ГОСТ Р 58361-2019
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Магистральный трубопроводный транспорт нефти и нефтепродуктов
ОБОРУДОВАНИЕ СВАРОЧНОЕ
Общие технические условия
Trunk pipeline transport of oil and oil products. Welding equipment. General specifications
ОКС 25.160.30
Дата введения 2019-09-01
Предисловие
1 РАЗРАБОТАН Обществом с ограниченной ответственностью "Научно-исследовательский институт трубопроводного транспорта" (ООО "НИИ Транснефть")
2 ВНЕСЕН Подкомитетом ПК 10 "Строительство и капитальный ремонт объектов нефтяной и газовой промышленности" Технического комитета по стандартизации ТК 23 "Нефтяная и газовая промышленность"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 1 марта 2019 г. N 73-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
ВНЕСЕНА поправка, опубликованная в ИУС N 3, 2020 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на сварочное оборудование для дуговой сварки, предназначенное для производства работ при строительстве, ремонте и реконструкции объектов магистрального трубопровода (МТ) для транспортировки нефти и нефтепродуктов:
- линейной части МТ;
- технологических трубопроводов;
- резервуаров для нефти и нефтепродуктов.
Применение настоящего стандарта на иных объектах, входящих в состав МТ, определяется эксплуатирующей организацией.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 2.106 Единая система конструкторской документации. Текстовые документы
ГОСТ 2.610 Единая система конструкторской документации. Правила выполнения эксплуатационных документов
ГОСТ 8.401 Государственная система обеспечения единства измерений. Классы точности средств измерений. Общие требования
ГОСТ 9.303 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Покрытия металлические и неметаллические неорганические. Общие требования к выбору
ГОСТ 9.306 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Покрытия металлические и неметаллические неорганические. Обозначения
ГОСТ 9.402 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию
ГОСТ 12.1.003 Система стандартов безопасности труда. Шум. Общие требования безопасности
ГОСТ 12.1.004 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.035 Система стандартов безопасности труда. Оборудование для дуговой и контактной электросварки. Допустимые уровни шума и методы измерений
ГОСТ 12.2.003 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.007.0 Система стандартов безопасности труда. Изделия электротехнические. Общие требования безопасности
ГОСТ 12.2.007.8 Система стандартов безопасности труда. Устройства электросварочные и для плазменной обработки. Требования безопасности
ГОСТ 12.2.049 Система стандартов безопасности труда. Оборудование производственное. Общие эргономические требования
ГОСТ 12.3.003 Система стандартов безопасности труда. Работы электросварочные. Требования безопасности
ГОСТ 12.3.019 Система стандартов безопасности труда. Испытания и измерения электрические. Общие требования безопасности
ГОСТ 15.309 Системы разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 20.57.406 Комплексная система контроля качества. Изделия электронной техники, квантовой электроники и электротехнические. Методы испытаний
ГОСТ 12971 Таблички прямоугольные для машин и приборов. Размеры
ГОСТ 14192 Маркировка грузов
ГОСТ 14254 (IEC 60529) Степени защиты, обеспечиваемые оболочками (Код IP)
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16962.1 (МЭК 68-2-1) Изделия электротехнические. Методы испытаний на устойчивость к климатическим внешним воздействующим факторам
ГОСТ 16962.2 Изделия электротехнические. Методы испытаний на стойкость к механическим внешним воздействующим факторам
ГОСТ 17516.1 Изделия электротехнические. Общие требования в части стойкости к механическим внешним воздействующим факторам
ГОСТ 18620 Изделия электротехнические. Маркировка
ГОСТ 23170 Упаковка для изделий машиностроения. Общие требования
ГОСТ 23216 Изделия электротехнические. Хранение, транспортирование, временная противокоррозионная защита, упаковка. Общие требования и методы испытаний
ГОСТ 24297 Верификация закупленной продукции. Организация проведения и методы контроля
ГОСТ 30630.1.2 Методы испытаний на стойкость к механическим внешним воздействующим факторам машин, приборов и других технических изделий. Испытания на воздействие вибрации
ГОСТ IEC 60974-5 Оборудование для дуговой сварки. Часть 5. Механизм подачи проволоки
ГОСТ IEC 60974-7 Оборудование для дуговой сварки. Часть 7. Горелки
ГОСТ IEC 61140 Защита от поражения электрическим током. Общие положения безопасности установок и оборудования
ГОСТ Р 8.568 Государственная система обеспечения единства измерений. Аттестация испытательного оборудования. Основные положения
ГОСТ Р 15.301 Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство
ГОСТ Р 27.403 Надежность в технике. Планы испытаний для контроля вероятности безотказной работы
ГОСТ Р 51318.11 (СИСПР 11) Совместимость технических средств электромагнитная. Промышленные, научные, медицинские и бытовые (ПНМБ) высокочастотные устройства. Радиопомехи индустриальные. Нормы и методы измерений
ГОСТ Р 51320 Совместимость технических средств электромагнитная. Радиопомехи индустриальные. Методы испытаний технических средств - источников индустриальных помех
ГОСТ Р 51526 (МЭК 60974-10) Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Часть 10. Требования и методы испытаний
ГОСТ Р МЭК 60974-1 Оборудование для дуговой сварки. Часть 1. Источники сварочного тока
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется принять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 механизированная сварка: Сварка, при которой механизирована только подача проволоки.
3.2 автоматическая сварка: Сварка, при которой автоматизированы все главные операции, исключая погрузку-разгрузку.
3.3
сварочный агрегат: Агрегат, состоящий из сварочного генератора и приводного двигателя. [ГОСТ 2601-84, статья 152] |
3.4
ручная сварка: Сварка, выполняемая человеком с помощью инструмента, получающего энергию от специального источника. [ГОСТ 2601-84, статья 2] |
3.5
дуговая сварка в защитном газе неплавящимся электродом: Сварка в защитном газе неплавящимся, например вольфрамовым, электродом. [ГОСТ Р ИСО 857-1-2009, статья 4.2.4.20] |
3.6
сварочная головка: Устройство, осуществляющее подачу сварочной проволоки и поддержание заданного режима сварки. Примечание - Сварочная головка может составлять часть автомата для дуговой сварки. [ГОСТ 2601-84, статья 144] |
3.7 механизм подачи сварочной проволоки: Устройство, предназначенное для стабильной подачи сварочной проволоки через горелку к месту сварки и регулирования скорости подачи проволоки при выборе режимов сварки.
3.8
ручная дуговая сварка плавящимся покрытым электродом: Дуговая сварка плавящимся электродом, выполняемая вручную с использованием покрытого электрода. [ГОСТ Р ИСО 857-1-2009, статья 4.2.4.4] |
3.9
коэффициент нагрузки [продолжительность включения ПН (X)]: Отношение непрерывной работы под нагрузкой (в течение заданного промежутка времени) к общей продолжительности работы. Примечания 1 Указанное отношение, выражаемое значением от 0 до 1, также может быть представлено в виде процентов. 2 При подготовке настоящего документа за продолжительность одного полного цикла было принято значение 10 мин. Например, при цикле нагрузки 60% нагрузка подается непрерывно в течение 6 мин, после чего в течение 4 мин подача нагрузки не проводится. [ГОСТ Р МЭК 60974-1-2012, пункт 3.37] |
4 Сокращения
В настоящем стандарте применены следующие сокращения:
ВАХ - вольт-амперная характеристика;
ЗИП - запасные части, инструменты и принадлежности;
КД - конструкторская документация;
ПМИ - программа и методика испытаний;
ПВ - продолжительность включения;
ПН - продолжительность нагрузки;
СО - сварочное оборудование;
ТУ - технические условия.
5 Классификация
5.1 СО подразделяют на следующие типы:
- источники сварочного тока;
- механизмы подачи сварочной проволоки (для механизированной сварки);
- сварочные головки (для автоматической сварки);
- автономные сварочные агрегаты.
5.2 Источники сварочного тока подразделяют на следующие виды:
а) по назначению:
- для ручной сварки,
- механизированной сварки,
- автоматической сварки,
- универсальные.
б) по количеству питаемых постов:
- однопостовые,
- многопостовые.
5.3 Механизмы подачи сварочной проволоки по типу сварочных материалов подразделяют на следующие виды:
- для сварки проволокой сплошного сечения в среде защитных газов и их смесях;
- сварки порошковой проволокой в среде защитных газов и их смесях;
- сварки самозащитной порошковой проволокой.
5.4 Сварочные головки подразделяют по виду сварочных материалов на следующие виды:
- для сварки проволокой сплошного сечения в среде защитных газов и их смесях;
- сварки порошковой проволокой в среде защитных газов и их смесях;
- сварки самозащитной порошковой проволокой;
- сварки неплавящимся электродом в среде инертных газов;
- сварки под слоем флюса.
5.5 Автономные сварочные агрегаты подразделяют:
а) по назначению на следующие виды:
- для ручной сварки,
- механизированной сварки;
б) по числу питаемых постов на следующие виды:
- однопостовые,
- многопостовые.
6 Технические характеристики
6.1 Основные показатели и характеристики
6.1.1 СО изготавливают в соответствии с ГОСТ Р МЭК 60974-1, ГОСТ IEC 60974-5, ГОСТ IEC 60974-7 и КД на конкретные его виды, а также настоящим стандартом.
6.1.2 Вид климатического исполнения СО - У, ХЛ, УХЛ, категория размещения - 1, 2, 3 по ГОСТ 15150.
6.1.3 Основные технические параметры и характеристики СО приведены в таблице 1.
Таблица 1 - Основные технические параметры и характеристики СО
Наименование параметра/характеристики | Значение |
1 Номинальное напряжение питающей сети*, В | 220 и/или 380 |
2 Частота питающей сети*, Гц | 50/60 |
3 Изменение установленной величины тока/напряжения при допустимых колебаниях напряжения питающей сети ±10% от номинального значения*, %, не более | ±2 |
4 Тип атмосферы по ГОСТ 15150 | II |
5 Относительная влажность окружающей среды при температуре 20°С по ГОСТ 15150, %, не более | 80 |
6 Группа по допустимым механическим воздействиям по ГОСТ 17516.1, не ниже | М18 |
7 Степень защиты по ГОСТ 14254, не ниже | IP 23 |
8 Срок службы, год, не менее | 5 |
9 Наработка на отказ, ч, не менее | 1500 |
10 Ресурс до капитального ремонта, ч, не менее | 5000 |
* Не применяют к автономным сварочным агрегатам. | |
6.1.4 В конструкции источника сварочного тока предусматривают:
- наличие отключающих предохранителей или автоматов со стороны питающей сети в соответствии с [1] (подраздел 7.6) и [2];
- наличие заземляющих контактов на штепсельных соединениях проводов для включения в сеть или заземляющего болта;
- наличие защиты вращающихся частей и частей, находящихся под напряжением или при температуре свыше 40°С;
- надежную фиксацию всех органов управления, исключающую самопроизвольное или случайное включение и отключение;
- наличие на органах управления четких, читаемых надписей или условных знаков, указывающих их функциональное назначение;
- возможность регулирования длины дуги (кроме РД, РАД) и динамики источника (по согласованию с заказчиком);
- устройство считывания, сохранения и передачи информации о параметрах сварки (по согласованию с заказчиком);
- устройство электронной идентификации СО (по согласованию с заказчиком);
- возможность подключения пульта дистанционного регулирования (для ручной дуговой сварки плавящимся покрытым электродом и неплавящимся электродом).
6.1.5 Конструкция источников сварочного тока для ручной дуговой сварки плавящимся электродом дополнительно включает возможности регулирования:
- тока короткого замыкания (по согласованию с заказчиком);
- величины импульса сварочного тока при зажигании дуги (по согласованию с заказчиком).
6.1.6 Конструкция источников сварочного тока для ручной аргонодуговой сварки неплавящимся электродом дополнительно включает наличие:
- устройства бесконтактного поджига дуги;
- наличие функции снижения напряжения холостого хода не выше 12 В (по согласованию с заказчиком допускается применение внешнего блока снижения напряжения холостого хода);
- функции заварки кратера;
- регулировки плавного увеличения тока.
6.1.7 Дополнительные технические характеристики источников сварочного тока приведены в таблице 2.
Таблица 2 - Дополнительные технические характеристики источников сварочного тока
Наименование | Значение | ||||||||
параметра/характеристики | Ручная сварка | Механизированная сварка | Автоматическая сварка | ||||||
плавя- | неплавя- | в среде | самоза- | в среде | под слоем флюса | ||||
щимся | щимся | защитных газов и их смесях прово- | щитной | защитных газов и их смесях | трубо- | резер- | |||
1 Номинальный | при | 2,0-2,6 | 85 | 90 | 160 | 250 | 270 | 950 | 550 |
сварочный ток | диаметре электрода/ проволоки, | 3,0-3,5 | 120 | 120 | |||||
100%, при этом источник сварочного тока обеспечивает устойчивую работу при сварке во всем диапазоне сварочных токов, А, не менее | мм | 4,0 | 160 | - | |||||
2 Напряжение холостого хода, В, не более | 100 | - | 100 | 100 (для постоянного тока) | |||||
3 Дискретность регулирования сварочного тока А, не более | 5 | - | - | ||||||
4 Дискретность регулирования напряжения, В | - | ±0,5 | ±0,5 | ||||||
5 Максимальное колебание установленных значений сварочного тока и напряжения из-за взаимного влияния постов значений, %, не более | ±5 | ||||||||
6.1.8 Дополнительные технические характеристики механизмов подачи сварочной проволоки приведены в таблице 3.
Таблица 3 - Дополнительные технические характеристики механизмов подачи сварочной проволоки
Наименование параметра/характеристики | Значение при сварке | |
в защитных газах и их смесях | самозащитной порошковой проволокой | |
1 Номинальный сварочный ток, А, не менее, при ПН, равной 100% | 160 | 250 |
2 Допустимое отклонение скорости подачи проволоки от установленного значения, % | ±10 | |
6.1.9 Дополнительные технические характеристики сварочных головок приведены в таблице 4.
Таблица 4 - Дополнительные технические характеристики сварочных головок
Наименование параметра/характеристики | Значение при сварке | ||
в защитных | под слоем флюса | ||
газах и их смесях | трубопроводов | резервуаров | |
1 Номинальный сварочный ток, А, не менее, при ПН, равной 100% | 270 | 950 | 550 |
2 Допустимое отклонение скорости перемещения головки от установленного значения, % | ±10 | ||
3 Допустимое отклонение скорости подачи проволоки от установленного значения, % | |||
6.1.10 Допускается применение механизмов подачи сварочной проволоки и сварочных головок, рассчитанных на более низкие значения сварочного тока, при условии обеспечения режимов сварки, указанных в производственно-технологической документации (по согласованию с заказчиком).
6.1.11 В конструкции автономного сварочного агрегата предусматривают:
- наличие приборов индикации состояния двигателя;
- наличие искрогасителя в системе выхлопного тракта;
- наличие аварийной системы защиты двигателя при низком уровне масла, перегреве и т.п.;
- наличие системы стабилизации оборотов двигателя при изменении нагрузки;
- наличие приспособлений для крепления кабелей и других аксессуаров;
- оснащение вспомогательным источником переменного тока (230 и/или 400 В, 50 Гц) для питания электроинструмента, печей для прокалки электродов, освещения рабочего места сварщика;
- возможность автоматического перехода двигателя на холостые обороты при отсутствии нагрузки и возможность отключения данной функции (по согласованию с заказчиком);
- возможность размещения агрегата на раме, тележке, прицепе для перемещения по дорогам общего пользования;
- возможность регулирования наклона ВАХ (по согласованию с заказчиком);
- наличие функции снижения напряжения холостого хода до 12 В (по согласованию с заказчиком допускается применение внешнего блока снижения напряжения холостого хода);
- укомплектованность пультами дистанционного регулирования из расчета один пульт на сварочный пост (для ручной дуговой сварки плавящимся покрытым электродом);
- наличие устройств для крепления грузозахватных приспособлений;
- возможность регулирования тока короткого замыкания для ручной дуговой сварки (по согласованию с заказчиком);
- возможность регулировки импульса сварочного тока (времени действия/пикового значения) при зажигании дуги (по согласованию с заказчиком).
6.1.12 Дополнительные технические характеристики автономных сварочных агрегатов приведены в таблице 5.
Таблица 5 - Дополнительные технические характеристики автономных сварочных агрегатов
Наименование параметра/характеристики | Значение | ||||
Ручная сварка | Механизированная сварка | ||||
плавящимся | в среде защитных газов и их смесях сплошной/ | самозащитной порошковой проволокой | |||
1 Номинальный сварочный ток | при диаметре | 2,0-2,6 | 85 | 160 | 250 |
| электрода/ | 3,0-3,2 | 120 | ||
этом автономный сварочный агрегат обеспечивает устойчивую работу при сварке во всем диапазоне сварочных токов, А, не менее | мм | 4,0 | 160 | ||
2 Колебания режимов сварки от номинальных значений тока и напряжения, вызываемые взаимным влиянием постов при многопостовом питании, %, не более | ±5 | ||||
3 Время непрерывной работы при номинальной нагрузке, ч, не менее | 10 | ||||
6.1.13 От коррозии металлические поверхности защищают с помощью лакокрасочных покрытий по ГОСТ 9.402, ГОСТ 9.303, ГОСТ 9.306.
6.1.14 Характеристики электромагнитной совместимости - по ГОСТ Р 51526.
6.1.15 Характеристики напряжения помехи излучаемые электромагнитные помех и аппаратами в режиме ожидания и нагрузочном по ГОСТ Р 51526, а именно:
- нормы напряжения помех на сетевых зажимах в режиме ожидания по уровню соответствуют значениям группы 1, приведенным в ГОСТ Р 51318.11;
- нормы напряжения помех на сетевых зажимах в нагрузочном режиме по уровню соответствуют значениям группы 2, приведенным в ГОСТ Р 51318.11;
- нормы излучаемых электромагнитных помех в режиме ожидания соответствуют нормам группы 1, приведенным в ГОСТ Р 51318.11;
- нормы излучаемых электромагнитных помех в нагрузочном режиме соответствуют нормам группы 2, приведенным в ГОСТ Р 51318.11.
6.2 Сырье, материалы, покупные изделия
6.2.1 Все сырье, материалы, покупные изделия подвергают входному контролю по ГОСТ 24297.
6.3 Комплектность
6.3.1 Комплект поставки СО определяют в КД и договоре на поставку.
6.3.2 СО поставляют с эксплуатационными документами:
- руководством по эксплуатации;
- паспортом;
- ведомостью ЗИП,
выполненными в соответствии с ГОСТ 2.610.
6.3.3 Минимальный комплект поставки источников сварочного тока:
- источник сварочного тока;
- комплект ЗИП;
- выносной пульт дистанционного управления (для ручной дуговой сварки плавящимся покрытым электродом);
- сопроводительные документы, в том числе декларация/сертификат о соответствии требованиям [3].
6.3.4 Минимальный комплект поставки механизма подачи сварочной проволоки:
- подающее устройство;
- комплект кабелей и шлангов для подключения к источнику сварочного тока (длина по согласованию с заказчиком);
- комплект ЗИП;
- сопроводительные документы, в т.ч. декларация/сертификат о соответствии требованиям [3].
6.3.5 Минимальный комплект поставки сварочной головки:
- сварочная головка со встроенным или выносным механизмом подачи сварочной проволоки и горелкой;
- блок управления;
- выносной пульт дистанционного управления/программатор;
- комплект сварочных кабелей, кабелей управления и шлангов;
- комплект ЗИП;
- сопроводительные документы, в т.ч. декларация/сертификат о соответствии требованиям [3].
6.3.6 Минимальный комплект поставки автономного сварочного агрегата:
- автономный сварочный агрегат в сборе;
- выносной пульт дистанционного управления (для каждого поста ручной дуговой сварки плавящимся покрытым электродом);
- комплект ЗИП, в т.ч. для приводного двигателя;
- эксплуатационные документы для приводного двигателя;
- сопроводительные документы, в т.ч. декларация/сертификат о соответствии требованиям [3].
6.4 Маркировка
6.4.1 Маркировку наносят на каждый источник сварочного тока, механизм подачи сварочной проволоки, сварочную головку, автономный сварочный агрегат.
6.4.2 Содержание маркировки:
- модель (марка) СО и/или обозначение типа;
- заводской номер;
- номинальные значения технических параметров;
- основные, дополнительные и информационные надписи, а также транспортная маркировка в соответствии с ГОСТ 12971, ГОСТ 14192, ГОСТ 18620, ГОСТ Р МЭК 60974-1, ГОСТ IEC 60974-5;
- дата изготовления;
- товарный знак или наименование изготовителя.
6.4.3 Маркировку наносят непосредственно на изделие (снаружи и внутри корпуса), табличку, ярлык или этикетку. Снаружи маркировку наносят на место, доступное для обзора и прочтения при эксплуатации. Места нанесения маркировки устанавливают в КД.
6.4.4 Все надписи на маркировке наносят на русском языке.
6.5 Упаковка
СО и его комплектующие упаковывают в специализированную тару, предохраняющую от механических повреждений и воздействия влаги при транспортировании в соответствии с КД.
7 Обеспечение безопасности и охраны окружающей среды
7.1 При эксплуатации СО соблюдают основные правила безопасности в части: пожарной безопасности, взрывобезопасности, промышленной безопасности, защитных средств, воздействия шума, оснащения рабочих мест, мероприятий по обеспечению безопасности, функционирования приборов аварийной сигнализации, охраны труда, охраны окружающей среды в соответствии с ГОСТ 12.2.007.0, ГОСТ 12.2.007.8, ГОСТ 12.3.003, ГОСТ 12.3.019, ГОСТ 12.1.035.
7.2 СО соответствует требованиям ГОСТ 12.2.003, ГОСТ 12.2.049; требованиям безопасности к электротехническим устройствам - в соответствии с ГОСТ 12.2.007.0, ГОСТ 12.2.007.8, [1] (подраздел 7.6), [2] (подраздел 3.1) и [4].
7.3 Требования по обеспечению пожарной безопасности - по ГОСТ 12.1.004, [5], [6].
7.4 По способу защиты человека от поражения электрическим током СО относят к классу 1 по ГОСТ IEC 61140.
7.5 Требования уровня звукового давления на рабочих местах - по ГОСТ 12.1.003. Уровень звукового давления СО в октавных полосах частот и уровень звука на опорном радиусе от 0,7 до 0,8 м от дуги - не более значений, приведенных в таблице 6.
Таблица 6 - Показатели уровня звукового давления
Октавные полосы со среднегеометрическими частотами, Гц | Уровень звукового давления, дБ | Уровень звука, дБА |
31,5 | 107 | 80 |
63,0 | 95 | |
125,0 | 87 | |
250,0 | 82 | |
500,0 | 78 | |
1000,0 | 75 | |
2000,0 | 73 | |
4000,0 | 71 | |
8000,0 | 69 |
7.6 СО должно соответствовать требованиям охраны окружающей среды, установленным нормативными документами Российской Федерации.
8 Правила приемки
8.1 Для проверки соответствия СО техническим характеристикам, установленным в настоящем стандарте и ТУ, изготовитель проводит квалификационные, приемо-сдаточные, периодические и типовые испытания по ГОСТ 15.309, ГОСТ Р 15.301.
8.2 Объем по каждому виду испытаний определяется ТУ изготовителя СО. При типовых и периодических испытаниях осуществляют проверку показателей в объеме, не менее приведенных в 6.1.3 и таблице 1, а при приемо-сдаточных испытаниях - в объеме, не менее приведенных в таблицах 2-5 для соответствующих типов СО.
8.3 На каждую категорию испытаний разрабатывают и утверждают ПМИ в установленном изготовителем порядке.
8.4 Результаты испытаний оформляют согласно ГОСТ 15.309 и ТУ.
8.5 Результаты приемки считают положительными, а СО - выдержавшим проверку, если результаты испытаний подтверждают соответствие СО настоящему стандарту и ТУ.
8.6 Квалификационные испытания предшествуют приемке продукции, выпуск которой изготовителем начат впервые.
Квалификационные испытания проводят по ПМИ периодических испытаний по ГОСТ 15.309.
8.7 Квалификационным испытаниям подвергают источники сварочного тока, механизмы подачи сварочной проволоки, сварочные головки и автономные сварочные агрегаты.
Квалификационные испытания носят статус периодических при приемке СО вплоть до получения результатов очередных периодических испытаний.
8.8 Приемо-сдаточным испытаниям подвергают каждое изделие каждого вида СО на соответствие настоящему стандарту и ТУ.
8.9 Периодические испытания проводят не реже одного раза в три года на одном изделии, прошедшем приемо-сдаточные испытания.
Если в процессе периодических испытаний как минимум один из параметров испытуемого СО не будет соответствовать техническим характеристикам, установленным в настоящем стандарте и ТУ, то проводят повторные испытания на удвоенном количестве изделий. Результаты повторных испытаний являются окончательными. Допускается проводить повторные испытания только по тем показателям, по которым получены неудовлетворительные результаты.
8.10 Допускается при типовых испытаниях проверять СО только по тем параметрам, на которые внесенные изменения могут оказать влияние.
8.11 Подготовка к испытаниям, средства и условия проведения испытаний, способы и режимы контроля, виды и объемы испытаний, формы представления данных и оценивания точности и достоверности результатов, требования безопасности при проведении испытаний - по ПМИ, составленной и оформленной в соответствии с ГОСТ 2.106.
8.12 Средства испытаний должны обеспечивать все предусмотренные режимы проверки СО безопасно и с необходимой точностью.
8.13 Средства измерений, используемые при проведении испытаний, должны быть утвержденных типов, сведения о которых внесены в Федеральный информационный фонд по обеспечению единства измерений, и поверены в соответствии с порядком, приведенным в [7]. Испытательное оборудование, используемое при проведении испытаний, должно быть аттестовано в соответствии с ГОСТ Р 8.568.
8.14 При квалификационных, периодических и типовых испытаниях измерения электрических величин (кроме сопротивления изоляции, напряжения при испытании изоляции обмоток на электрическую прочность и параметров переходных процессов при проверке сварочных свойств) проводят электроизмерительными приборами класса точности не ниже 0,5; а при приемо-сдаточных испытаниях - не ниже 1,5 по ГОСТ 8.401. Электроизмерительные приборы выбирают таким образом, чтобы значения измеряемых величин находились в пределах от 20 до 95% шкалы.
9 Методы контроля и испытаний
9.1 Проверку комплектности СО и содержания сопроводительных документов осуществляют визуально на соответствие 6.3.
9.2 Проверку маркировки и упаковки СО осуществляют визуально на соответствие 6.4 и 6.5.
9.3 Испытания СО на воздействие влаги - по ГОСТ 16962.1 (метод 207-1).
9.4 Испытания на воздействие пониженной рабочей температуры среды - по ГОСТ 20.57.406 (метод 203).
9.5 Испытания защиты, обеспечиваемой оболочкой, - по ГОСТ 14254.
9.6 Испытания на воздействие верхнего значения температуры среды при эксплуатации - по ГОСТ 16962.1 (метод 201-2).
9.7 Испытания по определению величин напряженности поля излучаемых индустриальных радиопомех - по ГОСТ Р 51526, ГОСТ Р 51320.
9.8 Стойкость к воздействию механических внешних воздействующих факторов проверяют испытанием на вибропрочность по ГОСТ 16962.2, ГОСТ 30630.1.2 (метод 103-2.3).
9.9 Испытания на наработку на отказ проводят одноступенчатым методом до суммарной наработки 1500 ч без замены отказавших образцов СО по ГОСТ Р 27.403. Испытания проводят циклами по 1 ч с перерывами на 10 мин. После каждых 100 ч проводят проверку на соответствие характеристикам, приведенным таблицах 2-5. СО считается выдержавшим испытания, если соответствует характеристикам, приведенным в таблицах 2-5.
9.10 Испытания на продолжительность работы СО под нагрузкой (для ПН/ПВ, равной 100%) проводят по одноступенчатому плану испытаний по ГОСТ Р 27.403. СО помещают в термокамеру и прогревают в течение 2 ч при температуре 40°С. Затем проверяют соответствующие характеристики СО, приведенные в таблицах 3-5, с допуском на параметры не более 5%. СО считается выдержавшим испытания, если оно проработало в течение 1 ч без выключения при перегреве.
9.11 Средний срок службы и ресурс до капитального ремонта определяют по фактическим данным, полученным при эксплуатации СО.
9.12 Испытания СО проводят при номинальном напряжении питающей сети, соответствующей показателям, приведенным в таблице 2. Параметры измеряют вольтметром и частотомером с классом точности в соответствии с 8.14.
9.13 Измерение напряжения холостого хода проводят для источников сварочного тока для ручной сварки при произвольном положении регулятора напряжения или тока (при включенной/отключенной функции снижения напряжения холостого хода). Измерение проводят на выходных клеммах источника сварочного тока при отсутствии горения дуги. Схема измерения напряжения холостого хода приведена на рисунке 1.
|

Рисунок 1 - Схема измерения напряжения холостого хода
СО считается выдержавшим испытание, если значение напряжения холостого хода находится в пределах значений, приведенных в таблице 2.
9.14 Измерение сварочного тока выполняют в соответствии с ГОСТ Р МЭК 60974-1. Схема измерения значения сварочного тока приведена на рисунке 2.
|
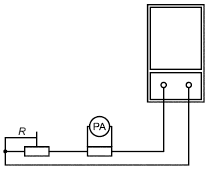
R - баластный* реостат; РА - амперметр с шунтом
________________
* Текст документа соответствует оригиналу. - .
Рисунок 2 - Схема измерения значения сварочного тока
9.15 Скорость подачи проволоки определяют как среднее значение не менее пяти измерений отношения длины проволоки, прошедшей через подающий механизм за время не менее 10 с, ко времени, измеренному секундомером. Изменение скорости подачи электродной проволоки при колебании напряжения сети должно соответствовать характеристикам, указанным в настоящем стандарте.
9.16 Дискретность регулирования сварочного тока при ручной сварке определяют по показаниям индикатора (прибора измерения тока/напряжения), установленного на СО, или путем измерения сварочного тока согласно 9.14.
9.17 Точность непрерывного регулирования напряжения для механизированной и автоматической сварки - по показаниям индикатора (прибора измерения напряжения). СО считается выдержавшим испытания, если точность непрерывного регулирования напряжения находится в пределах значений, приведенных в таблице 2.
9.18 Степень взаимного влияния постов определяют при нагрузке постов на балластные реостаты. Токи и напряжения постов записывают с помощью осциллографа. Вначале на первом (контролируемом) посту устанавливается режим протекания тока нагрузки 50 А. Второй пост с режима холостого хода устанавливают в режим протекания тока нагрузки 50 А. При этом снимают осциллограмму переходного процесса тока и напряжения на контролируемом посту. Повторяют процедуру при установках в диапазоне тока нагрузки контролируемого поста с шагом 25 А до максимального значения. Затем меняют контролируемый и влияющий посты местами и проводят запись осциллограмм тока и напряжения при тех же условиях.
СО считается выдержавшим испытания, если установленный режим нагрузки контролируемого поста изменяется не более значений, приведенных в таблице 2 для источника сварочного тока и в таблице 5 для автономного сварочного агрегата соответственно.
9.19 Проверка остальных параметров - по ТУ.
10 Транспортирование и хранение
10.1 СО транспортируют железнодорожным, автомобильным, водным и воздушным транспортом в соответствии с правилами перевозки грузов, действующими на данном виде транспорта. При транспортировании СО принимают меры, обеспечивающие его сохранность.
10.2 При транспортировании СО:
- не допускается бросать при погрузке и разгрузке;
- необходимо защищать от воздействия влаги;
- фиксировать для предотвращения его перемещения;
- запрещается укладывать штабелями.
10.3 Во время погрузочно-разгрузочных работ и транспортирования СО не подвергают резким ударам и воздействию атмосферных осадков.
10.4 Срок сохраняемости СО в упаковке - по ТУ с учетом ГОСТ 23216, ГОСТ 23170.
10.5 Условия хранения СО в зависимости от вида климатического исполнения по ГОСТ 15150:
- У - 1 (Л);
- ХЛ, УХЛ - 2(C).
10.6 Условия транспортирования в части воздействия механических факторов - С или Ж по ГОСТ 23216.
10.7 Условия транспортирования в части воздействия климатических факторов - 7(Ж1), 4(Ж2), 9(ОЖ1), 6(ОЖ2) по ГОСТ 15150.
10.8 Конкретные условия транспортирования - по ТУ.
11 Указания по эксплуатации, техническому обслуживанию, ремонту, утилизации
11.1 Эксплуатацию СО осуществляют в соответствии с эксплуатационными документами, входящими в комплект поставки.
Эксплуатируемое СО подлежит аттестации в установленном порядке.
(Поправка. ИУС N 3-2020).
11.2 Ремонт СО выполняют в специализированных сервисных центрах, специализированных ремонтных мастерских эксплуатирующей организации или на заводе - производителе СО.
11.3 Для СО предусмотрены:
- контрольный осмотр;
- техническое обслуживание;
- текущий ремонт;
- капитальный ремонт.
11.4 Контрольный осмотр проводят до и после использования СО по назначению и транспортирования. При контрольном осмотре проверяют надежность крепления всех разъемов, отсутствие повреждений корпуса, силовых кабелей, горелок.
11.5 Техническое обслуживание и текущий ремонт проводят в соответствии с эксплуатационной документацией, но техническое обслуживание - не реже одного раза в 6 мес с целью профилактической очистки СО.
11.6 Капитальный ремонт проводят в соответствии с рекомендациями изготовителя.
11.7 Утилизация деталей СО не должна представлять опасности для окружающей среды и являться источником вредных производственных факторов: шума, вибрации, ионизирующих и неионизирующих излучений.
12 Гарантии изготовителя
12.1 Изготовитель гарантирует соответствие СО настоящему стандарту и ТУ при соблюдении условий эксплуатации,транспортирования и хранения.
12.2 Гарантийный срок эксплуатации для всех видов СО - не менее двух лет с момента отгрузки заказчику.
Библиография
[1] | "Правила устройства электроустановок" (издание седьмое, утверждено Приказом Минэнерго России от 8 июля 2002 г. N 204) | |
[2] | "Правила технической эксплуатации электроустановок потребителей" (утверждены Приказом Минэнерго России от 13 января 2003 г. N 6) | |
[3] | Технический регламент ТР ТС 010/2011 | Технический регламент Таможенного союза "О безопасности машин и оборудования" |
[4] | "Правила по охране труда при эксплуатации электроустановок" (утверждены Приказом Минтруда России от 24 июля 2013 г. N 328н) | |
[5] | "Правила противопожарного режима в Российской Федерации" (утверждены Постановлением Правительства Российской Федерации от 25 апреля 2012 г. N 390) | |
[6] | Федеральный закон от 29 июля 2017 г.* N 123-ФЗ "Технический регламент о требованиях пожарной безопасности" | |
________________ * Вероятно, ошибка оригинала. Следует читать: от 22.07.2008 г. - . | ||
[7] | "Порядок проведения поверки средств измерений, требования к знаку поверки и содержанию свидетельства о поверке" (утверждены Приказом Минпромторга от 2 июля 2015 г. N 1815) | |
УДК 621.791.03:006.354 | ОКС 25.160.30 |
Ключевые слова: оборудование сварочное, источник сварочного тока, механизм подачи сварочной проволоки, автономный сварочный агрегат, сварочная головка для автоматической сварки | |
Редакция документа с учетом
изменений и дополнений подготовлена
