ГОСТ 18968-73
Группа В32
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРУТКИ И ПОЛОСЫ ИЗ КОРРОЗИОННО-СТОЙКОЙ И ЖАРОПРОЧНОЙ СТАЛИ ДЛЯ ЛОПАТОК ПАРОВЫХ ТУРБИН
Технические условия
Corrosion-resistant and heat-proof steel bars and strips for steam turbine blades. Specifications
МКС 77.140.60
ОКП 09 6001
Дата введения 1974-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством тяжелого, энергетического и транспортного машиностроения СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 29.07.73 г. N 1643
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
1.1 | |
4.7 | |
1.1 | |
1.1 | |
1.2; 1.3 | |
2.1 | |
2.3; 2.9 | |
4.6 | |
3.2; 3.5; 5.1 | |
4.9 | |
4.8 | |
4.4 | |
4.1 | |
4.1 | |
4.1 | |
4.1 | |
4.1 | |
4.1 | |
4.1 | |
4.1 | |
4.1 | |
4.1 | |
4.1 | |
4.1 | |
4.1 | |
4.1 | |
4.1 | |
4.1 | |
4.1 | |
4.1 | |
4.1 | |
4.1 | |
4.1 | |
4.1 | |
4.10 | |
2.4; 4.5 |
4. Ограничение срока действия снято по протоколу N 7-95 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-95)
5. ИЗДАНИЕ с Изменениями N 1, 2, 3, 4, 5, утвержденными в марте 1976 г., декабре 1978 г., январе 1983 г., июне 1988 г., июне 1990 г. (ИУС 4-76, 1-79, 5-83, 10-88, 9-90)
Настоящий стандарт распространяется на горячекатаные и кованые круглые и квадратные прутки и полосы из коррозионно-стойкой и жаропрочной стали, предназначенные для лопаток паровых турбин, работающих при температурах до 580°С.
1. СОРТАМЕНТ
1.1. Форма, размеры и предельные отклонения прутков и полос должны соответствовать:
прутков круглых горячекатаных диаметром до 150 мм - ГОСТ 2590;
прутков квадратных горячекатаных со стороной квадрата до 100 мм - ГОСТ 2591;
прутков квадратных горячекатаных со стороной квадрата от 100 мм до 200 мм - нормативно-технической документации.
прутков круглых и квадратных кованых - ГОСТ 1133.
(Измененная редакция, Изм. N 5).
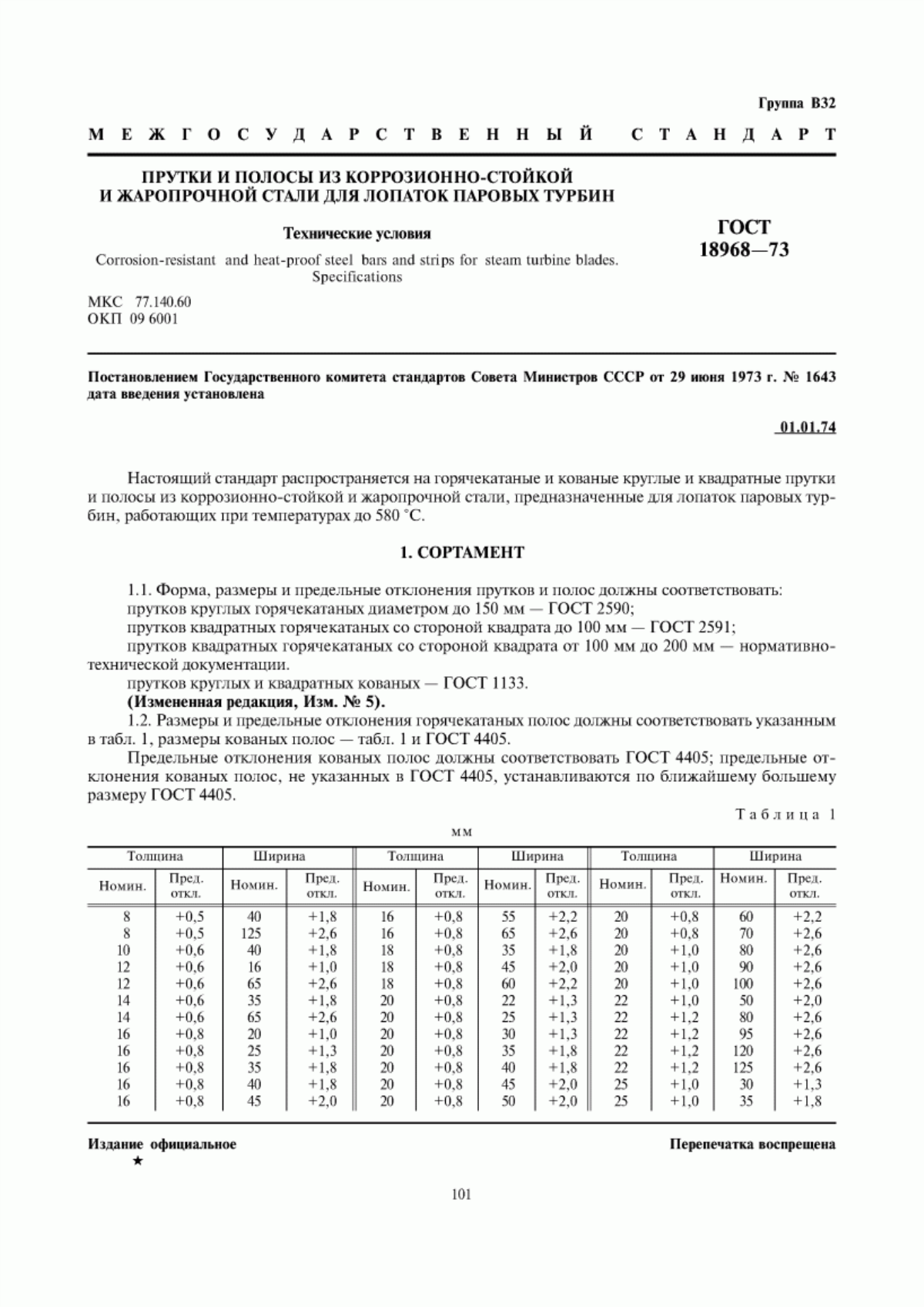
1.2. Размеры и предельные отклонения горячекатаных полос должны соответствовать указанным в табл.1, размеры кованых полос - табл.1 и ГОСТ 4405.
Предельные отклонения кованых полос должны соответствовать ГОСТ 4405; предельные отклонения кованых полос, не указанных в ГОСТ 4405, устанавливаются по ближайшему большему размеру ГОСТ 4405.
Таблица 1
мм
Толщина | Ширина | ||
Номин. | Пред. откл. | Номин. | Пред. откл. |
8 | +0,5 | 40 | +1,8 |
8 | +0,5 | 125 | +2,6 |
10 | +0,6 | 40 | +1,8 |
12 | +0,6 | 16 | +1,0 |
12 | +0,6 | 65 | +2,6 |
14 | +0,6 | 35 | +1,8 |
14 | +0,6 | 65 | +2,6 |
16 | +0,8 | 20 | +1,0 |
16 | +0,8 | 25 | +1,3 |
16 | +0,8 | 35 | +1,8 |
16 | +0,8 | 40 | +1,8 |
16 | +0,8 | 45 | +2,0 |
16 | +0,8 | 55 | +2,2 |
16 | +0,8 | 65 | +2,6 |
18 | +0,8 | 35 | +1,8 |
18 | +0,8 | 45 | +2,0 |
18 | +0,8 | 60 | +2,2 |
20 | +0,8 | 22 | +1,3 |
20 | +0,8 | 25 | +1,3 |
20 | +0,8 | 30 | +1,3 |
20 | +0,8 | 35 | +1,8 |
20 | +0,8 | 40 | +1,8 |
20 | +0,8 | 45 | +2,0 |
20 | +0,8 | 50 | +2,0 |
20 | +0,8 | 60 | +2,2 |
20 | +0,8 | 70 | +2,6 |
20 | +1,0 | 80 | +2,6 |
20 | +1,0 | 90 | +2,6 |
20 | +1,0 | 100 | +2,6 |
22 | +1,0 | 50 | +2,0 |
22 | +1,2 | 80 | +2,6 |
22 | +1,2 | 95 | +2,6 |
22 | +1,2 | 120 | +2,6 |
22 | +1,2 | 125 | +2,6 |
25 | +1,0 | 30 | +1,3 |
25 | +1,0 | 35 | +1,8 |
25 | +1,0 | 40 | +1,8 |
25 | +1,0 | 45 | +2,0 |
25 | +1,0 | 50 | +2,0 |
25 | +1,0 | 55 | +2,0 |
25 | +1,0 | 60 | +2,2 |
25 | +1,0 | 65 | +2,6 |
25 | +1,2 | 70 | +2,6 |
25 | +1,2 | 75 | +2,6 |
25 | +1,2 | 80 | +2,6 |
25 | +1,2 | 85 | +2,6 |
25 | +1,2 | 120 | +2,6 |
25 | +1,2 | 125 | +2,6 |
30 | +1,2 | 35 | +1,8 |
30 | +1,2 | 40 | +1,8 |
30 | +1,2 | 45 | +2,0 |
30 | +1,2 | 50 | +2,0 |
30 | +1,2 | 55 | +2,2 |
30 | +1,2 | 60 | +2,2 |
30 | +1,2 | 65 | +2,6 |
30 | +1,2 | 70 | +2,6 |
30 | +1,2 | 75 | +2,6 |
30 | +1,2 | 80 | +2,6 |
30 | +1,2 | 90 | +2,6 |
30 | +1,2 | 100 | +2,6 |
30 | +1,2 | 110 | +2,6 |
30 | +1,2 | 120 | +2,6 |
30 | +1,2 | 125 | +2,6 |
30 | +1,2 | 130 | +2,6 |
30 | +1,2 | 150 | +2,6 |
30 | +1,2 | 180 | +2,6 |
35 | +1,2 | 40 | +1,8 |
35 | +1,2 | 45 | +2,0 |
35 | +1,2 | 50 | +2,0 |
35 | +1,2 | 55 | +2,2 |
35 | +1,2 | 60 | +2,2 |
35 | +1,3 | 65 | +2,6 |
35 | +1,3 | 70 | +2,6 |
35 | +1,3 | 75 | +2,6 |
35 | +1,3 | 80 | +2,6 |
35 | +1,3 | 90 | +2,6 |
35 | +1,3 | 100 | +2,6 |
35 | +1,3 | 110 | +2,6 |
35 | +1,3 | 120 | +2,6 |
35 | +1,3 | 130 | +2,6 |
40 | +2,0 | 50 | +2,0 |
40 | +2,0 | 55 | +2,2 |
40 | +2,0 | 60 | +2,2 |
40 | +2,0 | 65 | +2,6 |
40 | +2,0 | 70 | +2,6 |
40 | +2,0 | 75 | +2,6 |
40 | +2,0 | 80 | +2,6 |
40 | +2,0 | 90 | +2,6 |
40 | +2,0 | 100 | +2,6 |
40 | +2,0 | 110 | +2,6 |
40 | +2,0 | 130 | +2,6 |
45 | +2,0 | 50 | +2,0 |
45 | +2,0 | 55 | +2,2 |
45 | +2,0 | 60 | +2,2 |
45 | +2,0 | 70 | +2,6 |
45 | +2,0 | 75 | +2,6 |
45 | +2,0 | 80 | +2,6 |
45 | +2,0 | 90 | +2,6 |
45 | +2,0 | 100 | +2,6 |
45 | +2,0 | 110 | +2,6 |
45 | +2,0 | 120 | +2,6 |
45 | +2,0 | 130 | +2,6 |
45 | +2,0 | 140 | +2,6 |
45 | +2,0 | 180 | +2,6 |
50 | +2,0 | 55 | +2,2 |
50 | +2,0 | 60 | +2,2 |
50 | +2,0 | 65 | +2,6 |
50 | +2,0 | 70 | +2,6 |
50 | +2,0 | 80 | +2,6 |
50 | +2,0 | 90 | +2,6 |
50 | +2,0 | 100 | +2,6 |
50 | +2,0 | 110 | +2,6 |
50 | +2,0 | 120 | +2,6 |
50 | +2,0 | 130 | +2,6 |
50 | +2,0 | 140 | +2,6 |
50 | +2,0 | 180 | +2,6 |
55 | +2,0 | 60 | +2,2 |
55 | +2,0 | 70 | +2,6 |
55 | +2,0 | 75 | +2,6 |
55 | +2,0 | 90 | +2,6 |
55 | +2,0 | 100 | +2,6 |
55 | +2,0 | 110 | +2,6 |
55 | +2,0 | 130 | +2,6 |
55 | +2,0 | 140 | +2,6 |
55 | +2,0 | 180 | +2,6 |
60 | +2,0 | 65 | +2,6 |
60 | +2,0 | 70 | +2,6 |
60 | +2,0 | 90 | +2,6 |
60 | +2,0 | 100 | +2,6 |
60 | +2,0 | 110 | +2,6 |
60 | +2,0 | 120 | +2,6 |
60 | +2,0 | 130 | +2,6 |
60 | +2,0 | 180 | +2,6 |
60 | +2,0 | 200 | +2,6 |
65 | +2,0 | 80 | +2,6 |
65 | +2,0 | 100 | +2,6 |
65 | +2,0 | 110 | +2,6 |
65 | +2,0 | 140 | +2,6 |
65 | +2,0 | 180 | +2,6 |
70 | +2,0 | 90 | +2,6 |
70 | +2,0 | 120 | +2,6 |
70 | +2,0 | 150 | +2,6 |
70 | +2,0 | 170 | +2,6 |
70 | +2,0 | 180 | +2,6 |
75 | +2,0 | 80 | +2,6 |
75 | +2,0 | 90 | +2,6 |
75 | +2,0 | 125 | +2,6 |
75 | +2,0 | 160 | +2,6 |
75 | +2,0 | 190 | +2,6 |
80 | +2,0 | 125 | +2,6 |
80 | +2,0 | 150 | +2,6 |
Примечание. По согласованию изготовителя с потребителем изготовляют полосы шириной свыше 200 мм при толщине 60 мм и более; толщиной свыше 80 мм при ширине 100 мм и более.
1.3. Длина горячекатаной и кованой полосы - по ГОСТ 4405.
1.2, 1.3. (Измененная редакция, Изм. N 2).
1.4. Длина прутков и полос, изготовленных с полной термической обработкой (закалка+отпуск, нормализация, закалка с прокатного нагрева+отпуск), должна быть не менее 1,0 м.
1.5. По требованию потребителя изготовляют прутки и полосы длиной, кратной длине заготовок лопаток.
(Измененная редакция, Изм. N 3).
1.6. Полосы изготовляются с притупленными углами.
1.7. Сортамент прутков и полос, изготовляемых из металла вакуумно-дугового переплава и вакуумно-индукционной выплавки, - по согласованию между изготовителем и потребителем.
(Измененная редакция, Изм. N 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1a. Прутки и полосы изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
(Введен дополнительно, Изм. N 3).
2.1. Прутки и полосы изготовляют из стали марок: 08Х13 (0Х13), 08Х13-Ш, 12Х13 (1Х13), 12Х13-Ш, 20Х13 (2Х13), 20Х13-Ш, 15Х11МФ (1Х11МФ), 15Х11МФ-Ш, 15Х12ВНМФ (1Х12ВНМФ, ЭИ802), 15Х12ВНМФ-Ш, 20Х12ВНМФ (2Х12ВНМФ, ЭП428), 20Х12ВНМФ-Ш, 18Х11МНФБ (2Х11МФБН, ЭП291), 18Х11МНФБ-Ш с химическим составом по ГОСТ 5632.
Примечание. По требованию потребителя сталь указанных марок изготовляют вакуумно-дуговым переплавом и вакуумно-индукционной выплавкой.
2.2. По требованию потребителя прутки и полосы изготовляют:
без термической обработки;
в отожженном состоянии;
с полной термической обработкой (закалка+отпуск, нормализация, закалка с прокатного нагрева+отпуск) квадратные прутки и полосы из стали марок 12Х13 (1Х13), 12Х13-Ш и 20Х13 (2Х13), 20Х13-Ш размером до 100 мм.
Примечание. Изготовление круглых прутков из стали всех марок, квадратных прутков и полос из стали марок: 08Х13 (0Х13), 08Х13-Ш, 15Х11МФ (1Х11МФ), 15Х11МФ-Ш, 15Х12ВНМФ (1Х12ВНМФ, ЭИ802), 15Х12ВНМФ-Ш, 20Х12ВНМФ, (2Х12ВНМФ, ЭП428), 20Х12ВНМФ-Ш, 18Х11МНФБ (2Х11МФБН, ЭП291), 18Х11МНФБ-Ш с полной термической обработкой производится по согласованию изготовителя с потребителем.
2.1, 2.2. (Измененная редакция, Изм. N 3).
2.3. По состоянию поверхности и макроструктуре горячекатаные и кованые прутки и полосы должны соответствовать требованиям ГОСТ 5949.
Примечание. В заказе указывается последующая горячая или механическая обработка.
2.4. Качество прутков, полос, промежуточной заготовки при проведении ультразвукового контроля (УЗК) должно соответствовать 1 группе ГОСТ 21120.
(Измененная редакция, Изм. N 4).
2.5. По согласованию изготовителя с потребителем прутки и полосы подвергают травлению с последующей зачисткой.
2.6. Прутки и полосы, нарезанные на прессах и ножницах, могут иметь смятые концы. По требованию потребителя заусенцы на концах должны быть зачищены.
(Измененная редакция, Изм. N 4).
2.7. Механические свойства стали при 20°С, определяемые на продольных термически обработанных образцах или образцах, изготовленных из термически обработанных заготовок, должны соответствовать нормам, указанным в табл.2.
Таблица 2
Марка стали | Предел текучести | Времен- ное сопро- тивление | Относи- тельное удли- нение | Относи- тельное сужение | Ударная вязкость KCV, Дж/см | Твердость | |
Диаметр отпечатка, мм | Число твердости НВ | ||||||
не менее | |||||||
08Х13, 08Х13-Ш | Не менее 410 (42) | 580 (60) | 20 | 60 | 98 (10) | 4,4-4,1 | 187-217 |
12Х13, 12Х13-Ш | 440-610 (45-62) | 620 (63) | 20 | 60 | 78 (8) | 4,35-4,0 | 192-229 |
540-705 (55-72) | 670 (68) | 16 | 60 | 59 (6) | 4,20-3,90 | 207-241 | |
20Х13, 20Х13-Ш | 490-655 (50-67) | 670 (68) | 18 | 50 | 69 (7) | 4,2-3,9 | 207-241 |
15Х11МФ, 15Х11МФ-Ш | 590-755 (60-77) | 740 (75) | 15 | 50 | 59 (6) | 4,0-3,7 | 229-269 |
15Х12ВНМФ (ЭИ802), 15Х12ВНМФ-Ш | 590-735 (60-75) | ||||||
20Х12ВНМФ (ЭП428), 20Х12ВНМФ-Ш | 590-755 (60-77) | ||||||
18Х11МНФБ (ЭП 291), 18Х11МНФБ-Ш | 590-735 (60-75) | ||||||
Примечания:
1. Приведенные в табл.2 нормы распространяются на прутки и полосы диаметром или толщиной до 60 мм. При испытании прутков и полос диаметром или толщиной 61-100 мм допускается понижение значений удлинения на 1% и сужения на 5% абсолютного значения, а также понижение ударной вязкости на 5 Дж/см (0,5 кгс·м/см
) при норме менее 78 Дж/см
(8 кгс·м/см
) и на 10 Дж/см
(1 кгс·м/см
) при норме 78 Дж/см
(8 кгс·м/см
) и более. Механические свойства прутков и полос диаметром или толщиной более 100 мм определяют на заготовках диаметром или толщиной 90-100 мм.
2. Нормы механических свойств прутков и полос, изготовленных из металла вакуумно-дугового переплава и вакуумно-индукционной выплавки, устанавливаются по согласованию изготовителя с потребителем.
3. Прутки и полосы из стали 12Х13, 12Х13-Ш с пределом текучести 540-705 Н/мм (55-72 кгс/мм
) поставляются по согласованию изготовителя с потребителем. Нормы механических свойств для них не являются браковочными до 01.01.94, результаты испытаний заносят в документ о качестве. При отсутствии записи в заказе прутки и полосы из стали 12Х13, 12Х13-Ш изготовляют с нормами механических свойств для категории прочности с пределом текучести 440-610 Н/мм
(45-62 кгс/мм
).
4. По согласованию изготовителя с потребителем допускается изготовление прутков с полной термической обработкой без ограничения верхнего значения предела текучести.
5. При изготовлении прутков и полос без термической обработки и в отожженном состоянии по согласованию изготовителя с потребителем допускается устанавливать повышенные нормы нижнего предела по относительному удлинению, относительному сужению и ударной вязкости.
Рекомендуемые режимы термической обработки образцов и заготовок для определения механических свойств, а также прутков и полос приведены в приложении.
(Измененная редакция, Изм. N 4, 5).
2.8. Прутки и полосы диаметром менее 16 мм и толщиной менее 12 мм, изготовленные из стали марок 12Х13 (1Х13), 12Х13-Ш и 20Х13 (2Х13), 20Х13-Ш с полной термической обработкой, взамен испытаний на относительное сужение и ударную вязкость подвергают испытанию на изгиб на 180° в холодном состоянии. В месте изгиба не должно быть следов трещин, надрывов и расслоений.
(Измененная редакция, Изм. N 3, 4).
2.9. Для прутков и полос в отожженном состоянии из стали марок 08Х13 (0Х13), 08Х13-Ш, 12Х13, (1Х13), 12Х13-Ш, 20Х13 (2Х13), 20Х13-Ш нормы твердости принимаются по ГОСТ 5949.
Для прутков и полос из стали марок 15Х11МФ (1Х11МФ), 15Х11МФ-Ш, 20Х12ВНМФ (2Х12ВНМФ, ЭП428), 20Х12ВНМФ-Ш, 18Х11МНФБ (2Х11МФБН, ЭП291), 18Х11МНФБ-Ш число твердости должно быть не более 229 НВ, диаметр отпечатка не менее 4,0 мм.
2.10. Для прутков и полос длиной свыше 500 мм после полной термической обработки твердость определяется на обоих концах прутка и полосы. Разница в значениях твердости на одной заготовке не должна превышать 30 НВ.
2.11. Степень пораженности волосовинами, выявленными на поверхности деталей магнитным методом или травлением, не должна превышать норм, указанных в табл.3.
Таблица 3
Общая площадь контролируемой поверхности, см | Максимальная длина волосовин, мм | Открытая выплавка | Электрошлаковый переплав | ||
Количество волосовин, шт. | Суммарная протяженность волосовин, мм | Количество волосовин, шт. | Суммарная протяженность волосовин, мм | ||
До 50 | 3 | 2 | 5 | 1 | 2 |
51-200 | 4 | 4 | 10 | 1 | 4 |
201-400 | 5 | 8 | 20 | 2 | 6 |
401-800 | 6 | 10 | 40 | 2 | 14 |
801-1200 | 7 | 12 | 50 | 3 | 18 |
1201-2000 | 8 | 16 | 70 | 4 | 24 |
2001-3000 | 8 | 20 | 90 | 5 | 30 |
3001-4000 | 10 | 24 | 110 | 6 | 36 |
4001-8000 | 10 | 28 | 130 | 7 | 42 |
Примечания:
1. На каждые последующие 200 см контролируемой поверхности готовых деталей, изготовленных из металла открытой выплавки, и на 500 см
контролируемой поверхности деталей, изготовленных из металла электрошлакового переплава, площадь которых превосходит 8000 см
, допускается дополнительно не более одной волосовины протяженностью до 5 мм.
2. На деталях площадью 200 см и более, изготовленных из металла открытой выплавки, на отдельных участках поверхности площадью 10 см
не допускается скопление более пяти волосовин, на деталях площадью 200 см
и более, изготовленных из металла электрошлакового переплава, на отдельных участках поверхности площадью 10 см
не допускается скопление более трех волосовин.
3. Волосовины, расположенные в одну строчку с промежутками между ними менее 2 мм, считаются непрерывными.
(Измененная редакция, Изм. N 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. (Исключен, Изм. N 3).
3.2. Прутки и полосы принимают партиями, состоящими из стали одной плавки, одного размера и одного режима термической обработки.
К электрошлаковой и вакуумно-дуговой плавке относятся слитки, выплавленные из одной исходной плавки. Каждую партию сопровождают документом о качестве по ГОСТ 7566.
(Измененная редакция, Изм. N 3).
3.3. Для проверки качества стали от партии прутков и полос отбирают:
а) для химического анализа - одну пробу от плавки-ковша или один пруток;
б) для контроля качества поверхности и размеров - все прутки и полосы;
в) для контроля макроструктуры - два прутка или две полосы;
г) при проверке пораженности внутренними дефектами прутки, полосы и промежуточные заготовки подвергаются сплошному контролю;
д) для определения механических свойств - два прутка или две полосы (для прутков и полос с полной термической обработкой - от прутка или полосы с наибольшим и наименьшим значением твердости);
е) для проверки твердости отожженных прутков и полос - 2% от партии, но не менее двух прутков или полос; для прутков и полос с полной термической обработкой - 100% прутков и полос.
(Измененная редакция, Изм. N 3, 4).
3.4. По требованию потребителя контроль механических свойств проводят на удвоенном количестве прутков или полос.
(Измененная редакция, Изм. N 3).
3.5. Повторные испытания - по ГОСТ 7566.
(Введен дополнительно, Изм. N 3).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Химический состав стали определяют по ГОСТ 12344 - ГОСТ 12365 или другими методами, не уступающими по точности стандартным.
При разногласиях между изготовителем и потребителем химический анализ проводят по указанным стандартам.
(Измененная редакция, Изм. N 4, 5).
4.2. Размеры прутков и полос проверяют измерительным инструментом соответствующей точности.
4.3. Качество поверхности проверяют без применения увеличительных приборов. При необходимости поверхность зачищают напильником или абразивным кругом, а также травят.
4.4. Контроль макроструктуры стали проводят по ГОСТ 10243 на двух темплетах от разных прутков и полос.
(Измененная редакция, Изм. N 3).
4.5. Ультразвуковой контроль прутков, полос, промежуточной заготовки проводится по ГОСТ 21120.
(Измененная редакция, Изм. N 4).
4.6. Отбор проб для механических испытаний - по ГОСТ 7564.
Механические свойства определяют:
а) для прутков и полос без термической обработки или в отожженном состоянии - на образцах, изготовленных из заготовок диаметром 20-25 мм после полной термической обработки. При сечении прутков и полос менее 25 мм термической обработке подвергают образцы, отобранные от готового профиля;
б) для прутков и полос с полной термической обработкой - на образцах, отобранных от термически обработанных прутков и полос.
4.7. Испытание на растяжение проводят по ГОСТ 1497.
4.8. Испытание на ударную вязкость при 20°С проводят по ГОСТ 9454 на образцах типа I.
4.9. Твердость по Бринеллю определяют по ГОСТ 9012.
(Измененная редакция, Изм. N 3).
4.10. Испытание на холодный изгиб проводят вокруг оправки диаметром, равным двум толщинам образца, по ГОСТ 14019.
4.11. Основным методом контроля деталей на наличие волосовин является метод магнитной дефектоскопии. Допускается контроль другими методами.
4.12. Прутки и полосы толщиной 80 мм и более подвергаются УЗК в готовом прокате. Прутки и полосы толщиной до 80 мм проходят УЗК на предприятиях-изготовителях в промежуточной заготовке или в поставляемом профиле.
(Измененная редакция, Изм. N 4, 5).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Упаковка, маркировка, транспортирование и хранение - по ГОСТ 7566.
5.2. Прутки и полосы, изготовленные из стали, выплавленной методом электрошлакового переплава, дополнительно клеймят буквой "Ш", вакуумно-дугового переплава - буквами "ВД", вакуумно-индукционной выплавки - буквами "ВИ".
5.1, 5.2. (Измененная редакция, Изм. N 3).
ПРИЛОЖЕНИЕ
Рекомендуемое
РЕЖИМ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И ОХЛАЖДАЮЩАЯ СРЕДА
Вид | Режим термической обработки стали марок | ||||||
08Х13 (0Х13) | 12Х13 (1Х13) | 20Х13 (2Х13) | 15Х11МФ (1Х11МФ) | 15Х12ВНМФ (1Х12ВНМФ, ЭИ802) | 20Х12ВНМФ (2Х12ВНМФ, ЭП428) | 18Х11МНФБ (2Х11МФБН, ЭП291) | |
Нормализация или закалка | 1000°С - 1050°С; вода | 1000°С - 1050°С; воздух или масло | 1000°С - 1050°С; воздух или масло | 1050°С - 1100°С; воздух или масло | 1010°С - 1060°С; масло | 1010°С - 1060°С; масло | 1080°С - 1130°С; воздух или масло |
Отпуск | 660°С - 770°С; воздух | 660°С - 770°С; воздух | 660°С - 770°С; воздух | 660°С - 770°С; воздух | 660°С - 770°С; воздух | 660°С - 770°С; воздух | 660°С - 770°С; воздух |
Электронный текст документа
и сверен по:
издание официальное
Сталь качественная и высококачественная.
Сортовой и фасонный прокат,
калиброванная сталь. Часть 3: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2004
