ГОСТ ИСО 3547-2-2006
Группа Г16
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Подшипники скольжения
ВТУЛКИ СВЕРТНЫЕ
Часть 2
Данные для контроля наружного и внутреннего диаметров
Plain bearings. Wrapped bushes. Part 2. Test data for outside and inside diameters
МКС 21.100.10
ОКП 41 8210
Дата введения 2009-07-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-97 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Всероссийским научно-исследовательским институтом стандартизации и сертификации в машиностроении (ВНИИНМАШ) Федерального агентства по техническому регулированию и метрологии на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 344 "Подшипники скольжения"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 29 от 24 июня 2006 г.)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минторгэкономразвития |
Беларусь | BY | Госстандарт Республики Беларусь |
Грузия | GE | Грузстандарт |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Российская Федерация | RU | Федеральное агентство по техническому регулированию и метрологии |
Таджикистан | TJ | Таджикстандарт |
Туркменистан | TM | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
Украина | UA | Госпотребстандарт Украины |
4 Настоящий стандарт идентичен международному стандарту ИСО 3547-2:1999 "Подшипники скольжения. Втулки свертные. Часть 2. Данные для контроля наружного и внутреннего диаметров" (ISO 3547-2:1999 "Plain bearings-Wrapped bushes - Part 2: Test data for outside and inside diameter").
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации, сведения о которых приведены в дополнительном приложении А.
5 Приказом Федерального агентства по техническому регулированию и метрологии от 25 декабря 2008 г. N 730-ст межгосударственный стандарт ГОСТ ИСО 3547-2-2006 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2009 г.
6 ВЗАМЕН ГОСТ 27672-88 в части контроля диаметров
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе "Национальные стандарты".
Информация об изменениях к настоящему стандарту публикуется в указателе (каталоге) "Национальные стандарты", а текст изменений - в информационных указателях "Национальные стандарты". В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе "Национальные стандарты"
Введение
Свертные втулки в свободном состоянии являются недостаточно устойчивыми, но после запрессовки в отверстие корпуса они соответствуют форме отверстия корпуса вследствие заведомого превышения наружного диаметра втулки по сравнению с диаметром отверстия корпуса. Поэтому наружный и внутренний диаметры свертных втулок контролируют только с помощью специальных калибров и измерительного оборудования. Для обеспечения такого контроля на чертежах свертных втулок следует указывать специальные данные контроля.
1 Область применения
Настоящий стандарт устанавливает данные для контроля наружного и внутреннего диаметров свертных втулок, изготовленных из сплошного и многослойного подшипникового материала, а также обозначения типов контроля.
Толщину стенки втулки измеряют в свободном состоянии, поэтому специальных данных контроля на чертежах свертной втулки не указывают (см. ИСО 12307-1 и ИСО 12307-2).
Примечание - В зависимости от способа изготовления в основе втулок допустимы отдельные незначительные углубления. Аналогично втулки со смазочными отверстиями, канавками и углублениями могут иметь деформацию. Поэтому толщину стенки втулки измеряют вне этих зон.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие международные стандарты:
ИСО 3547-1:1999 Подшипники скольжения. Втулки свертные. Часть 1. Размеры
ИСО 3547-4:1999 Подшипники скольжения. Втулки свертные. Часть 4. Материалы
ИСО 4378-1:1999 Подшипники скольжения. Термины, определения и классификация. Часть 1. Конструкция, подшипниковые материалы и их свойства
ИСО 12301:1992 Подшипники скольжения. Методы контроля геометрических показателей и показателей качества материалов
ИСО 12307-1:1994 Подшипники скольжения. Свертные втулки. Контроль наружного диаметра
ИСО 12307-2:1995 Подшипники скольжения. Свертные втулки. Контроль внутреннего диаметра
3 Термины и определения
В настоящем стандарте применены термины по ИСО 4378-1.
4 Обозначения
В настоящем стандарте применены следующие обозначения и единицы измерения (см. таблицу 1 и рисунок 1).
Таблица 1 - Обозначения и единицы измерения
Обозначение | Определение | Единица измерения |
Уменьшенная площадь поперечного сечения втулки (расчетные значения) | мм | |
Номинальная ширина втулки | мм | |
Внутренняя фаска | мм | |
Наружная фаска | мм | |
Номинальный внутренний диаметр втулки | мм | |
Внутренний диаметр втулки в кольцевом калибре | мм | |
Номинальный наружный диаметр втулки | мм | |
Контрольная нагрузка | Н | |
Диаметр отверстия контрольного блока | мм | |
Диаметр установочной оправки | мм | |
Толщина слоя стальной основы* | мм | |
Толщина слоя подшипникового материала* | мм | |
Толщина стенки втулки* | мм | |
Допуск на диаметр | мм | |
Упругое сжатие | мм | |
Расстояние между полувкладышами контрольного блока | мм | |
Показания индикатора | мм | |
Показания кольцевого индикатора при контроле типа D | мм | |
* Для втулок. Изготовленных из одного материала, принимают | ||

Примечания
1 Элемент 1 - разъем.
2 Выносной элемент показан для втулки, изготовленной из многослойного материала, где
- толщина стальной основы,
- толщина слоя антифрикционного материала как основа для расчета в соответствии с ИСО 3547-2;
- полная толщина стенки;
и
- наружная и внутренняя фаски;
может быть радиусом или фаской согласно ИСО 13715 [1].
Рисунок 1
5 Общие данные, указываемые на чертеже
Для свертной втулки следует указывать:
- наружный диаметр и толщину стенки
или
- наружный диаметр и внутренний диаметр
.
Не допускается толщину стенки и внутренний диаметр
указывать одновременно как контролируемые размеры.
6 Типы контроля
6.1 Контроль типа А
Контроль наружного диаметра проводят на измерительном оборудовании с помощью контрольного блока и установочной оправки в соответствии с разделом 7.
6.2 Контроль типа В
Контроль наружного диаметра проводят с помощью двух кольцевых калибров в соответствии с разделом 8.
6.3 Контроль типа С
Контроль внутреннего диаметра втулки, установленной в кольцевой калибр, проводят в соответствии с разделом 9.
6.4 Контроль типа D
Контроль наружного диаметра проводят с помощью прецизионной мерной ленты в соответствии с разделом 10.
7 Контроль типа А
7.1 Описание
Измерительное оборудование состоит из базовой плиты, на которой установлены два полувкладыша контрольного блока (см. ИСО 12307-1).
После установки втулки в измерительное оборудование в положение с разъемом в верхней части два полувкладыша контрольного блока сжимаются при заданной контрольной нагрузке . Контрольную нагрузку выбирают таким образом, чтобы обеспечить удовлетворительное прилегание наружной поверхности втулки к внутренней поверхности контрольного блока.
Диаметр установочной оправки отличается от диаметра контрольного блока.
Максимальное различие между диаметрами контрольного блока и установочной оправки
приведено в таблице 2.
Таблица 2
| |
До 18 включ. | 0,006 |
Св. 18 " 50 " | 0,008 |
" 50 " 80 " | 0,010 |
" 80 " 120 " | 0,012 |
" 120 " 180 " | 0,016 |
Наружный диаметр втулки во время контроля уменьшается в результате упругого сжатия (см. таблицу 3), однако остаточного уменьшения
не происходит. Установка показывающего устройства на корректирующий размер достигается с помощью установочной оправки при приложенной контрольной нагрузке
. Это регулирует расстояние
между двумя полувкладышами контрольного блока.
После установки втулки расстояние между двумя полувкладышами контрольного блока изменяется при приложении нагрузки
, и индикатор расстояния регистрирует значение
. Наружный диаметр рассчитывают по формуле
![]() .
.
7.2 Исходные данные для расчета
7.2.1 Упругое сжатие наружного диаметра
Упругое сжатие наружного диаметра
составляет разность между значениями
при нулевой нагрузке и приложенной контрольной нагрузке
.
Для обеспечения надлежащего прилегания втулки к поверхности контролируемого корпуса нагрузка должна быть определенной величины. Контрольную нагрузку устанавливают такой, чтобы она обеспечивала заданное значение упругого сжатия
наружного диаметра, регламентированное в таблице 3.
Таблица 3 - Упругое сжатие наружного диаметра
при контрольной нагрузке
До 6 включ. | 0,003 |
Св. 6 " 12 " | 0,006 |
" 12 " 80 " | 0,013 |
" 80 " 180 " | 0,025 |
7.2.2 Диаметр контрольного блока и контрольная нагрузка
Диаметр контрольного блока рассчитывают исходя из установленного верхнего предела наружного диаметра по уравнению:
![]() .
.
Значения и
приведены в таблице 4.
Таблица 4 - Формулы для расчета и
| 6 | 12 | 80 | |
|
|
|
| |
|
|
|
| |
Примечание - При расчете | ||||
7.2.3 Уменьшенная площадь поперечного сечения
Используя номинальные размеры ,
и
, рассчитывают значения
по следующим уравнениям:
![]() - для втулки из стали, сплава сталь/свинец, сплава сталь/олово и материала сталь/пластик;
- для втулки из стали, сплава сталь/свинец, сплава сталь/олово и материала сталь/пластик;
![]() - для втулок из сплава сталь/медь;
- для втулок из сплава сталь/медь;
![]() - для втулок из медного сплава;
- для втулок из медного сплава;
![]() - для втулок из сплава сталь/алюминий.
- для втулок из сплава сталь/алюминий.
Смазочные канавки уменьшают значение в зависимости от их формы, расположения и способа изготовления. Если отношение площади поверхности канавок к общей поверхности втулок превышает 10%, то это учитывают при расчете
.
Примечание - Для втулок, изготовленных не в соответствии с ИСО 3547-1, для размеров ,
и
используют среднеарифметическое значение двух предельных размеров, округленное до 0,1 мм.
7.2.4 Пределы показаний
Верхний предел: 0; нижний предел: ![]() (округленный до 0,005 мм).
(округленный до 0,005 мм).
7.2.5 Пример указания и расчета данных
Дано:
втулка по ИСО 3547 - 30А 3430-
;
наружный диаметр: ![]() мм;
мм;
толщина стенки: ![]() мм;
мм;
толщина слоя стальной основы: ![]() мм;
мм;
ширина втулки: ![]() мм;
мм;
материал: сплав сталь/медь S3 (согласно ИСО 3547-4).
Результаты расчета
В соответствии с 7.2.2:
![]() мм.
мм.
В соответствии с 7.2.3:
![]() мм
мм.
Примечание - ![]() мм.
мм.
В соответствии с 7.2.2:
![]() Н;
Н;
![]() Н (округлено до 500 Н).
Н (округлено до 500 Н).
В соответствии с 7.2.4:
верхний предел : 0;
нижний предел :
![]() мм (округлено до 0,005 мм).
мм (округлено до 0,005 мм).
7.2.6 Пример указания данных для контроля (см. рисунок 2)

1 - положение разъема; 2 - контрольный блок
Рисунок 2 - Контроль типа А с помощью контрольного блока и установочной оправки
Контроль типа А по настоящему стандарту
Контрольный блок и установочная оправка ![]() мм.
мм.
Контрольная нагрузка |
|
Пределы |
|
Наружный диаметр |
|
8 Контроль типа В
8.1 Описание
Контроль проводят с помощью двух кольцевых калибров, проходного GO и непроходного NO GO, диаметры которых выбирают эмпирически по ИСО 3547-1, таблица 6, и согласовывают между изготовителем и заказчиком.
Контролируемая втулка должна входить в проходной кольцевой калибр от усилия руки (максимальное усилие - 250 Н) и не должна входить в непроходной кольцевой калибр (при том же усилии) (см. ИСО 12307-1).
Примечание - В отдельных случаях на точность контроля может влиять отклонение втулки от округлости или стыковое соединение, которое не закрыто, тогда предпочтительным является контроль типа А.
8.2 Пример указания данных
Дано:
втулка по ИСО 3547 - 30А 3430-S3;
наружный диаметр: ![]() мм;
мм;
материал: сплав сталь/медь (согласно ИСО 3547-4).
8.3 Пример указания данных для контроля
Контроль типа В по настоящему стандарту.
Диаметр проходного калибра GO=34,095 мм.
Диаметр непроходного калибра NO GO=34,045 мм.
Примечание - Диаметры калибров GO и NO GO устанавливаются эмпирически.
9 Контроль типа С
9.1 Описание
Для контроля внутреннего диаметра втулку вставляют в кольцевой калибр, номинальный диаметр которого должен соответствовать размеру, указанному в ИСО 3547-1, таблица 5, а другие детали кольцевого калибра - ИСО 12307-2.
Внутренний диаметр измеряют с помощью трехточечного измерительного прибора (см. ИСО 12301) или контролируют с помощью GO и NO GO калибров-пробок.
Диаметры проходного и непроходного калибров-пробок должны соответствовать допускам внутреннего диаметра
втулки в кольцевом калибре, указанным в ИСО 3547-1, таблица 4.
Проходной калибр-пробка должен вставляться с минимальным усилием, а непроходной калибр-пробка не должен вставляться от усилия руки (максимальное усилие - 250 Н).
При установке втулки в кольцевой калибр возможно остаточное уменьшение наружного диаметра.
Примечание - Чтобы изготовитель и заказчик могли сравнить результаты контроля, необходимо согласовать, будут ли они получены измерением или с помощью калибров.
9.2 Пример указания данных
Дано:
втулка по ИСО 3547 - 30W 3430-Y1;
материал: сплав медь/олово Y1 (согласно ИСО 3547-4);
отверстие корпуса: ![]() мм;
мм;
внутренний диаметр: ![]() мм, втулка в кольцевом калибре (см. ИСО 3547-1, таблица 4).
мм, втулка в кольцевом калибре (см. ИСО 3547-1, таблица 4).
9.3 Пример указания данных для контроля (см. рисунок 3)

1 - втулка, вставленная в кольцевой калибр диаметром 34,013 мм
Рисунок 3 - Контроль типа С с помощью калибров по ИСО 3547-2
внутренний диаметр кольцевого калибра: 34,013 мм (см. ИСО 3547-1, таблица 5 и ИСО 12307-2, таблица 2);
наружный диаметр проходного калибра-пробки: 30,000 мм;
наружный диаметр непроходного калибра-пробки: 30,052 мм (см. ИСО 3547-1, таблица 4 и ИСО 12307-2, таблица 2).
10 Контроль типа D
10.1 Описание
Для контроля наружного диаметра втулок больших размеров следует использовать прецизионную мерную ленту, чтобы измерить окружность. Мерная лента охватывает втулку на 360° по центральной линии ширины с приложенным усилием, достаточным для закрытия разъема втулки (см. рисунок 4).
|
|
а) Калибрование ленты с помощью установочной оправки | b) Контроль втулки |

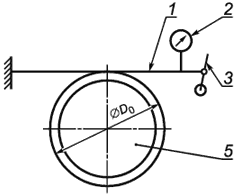
1 - прецизионная мерная лента; 2 - измерительный прибор; 3 - механизм натяжения; 4 - установочная оправка; 5 - втулка
Рисунок 4
Мерную ленту калибруют по установочной оправке диаметром, равным номинальному наружному диаметру втулки. Измерительный прибор крепят на свободном конце мерной ленты и устанавливают размер калибрования.
После измерения втулки показания кольцевого индикатора имеют различия между калиброванным значением установочной оправки и измеренным значением втулки. Исходя из этого, наружный диаметр втулки вычисляют по формуле
![]() .
.
10.2 Пример указания данных
Дано:
втулка по ИСО 3547 - 200А 205100-S3;
наружный диаметр: ![]() мм;
мм;
материал: сплав сталь/медь S3 (согласно ИСО 3547-4).
10.3 Пример указания данных для контроля
Контроль типа D по настоящему стандарту.
Детали данного контроля должны быть согласованы между изготовителем и заказчиком.
Контроль мерной лентой проводят калиброванием ленты с помощью установочной оправки с последующим контролем втулки в соответствии с рисунком 4.
11 Обозначение
Контроль типа А наружного диаметра обозначают следующим образом:
Контроль ИСО 3547-А.
Приложение А
(справочное)
Сведения о соответствии национальных стандартов Российской Федерации ссылочным международным (региональным) стандартам
Таблица А.1
Обозначение ссылочного международного стандарта | Обозначение и наименование соответствующего национального стандарта |
ИСО 3547-1:1999 | ГОСТ ИСО 3547-1-2006 Подшипники скольжения. Втулки свертные. Часть 1. Размеры (IDT) |
ИСО 3547-4:1999 | ГОСТ ИСО 3547-4-2006 Подшипники скольжения. Втулки свертные. Часть 4. Материалы (IDТ) |
ИСО 4378-1:1997 | ГОСТ ИСО 4378-1-2001 Подшипники скольжения. Термины, определения и классификация. Часть 1. Конструкция, подшипниковые материалы и их свойства (IDТ) |
ИСО 12301:1992 | ГОСТ ИСО 12301-95 Подшипники скольжения. Методы контроля геометрических показателей качества материалов (IDТ) |
ИСО 12307-1:1994 | ГОСТ ИСО 12307-1-96 Подшипники скольжения. Свертные втулки. Контроль наружного диаметра (IDТ) |
ИСО 12307-2:1995 | ГОСТ ИСО 12307-2-99 Подшипники скольжения. Свертные втулки. Контроль внутреннего диаметра (IDТ) |
Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDТ - идентичные стандарты. | |
Библиография
[1] | ИСО 13715:1994 | Технические чертежи. Края неопределенной формы. Словарь и обозначения на чертежах |
(ISO 13715:1994) | (Technical drawings - Edges of undefined shape - Vocabulary and indication on drawings) |
Электронный текст документа
и сверен по:
, 2009
