ГОСТ 19478-74
Группа Л27
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПЛАСТИКАТ ПОЛИВИНИЛХЛОРИДНЫЙ ДЛЯ ИЗОЛЯЦИИ И ОБОЛОЧЕК ТЕЛЕФОННЫХ ШНУРОВ
Технические условия
Polyvinyl chloride plastikate for telephone cord insulation and shell. Specifications*
ОКП 22 4623**
_________________
* Наименование стандарта. Измененная редакция, Изм. N 2.
** Введено дополнительно, Изм. N 2.
Дата введения 1975-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 30 января 1974 г. N 317 срок действия установлен с 01.01.1975 г. до 01.01.1980 г.*
________________
* Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 4, 1994 год). - .
ПЕРЕИЗДАНИЕ. Февраль 1975 г.
ВНЕСЕНЫ: Изменение N 1, утвержденное и введенное в действие Постановлением Госстандарта СССР от 25.04.1977 N 1011 c 01.07.1977, Изменение N 2, утвержденное и введенное в действие Постановлением Госстандарта СССР от 23.12.1983 N 6450 c 01.01.1985, Изменение N 3, утвержденное и введенное в действие Постановлением Госстандарта СССР от 08.06.1989 N 1501 c 01.01.1990
Изменения N 1, 2, 3 внесены изготовителем базы данных по тексту ИУС N 6, 1977 год, ИУС N 4, 1984 год, ИУС N 9, 1989 год
Настоящий стандарт распространяется на поливинилхлоридный пластикат, представляющий собой термопластичный материал, полученный переработкой композиции, в состав которой входят поливинилхлорид, пластификаторы, стабилизаторы, наполнители и смазки.
Поливинилхлоридный пластикат предназначен для изоляции и защитных оболочек морозостойких телефонных шнуров, работающих в зависимости от марки пластиката и конструкции шнура в диапазоне температур от минус 60 до плюс 70 °С; для спиральных телефонных шнуров от минус 30 до плюс 55 °С.
(Измененная редакция, Изм. N 2, 3).
1. МАРКИ
1.1. В зависимости от свойств и назначения пластиката устанавливаются следующие марки:
ИМТ - пластикат для изоляции морозостойких телефонных шнуров;
ОМТ - пластикат для оболочек морозостойких телефонных шнуров.
1.2. По Общесоюзному классификатору промышленной и сельскохозяйственной продукции* для каждой марки и сорта пластиката установлен код ОКП в соответствии с табл.1а.
______________
* На территории Российской Федерации документ не действует. Действует ОК 005-93. - .
Таблица 1а
Марка | Сорт | Код ОКП |
ИМТ | Высший | 22 4623 1700 01 |
22 4623 1701 00 | ||
Первый | 22 4623 1702 10 | |
ОМТ | 22 4623 1800 09 |
(Измененная редакция, Изм. N 2, 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Поливинилхлоридный пластикат должен быть изготовлен в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. По показателям качества пластикат должен соответствовать требованиям и нормам, указанным в табл.1-2.
Таблица 1
Наименование показателя | Норма для марки | Метод испытания | ||
ИМТ | ОМТ | |||
Высший сорт | Первый сорт | |||
1. Прочность при разрыве, МПа (кгс/см | 16,7 | 13,7 | 11,8 | По ГОСТ 11262-80 и п.4.6 настоящего стандарта |
2. Относительное удлинение при разрыве, %, не менее | 300 | 250 | 300 | По ГОСТ 11262-80 и п.4.6 настоящего стандарта |
3. Удельное объемное электрическое сопротивление, Ом·см, не менее: | ||||
при 20 °С | 1·10 | 1·10 | 1·10 | По ГОСТ 6433.2-71 и п.4.7 настоящего стандарта |
при 70 °С | 1·10 | 1·10 | Не определяется | |
4. Температура хрупкости, °С, не выше | Минус 50 | Минус 50 | Минус 60 | По ГОСТ 16782-83*, ГОСТ 16783-71 и п.4.8 настоящего стандарта |
_______________ * На территории Российской Федерации документ не действует. Действует ГОСТ 16782-92. - . | ||||
5. Плотность, г/см | 1,25-1,30 | 1,25-1,30 | 1,20-1,27 | По ГОСТ 15139-69 и п.4.9 настоящего стандарта |
6. Твердость, МПа (кгс/см | 2,16 | 2,16 | 1,57 | По п.4.10 |
* Количество включений, шт., не более | 18 | 27 | 56 | По п.4.11 |
_______________ | ||||
8. Модуль сдвига при минус 40 °С, МПа (кгс/см | 539 | 5500 | 850 | По п.4.12 |
9. Потери массы при 160 °С в течение 6 ч, %, не более | 2 | 2 | 2 | По п.4.13 |
10. Водопоглощение, %, не более | 0,32 | 0,32 | 0,60 | По ГОСТ 4650-80 и п.4.14 настоящего стандарта |
11, 12. (Исключены, Изм. N 3). | ||||
13. Горючесть, с, не более | 25 | 25 | 45 | По п.4.17 |
14. Сохранение относительного удлинения при разрыве после выдержки при (100±2) °С в течение 7 сут, %, не менее | 80 | 80 | 80 | По п.4.20 |
Таблица 2
Наименования показателей | Нормы для марок | Методы испытаний | |
ИМТ | ОМТ | ||
1. Внешний вид жгута | Должен соответствовать стандартному образцу, согласованному между потребителем и изготовителем и утвержденному в установленном порядке | По п.4.18 | |
2. Поверхность среза жгута: | |||
в продольном направлении | Не допускаются поры, видимые невооруженным глазом | По п.4.18 | |
в поперечном направлении | То же | ||
3. Термостабильность при переработке | Пластикат не должен подгорать при остановке шнекового экструдера в течение 20 мин Допускается незначительное изменение цвета пластиката в головке | По п.4.18 | |
(Измененная редакция, Изм. N 1, 2, 3).
2.3. Пластикат должен изготовляться в виде гранул размерами и формой, допускающими их переработку на существующем оборудовании.
2.4. Пластикат марки ИМТ изготовляется неокрашенным и поставляется в комплекте с концентрированно-окрашенным пластикатом или без него.
Пластикат марки ИМТ должен окрашиваться в следующие цвета: белый, слоновой кости, серый, черный, коричневый, красный, розовый, оранжевый, желтый, зеленый, голубой, синий, фиолетовый.
По соглашению между потребителем и изготовителем допускается поставлять пластикат марки ИМТ, окрашенный в массе.
2.5. Пластикат марки ОМТ должен быть окрашенным в массе в следующие цвета: белый, слоновой кости, серый, черный, коричневый, красный, зеленый, голубой, синий. Допускается по соглашению сторон поставка пластиката марки ОМТ неокрашенным в комплекте с концентрированно-окрашенным пластикатом или без него.
2.3-2.5. (Измененная редакция, Изм. N 2).
2.6. Соотношение неокрашенного и концентрированно-окрашенного пластиката устанавливают по технической документации на концентрированно-окрашенный пластикат.
2.7. Цвет и оттенок цвета должен соответствовать образцу, утвержденному в установленном порядке.
(Измененная редакция, Изм. N 2).
2.8. Допускается в течение гарантийного срока в условиях длительного хранения изменение норм по показателям качества пластиката не более 15% от установленных табл.1.
(Введен дополнительно, Изм. N 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Пластикат принимают партиями. Партией считают количество пластиката одной марки и цвета, изготовленное из одной марки полимера на одной и той же технологической линии и сопровождаемое одним документом о качестве.
Масса партии должна быть не менее 3 т. Допускается по согласованию с потребителем изготовлять партии меньшей массы.
Документ о качестве должен содержать:
наименование предприятия-изготовителя и (или) его товарный знак;
условное обозначение продукта;
номер партии;
массу нетто;
дату изготовления;
результаты проведенных испытаний или подтверждение о соответствии качества пластиката требованиям настоящего стандарта.
(Измененная редакция, Изм. N 2, 3).
3.2. Для проверки качества поступившей партии пластиката отбирают 10% мешков от партии, но не менее чем три мешка.
Для проверки качества пластиката в контейнерах или цистернах пробы отбирают из каждого контейнера или цистерны не менее чем от трех мест по длине и трех мест по высоте контейнера или цистерны.
(Измененная редакция, Изм. N 2).
3.3. (Исключен, Изм. N 3).
3.4а. По показателю "Сохранение относительного удлинения при разрыве после выдержки при (100±2) °С в течение 7 сут" проводят периодические испытания не реже одного раза в год.
(Введен дополнительно, Изм. N 3).
3.4. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенном количестве проб от вновь отобранных мешков, взятых от той же партии или удвоенного количества проб, взятых от цистерны или контейнера.
Результаты повторных испытаний распространяются на всю партию.
(Измененная редакция, Изм. N 2).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. (Исключен, Изм. N 2).
4.2. Точечные пробы, взятые из отобранных мешков, контейнеров или цистерн по п.3.2, соединяют вместе, тщательно перемешивают и отбирают среднюю пробу не менее 4000 г, которую помешают в чистую сухую закрываемую тару. Тара должна быть снабжена этикеткой с указанием наименования продукта, марки, номера партии, даты отбора пробы. Количество пластиката, отбираемое для определения технологических свойств, зависит от условий этого испытания.
(Измененная редакция, Изм. N 2, 3).
4.3. Подготовка образцов к испытанию
4.3.1. Образцы для определения физико-механических показателей и удельного объемного электрического сопротивления вырубают штампом или вырезают штанцевым ножом из листового пластиката. При определении физико-механических показателей листовой пластикат изготавливают вальцеванием или вальцево-прессовым методом, при определении удельного объемного электрического сопротивления - вальцево-прессовым методом.
4.3.2. Поверхность образцов, изготовленных вальцеванием или вальцово-прессовым методом, должна быть гладкой, без пузырей, трещин, раковин и других дефектов.
4.3.3. Методом вальцевания изготавливают листы толщиной (0,50±0,05); 1,0±0,1; 1,6±0,1; 2,0±0,2 мм. Среднюю пробу пластиката тщательно перемешивают и для изготовления листов требуемых толщин берут отдельно навески пластиката. Вальцевание проводят при равномерном нагреве валков.
Вальцы должны иметь фрикцию 1,1-1,5. Для каждой толщины пробу пластиката вальцуют (3,0±0,5) мин при зазоре между валками 0,4-0,5 мм. Затем корректируют зазор в соответствии с требуемой толщиной и продолжают вальцевание. В процессе вальцевания лист подрезают два раза в минуту, а последнюю минуту вальцуют без подрезов.
Время вальцевания и температуру нагрева рабочего валка выбирают в зависимости от марки пластиката и толщины листов по табл.3.
Таблица 3
Марка пластиката | Температура рабочего валка, °С | Время вальцевания до снятия готового полотна пластиката с вальцев, мин | ||
С момента загрузки пробы пластиката на вальцы при толщине листов | С момента образования сплошного полотна на вальцах | |||
менее 1,5 мм | 1,5 мм и более | |||
ИМТ | 157±3 | 10 | 15 | 6±1 |
ОМТ | 175±3 | 12-13 | 15 | 9±1 |
Примечания:
1. Температура нагрева холостого валка должна быть на 5 °С ниже температуры нагрева рабочего валка.
2. Режимы вальцевания при необходимости могут корректироваться.
(Измененная редакция, Изм. N 3).
4.3.4. Для изготовления образцов вальцово-прессовым методом первоначально вальцуют листы толщиной (0,60±0,05); 1,2±0,1; 1,8±0,2 и 2,2±0,2 по п.4.3.3, а затем прессуют их до толщины (0,50±0,05); 1,0±0,1; 1,6±0,1 и 2,0±0,2 мм в съемных пресс-формах по ГОСТ 12019-66 (черт.1) при температуре на 5±1 °С выше температуры вальцевания. Перед прессованием листы маркируют и указывают стрелкой направление вальцевания. Для получения листов толщиной 6,0±0,5 и (3,0±0,2) мм прессуют пакеты, собранные из 6 и 8 вальцованных листов толщиной 1,2 мм. Пакет укладывают в пресс-форму строго по направлению вальцевания.
Подготовленную пресс-форму укладывают между плитами пресса, нагретыми до температуры, соответствующей марке пластиката. Плиты пресса сближают так, чтобы образцы находились под небольшим давлением. Затем давление снимают и выдерживают без давления при сомкнутых плитах в течение (3,0±0,5) мин для толщин 0,5-3,0 мм и в течение 7±1 мин для толщин 6 и 3 мм. После этого создают удельное давление 6,9-11,7 МПа (70-120 кгс/см) и выдерживают под давлением 2,0±0,5 мин для образцов толщиной (0,50±0,05) и 1,0±0,1 мм и в течение (3,0±0,5) мин для образцов 2,0±0,2; 6,0±0,5 и (3,0±0,2) мм. Не снимая давления, производят охлаждение плит пресса до 30-40 °С со скоростью 15-20 °С в минуту. Затем давление снимают, образцы вынимают, маркируют их и стрелкой указывают направление вальцевания.
Допускается другой режим прессования. При возникших разногласиях прессование производят по режиму, предусмотренному настоящим стандартом.
(Измененная редакция, Изм. N 2, 3).
4.4. Перед испытанием по пп.1; 2; 4; 6 и 9 табл.1 образцы кондиционируют по ГОСТ 12423-66 при 20±2 °С не менее 3 ч.
4.5. Толщину образцов измеряют толщиномером по ГОСТ 11358-89 с ценой деления 0,01 мм. Допускается применение других измерительных приборов с ценой деления 0,01 мм.
(Измененная редакция, Изм. N 3).
4.6. Прочность при разрыве и относительное удлинение при разрыве определяют по ГОСТ 11262-80 при 20±2 °С на образцах типа I, толщиной (1,0±0,1) мм. Образцы вырезают (вырубают) из пластин, изготовленных по п.4.3, вдоль направления вальцевания.
Скорость раздвижения захватов испытательной машины должна быть 100±10 мм/мин.
(Измененная редакция, Изм. N 1, 2, 3).
4.7. Удельное объемное электрическое сопротивление определяют по ГОСТ 6433.2-71 на трех образцах, имеющих форму диска диаметром 150±1 мм и толщиной (1,0±0,1) мм. Образцы перед испытанием кондиционируют по ГОСТ 6433.1-71 при 20±2 °С в дистиллированной воде (ГОСТ 6709-72) в течение 24 ч. Затем фильтровальной бумагой с образцов удаляют воду так, чтобы не осталось ворса и протирают этиловым спиртом (ГОСТ 17299-78) и проводят испытания не позднее 5 мин после извлечения их из воды. Определение удельного объемного электрического сопротивления при 20±2 °С проводят при постоянном напряжении 1000 В, применяя металлические нажимные электроды. Электроды должны иметь размеры, указанные ниже:
диаметр измерительного электрода, мм | 75±0,2 |
диаметр высоковольтного электрода, мм, не менее | 100 |
ширина охранного электрода, мм, не менее | 10. |
Способ создания контакта с образцом - нажатие давлением.
Давление электрода на образец должно быть 0,0098 МПа (100 гс/см).
Удельное объемное электрическое сопротивление при 70±2 °С определяют на образцах сразу после измерения показателя при 20 °С. При этом электроды, способ создания контакта, величина давления на образец и напряжение должны соответствовать условиям при определении показателя при 20 °С. Определение при 70±2 °С проводят следующим образом: термостат с электродами нагревают до заданной температуры, затем помещают образцы в термостат и выдерживают их при этой температуре 1 ч. По истечении этого времени, не вынимая образцы, измеряют удельное объемное электрическое сопротивление.
За результат испытаний при температурах 20 и 70 °С принимают среднее арифметическое результатов трех измерений для каждой температуры.
B случае невозможности испытания образцов при 70 °С сразу же после их испытания при 20 °С допускается образцы хранить в эксикаторе над водой не более 24 ч при температуре окружающей среды.
(Измененная редакция, Изм. N 2, 3).
4.8. Температуру хрупкости определяют для пластиката марки ИМТ по ГОСТ 16783-71, для пластиката марки ОМТ по ГОСТ 16782-83 при статическом режиме испытания, используя вариант Б. Испытание проводят на образцах без надреза, вырезанных вдоль направления вальцевания.
Температуру хрупкости допускается определять экспресс-методом по ГОСТ 5960-72 на трех образцах размерами 130х10 мм, толщиной (0,50±0,05) мм для пластиката марки ИМТ и толщиной 1,0±0,1 мм для пластиката марки ОМТ.
При разногласиях, возникших в оценке температуры хрупкости пластиката, испытания проводят экспресс-методом.
(Измененная редакция, Изм. N 1, 3).
4.9. Плотность определяют по ГОСТ 15139-69 методом гидростатического взвешивания
4.10. Твердость определяют при 20 °С твердомером типа ТШМ-2 или ТШР согласно инструкции, прилагаемой к прибору. При этом измеряют глубину, погружения в испытуемый образец стального шарика диаметром 0,5 см, находящегося под нагрузкой 9,8 Н (1 кгс) в течение 30 с.
Испытание проводят на трех образцах в виде плоскопараллельных пластин размерами не менее 30х30х6 мм. Поверхность образцов должна быть ровной и гладкой.
Твердость замеряют на каждом образце не менее чем в трех точках, расположенных на расстоянии не менее 10 мм друг от друга и от краев образца. Ртутный шарик термометра, применяемого для измерения температуры испытания, помещают в непосредственной близости от образца.
Твердость () в МПа (кгс/см
) вычисляют по формуле
![]() ,
,
где - величина груза, равная 9,8 Н (1 кгс);
- диаметр шарика, см;
- глубина погружения шарика, см.
За результат испытания принимают среднее арифметическое значение девяти параллельных определений.
(Измененная редакция, Изм. N 1, 2).
4.11. Определение количества включений
Метод основан на подсчете включений, видимых невооруженным глазом в проходящем свете.
За посторонние включения принимают непрозрачные инородные частицы, размером в наибольшем измерении, равным или более 0,25 мм.
Для подсчета посторонних включений применяют световой ящик, с внутренней стороны окрашенный в белый цвет. В раму наклонной крышки ящика вставлено стекло размером 300х200 мм с нанесенной сеткой, состоящей из 9 равных прямоугольников.
В центре ящика на расстоянии 25 см от стекла помещают лампу 40 Вт.
Образец пленки размером 300x200x0,5 мм готовят из пробы гранул по режиму, указанному в п.4.3 для образцов пленки толщиной 0,5 мм. Образец помещают на стеклянную крышку светового ящика, включают лампу и подсчитывают включения в центре на одном квадрате на расстоянии глаз от пленки около 30 см. Результат умножают на 9. Время определения не должно быть более 2 мин.
4.12. Определение модуля сдвига
Модуль сдвига определяют, измеряя при заданной температуре угол поворота верхней части стандартного образца, жестко закрепленного в подвижном верхнем зажиме под действием определенного вращающего момента относительно неподвижного нижнего зажима.
4.12.1. Применяемая аппаратура и реактивы:
прибор (см. чертеж), состоящий из двух частей: закручивающего устройства, укрепленного в опорной стойке и двух зажимов для крепления образцов;
сосуд Дьюара;
охлаждающая смесь: этиловый спирт по ГОСТ 17299-78 и двуокись углерода твердая (сухой лед) по ГОСТ 12162-77;
секундомер по ГОСТ 5072-79* с ценой деления не более 0,1 с;
_______________
* На территории Российской Федерации документ не действует. Действуют ТУ 25-1819.0021-90 и ТУ 25-1894.003-90, являющиеся авторской разработкой. За информацией о документах Вы можете обратиться в Службу поддержки пользователей. - .
термометр жидкостный по ГОСТ 27544-87*.
_______________
* На территории Российской Федерации документ не действует. Действует ГОСТ 28498-90, здесь и далее по тексту. - .
Допускается применение других средств измерения с аналогичными метрологическими характеристиками.
Прибор для определения модуля сдвига по методу Клаша-Берга
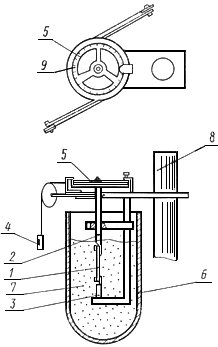
1 - образец; 2, 3 - зажимы; 4 - груз; 5 - шкала в градусах; 6 - сосуд Дьюара; 7 - охлаждающая смесь; 8 - опорная стойка; 9 - стрелка
(Измененная редакция, Изм. N 2, 3).
4.12.2. Подготовка к испытанию
Перед испытанием устанавливают температуру охлаждающей смеси минус 40±1 °С. Ртутный шарик термометра должен находиться у середины образца.
В зажимах вертикально закрепляют образец длиной не менее 60 мм шириной 6,4±0,1 мм и толщиной 1,0±0,1 мм, вырезанных вдоль направления вальцевания, с гладкой поверхностью и строгой параллельностью сторон. Свободная длина образца между зажимами 38,0±0,5 мм. Ширина зажимов должна быть больше ширины образца. Нижний зажим закреплен жестко, а верхний связан со стержнем горизонтального шкива, через который на образец передается определенный крутящий момент. Крутящий момент создают при помощи двух грузов массой по 50 г для марки ИМТ, по 20 г для марки ОМТ, действующих на шкив диаметром 11,6 см. При вращении шкива трение должно быть незначительно. Угол закручивания отмечают то шкале, откалиброванной в градусах дуги с погрешностью не более 1°.
4.12.3. Проведение испытания
Образец, закрепленный в зажимах прибора, в распрямленном состоянии без напряжения, помещают в охлаждающую смесь. При этом крутящий шкив должен быть фиксирован на нуле. Образец выдерживают при минус 40±1 °С пять минут, затем освобождают закручивающее устройство и через (5,0±0,1) с отсчитывают по шкале блока угол закручивания образца в градусах. Затем возвращают блок в исходное положение.
(Измененная редакция, Изм. N 3).
4.12.4. Обработка результатов
Модуль сдвига () в МПа (кгс/см
) вычисляют по формуле
![]() ,
,
где - крутящий момент, Н·м (кгс·см);
- длина образца между зажимами, м;
- ширина образца, м;
- толщина образца, м;
- функция отношения
;
- угол поворота шкалы, градусы;
917 - размерный коэффициент, град.
Крутящий момент в Н·м (кгс·см) вычисляют по формулам:
![]() - для пластиката марки ИМТ;
- для пластиката марки ИМТ;
![]() - для пластиката марки ОМТ;
- для пластиката марки ОМТ;
где 0,20 (0,02) и 0,49 (0,05) - массы грузов, H (кг); 11,6 (0,116) - диаметр шкива, м (см).
Значения величины в зависимости от отношения
приведены в табл.4.
Таблица 4
5,00 | 5,50 | 6,00 | 6,50 | 7,00 | 7,50 | 8,00 | |
4,66 | 4,72 | 4,77 | 4,81 | 4,85 | 4,88 | 4,91 |
За результат испытания принимают среднее арифметическое значение трех параллельных определений.
(Измененная редакция, Изм. N 2, 3).
4.13. Потери массы при нагревании
(Измененная редакция, Изм. N 3).
4.13.1. Применяемая аппаратура и реактивы
Термостат (термошкаф) с автоматической регулировкой температуры до 200 °С, с точностью регулировки в измеряемой точке ±3%;
термометр жидкостный по ГОСТ 27544-87;
весы лабораторные 2-го класса точности по ГОСТ 24104-88* типа ВЛА-200 или другие типы весов с аналогичными метрологическими характеристиками;
_______________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р 53228-2008. - .
эксикатор 2-250 по ГОСТ 25336-82;
кальций хлористый по ГОСТ 450-77.
Допускается применение других средств измерения с аналогичными метрологическими характеристиками.
4.13.2. Проведение испытаний
Потери массы при нагревании определяют на образцах пластиката размером 60х40х2 мм. Образцы взвешивают с погрешностью до 0,0002 г, помещают на алюминиевой или стеклянной пластине в термостат, предварительно нагретый до (160±2) °С, и выдерживают 6 ч. Затем образцы охлаждают в эксикаторе над обезвоженным хлористым кальцием в течение 1 ч и снова взвешивают с той же погрешностью.
4.13.3. Обработка результатов
Потери массы () в процентах вычисляют по формуле
![]() ,
,
где - масса образца до нагревания, г.
- масса образца после нагревания, г.
За результат испытания принимают среднее арифметическое результатов трех параллельных испытаний.
Допускаемая абсолютная суммарная погрешность результатов измерения ±0,1% при доверительной вероятности 0,95.
4.13.1-4.13.3. (Введены дополнительно, Изм. N 3).
4.14 Водопоглощение определяют методом А по ГОСТ 4650-80. Перед испытанием образцы сушат в течение (24±1) ч и при температуре (50±2) °С в вакуумном сушильном шкафу.
(Измененная редакция, Изм. N 2).
4.15, 4.16. (Исключены, Изм. N 3).
4.17. Горючесть определяют внесением образца шириной (10±1) мм, толщиной (2,0±0,2) мм в пламя газовой или спиртовой горелки с выдерживанием его в пламени под углом 45° до воспламенения.
Пластикат должен затухать при вынесении из пламени в течение времени, указанного в табл.1.
(Измененная редакция, Изм. N 3).
4.18. Определение технологических свойств пластиката
4.18.1. Применяемая аппаратура
шнековый экструдер со следующими параметрами:
диаметр шнека () 60 или 63 мм;
длина рабочей части шнека - от 15 до 20;
шаг нарезки - 1;
тип нарезки - постепенно убывающая глубина;
глубина нарезки, мм: у загрузочного отверстия - от 0,16 до 0,17; у головки - от 0,06 до 0,07
; число заходов нарезки - 1.
Зазор между шнеком и цилиндром должен быть в соответствии с паспортом.
Допускается применять другие типы шнековых экструдеров, предназначенных для переработки пластифицированного поливинилхлорида, с диаметром шнека от 25 до 90 мм. При возникших разногласиях для изготовления образцов должен применяться шнековый экструдер с диаметром шнека 60 или 63 мм.
4.18.2. Проведение испытания
В головку шнекового экструдера устанавливают глухой дорн и матрицу диаметром 2,0 мм для пластиката марки ИМТ, диаметром 5,0 мм для марки ОМТ.
Температурный режим шнекового экструдера должен соответствовать данным табл.5.
Таблица 5
Марка пластиката | Температура, °С | ||||
I зона | II зона | III зона | Головки | Матрицы | |
ИМТ | 125-130 | 135-140 | 150-160 | 160-165 | 160-165 |
ОМТ | 125-130 | 145-150 | 160-165 | 170-175 | 180-185 |
Допускается по рекомендациям предприятия-изготовителя корректировка температурного режима.
При скорости вращения шнека 30-40 об/мин выдавливают жгутик в течение 10 мин, затем через 2 мин отбирают не менее трех проб. Каждую пробу отбирают в течение 1 мин.
Отобранные пробы охлаждают до комнатной температуры в сосуде с водой и затем определяют внешний вид сравнением с утвержденным стандартным образцом. Из середины каждой пробы с помощью острого ножа или бритвы вырезают образец длиной 15 см, на поперечном срезе которого определяют наличие пор. Затем на каждом образце производят продольный срез длиной 2-3 см и также определяют наличие пор.
После отбора проб снижают число оборотов шнека в два раза и 5-6 мин выдавливают жгутик, а затем останавливают экструдер при включенном обогреве зон.
По истечении 20 мин головку экструдера разбирают и определяют наличие подгорания пластиката.
Допускается определять технологические свойства пластиката по другой методике при условии корреляции значений показателей с нормами, предусмотренными в табл.2.
(Измененная редакция, Изм. N 3).
4.19. Цвет и оттенок цвета пластиката определяют визуально сравнением со стандартным образцом.
4.20. Относительное удлинение при разрыве после выдержки при (100±2) °С в течение 7 сут определяют по п.4.6. Предварительно образцы подвешивают на стеклянный стержень с помощью фторопластового корда на расстоянии 5-10 мм друг от друга, помещают в термостат, нагретый до 100 °С, и выдерживают при этой температуре в течение 7 сут.
Допускается другой метод крепления образцов. Режим теплового старения ведут непрерывно. После 7 сут образцы охлаждают в термостате, после чего вынимают и испытывают.
(Введен дополнительно, Изм. N 3).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Пластикат упаковывают:
в четырех-, пятислойные бумажные мешки марок ПМ, ВМ и ВМП по ГОСТ 2226-88*;
_______________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р 53361-2009, здесь и далее по тексту. - .
в четырех-, пятислойные открытые бумажные мешки марки НМ по ГОСТ 2226-88 с полиэтиленовым или поливинилхлоридным вкладышем по нормативно-технической документации;
в специализированные мягкие контейнеры типа МК-1,5 Л; МК-1, ОЛ; МКО-1, ОС; МКР-1, ОС с полиэтиленовым вкладышем, изготовленные по нормативно-технической документации.
Масса нетто пластиката:
в мешке - не более 30 кг;
в мягком специализированном контейнере типов МК-1, ОЛ; МКО-1, ОС и МКР-1, ОС - не более 800 кг;
в мягком специализированном контейнере типов МК-1, 5Л - не более 1100 кг.
Допустимое отклонение массы нетто в мешке составляет ±0,5 кг в контейнере - ±10 кг.
Масса нетто пластиката в мешках одной партии должна быть одинаковой.
Укупоривание открытых бумажных мешков проводят по ГОСТ 2226-88 двухниточным швом, полиэтиленовые вкладыши заваривают.
Допускается полиэтиленовый вкладыш мешка прошивать вместе с бумажным мешком, а полиэтиленовый вкладыш контейнера завязывать шпагатом по ГОСТ 17308-85 или другими материалами по нормативно-технической документации, при этом горловину вкладыша собирают в пучок, завязывают шпагатом, затем перегибают и снова завязывают.
5.2. Пластикат, упакованный по п.5.1 в мешки, дополнительно помещают в универсальные контейнеры по ГОСТ 18477-79 или формируют в транспортные пакеты.
Основные параметры и размеры пакетов - по ГОСТ 24597-81.
Пакетирование осуществляют при мелких и малотоннажных отправках железнодорожным транспортом в разборных (складных) ящичных поддонах с крышкой 4Я-840х1240 по ГОСТ 9570-84, при повагонных отправках железнодорожным транспортом на плоских поддонах - по ГОСТ 9557-87, ГОСТ 9078-84, ГОСТ 26381-84 или без них.
Способ укладывания груза на поддоне - по ГОСТ 21140-88.
Средства скрепления груза в пакете - по ГОСТ 21650-76 и ГОСТ 26663-85.
5.3. Маркировка упакованной продукции должна содержать следующие данные:
товарный знак и (или) наименование предприятия-изготовителя или его условное обозначение;
условное обозначение продукта;
номер партии;
массу нетто и массу брутто (для пакетов и контейнеров типа МК-Л);
дату изготовления.
Маркировку наносят на тару, упаковку или ярлык, выполненный из бумаги, картона или других материалов, обеспечивающих сохранность маркировки.
Размер ярлыка определяется в зависимости от размеров знаков и маркировочных данных.
Размеры знаков должны обеспечивать четкое прочтение маркировки.
Способы нанесения маркировки, крепление ярлыка и краска для маркировки - по ГОСТ 14192-77*.
_______________
* На территории Российской Федерации документ не действует. Действует ГОСТ 14192-96, здесь и далее по по тексту. - .
Маркировочные надписи должны быть выполнены контрастным цветом.
В мягкие контейнеры, имеющие карман, ярлык вкладывают в карман контейнера. При отсутствии кармана маркировочный ярлык крепят к горловине контейнера или его вкладыша.
Допускается вкладывать ярлык в тару или упаковочную единицу так, чтобы маркировка была видна.
На пакеты, сформированные без поддонов или на двух четырехзаходных поддонах, маркировку наносят на соседние боковую и торцовую поверхности.
Допускается по согласованию с потребителем на мешки, из которых сформирован пакет, маркировку не наносить.
5.4. Транспортная маркировка продукта - по ГОСТ 14192-77.
При повагонных отправках информационные надписи не наносят.
5.5. Пластикат, упакованный в мешки, транспортируют железнодорожным и автомобильным транспортом в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Продукт, упакованный в специализированные мягкие или универсальные контейнеры, транспортируют на открытом подвижном составе в соответствии с техническими условиями погрузки и крепления грузов без перегрузок в пути следования.
Транспортирование пластиката транспортными пакетами осуществляется по ГОСТ 21929-76*.
_______________
* На территории Российской Федерации документ не действует. Действуют правила перевозки грузов, утвержденные соответствующими ведомствами (ИУС N 1-90). - .
5.1-5.5. (Измененная редакция, Изм. N 3).
5.6. Пластикат должен храниться в закрытом помещении, исключающем попадание прямых солнечных лучей, на расстоянии не менее 1 м от нагревательных приборов и должен быть защищен от воздействия влаги.
Температура хранения пластиката должна быть не ниже его температуры хрупкости и не выше +35 °С.
Перед пуском в переработку пластикат, находившийся при температуре ниже +15 °С, должен быть выдержан в производственном помещении не менее 12 ч.
5.5, 5.6. (Измененная редакция, Изм. N 2).
5.7. Условия длительного хранения пластиката.
5.7.1. В складских условиях при температуре от 5 до 35 °С и относительной влажности не более 80%.
Не допускается совместное хранение пластиката и органических растворителей, кислот, химикатов, взаимодействующих с пластикатом.
(Измененная редакция, Изм. N 2).
5.7.2. В полевых условиях при температуре окружающей среды от минус 50 °С до плюс 50 °С и относительной влажности 98%, определяемой при 40 °С.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие пластиката требованиям настоящего стандарта при соблюдении условий хранения.
(Измененная редакция, Изм. N 2).
6.2. Гарантийный срок хранения пластиката по п.5.6 - 1 год со дня изготовления.
6.3. Гарантийный срок хранения пластиката по п.5.7 - 11 лет, из них 8 лет в условиях, указанных в п.5.7.1, и 3 года в условиях, указанных в п.5.7.2.
(Измененная редакция, Изм. N 2).
6.4. (Исключен, Изм. N 2).
7. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
7.1. Пластикат марок ИМТ и ОМТ при нормальной температуре не выделяет вредных продуктов в концентрациях, опасных для организма человека, и не является взрывоопасным продуктом. При воздействии повышенных температур (~170 °С) возможно выделение хлористого водорода, который раздражает верхние дыхательные пути. Предельно допустимая концентрация хлористого водорода в рабочей зоне составляет 5 мг/м.
7.2. Пластикат должен перерабатываться в помещениях, оборудованных приточно-вытяжной вентиляцией, обеспечивающей должную чистоту воздуха.
(Измененная редакция, Изм. N 2).
ПРИЛОЖЕНИЕ к ГОСТ 19478-74
Справочное
ТАБЛИЦА СПРАВОЧНЫХ ПОКАЗАТЕЛЕЙ ПО ПОЛИВИНИЛХЛОРИДНОМУ ПЛАСТИКАТУ
Наименования показателей | Нормы для марок | |
ИМТ | ОМТ | |
Температура размягчения, °С | 178 | 173 |
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1975
Редакция документа с учетом
изменений и дополнений подготовлена
