ГОСТ 13697-68*
Группа Т88.6**
__________________________
** В указателе "Национальные
стандарты" 2005 г. группа Т88.3. -
Примечание "КОДЕКС".
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МОЛОКОМЕРЫ
Методы и средства поверки
Milk meters.
Methods and means of verification
Дата введения 1969-07-01
УТВЕРЖДЕН Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР 20 мая 1968 года. Срок введения установлен с 01.07.69
ВЗАМЕН инструкции 33-56
* ПЕРЕИЗДАНИЕ (май 1987 г.) с Изменением N 2, утвержденным в феврале 1975 г. (ИУС 3-75).
Настоящий стандарт устанавливает методы и средства поверки молокомеров, выпускаемых из производства и ремонта и находящихся в эксплуатации.
1. ОПЕРАЦИИ ПОВЕРКИ
1.1. Поверка молокомеров включает следующие операции:
а) внешний осмотр;
б) проверку размеров;
в) проверку качества припоя и полуды;
г) проверку герметичности спаев поплавка;
д) определение вместимости.
2. СРЕДСТВА ПОВЕРКИ
2.1. При поверке молокомеров применяют следующие средства:
образцовые колбы 2-го разряда вместимостью 1 и 2 л;
образцовые пипетки 1-го разряда вместимостью 25 и 50 мл;
плиту с установочными винтами;
уровень по ГОСТ 9392-75;
воронку;
линейку с миллиметровыми делениями по ГОСТ 427-75, штангенциркуль с ценой деления 0,1 мм по ГОСТ 166-80 и кронциркуль;
образцовый сдвоенный полуавтоматический мерник 2-го разряда вместимостью 2 л.
3. ПОДГОТОВКА К ПОВЕРКЕ
3.1. Перед поверкой молокомер должен быть тщательно промыт водой и выдержан в перевернутом состоянии в течение 1 мин.
3.2. Для поверки молокомер должен быть поставлен на установочную плиту, расположенную горизонтально по уровню.
3.3. Температура воды для поверки молокомера должна быть в пределах (20±10) °С.
4. ПРОВЕДЕНИЕ ПОВЕРКИ
4.1. Внешний осмотр молокомера, изображенного на чертеже.
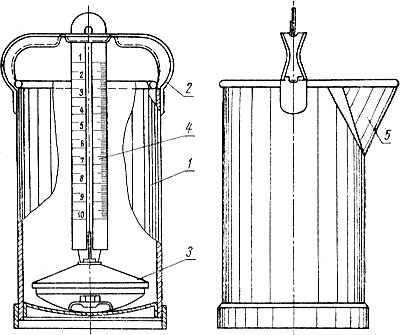
1 - корпус;
2 - ручка;
3 - поплавок; 4 - шкальная пластина; 5 - носик
4.1.1. При внешнем осмотре должно быть установлено соответствие молокомеров следующим требованиям:
а) на корпусе, поплавке и шкальной пластине не должно быть вмятин и выпучин. Корпус молокомера внутри и снаружи, носик, ручка, поплавок и шкальная пластина у стальных молокомеров должны быть вылужены без пропусков и наплывов. Соединительные швы должны быть пропаяны или проварены. Слой оловянной полуды должен быть сплошным и не иметь следов механических повреждений. Допускаются незначительные наплывы олова на наружной поверхности молокомера;
б) шкальная пластина не должна иметь изгибов, свободно, без перекосов перемещаться в Т-образном вырезе ручки. Верхняя поверхность Т-образного выреза ручки должна быть гладкой и строго горизонтальной при положении молокомера на плите;
в) отметки шкалы должны быть отчетливыми, достаточно глубокими, ровными и перпендикулярными к вертикальной оси шкалы. Нулевая отметка на шкальной пластине в пустом молокомере должна быть против верхней поверхности Т-образного выреза ручки.
Отметки шкалы, соответствующие целому литру и половине литра, должны быть нанесены по обе стороны шкальной пластины и иметь длину соответственно 10 и 8 мм. Отметки шкалы, соответствующие 0,1 л, должны быть нанесены с правой стороны шкальной пластины и иметь длину не менее 6 мм. Цифровые обозначения должны быть нанесены над отметками, которые соответствуют целым литрам.
Отметки шкалы у стальных молокомеров не должны обнажать металл;
г) верхняя часть поплавка должна иметь сферическую или конусную форму, а нижняя - небольшую выпуклость. Средняя часть поплавка должна иметь цилиндрическую форму. Допускается поплавок алюминиевых молокомеров без цилиндрической части, в форме чечевицы, с завальцованными краями;
д) дно молокомера должно быть вставное, слегка выпуклое, а края загнуты наружу не менее чем на 10 мм.
У алюминиевых бесшовных молокомеров дно должно быть двойным, а края завальцованы на расстоянии не менее 10 мм;
е) на наружной поверхности молокомера должны быть нанесены:
товарный знак или наименование завода-изготовителя;
обозначение меры и ее номинальная вместимость;
заводской номер и номер настоящего стандарта.
На верхней части шкальной пластины должны быть нанесены номинальная вместимость и заводской номер молокомера.
(Измененная редакция, Изм. N 2).
4.2. Проверка размеров
4.2.1. Проверку размеров производят при выпуске молокомеров из производства или после капитального ремонта.
Определение размеров производят при помощи линейки с миллиметровыми делениями, кронциркуля и штангенциркуля.
4.2.2. Размеры молокомера вместимостью 10 л должны соответствовать указанным в таблице.
мм
Наименования параметров | Стальной молокомер | Алюминиевый молокомер |
Толщина стенки корпуса, не менее | 0,8 | 2 |
Толщина дна, не менее | 1,0 | 3 |
Толщина стенки поплавка, не менее | 0,8 | 1,5 |
Толщина носика | 1,25-1,75 | Не менее 2,0 |
Высота нижнего обруча, не менее | 30 | - |
Толщина нижнего обруча, не менее | 2 | - |
Расстояние от дна до нижнего края обруча, не менее | 18 | - |
Ширина ручки, не менее | 35 | 35 |
Толщина ручки, не менее | 2,5 | 4,0 |
Ширина отметок, не более | 0,5 | 0,5 |
Высота цифр, не менее | 8,0 | 8,0 |
Диаметр цилиндрической части | 210-220 | 210-220 |
Высота (со шкальной пластиной) | 470-530 | 470-530 |
Примечания:
1. При изготовлении носика способом вытяжки толщина носика алюминиевого молокомера - не менее 1,2 мм.
2. У алюминиевого молокомера с двойным дном толщина дна должна быть равна толщине стенки корпуса.
(Измененная редакция, Изм. N 2).
4.3. Проверка качества припоя и полуды
4.3.1. Проверка качества припоя и полуды молокомеров производится при выпуске их из производства или ремонта.
Припой и полуда, применяемые для изготовления стальных молокомеров, должны соответствовать требованиям, установленным Всесоюзной государственной санитарной инспекцией. Пайка внутренних швов должна производиться припоями марки ПОС-90, а наружных - припоями марки ПОССу 30-2 по ГОСТ 21930-76. Внутреннюю поверхность молокомеров следует лудить оловом марки О2 по ГОСТ 860-75.
(Измененная редакция, Изм. N 2).
4.3.2. Проверка соответствия качества припоя и полуды требованиям п.4.3.1 должна производиться не реже одного раза в месяц. Для этого по выбору госповерителя 0,5% молокомеров от партии (при годовом выпуске 50000 штук и более) или 1% (при годовом выпуске менее 50000 штук) должны передаваться предприятием-изготовителем на испытание в местную лабораторию Всесоюзной государственной санитарной инспекции.
Справку о результатах испытаний предъявляют госповерителю.
(Измененная редакция, Изм. N 2).
4.3.3. Порядок контроля качества припоя и полуды молокомеров, выпускаемых из ремонта, устанавливается в зависимости от количества ремонтируемых молокомеров.
4.4. Проверка герметичности спаев поплавка
4.4.1. Проверку герметичности спаев поплавка производят у всех молокомеров путем погружения его в подогретую воду. Температура воды, в которую погружен поплавок, должна быть выше температуры воздуха в помещении не менее чем на 20 °С.
Появление пузырьков воздуха в том или ином месте спая указывает на неисправность поплавка, который считается не выдержавшим испытание.
4.5. Определение вместимости
4.5.1. Вместимость молокомеров определяют объемным методом с помощью образцовых колб 2-го разряда или образцового сдвоенного полуавтоматического мерника 2-го разряда.
4.5.2. Определение вместимости молокомера с помощью образцовых колб производят следующим образом:
вставляют поплавок в молокомер и устанавливают последний на плиту. При этом нулевая отметка шкалы поплавка должка совпадать с верхней поверхностью Т-образного выреза ручки.
Из образцовой колбы воду выливают в молокомер, выдерживая колбу в перевернутом положении в течение 10-20 с.
Если проверяемая отметка совпадает с верхней поверхностью Т-образного выреза ручки или отстоит от нее не более чем на половину наименьшего деления, то данная отметка считается правильной.
Если на глаз трудно установить, превышает ли на половину наименьшего деления несовпадение отметки шкалы с верхней поверхностью Т-образного выреза ручки, тогда следует образцовой пипеткой 1-го разряда вместимостью 50 мл долить или отобрать воду и вновь определить положение отметки шкалы относительно верхней поверхности Т-образного выреза ручки.
После этого следует восстановить первоначальный уровень воды в молокомере.
Проверке подлежат отметки шкалы, соответствующие 2, 4, 6, 8 и 10 л. Необходимо в случае сомнения проверить любую промежуточную отметку шкалы молокомера и применять для этого образцовую стеклянную колбу 2-го разряда вместимостью 1 л.
Допускается производить поверку молокомеров образцовыми стеклянными мерами вместимости. В этом случае определение вместимости молокомера производят не менее чем в четырех интервалах, соответствующих полной вместимости, и трем промежуточным ее значениям.
4.5.3. Определение вместимости молокомера при помощи образцового сдвоенного полуавтоматического мерника 2-го разряда следует производить следующим образом.
Молокомер устанавливают на плиту так, чтобы выходное отверстие сливной трубки мерника находилось ниже верхнего края молокомера. Воду из мерника выливают в молокомер. Через 10-20 с после прекращения подачи струи замечают положение поверяемой отметки шкалы по отношению к верхней поверхности Т-образного выреза ручки. Затем переводят ручку мерника в верхнее положение и наполняют его водой. Одновременно из второго мерника выливают воду в молокомер для поверки следующей отметки шкалы. Выливая поочередно порции воды из мерника в молокомер, определяют вместимость молокомера, соответствующую 2, 4, 6, 8 и 10 л.
Если поверяемая отметка совпадает с верхней поверхностью ручки или отстоит от нее не более чем на половину деления, данная отметка считается правильной. Если это определить невозможно, следует проводить поверку по п.4.5.2.
4.5.4. Погрешность молокомеров вместимостью 10 л при температуре (20±10) °С допускается не более ±50 мл при их полном объеме и на любой отметке шкалы.
Погрешность находящихся в обращении молокомеров вместимостью свыше 10 л при температуре (20±10) °С допускается не более ±75 мл при их полном объеме и на любой отметке шкалы.
5. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ПОВЕРКИ
5.1. На молокомеры, удовлетворяющие требованиям настоящего стандарта, наносят клеймо в следующих местах:
а) на стенке корпуса вблизи обозначения номинальной вместимости;
б) на капле припоя в месте соединения шкальной пластины со стержнем поплавка (у стальных молокомеров) или на шкальной пластине вблизи номера (у алюминиевых молокомеров);
в) на капле припоя в месте соединения ручки молокомера с корпусом (у стальных молокомеров) или в месте сварки ручки с корпусом (у алюминиевых молокомеров).
Клеймо на шкальной пластине алюминиевого молокомера наносят только при выпуске его из производства.
5.2. Молокомеры, не удовлетворяющие требованиям настоящего стандарта, к применению не допускают и не клеймят.
Текст документа сверен по:
М.: Издательство стандартов, 1987
