонение от заданной контрольной плоскости в числовом выражении должно быть таким же, как и для массы по 10.3.4.1 при проверке коэффициента уменьшения дисбаланса (например, ±0,5%);
b) в радиальном направлении: то же, что и в перечислении а), но применительно к расстоянию от оси ротора;
c) по угловому положению в контрольной плоскости: то же, что и в перечислении а), но применительно к угловым единицам (1 рад=57,3°); например, ±0,5% соответствует ±0,3°.
С целью облегчить проведение испытаний с контрольными роторами типов В и С целесообразно совместить отметку приводного вала с угловым положением нуля контрольного ротора.
10.3.5 Материал
Контрольные грузы для контрольных роторов малых и средних размеров могут быть столь малы, что это создаст неудобство в работе с ними. В этом случае целесообразно изготовлять контрольные грузы из легких материалов (например, алюминия или пластмассы).
11 Испытания
11.1 Требования к подтверждению характеристик
Для подтверждения заявленных характеристик балансировочного станка требуется провести от двух до четырех испытаний из следующих видов:
- проверка минимально достижимого остаточного дисбаланса ;
- проверка коэффициента уменьшения дисбаланса ;
- проверка влияния моментной неуравновешенности на показания индикатора в случае статической балансировки ;
- проверка работы цепи условной балансировки (с процедурой поворота ротора на 180°).
Изготовитель и заказчик согласуют место проведения испытаний - либо на предприятии изготовителя, либо на месте эксплуатации балансировочного станка.
Контрольные роторы типов А и В выбирают в соответствии с типом балансировочного станка (см. 10.2). Контрольный ротор типа С используют для горизонтальных балансировочных станков только по предварительному соглашению изготовителя и заказчика и в том случае, если данный станок будет использован для балансировки консольных роторов.
Примечание - На рисунке 9 показаны схемы проведения испытаний для проверки и подтверждения заявленного значения коэффициента уменьшения дисбаланса для контрольных роторов типов А, В и С.
Устанавливаемые настоящим стандартом испытания представляют собой минимальный набор процедур, необходимый для демонстрации соответствия требованиям в отношении:
- минимально достижимого остаточного дисбаланса ;
- совокупной точности показаний значения и угла дисбаланса, а также разделения плоскостей коррекции;
- подавления моментной неуравновешенности при статической балансировке;
- точности работы цепи условной балансировки.
Эти испытания не предназначены для выявления причин несоответствий.
В дополнение к указанным испытаниям контролю подвергают также геометрические размеры станка, его конструктивные особенности, используемые инструмент и оснастку.
Проверка других характеристик станка требует проведения дополнительных испытаний, которые должны быть согласованы между изготовителем и заказчиком.
11.2 Обязанности изготовителя и заказчика при испытаниях
11.2.1 Эксперт
Для проведения испытаний заказчик назначает эксперта из числа лиц, прошедших курс обучения работе на балансировочных станках. Перед проведением испытаний эксперт проходит инструктаж изготовителя. В процессе испытаний эксперт может либо самостоятельно осуществлять операции на балансировочном станке, либо использовать результаты, полученные другими лицами, при условии убежденности в их достоверности. Изготовитель предоставляет эксперту инструкции по выполнению операций на балансировочном станке и контролирует их выполнение.
11.2.2 Обработка результатов
Эксперт должен считывать или распечатывать показания, получаемые в процессе испытаний балансировочного станка, вносить их в журнал, преобразовывать в единицы и представлять в графическом виде. Изготовитель контролирует правильность выполнения экспертом указанных операций.
11.2.3 Подготовка контрольного ротора и контрольных масс
Изготовитель отвечает за подготовку контрольного ротора к испытаниям, правильный выбор контрольных грузов и мест их размещения. Эксперт проверяет подготовленность контрольного ротора и контрольных грузов к испытаниям.
11.3 Требования к весам
В процессе испытаний используют весы, точность показаний которых должна соответствовать требованиям 10.3.4.1.
11.4 Действия при отрицательном заключении по результатам испытаний
Если в процессе испытаний заявленные характеристики машины не будут подтверждены, изготовитель должен осуществить необходимые регулировки и повторно подготовить балансировочный станок к испытаниям, после чего испытания повторяют в полном объеме.
11.5 Выбор частоты вращения
Частота вращения контрольного ротора при испытаниях должна быть выбрана по согласованию между изготовителем и заказчиком из следующих возможных вариантов:
a) номинальная скорость испытуемого балансировочного станка (как указано в технической документации изготовителя);
b) от 1/10 до 1/5 максимально допустимой частоты вращения контрольного ротора (см. таблицы 1-3) согласно техническим условиям изготовителя;
c) типичная скорость, которую заказчик предполагает использовать при балансировке своих изделий;
d) скорость, определенная заказчиком (если им предоставлен для испытаний собственный контрольный ротор).
11.6 Проверка минимально достижимого остаточного дисбаланса
11.6.1 Общие положения
Цель данного испытания - проверить способность балансировочного станка уравновешивать ротор до заявленного значения минимально достижимого остаточного дисбаланса .
Процедура описана для случая динамической балансировки. Указаны также особенности ее выполнения в случае балансировки в одной плоскости.
11.6.2 Подготовка к испытанию
11.6.2.1 Определение контрольных плоскостей
Выполняют настройку станка под данный ротор. Тарировку и настройку осуществляют путем размещения грузов в плоскостях, не являющихся контрольными плоскостями ротора (см. таблицы 4 и 5).
Таблица 4 - Контрольные плоскости
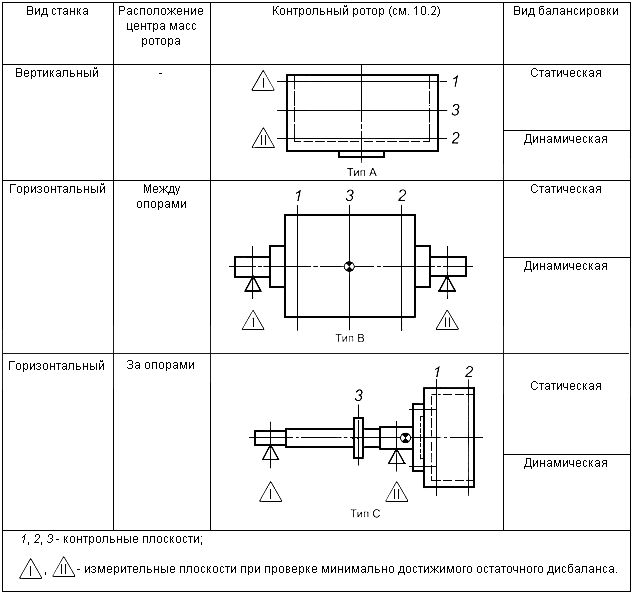
Таблица 5 - Методы проверки минимально достижимого остаточного дисбаланса и -испытаний
Проверка минимально достижимого остаточного дисбаланса (см. 11.6) |
|
Статическая балансировка
Контрольный груз, создающий дисбаланс 10 Измерение статического дисбаланса | Контрольный груз в плоскости 3
Измерение статического дисбаланса |
Динамическая балансировка (плоскости коррекции вблизи контрольных плоскостей 1 и 2)
Контрольный груз, создающий дисбаланс 10 Измерение в плоскостях | Контрольные грузы в плоскостях 1 и 2
Измерение в плоскостях 1 и 2 |
Статическая балансировка
Контрольный груз, создающий дисбаланс 10 Измерение статического дисбаланса | Контрольный груз в плоскости 3
Измерение статического дисбаланса |
Динамическая балансировка (плоскости коррекции вблизи контрольных плоскостей 1 и 2)
Контрольный груз, создающий дисбаланс 10 Измерение в плоскостях | Контрольные грузы в плоскостях 1 и 2
Измерение в плоскостях 1 и 2 |
Статическая балансировка
Контрольный груз, создающий дисбаланс 10 Измерение статического дисбаланса | Контрольный груз в плоскости 1
Измерение статического дисбаланса |
Динамическая балансировка (плоскости коррекции вблизи контрольных плоскостей 1 и 2)
Контрольный груз, создающий дисбаланс 10 Измерение в плоскостях | Контрольные грузы в плоскостях 1 и 2
Измерение в плоскостях 1 и 2 |
1, 2, 3 - контрольные плоскости. | |

11.6.2.2 Начальный дисбаланс
Необходимо убедиться, что дисбаланс в каждой из контрольных плоскостей контрольного ротора не превышает пяти (в случае испытаний для одной плоскости - десяти) минимально достижимых остаточных дисбалансов. При необходимости дисбаланс уменьшают, размещая грузы таким образом, чтобы это не влияло на выполнение последующих этапов данного испытания.
Пример - Для контрольных балансировочных станков типа В для коррекции начального дисбаланса используют торцовые плоскости ротора.
11.6.3 Внесение дисбалансов
К ротору прикрепляют две пробные массы (например, кусочки пластилина). Каждая из них должна создавать дисбаланс от 5 до 10
. Эти массы нельзя размещать:
a) в одной радиальной плоскости;
b) в плоскости коррекции ротора;
c) в контрольной плоскости ротора;
d) под одним углом;
e) под углом 180° друг к другу.
Пример - Для ротора типа В эти массы прикрепляют к поверхности бочки ротора вблизи контрольных плоскостей.
Примечание - В случае испытаний в одной плоскости берут одну массу, создающую дисбаланс от 10 до 20
.
11.6.4 Считывание показаний
Показания начального дисбаланса (после каждого шага коррекции - см. 11.6.5) вносят в контрольный лист балансировки (рисунок 9).
11.6.5 Корректировка масс ротора
Посредством стандартной процедуры балансировки для данного балансировочного станка уменьшают (насколько возможно) дисбаланс ротора, используя для этого не более четырех циклов измерений. При этом корректирующие массы размещают в плоскостях коррекции. Показания записывают в контрольный лист балансировки (рисунок 9).
Дата проведения испытаний: Место проведения испытаний: Лицо, обслуживающее балансировочный станок: Лицо, проводящее измерения: | |||||
Балансировочный станок, изготовитель: Модель: | |||||
Контрольный ротор, тип: N Контрольный груз, г: Частота вращения, мин | Масса, кг: | ||||
Балансировочные циклы | Дисбаланс, плоскость 1 | Дисбаланс, плоскость 2 | Номер коррекции | ||
Значение, | Угол, ...° | Значение, | Угол, ...° | ||
Пуск 1 (начальный дисбаланс) | 1 | ||||
Пуск 2 | 2 | ||||
Пуск 3 | 3 | ||||
Пуск 4 | 4 | ||||
Пуск 5 (остаточный дисбаланс) | Не допускается | ||||
Пуск 6 (после поворота системы координат на 60°) | Не допускается | ||||
Рисунок 9 - Контрольный лист балансировки (проверка )
Пример - Для контрольных балансировочных станков типа В в качестве плоскостей коррекции используют торцовые плоскости ротора.
Примечание - Если остаточный дисбаланс не удается понизить до значений менее 0,5 в каждой плоскости при динамической балансировке или менее
при статической балансировке, можно предположить, что балансировочный станок не выдержит испытание данного вида.
11.6.6 Изменение системы координат
При испытании горизонтальных балансировочных станков после проведения этапов, описанных в 11.6.2-11.6.5, изменяют систему угловых координат станка на 60°. С этой целью:
- для станков с приводом на конец ротора изменяют положение приводного вала относительно ротора;
- для станков с ременным приводом сдвигают метку начала отсчета угла.
Примечания
1 При невозможности сдвига на 60° допускается изменять положение угловых координат на 90°.
2 Если после изменения угловой системы координат показания при последующем (шестом) пуске не могут быть признаны удовлетворительными (см. примечание к 11.6.5), причину этого необходимо выявить и устранить, прежде чем испытания будут продолжены.
11.6.7 Настройка измерительной системы
Измерительную систему балансировочного станка настраивают для считывания показаний в плоскостях измерения дисбаланса в соответствии с таблицами 4 и 5.
11.6.8 Контрольные пуски
В плоскость 3 устанавливают контрольный груз, создающий дисбаланс 10 (см. 10.3.2). Осуществляют пуск ротора, измеряют дисбаланс и записывают его значения в контрольный лист испытаний (рисунок 10).
Положение контрольного груза | Значение дисбаланса | Относительное значение дисбаланса | ||
Плоскость 1 | Плоскость 2 | Плоскость 1 | Плоскость 2 | |
0° | ||||
30° | ||||
60° | ||||
90° | ||||
120° | ||||
150° | ||||
180° | ||||
210° | ||||
240° | ||||
270° | ||||
300° | ||||
330° | ||||
Сумма | ||||
Среднеарифметическое | ||||
Примечание - Для станков для статической балансировки результаты измерений и вычислений вносят в столбец для плоскости 1. | ||||
Рисунок 10 - Контрольный лист испытаний (проверка )
Контрольный груз устанавливают во все отверстия плоскости 3 в произвольной последовательности.
Для каждого положения контрольного груза осуществляют пуск ротора, измеряют дисбаланс в обеих плоскостях и записывают его значения в контрольный лист испытаний (рисунок 10).
11.6.9 Оценка
11.6.9.1 Расчеты
Вычисляют среднеарифметическое значение для каждой плоскости, суммируя значение показаний для этой плоскости и деля полученное значение на 12. Вычисленное среднеарифметическое значение вносят в контрольный лист испытаний (рисунок 10), строка "Среднеарифметическое".
Показания в каждой плоскости делят на полученное среднеарифметическое значение для данной плоскости и результаты записывают в контрольный лист испытаний (рисунок 10) в столбце "Относительное значение дисбаланса".
11.6.9.2 Построение графика
Для полученных относительных значений дисбаланса строят график на разграфленном листе (рисунок 11).
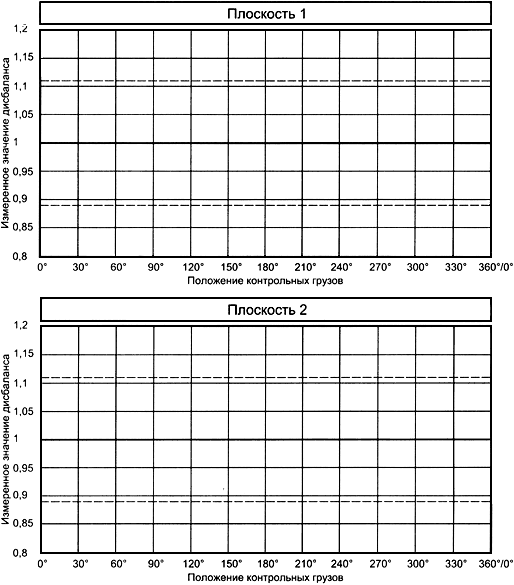
Примечание - Измеренное значение дисбаланса отложено в долях среднеарифметического значения.
Рисунок 11 - График для оценки минимально достижимого остаточного дисбаланса
11.6.9.3 Характеристические значения на графике
На разграфленном листе (рисунок 11) средняя горизонтальная линия соответствует среднеарифметическому показаний в данной плоскости. Две пунктирные линии, соответствующие значениям 0,88 и 1,12, представляют собой 12%-ные границы от среднеарифметического значения, которые учитывают заявленное значение с добавлением 20% на влияние отклонений в положении контрольных масс и статистический разброс результатов измерений.
11.6.9.4 Заключение
Балансировочный станок считают успешно прошедшим проверку (т.е. в процессе испытаний достигнуто заявленное значение минимально достижимого остаточного дисбаланса), если на построенном графике все точки (за исключением, может быть, одной) лежат в диапазоне между двумя пунктирными линиями.
11.7 Проверка коэффициента уменьшения дисбаланса (-испытание)
11.7.1 -испытание на балансировочном станке для статической балансировки
В случае горизонтальных или вертикальных станков для статической балансировки в одной плоскости испытание данного вида проводят только в целях совместной проверки погрешностей индикации значения и угла дисбаланса.
Расположение контрольных плоскостей и плоскостей измерения дисбаланса указано в таблицах 4 и 5.
11.7.2 -испытание на балансировочном станке для динамической балансировки
В случае горизонтальных или вертикальных станков для динамической балансировки испытание данного вида проводят для совместной проверки погрешностей индикации значения и угла дисбаланса, а также разделения плоскостей коррекции.
Расположение контрольных плоскостей и плоскостей измерения дисбаланса указано в таблицах 4 и 5.
Примечание - Для консольных контрольных роторов типа С допускается проведение испытаний с наборами симметричных (кососимметричных) контрольных грузов. Имеющиеся при этом особенности указывают при описании испытания.
11.7.3 Общие положения
Испытание и метод записи показаний индикаторов составлены таким образом, чтобы оператор станка не мог заранее знать ожидаемых результатов. Это позволяет уменьшить возможное влияние человеческого фактора на ход проверки.
Испытание включает в себя 11 измерительных циклов. Вначале измерения проводят для стационарных и перемещаемых контрольных грузов (см. 10.3.3), размещаемых в каждой контрольной плоскости.
Полученные показания записывают в контрольный лист для последующего графического отображения и оценки результатов.
Существуют различия между контрольными листами -испытания для испытаний в двух (рисунок 12) и одной (рисунок 13) плоскостях. Контрольные листы должны быть подготовлены до проведения испытаний, чтобы вносить в них данные испытаний по мере получения.
Организация: Место проведения испытания: | ||||||||||||
Балансировочный станок, изготовитель: Лицо, обслуживающее балансировочный станок: | Модель: | |||||||||||
Лицо, проводящее измерения: | Дата испытания: | |||||||||||
Контрольный ротор, тип: | N | |||||||||||
Масса, кг: Заявленное значение Заявленное значение Стационарный контрольный груз: Масса, г: Радиус, мм: Перемещаемый контрольный груз: Масса, г: Радиус, мм: | ||||||||||||
Пуск | Угловое положение контрольных | Дисбаланс, плоскость 1 | Дисбаланс, плоскость 2 | |||||||||
Плоскость 1 | Плоскость 2 | Значе- | Угол, ...° | Относи- | Значе- | Угол, ...° | Относи- | |||||
Ста- | Пере- | Ста- | Пере- | |||||||||
1 | ||||||||||||
2 | " | " | ||||||||||
3 | " | " | ||||||||||
4 | " | " | ||||||||||
5 | " | " | ||||||||||
6 | " | " | ||||||||||
7 | " | " | ||||||||||
8 | " | " | ||||||||||
9 | " | " | ||||||||||
10 | " | " | ||||||||||
11 | " | " | ||||||||||
Рисунок 12 - Контрольный лист -испытания в двух плоскостях
Организация: Место проведения испытания: | |||||||
Балансировочный станок, изготовитель: Лицо, обслуживающее балансировочный станок: | Модель: | ||||||
Лицо, проводящее измерения: | Дата испытания: | ||||||
Контрольный ротор, тип: | N | ||||||
Масса, кг: Заявленное значение Заявленное значение Стационарный контрольный груз: Масса, г: Радиус, мм: Перемещаемый контрольный груз: Масса, г: Радиус, мм: | |||||||
Пуск | Угловое положение контрольных грузов, плоскость 3 | Дисбаланс, плоскость 3 | |||||
Стационарный | Перемещаемый | Значение, г·мм | Угол, ...° | Относительное значение, | |||
1 | |||||||
2 | " | ||||||
3 | " | ||||||
4 | " | ||||||
5 | " | ||||||
6 | " | ||||||
7 | " | ||||||
8 | " | ||||||
9 | " | ||||||
10 | " | ||||||
11 | " | ||||||
Рисунок 13 - Контрольный лист -испытания в одной плоскости
11.7.4 Подготовка контрольных листов
11.7.4.1 Контрольные листы для испытаний в двух плоскостях (см. рисунок 12)
Подготовка контрольного листа включает в себя следующие этапы:
a) Заполняют данные в верхней части контрольного листа.
b) Произвольным образом выбирают в контрольной плоскости 1 одно из 12 возможных положений стационарного контрольного груза и записывают соответствующее угловое значение в ячейке строки "Пуск 1" и столбца "Плоскость 1, стационарный".
c) Выбирают в контрольной плоскости 2 положение для стационарного контрольного груза таким образом, чтобы он не был расположен под одним углом или под углом 180° со стационарным грузом в плоскости 1. Записывают соответствующее угловое значение в ячейке строки "Пуск 1" и столбца "Плоскость 2, стационарный".
d) Произвольным образом выбирают в контрольной плоскости 1 одно из 11 оставшихся возможных положений перемещаемого контрольного груза в качестве начального и записывают соответствующее угловое значение в ячейке строки "Пуск 1" и столбца "Плоскость 1, перемещаемый".
e) Произвольным образом выбирают начальное положение для перемещаемого контрольного груза в плоскости 2 и записывают соответствующее угловое значение в ячейке строки "Пуск 1" и столбца "Плоскость 2, перемещаемый".
f) Вводят последовательные угловые значения для каждого из перемещаемых контрольных грузов таким образом, чтобы в контрольной плоскости 1 эти значения возрастали с шагом 30°, а в контрольной плоскости 2 убывали с шагом 30°, "перепрыгивая" при этом положение стационарного контрольного груза (поскольку в одном положении два груза быть одновременно установленными не могут).
При использовании симметричных (кососимметричных) грузов применяют тот же рисунок 12, но процедуру заполнения изменяют следующим образом:
- положение системы кососимметричных грузов определяется положением груза в плоскости 1; в плоскости 2 размещают груз той же массы под углом 180°;
- плоскость 2 рассматривают как центральную плоскость (между плоскостями 1 и 2), в которую помещают груз, создающий статический дисбаланс.
11.7.4.2 Контрольные листы для испытаний в одной плоскости
Контрольный лист для испытаний в одной плоскости показан в виде рисунка 13. Правила выбора положений для стационарного и перемещаемого контрольного грузов аналогичны правилам выбора положений для плоскости 1 в случае испытаний в двух плоскостях.
11.7.5 Настройка измерительной системы
Измерительную систему станка настраивают для считывания показаний дисбаланса в контрольных плоскостях (см. таблицы 4 и 5).
При использовании симметричных/кососимметричных систем грузов для контрольного ротора типа С балансировочный станок настраивают для считывания показаний главного момента дисбалансов, приведенного к плоскостям 1 и 2, и главного вектора дисбалансов, приведенного к центральной плоскости (между плоскостями 1 и 2).
11.7.6 Контрольные пуски
11.7.6.1 Подготовка к испытанию
Если -испытанию не предшествовала проверка минимально достижимого остаточного дисбаланса
, то вначале выполняют этапы, описанные в 11.6.2-11.6.6.
11.7.6.2 Контрольные плоскости
Контрольные плоскости выбирают в соответствии с таблицами 4 и 5.
При испытаниях с симметричными/кососимметричными грузами плоскости 1 и 2 используют для размещения кососимметричных грузов, а центральную плоскость (между плоскостями 1 и 2) - для размещения груза, создающего статический дисбаланс.
11.7.6.3 Проведение испытаний
В контрольные плоскости устанавливают стационарные и перемещаемые контрольные грузы в начальном положении (как указано в строке "Пуск 1" контрольного листа).
Осуществляют пуск ротора, измеряют и записывают значения и углы дисбаланса в контрольный лист.
Изменяют положение перемещаемых контрольных грузов в соответствии с контрольным листом, осуществляют пуск ротора, измеряют и записывают полученные значения и углы дисбаланса в контрольный лист, повторяют эту операцию до тех пор, пока перемещаемыми контрольными грузами не будут пройдены все 11 положений.
Для получения значений в относительных единицах делят полученные значения дисбаланса на значение дисбаланса, создаваемого стационарным контрольным грузом. Результаты вносят в соответствующие столбцы контрольного листа.
11.7.7 Графическое представление данных
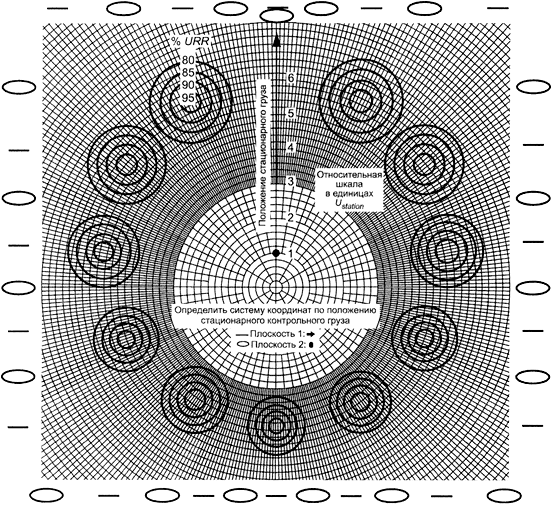
11.7.7.1 Диаграмма оценки
Каждая диаграмма оценки (рисунок 14 для испытаний в двух плоскостях и рисунок 15 для испытаний в одной плоскости) содержит 11 наборов концентрических окружностей (изолиний
), соответствующих своему значению коэффициента уменьшения дисбаланса (соответственно 95%, 90%, 85% и 80% при движении от внутренней окружности к внешней).
Подтвержденное значение коэффициента уменьшения дисбаланса:
График составил:
Рисунок 14 - Диаграмма оценки для испытания в двух плоскостях
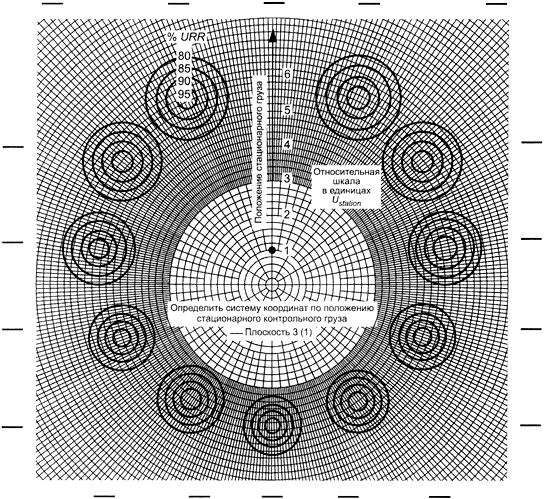
Подтвержденное значение коэффициента уменьшения дисбаланса:
График составил:
Рисунок 15 - Диаграмма оценки для испытания в одной плоскости
Инструкция по вычерчиванию диаграммы приведена в приложении В.
11.7.7.2 Испытания в двух плоскостях (рисунок 14)
Выполняют следующие этапы.
а) Записывают значение углового положения стационарного контрольного груза в плоскости 1 в короткой строке над стрелкой диаграммы оценки . Принимая данное угловое значение за исходное, строят угловую шкалу для плоскости 1, для чего в короткие строки над каждой из радиальных линий, идущих с интервалом 20°, вписывают соответствующее значение угла (по часовой стрелке).
b) Поскольку угловое положение стационарного контрольного груза в плоскости 2 отличается от положения аналогичного груза в плоскости 1, на той же диаграмме размечают шкалу для плоскости 2. С целью избежать наложения на шкалу плоскости 1 значения углов вписывают в овалы над радиальными линиями, расположенными посередине между радиальными линиями шкалы плоскости 1.
c) Измеренные (и внесенные в контрольный лист) в ходе испытаний дисбалансы в плоскости 1 (выраженные через их относительные значения и угловые положения) наносят на диаграмму в виде точек, используя для этого построенную шкалу плоскости 1.
d) Ту же самую операцию повторяют для измеренных дисбалансов в плоскости 2. Для отличия точек, соответствующих дисбалансам в плоскостях 1 и 2, последние обводят в кружок.
Для испытаний с использованием системы симметричных и кососимметричных грузов плоскость 1 рассматривают как определяющую положение кососимметричных грузов, а плоскость 2 - симметричных (см. 11.7.4.1).
11.7.7.3 Испытания в одной плоскости (рисунок 15)
Для данного вида испытаний используют диаграмму с одной системой угловых координат.
11.7.8 Заключение
Если точка на диаграмме попадает в область, ограниченную внутренней окружностью, ей приписывают значение коэффициента уменьшения дисбаланса, равное 95%, если между окружностями, соответствующими коэффициенту уменьшения дисбаланса 95% и 90%, то 90% и т.д.
Примечание - Если изготовителем для коэффициента уменьшения дисбаланса заявлено некоторое промежуточное значение (не совпадающее с 95%, 90%, 85% или 80%), то на диаграмму могут быть нанесены промежуточные окружности соответствующего диаметра (см. приложение В).
Все точки на диаграмме оценки (за исключением, может быть, одной для каждой плоскости) должны попасть внутрь окружностей, соответствующих заявленному значению коэффициента уменьшения дисбаланса. Если данное условие не выполнено, балансировочный станок считают не прошедшим
-испытания. В этом случае руководствуются правилами, изложенными в 11.4.
11.8 Проверка влияния моментной неуравновешенности на показания индикатора балансировочного станка для статической балансировки
11.8.1 Подготовка к испытаниям
Способность подавлять влияние моментной неуравновешенности на показания дисбаланса проверяют для горизонтальных и вертикальных станков для статической балансировки. Предварительно ротор уравновешивают в соответствии с 11.6.5.
11.8.2 Проведение испытаний
Устанавливают по одному контрольному грузу (например, из числа применяемых в качестве перемещаемых контрольных грузов в -испытании) в плоскостях 1 и 2 под углом 180° друг к другу и считывают показание статического дисбаланса. После этого положение контрольных грузов изменяют с шагом 90° (три раза) и каждый раз проводят измерения статического дисбаланса.
11.8.3 Заключение
Ни одно из четырех полученных значений статического дисбаланса не должно превышать сумму заявленного минимально достижимого остаточного дисбаланса и вносимого дисбаланса (моментной неуравновешенности), умноженного на заявленный изготовителем коэффициент влияния моментной неуравновешенности.
11.9 Проверка работы цепи условной балансировки
11.9.1 Подготовка к испытаниям
Цепь условной балансировки должна обеспечивать компенсацию начального дисбаланса таким образом, чтобы его наличие не отражалось на показаниях индикатора дисбаланса.
Примечание - При проведении данного испытания процедура поворота ротора на 180° имитируется перемещением контрольных грузов.
Для испытаний используют ротор, уравновешенный согласно 11.6.5, или такой, для которого дисбаланс в каждой плоскости менее 5 (11.6.3).
11.9.2 Проведение испытаний
В плоскости 1 устанавливают:
- стационарный контрольный груз, вносящий дисбаланс ![]() , под углом 30°,
, под углом 30°,
- перемещаемый контрольный груз, вносящий дисбаланс ![]() , под углом 150°.
, под углом 150°.
В плоскости 2 устанавливают:
- стационарный контрольный груз, вносящий дисбаланс ![]() , под углом 150°,
, под углом 150°,
- перемещаемый контрольный груз, вносящий дисбаланс ![]() , под углом 30°.
, под углом 30°.
Осуществляют пуск балансировочного станка и первый шаг настройки цепи условной балансировки в соответствии с руководством изготовителя.
Изменяют положение перемещаемых контрольных грузов, сдвигая их на 180° (такой сдвиг имитирует поворот ротора на 180°):
- в плоскости 1: 330°;
- в плоскости 2: 210°.
Осуществляют пуск балансировочного станка и второй шаг настройки цепи условной балансировки в соответствии с руководством изготовителя.
После этого перемещаемые контрольные грузы удаляют, оставляя стационарные контрольные грузы на своих местах.
Осуществляют пуск балансировочного станка и настраивают цепь условной балансировки в состояние для индикации дисбаланса ротора.
11.9.3 Заключение
Цепь условной балансировки считают успешно прошедшей испытания, если после ее настройки показания индикатора не будут превышать 0,02 ![]() .
.
11.10 Сокращенные испытания
11.10.1 Общие положения
Испытания, описанные в настоящем разделе, можно сократить, если перед этим балансировочный станок прошел типовые испытания или периодические проверки на месте эксплуатации. Сокращение испытаний связано с уменьшением измерительных циклов при проверке минимально достижимого остаточного дисбаланса и при -испытании.
11.10.2 Сокращенная проверка минимально достижимого остаточного дисбаланса
Сокращенная проверка включает в себя следующие этапы.
a) Выполняют процедуры, описанные в 11.6.2-11.6.7.
b) При выполнении процедуры, описанной в 11.6.8, пропускают каждое второе угловое положение для перемещаемого контрольного груза, уменьшая тем самым число измерительных циклов до шести.
Примечание - Таким образом, сохранены следующие позиции, равномерно расположенные по окружности ротора: 0°, 60°, 120°, 180°, 240°, 300°.
c) Выполняют процедуры, описанные в 11.6.9.1-11.6.9.3, но при вычислении среднеарифметического деление осуществляют не на 12, а на 6.
d) Станок считают успешно прошедшим испытания, если на графике все точки без исключения лежат в диапазоне между двумя пунктирными линиями (уровнями 0,88 и 1,12, см. рисунок 11).
11.10.3 Сокращенное -испытание
Сокращенная проверка включает в себя следующие этапы.
a) Выполняют процедуры, описанные в 11.7.4-11.7.8, но пропуская при перемещении контрольного груза позиции, отстоящие от точки размещения стационарного контрольного груза на угол, кратный 60°. Это позволит сократить число измерительных циклов до шести.
b) Вводят значения углового положения контрольных грузов, возрастающие (убывающие) с шагом 60°, в контрольный лист [см. 11.7.4.1, перечисление f)].
c) Осуществляют шесть последовательных балансировочных циклов по 11.7.6.3.
d) Все точки без исключения на диаграмме оценки должны лежать внутри (или на границе) окружностей, соответствующих заявленному значению коэффициента уменьшения дисбаланса.
Приложение А
(рекомендуемое)
Сведения, предоставляемые заказчиком изготовителю
А.1 Общие положения
Настоящее приложение дает рекомендации в отношении того, какого типа информация должна быть предоставлена заказчиком изготовителю, чтобы получить от него продукцию в соответствии с требованиями заказчика.
А.2 Роторы, подлежащие балансировке
А.2.1 Основные требования
Указывают предельные характеристики ротора (массу, габаритные размеры, допуски и т.п.).
Если балансировочный станок предназначен для серийной балансировки роторов нескольких видов, предоставляют более подробную информацию об этих роторах по сравнению с предусмотренной формой (рисунок А.1), включая чертежи от изготовителя роторов. Если же на данном балансировочном станке предполагают осуществлять балансировку роторов разных видов, то для каждого такого вида заполняют таблицу по рисунку А.1. Указывают предельные размеры роторов, подлежащих балансировке на данном станке.
Характеристика | Значения | Единица измерения | |||||
1 | 2 | 3 | 4 | 5 | |||
Масса | кг | ||||||
Требуемая производительность | шт./ч; | ||||||
Большой диаметр | мм | ||||||
Диаметр шкива ременного привода | мм | ||||||
Максимальная длина | мм | ||||||
Диаметр цапф | мм | ||||||
Расстояние между центрами цапф | мм | ||||||
Расположение плоскостей коррекции: | мм | ||||||
мм | |||||||
мм | |||||||
Зазор с концом приводного вала | мм | ||||||
Эксплуатационная частота вращения | мин | ||||||
Критическая частота вpaщeния | мин | ||||||
Момент инерции | кг·м | ||||||
Мощность и частота вращения привода | кВт, мин | ||||||
Максимальный начальный диcбaлaнc | г·мм | ||||||
Допустимый дисбаланс | г·мм | ||||||
| |||||||
Рисунок А.1 - Форма представления информации о роторах
А.2.2 Другие требования
А.2.2.1 По возможности следует предоставить подробные чертежи деталей, подлежащих балансировке. Это особенно важно для роторов с нестандартной геометрией.
А.2.2.2 Если одна или обе плоскости коррекции расположены по одну сторону от цапф ротора, необходимо указать их положение.
А.2.2.3 Указывают, будет ли станок использован для балансировки консольных роторов. Если да, то каковы будут нагрузка в точке и отрывающее усилие в точке
(см. рисунок А.2).
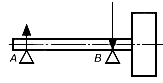
Рисунок А.2 - Нагрузки на опоры

1 - приводной вал; - плоскость коррекции;
- плоскость опоры;
- диаметр шкива ременного привода
Рисунок А.3 - Пример горизонтального балансировочного станка
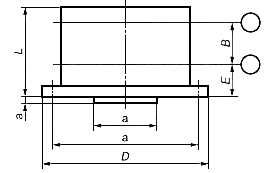
- плоскость коррекции
________________
Должны быть указаны монтажные размеры, включая число отверстий под болты и их диаметр, или должны быть указаны установочные размеры, включая число отверстий под болты и их диаметр, или центральное отверстие (конус), используемые для сборки ротора в узел.
Рисунок А.4 - Пример вертикального балансировочного станка
А.2.2.4 Указывают, имеет ли место нагрузка в осевом направлении. Если да, то приводят ожидаемые значение и направление действия (распространяется только на горизонтальные балансировочные станки).
А.2.2.5 Указывают, есть ли необходимость в поставке изготовителем специальной оснастки, например переходников привода, шкивов, монтажных переходников, оправок.
А.2.2.6 Указывают чистоту поверхности, круглость и твердость поверхности цапф ротора.
А.2.2.7 Указывают, подлежат ли роторы балансировке в собственных подшипниках. Если да, то приводят подробные сведения о подшипниках, включая их тип, максимальный наружный диаметр и пр.
А.2.2.8 Указывают, есть ли требования к частоте вращения при балансировке. Если да, то приводят пояснения.
А.2.2.9 Указывают, есть ли необходимость в поставке изготовителем средств корректировки масс (сверл, фрез и т.п.).
А.2.2.10 Указывают характерные особенности роторов (создаваемое им вращающееся магнитное поле, аэродинамические эффекты и т.д.).
А.3 Дополнительные требования
А.3.1 Указывают вид сети электропитания (однофазная или трехфазная), частоту тока и максимально возможные отклонения (в процентах), есть ли заземление, нулевой провод, какие-либо особые требования к электрооборудованию (например, соответствие стандарту или техническим условиям).
А.3.2 Указывают, есть ли необходимость поставки балансировочного станка в специальном климатическом исполнении.
А.3.3 Указывают наличие системы подачи сжатого воздуха, давление в системе и его максимально возможные отклонения.
А.3.4 Указывают, является ли пол, на который устанавливают балансировочный станок, жестким (т.е. можно ли его считать эквивалентным бетонной плите, уложенной на уплотненный грунт), а также толщину бетонного пола.
А.3.5 Указывают возможные источники передаваемой на станок вибрации (например, от работающего молота, движущихся большегрузных автомобилей), а также как часто наблюдается подобная вибрация.
А.3.6 Указывают, кто и где будет участвовать в проверке и приемке балансировочного станка, где находятся соответствующие технические условия.
А.3.7 Указывают язык (и варианты его замены), на котором должны быть написаны инструкция по эксплуатации и сопроводительная документация на станок.
А.3.8 Указывают, в каких единицах должна быть размечена шкала индикаторов дисбаланса.
А.4 Требования административного характера
А.4.1 Указывают необходимость в услугах инженера по эксплуатационному обслуживанию для установки и тарирования балансировочного станка.
А.4.2 Указывают необходимость в инструктаже обслуживающего персонала.
А.4.3 Указывают представителя заказчика (имя, адрес), ответственного за проведение балансировки.
А.4.4 Указывают, может ли заказчик послать своего представителя для прохождения курса обучения на предприятии изготовителя.
А.4.5 Указывают, есть ли необходимость в заключении с изготовителем договора на техническое обслуживание.
А.4.6 Указывают, на чье имя должно быть послано предложение поставщика.
А.4.7 Указывают адрес поставки балансировочного станка.
А.4.8 Указывают все требуемые маркировки упаковочного ящика.
А.4.9 Дают указания по страхованию поставляемой продукции.
А.4.10 Указывают способы и детали поставки (в том числе стоимость, согласованные места погрузки и назначения).
А.4.11 Указывают дату поставки.
Приложение В
(рекомендуемое)
Диаграмма расчета коэффициента уменьшения дисбаланса
В.1 Основные данные
Данные для расчета диаграмм оценки , показанных на рисунках 14 и 15, приведены в таблицах В.1 и В.2. Хотя эти данные были получены в предположении
![]() , их можно также использовать для значений
, их можно также использовать для значений ![]() , лежащих в диапазоне от 20
, лежащих в диапазоне от 20 до 60
.
Таблица В.1 - Данные для диаграмм оценки . Испытание в двух плоскостях
Параметры, определяющие центры окружностей-изолиний | Радиусы | |||||
| 80% | 85% | 90% | 95% | ||
30° | 25°6' | 5,89 | 1,19 | 0,900 | 0,605 | 0,311 |
60° | 51°6' | 5,57 | 1,13 | 0,852 | 0,573 | 0,295 |
90° | 78°42' | 5,10 | 1,04 | 0,782 | 0,572 | 0,272 |
120° | 109°6' | 4,58 | 0,93 | 0,704 | 0,475 | 0,246 |
150° | 143°6' | 4,16 | 0,85 | 0,641 | 0,433 | 0,225 |
180° | 180° | 4,00 | 0,82 | 0,617 | 0,417 | 0,217 |
| ||||||
Таблица В.2 - Данные для диаграмм оценки . Испытание в одной плоскости
Параметры, определяющие центры окружностей-изолиний | Радиусы | |||||
| 80% | 85% | 90% | 95% | ||
30° | 25°6' | 5,89 | 1,21 | 0,916 | 0,622 | 0,328 |
60° | 51°6' | 5,57 | 1,15 | 0,868 | 0,590 | 0,312 |
90° | 78°42' | 5,10 | 1,05 | 0,798 | 0,543 | 0,288 |
120° | 109°6' | 4,58 | 0,95 | 0,721 | 0,492 | 0,262 |
150° | 143°6' | 4,16 | 0,87 | 0,658 | 0,450 | 0,242 |
180° | 180° | 4,00 | 0,83 | 0,633 | 0,433 | 0,233 |
| ||||||
В.2 Руководство по вычерчиванию диаграмм оценки
Процедура состоит в следующем (см. рисунок В.1):
a) используют имеющиеся в продаже или вычерченные самостоятельно листы с разметкой в полярных координатах;
b) выбирают подходящую шкалу таким образом, чтобы все изолинии не выходили за границу листа;
с) определяют центр базовой окружности, являющейся геометрическим местом центров изолиний - он находится на расстоянии 1 (1
![]() ) вверх от центра диаграммы;
) вверх от центра диаграммы;
d) вычерчивают 12 равномерно расположенных (через 30°) радиальных линий, исходящих из этого центра;
e) определяют центры концентрических окружностей (изолиний ), которые лежат на радиальных линиях (за исключением той, что идет вертикально вверх) на расстоянии 5 (5
![]() ) от центра базовой окружности;
) от центра базовой окружности;
f) относительно каждого полученного центра изолиний строят концентрические окружности радиуса (в единицах
![]() ). Значения радиусов
). Значения радиусов в зависимости от коэффициента уменьшения дисбаланса приведены в таблицах В.1 и В.2;
g) стрелкой, исходящей из центра диаграммы вертикально вверх, обозначают положение стационарного контрольного груза;
h) вдоль построенной стрелки размечают шкалу в единицах ![]() (от 0 до 6 с шагом 1), после чего диаграмма готова для введения данных испытания.
(от 0 до 6 с шагом 1), после чего диаграмма готова для введения данных испытания.
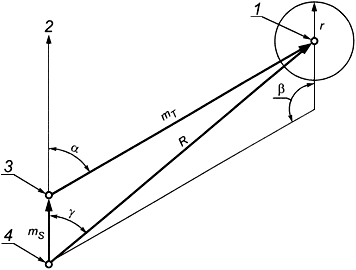
1 - центр окружностей-изолиний ; 2 - ось полярной системы координат (0°);
3 - центр базовой окружности (геометрического места центров окружностей-изолиний );
4 - центр диаграммы
Рисунок В.1 - Графическое определение параметров диаграммы оценки
B.3 Дополнительные изолинии
Если построенных изолиний недостаточно (изготовитель заявил нестандартный коэффициент уменьшения), строят дополнительные изолинии, руководствуясь положениями раздела В.4.
B.4 Построение дополнительных изолиний
B.4.1 Центры и радиусы окружностей-изолиний для наиболее часто используемых значений коэффициента уменьшения дисбаланса приведены в таблицах В.1 и В.2. В настоящем разделе приведены уравнения, на основе которых получены данные указанных таблиц и которые могут быть использованы для расчета значений
,
и
для произвольных значений коэффициента уменьшения дисбаланса и угловых положений контрольных масс.
B.4.2 Расстояние от центра диаграммы до центра окружностей-изолиний
(представляющее собой значение суммарного дисбаланса, созданного стационарным и перемещаемым контрольными грузами) определяют по формуле
![]() ,
,
где - дисбаланс, создаваемый стационарным контрольным грузом в единицах
![]() , т.е.
, т.е. 1;
- дисбаланс, создаваемый перемещаемым контрольным грузом в единицах
![]() , т.е.
, т.е. 5;
- разность угловых положений стационарной и перемещаемой контрольных масс.
В.4.3 Угол , под которым из центра диаграммы виден центр соответствующих окружностей-изолиний
(относительно положения стационарной контрольной массы), определяют по формуле
![]() .
.
В.4.4 Подставляя числовые значения для ![]() и
и ![]() , получают
, получают
![]() ,
,![]() .
.
В.4.5 Радиус окружности-изолинии для данного значения коэффициента уменьшения дисбаланса
определяют по формулам:
a) для испытания в двух плоскостях:
![]() ;
;
b) для испытания в одной плоскости:
![]() .
.
Приложение С
(рекомендуемое)
Вал консольного контрольного ротора типа С
Вид и размеры вала консольного контрольного ротора типа С приведены на рисунке С.1 и в таблице С.1 соответственно.
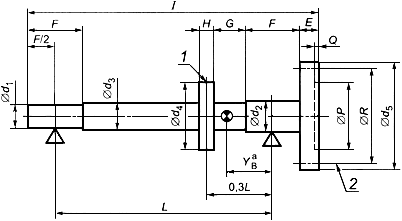
1 - резьбовые отверстия (12 эквидистантных отверстий);
2 - резьбовые отверстия (4 эквидистантных отверстия)
________________
Расстояние от центра масс до правой плоскости опоры.
Рисунок С.1 - Вал контрольного ротора типа С для испытаний консольного ротора
на горизонтальном балансировочном станке
Таблица С.1 - Размеры, массы и допустимые частоты вращения для роторов типа С
Но- | Мас- | Про- | Об- | Цапфы | Боль- шой диа- метр | Длина вала | Фланец | |||||||||||
0,1 | 0,125 | 0,3 | 0,25 | |||||||||||||||
кг | мм | мм | мм | мм | мм | мм | мм | мм | мм | мм | мм | мм | мм | мм | мм | |||
1 | 1,1 | 164 | 217 | 17 | 21 | 20 | 50 | 85 | 12 | 41 | 24 | 11 | M3 | 50,8 | 5 | 76,2 | M6 | 30 |
2 | 2,7 | 240 | 320 | 25 | 30 | 28 | 72 | 85 | 20 | 60 | 34 | 16 | M4 | 50,8 | 5 | 76,2 | M6 | 60 |
3 | 8,5 | 352 | 460 | 36 | 45 | 42 | 106 | 156 | 30 | 88 | 50 | 24 | M5 | 114,3 | 6 | 133,35 | M10 | 90 |
4 | 25 | 520 | 700 | 58 | 65 | 62 | 156 | 156 | 50 | 130 | 74 | 34 | M6 | 114,3 | 6 | 133,35 | M10 | 135 |
5 | 80 | 760 | 1020 | 78 | 95 | 91 | 230 | 230 | 70 | 190 | 108 | 50 | M8 | 114,3 | 6 | 133,35 | M10 | 200 |
Примечание - Геометрические допуски и остаточные дисбалансы соответствуют целям испытаний. | ||||||||||||||||||
Приложение D
(справочное)
Сравнение структуры настоящего стандарта со структурой
международного стандарта ИСО 2953:1999
Указанное в таблице D.1 изменение структуры настоящего стандарта относительно структуры примененного международного стандарта обусловлено приведением в соответствие с требованиями ГОСТ 1.5-2001, а также причинами, указанными во введении к настоящему стандарту.
Таблица D.1
Структура международного стандарта | Структура настоящего стандарта |
Приложение А | - |
Приложение В | Приложение А |
Приложение С | Приложение В |
Приложение D | Приложение С |
Приложение Е | - |
Таблица 1 | Рисунок 1 |
Таблица 2 | Рисунок 3 |
Таблица 3 | Таблица 1 |
Таблица 4 | Таблица 2 |
Таблица 5 | Таблица 3 |
Таблица 6 | Таблица 4 |
Таблица 7 | Таблица 5 |
Таблица 8 | Рисунок 9 |
Таблица 9 | Рисунок 10 |
Таблица 10 | Рисунок 12 |
Таблица 11 | Рисунок 13 |
Таблица В.1 | Рисунок А.1 |
Таблица С.1 | Таблица В.1 |
Таблица С.2 | Таблица В.2 |
Таблица D.1 | Таблица С.1 |
Рисунок 1 | Рисунок 2 |
Рисунок 2 | Рисунок 4 |
Рисунок 3 | Рисунок 5 |
Рисунок 4 | Рисунок 6 |
Рисунок 5 | Рисунок 7 |
Рисунок 6 | Рисунок 8 |
Рисунок 7 | Рисунок 11 |
Рисунок 8 | Рисунок 14 |
Рисунок 9 | Рисунок 15 |
Рисунок В.1 | Рисунок А.2 |
Рисунок В.2 | Рисунок А.3 |
Рисунок В.3 | Рисунок А.4 |
Рисунок С.1 | Рисунок В.1 |
Рисунок D.1 | Рисунок С.1 |
Примечание - Структурные элементы настоящего стандарта и международного стандарта ИСО 2953:1999, не указанные в данной таблице, идентичны. | |
Электронный текст документа
и сверен по:
, 2008
