ГОСТ Р 58125-2018
Группа Т53
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Системы космические
СИСТЕМА ТЕХНОЛОГИЧЕСКОГО ОБЕСПЕЧЕНИЯ РАЗРАБОТКИ И ПОСТАНОВКИ НА ПРОИЗВОДСТВО ИЗДЕЛИЙ КОСМИЧЕСКОЙ ТЕХНИКИ
Организация и управление технологической подготовкой производства
Space systems. System of technical support of space hardware development and production. Organization and operation of technological preparation of production
ОКС 03.100.40, 03.100.50
Дата введения 2018-09-01
Предисловие
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием "Научно-производственное объединение "Техномаш" (ФГУП "НПО "Техномаш")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 321 "Ракетно-космическая техника" и Техническим комитетом по стандартизации ТК 210 "Технологическое обеспечение создания и производства изделий"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 4 мая 2018 г. N 223-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт совместно с ГОСТ 15.005, ГОСТ 15.009, ГОСТ Р 50995.3.1, ГОСТ Р 55977 устанавливает основные положения по составу и содержанию работ по технологической подготовке производства на этапах разработки и изготовления изделий РКТ, проводимых при взаимодействии организаций-разработчиков, организаций - изготовителей опытных образцов изделий (далее - опытные изделия) и изделий для серийного производства (далее - серийные изделия), головных научно-исследовательских организаций по направлениям.
Стандарты организаций, разрабатываемые на основе и в развитие настоящего стандарта, подлежат согласованию с головной научно-исследовательской организацией по направлению технологии машиностроения (при необходимости).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 2.102 Единая система конструкторской документации. Виды и комплектность конструкторских документов
ГОСТ 2.103 Единая система конструкторской документации. Стадии разработки
ГОСТ 15.005 Система разработки и постановки продукции на производство. Создание изделий единичного и мелкосерийного производства, собираемых на месте эксплуатации
ГОСТ 15.009 Система разработки и постановки продукции на производство. Непродовольственные товары народного потребления
ГОСТ 24297 Верификация закупленной продукции. Организация проведения и методы контроля
ГОСТ Р 8.568 Государственная система обеспечения единства измерений. Аттестация испытательного оборудования. Основные положения
ГОСТ Р 50995.3.1 Технологическое обеспечение создания продукции. Технологическая подготовка производства
ГОСТ Р 55977 Система технологического обеспечения разработки и постановки на производство изделий космической техники. Основные положения
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины, определения и сокращения
3.1 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1.1
технологическая подготовка производства: Совокупность мероприятий, обеспечивающих технологическую готовность производства. [ГОСТ 14.004-83, статья 1] |
3.1.2
технологическая готовность производства: Наличие на предприятии полных комплектов конструкторской и технологической документации и средств технологического оснащения, необходимых для осуществления заданного объема выпуска продукции с установленными техникоэкономическими показателями. [ГОСТ 14.004-83, статья 2] |
3.1.3 организация (предприятие): Группа работников с распределением ответственности и полномочий.
3.1.4
организация технологической подготовки производства: Формирование структуры технологической подготовки производства и подготовка информационного, математического и технического обеспечения, необходимого для выполнения функций технологической подготовки производства. [ГОСТ 14.004-83, статья 8] |
3.1.5
управление технологической подготовкой производства: Совокупность действий по обеспечению функционирования технологической подготовки производства. [ГОСТ 14.004-83, пункт 9] |
3.1.6 головной разработчик (разработчик): Предприятие (организация, объединение), являющееся головным исполнителем (исполнителем) опытно-конструкторской работы (составной части опытно-конструкторской работы).
3.1.7 заказчик: Организация (министерство, ведомство, орган, фирма, ассоциация, корпорация), в интересах которой создается изделие на основании заключенного контракта (договора) и которая подписала (или выдала - по изделиям коммерческого назначения) совместно с государственным заказчиком тактико-техническое (техническое) задание на создание изделия или его составных частей, если они создаются отдельно от конкретного изделия.
3.1.8 изделие: Составная часть комплекса, системы, аппаратура, агрегаты, приборы, блоки, узлы, электрорадиоизделия, комплектующие изделия (включая комплектующее изделие межотраслевого применения) и элементы, программное изделие (продукт), бортинструмент, автоматизированные системы управления всех видов, входящие в состав комплекса или любой его структуры.
3.1.9 представительство заказчика: Уполномоченный орган заказчика, осуществляющий контроль изготовления изделий на предприятии (в организации).
3.1.10
технологическое оборудование: Средства технологического оснащения, в которых для выполнения определенной части технологического процесса размещают материалы или заготовки, средства воздействия на них, а также технологическая оснастка. Примечание - Примерами технологического оборудования являются литейные машины, прессы, станки, печи, гальванические ванны, испытательные стенды и т.д. [ГОСТ 3.1109-82, статья 93] |
3.1.11
технологическая оснастка: Средства технологического оснащения, дополняющие технологическое оборудование для выполнения определенной части технологического процесса. Примечание - Примерами технологической оснастки являются режущий инструмент, штампы, приспособления, калибры, пресс-формы, модели, литейные формы, стержневые ящики и т.д. [ГОСТ 3.1109-82, статья 94] |
3.1.12
специальный процесс: Технологический процесс (операция), результаты которого в имеющихся условиях не могут быть верифицированы в полной степени, т.е. проверены последующим мониторингом или измерениями. [ГОСТ Р 54293-2010, статья 3.8] |
3.1.13 особо ответственный технологический процесс или операция: Технологические процесс или операция, нарушения в которых могут привести либо к выходу из строя продукции, либо к потере или изменению ее функциональных свойств.
3.1.14
технологическая дисциплина: Соблюдение точного соответствия технологического процесса изготовления или ремонта изделия требованиям технологической и конструкторской документации. [ГОСТ 14.004-83, статья 50] |
3.2 Сокращения
В настоящем стандарте использованы следующие сокращения:
АИ - автономные испытания;
АП - аванпроект (техническое предложение);
ГНИО - головная научно-исследовательская организация Госкорпорации "Роскосмос";
ДСЕ - детали и сборочные единицы;
ДТД - директивная технологическая документация;
КД - конструкторская документация;
КИ - комплексные испытания;
ЛИ - летные испытания;
МВИ - межведомственные испытания;
НИР - научно-исследовательская работа;
НД - нормативный документ;
НТС - научно-технический совет;
ОКР - опытно-конструкторская работа;
ПКИ - покупные комплектующие изделия;
ПЭОТП - программа экспериментальной отработки технологических процессов;
РКТ - ракетно-космическая техника;
СрТО - средства технологического оснащения;
ТД - технологическая документация;
ТЗ - техническое задание;
ТП - технологический процесс;
ТПП - технологическая подготовка производства;
ТЧ ПЗ - технологическая часть пояснительной записки;
ЭП - эскизный проект.
4 Основные положения
4.1 Технологическая подготовка производства как совокупность работ и мероприятий, обеспечивающих технологическую готовность производства к выпуску изделий, является составной частью системы технологического обеспечения разработки и постановки на производство изделий РКТ.
4.2 Задачей ТПП является создание и внедрение прогрессивных технологий, обеспечивающих организациям изготовление конкурентоспособных изделий в установленных объемах, в заданные сроки и при оптимальных затратах в соответствии с КД, ТД и НД, установленными технико-экономическими показателями, в том числе показателями качества и надежности.
4.3 Организация ТПП определяет структуру, основное содержание, последовательность и исполнителей работ по ТПП на стадиях (этапах) разработки и постановки на производство изделий при взаимодействии организаций - разработчиков изделий, организаций - изготовителей опытных и серийных изделий, ГНИО по технологии, ГНИО по материаловедению и ГНИО по стандартизации РКТ.
Примечание - Под организациями - изготовителями опытных изделий понимают опытно-экспериментальные производства в составе организаций-разработчиков, а также организации - изготовители серийных изделий, которым поручено изготовление опытных изделий.
4.4 Управление ТПП как совокупность действий по обеспечению функционирования ТПП включает планирование, учет, контроль и оперативное регулирование хода ТПП в процессе разработки и изготовления изделий.
В состав основных задач управления ТПП входят:
- установление номенклатуры изделий и исполнителей работ;
- определение и обоснование объемов и сроков выполнения работ;
- формирование плановых заданий по ТПП и доведение их до исполнителей;
- контроль за выполнением плановых заданий по ТПП;
- своевременное выявление отклонений фактических показателей выполнения работ от плановых;
- сбор информации о характере и причинах указанных отклонений и принятие на ее основе оперативных предупреждающих и корректирующих действий.
4.5 Работы по ТПП для всех исполнителей на всех стадиях (этапах) предусматривают рабочие документы сквозного планирования в цикле "разработка - производство" изделия, в том числе генеральный план-график создания изделия, планы-графики разработки АП и ЭП, планы-графики разработки, отработки и изготовления изделия.
4.6 Разработку графиков, в том числе генерального плана-графика ТПП, рекомендуется обеспечивать с применением методов сетевого планирования и средств вычислительной техники. Программное обеспечение для реализации данной работы определяет разработчик.
Типовая схема управления ТПП приведена в приложении А.
4.7 Планирование ТПП предусматривает разработку следующих видов плановых документов:
- перспективных, содержащих основные мероприятия и комплекс наиболее трудоемких, определяющих работ по ТПП с длительным циклом и осуществляемых заблаговременно кооперацией исполнителей и соисполнителей;
- текущих (годовых), содержащих укрупненную номенклатуру и объемы работ по этапам ТПП, подлежащих выполнению в пределах планируемого периода;
- оперативных, содержащих детализированную номенклатуру, объемы и сроки выполнения работ с доведением их до конкретных исполнителей в виде планов-графиков.
Формы планов-графиков ТПП устанавливают в распорядительных и нормативных документах организации.
4.8 Контроль за ходом выполнения работ по ТПП проводят с целью выявления фактического отклонения состояния работ от запланированного и формирования для органов управления ТПП информации о характере и причинах этих отклонений.
4.9 Регулирование хода выполнения работ по ТПП осуществляют на основе информации о характере и причинах отклонений от планов ТПП путем принятия оперативных управляющих воздействий.
4.10 Состав органов контроля и регулирования ТПП на предприятии, их функции, порядок контроля и регулирования устанавливают в НД организации.
4.11 Лицами, ответственными за организацию и управление ТПП, рекомендуется назначать:
- в организации - разработчике изделий - главного инженера, главного технолога (начальника технологического комплекса, отделения) или другое лицо, назначаемое руководителем организации-разработчика;
- в организации - изготовителе изделий - главного инженера, главного технолога, заместителя главного инженера по подготовке производства или другое лицо, назначаемое руководителем организации-изготовителя.
4.12 Состав и содержание этапов и работ по ТПП устанавливаются и согласовываются с заказчиком в контракте (договоре) и в ТЗ на разработку и изготовление изделия.
Обязательность выполнения стадий разработки и этапов выполнения работ, форму представления КД (бумажная и (или) электронная) должен устанавливать разработчик, если это не установлено в ТЗ на разработку.
При невыполнении одной из стадий разработки, присущих опытно-конструкторской работе, работы, относящиеся к этим стадиям, должны быть осуществлены на одной из выполняемых стадий разработки.
Технический проект разрабатывается, если это предусмотрено техническим заданием, протоколом рассмотрения технического предложения или эскизного проекта.
При отсутствии (совмещении) отдельных этапов разработки и постановки на производство изделий работы по ТПП, предусмотренные на этих этапах, выполняют на последующем или предыдущем этапах.
4.13 При проведении работ по ТПП предусматриваются предупреждающие действия, направленные на предотвращение возникновения дефектов.
Особое внимание следует уделять производственным процессам, формирующим параметры продукции, измерение которых связано с физическими трудностями, большими экономическими затратами, невозможностью полной проверки средствами технического контроля.
4.14 При проведении работ по ТПП организации (предприятия) обеспечивают соблюдение специальных требований, установленных в НД на РКТ.
5 Технологическая подготовка производства на стадиях (этапах) разработки аванпроекта (технического предложения) и эскизного проекта изделия
5.1 Задачей ТПП на стадиях (этапах) проектирования изделия является проработка АП и ЭП изделий с целью выявления и обоснования необходимых производственных, технико-экономических и организационно-технических условий и возможностей, определяющих технологическую реализуемость проектируемого изделия в производстве.
5.2 Организация - разработчик изделия совместно с организациями - изготовителями опытных и серийных изделий с привлечением, при необходимости, ГНИО по технологии, ГНИО по материаловедению и ГНИО по стандартизации РКТ разрабатывает ТЧ ПЗ АП (технического предложения) и ЭП изделия, содержащие соответственно предварительные и окончательные принципиальные решения по технологическим, организационным и технико-экономическим вопросам создания и производства изделия, в том числе предложения о назначении, при необходимости, главного технолога проекта изделия, а также ДТД и план основных мероприятий по ТПП.
Состав и порядок разработки ТЧ ПЗ АП (технического предложения) и эскизного проекта - по НД на РКТ.
5.3 Разработку ТЧ ПЗ проектов изделия предусматривают планами-графиками разработки АП и ЭП изделия.
5.4 ГНИО по технологии с привлечением заинтересованных организаций в месячный срок рассматривает и выдает организации-разработчику заключение о полноте и достаточности проработки вопросов технологии и подготовки производства (в том числе директивной технологической документации), оценки технологичности изделий и технологической реализуемости принятых конструкторско-технологических решений в произвольной форме.
5.5 Порядок назначения и основные задачи главного технолога проекта изделия приведены в приложении Б.
Кандидатуру главного технолога проекта изделия определяет организация - разработчик изделия с участием и по согласованию с организацией - изготовителем серийных (опытных) изделий и, при необходимости, с ГНИО по технологии и ГНИО по материаловедению.
5.6 Директивные документы о назначении главного технолога проекта изделия должны быть подготовлены в двухмесячный срок после утверждения АП.
5.7 Порядок разработки ДТД и плана основных мероприятий по ТПП изделия, а также порядок их передачи организации - изготовителю опытных и серийных изделий регламентируется НД на РКТ.
5.8 Организация - разработчик изделия в соответствии с требованиями НД на РКТ направляет материалы АП (техническое предложение) и ЭП в ГНИО по технологии на экспертизу для выдачи заключения (акта или другого документа) о производственной технологичности решений, заложенных в проект изделия.
5.9 На данных стадиях (этапах) организация - разработчик изделия с привлечением, при необходимости, организации - изготовителя опытных изделий, ГНИО по технологии и ГНИО по материаловедению проводит НИР (ОКР) по выявленным ранее или возникшим вновь проблемным вопросам технологии машиностроения и материаловедения, связанным с производством нового изделия.
5.10 На основании ТЧ ПЗ ЭП изделия организация - изготовитель опытных изделий составляет проектную смету затрат на подготовку производства опытных изделий (в том числе технологическую) и согласовывает ее с организацией - разработчиком изделия, которая затем включает указанную смету в цену на НИР, АП и ОКР по созданию изделия.
5.11 Смету затрат составляют по форме, согласованной с организацией - разработчиком изделия, и включают в нее затраты на:
- проведение НИР, АП и ОКР;
- выдачу заключений о производственной технологичности изделий;
- разработку ДТД;
- разработку, отработку, внедрение и аттестацию специальных, критичных ТП;
- проектирование и изготовление специальных СрТО, в том числе особо сложного и наиболее дорогостоящего оборудования;
- приобретение стандартизованных СрТО;
- испытания, наладку, ремонт, техническое обслуживание СрТО и контроль технологической точности;
- приобретение и испытания материалов, полуфабрикатов, ПКИ для производства создаваемого изделия;
- перепланировку и, при необходимости, реконструкцию производственных участков и цехов;
- освоение новых производств;
- подготовку и аттестацию исполнителей, выполняющих специальные, критичные ТП.
Дополнительные затраты, связанные с конструкторско-технологическими изменениями в изделии, также вносят в смету затрат.
5.12 Затраты на проведение работ по ТПП в окончательном виде определяются в договоре между организацией - разработчиком изделия и организацией - изготовителем опытных и серийных изделий.
6 Технологическая подготовка производства на стадии (этапе) разработки рабочей конструкторской документации на опытные изделия
Задачами ТПП на стадии (этапе) разработки рабочей конструкторской документации на опытные изделия являются:
- проведение организацией - изготовителем опытных изделий совместно с организацией - разработчиком изделия и ГНИО по технологии анализа производственной технологичности решений, заложенных в рабочей КД на опытные изделия, с составлением заключения (акта или другого документа);
- технологическая проработка организацией - изготовителем опытных изделий критичных элементов изделия в соответствии с перечнем критичных элементов, составленным организацией - разработчиком изделия;
- подготовка (корректировка) организацией - разработчиком изделия рабочей КД на опытное изделие на основании принятых технических решений по результатам заключения о производственной технологичности и передача комплектов рабочей КД организации - изготовителю опытных изделий;
- разработка организацией-разработчиком совместно с организацией - изготовителем опытных и серийных изделий ПЭОТП, предусматривающей отработку новых ТП;
- разработка организацией - изготовителем опытных изделий планов-графиков ТПП опытных изделий на основе плана основных мероприятий по ТПП с учетом результатов проработки рабочей КД на опытные изделия.
Примечание - К критичным (особо ответственным) элементам изделия относят: особо ответственные ДСЕ, составные части изделия, технические параметры, функции, связи, межструктурные сопряжения, отказ которых приводит к отказу изделия, возникновению аварийной ситуации или невыполнению поставленной задачи.
Состав и порядок разработки планов-графиков ТПП опытных изделий устанавливают в НД организации.
7 Технологическая подготовка производства на стадиях (этапах) изготовления и испытаний опытных изделий
7.1 Основными задачами ТПП на стадиях (этапах) изготовления и испытаний опытных изделий являются:
- проведение работ по ТПП опытных изделий;
- отработка новых ТП в соответствии с ПЭОТП;
- обеспечение технологической готовности организации-изготовителя к изготовлению опытных изделий для испытаний.
7.2 Технологическую подготовку производства на данных стадиях (этапах) проводят в соответствии с планами-графиками ТПП опытных изделий, предусматривающими выполнение организацией - изготовителем опытных изделий следующих работ:
а) проработка рабочей КД на опытное изделие с учетом заключения о производственной технологичности;
б) разработка рабочей документации на ТП изготовления, сборки, монтажа, регулировки, настройки, испытаний и контроля качества опытных изделий с учетом ДТД;
в) составление совместно с организацией - разработчиком изделия и согласование с представительством заказчика (при его наличии) в организации-разработчике и организации-изготовителе перечня особо ответственных и критичных операций (ТП) сборки, монтажа, регулировки, настройки, испытаний и контроля опытных изделий, которые могут выполняться только исполнителями, аттестованными и имеющими удостоверения (аттестаты, карты закрепления и т.п.) на право выполнения этих работ;
г) составление перечня ДСЕ изделия (технического комплекта), на которые оформляют технологические паспорта с отметкой о выполнении каждой операции ТП;
д) разработка инструкций и НД по входному контролю комплектующих изделий, материалов и полуфабрикатов - по ГОСТ 24297, НД на РКТ;
е) отработка новых ТП по изделию в соответствии с ПЭОТП;
ж) заключение договоров (контрактов), поставка и приобретение стандартизированного технологического оборудования и оснастки, материалов, полуфабрикатов и ПКИ, специального технологического оборудования, предусмотренных КД и ТД, а также проведение монтажных работ на объекте монтажа;
и) проектирование и изготовление специального технологического оборудования и оснастки, при необходимости, технологических стендов, на которых осуществляют стыковку опытного изделия, а также проверку функционирования и параметров механических, пневматических, гидравлических, электрических и радиоэлектронных систем;
к) разработка инструкций и методик, необходимых для обеспечения изготовления опытных изделий и монтажных работ на объекте монтажа, и проведение контроля этих работ;
л) обучение и аттестация исполнителей, в том числе выполняющих специальные, особо ответственные и критичные ТП;
м) проведение мероприятий по метрологическому обеспечению производства;
н) проведение мероприятий по контролю за соблюдением технологической дисциплины;
п) проведение мероприятий по обеспечению культуры производства и технической эстетики;
р) проведение мероприятий по охране природы, рациональному использованию природных ресурсов, обеспечению промышленной чистоты производства, помещений, поверхностей изделий, а также по охране здоровья промышленно-производственного персонала при выполнении ТП, в том числе при возникновении аварийных ситуаций;
с) составление и согласование с представительством заказчика в организации-разработчике и организации-изготовителе перечня особо ответственных операций сборки, монтажа, регулировки, настройки, испытаний и контроля серийных изделий, в том числе с указанием процессов и операций, которые могут выполняться только в дневное время (первая и вторая смены) квалифицированными и аттестованными исполнителями, имеющими удостоверения (аттестаты, карты закрепления и т.п.) на право выполнения этих работ;
т) аттестация рабочих мест на соответствие ТП.
Содержание работ по всем перечислениям настоящего пункта и порядок оформления их результатов устанавливаются в НД организации.
7.3 На стадиях (этапах) изготовления и предварительных испытаний опытных изделий, в том числе АИ и КИ, организация-изготовитель осуществляет следующие работы:
а) изготовление материальной части опытных изделий для их конструкторско-технологической отработки, в том числе конструкторских и технологических макетов, определяемых организацией-разработчиком в программах отработки (комплексных программах экспериментальной отработки) изделий;
б) отработка новых ТП в соответствии с ПЭОТП;
в) корректировка ТД на опытные изделия по результатам предварительных испытаний (в том числе АИ и КИ) с учетом корректировки КД, с присвоением ТД литеры "О";
г) определение состава (перечня) документации (в том числе технологической), подлежащей согласованию с представительством заказчика в организации - изготовителе опытных изделий;
д) разработка и реализация мероприятий, направленных на предупреждение:
1) путаницы при изготовлении, сборке и монтаже изделий материалов, деталей, проводов, жгутов и кабелей, полярности и адресности управляющих сигналов, адресности присоединения трубопроводов;
2) изменений геометрии поверхностей и снижения прочностных характеристик изделия и его элементов;
3) негерметичности материалов, разъемных и неразъемных соединений;
4) попадания посторонних предметов и частиц в полости изделий, агрегатов, трубопроводов и приборов;
5) нарушений размерных цепей и размеров, превышения предела допускаемых значений погрешностей измерений;
6) отказов комплектующих изделий;
7) превышения норм вредных промышленных выбросов, отходов и стоков.
7.4 При необходимости, определяемой организацией - изготовителем опытных изделий, изготовление изделий, предназначенных для предварительных испытаний, АИ и КИ, производят с учетом положительных результатов проверки, оценки и защиты готовности цехов-изготовителей и организации в целом к изготовлению указанных изделий.
7.5 Изготовление опытных изделий, предназначенных для приемочных испытаний (в том числе МВИ и ЛИ), производят только по отработанным ТП с учетом положительных результатов проверки, оценки и защиты готовности цехов-изготовителей и организации в целом к изготовлению указанных изделий. Готовность цехов определяется фактическим выполнением планов-графиков подготовки опытного производства, программ отработки ТП, планов и программ метрологического обеспечения.
7.6 В случае, если определенное количество опытных изделий, предназначенных для приемочных испытаний (в том числе МВИ и ЛИ), изготавливают в организации - изготовителе серийных изделий, опытно-экспериментальное производство в составе организации-разработчика передает ему по взаимосогласованному перечню, который согласован с представительством заказчика, КД на технологическое оборудование и оснастку, ТД и СрТО, отработанные по результатам изготовления, АИ и КИ. Порядок передачи - по [1].
7.7 В процессе проверки, оценки и защиты готовности цехов-изготовителей и организации-изготовителя в целом к изготовлению изделий комиссия организации-изготовителя с участием представителей организации - разработчика изделия, заказчика и, при необходимости, ГНИО по технологии и ГНИО по материаловедению определяет:
- обеспеченность цехов комплектами КД и ТД;
- соответствие ТД требованиям КД, ДТД и действующей НД;
- наличие акта (заключения или другого документа) о производственной технологичности изделия. Акт (заключение или другой документ) о производственной технологичности изделия разрабатывает технологическая служба организации-изготовителя, согласовывает с отраслевыми отделами (при необходимости) и направляет разработчику;
- состояние отработанности ТП изготовления, сборки, монтажа, регулировки, настройки, испытаний и контроля изделия, в том числе его критичных элементов;
- наличие и достаточность содержания согласованного с представительством заказчика в организации-изготовителе и утвержденного главным инженером перечня особо ответственных операций сборки, монтажа, регулировки, настройки, испытаний и контроля, а также перечня аттестованных исполнителей, имеющих право на выполнение этих операций;
- наличие и достаточность содержания перечня ДСЕ изделия (технического комплекта), на которые оформляют технологические паспорта с отметкой о выполнении каждой операции ТП;
- состояние фактической оснащенности производства необходимым технологическим оборудованием и оснасткой, материалами, полуфабрикатами и ПКИ, выполнение графиков оснащения (номенклатура неспроектированных и неизготовленных средств оснащения), причины невыполнения и принятые меры;
- наличие инструкций по входному контролю ПКИ, материалов и полуфабрикатов и их качество по результатам входного контроля - по ГОСТ 24297, НД на РКТ;
- состояние работоспособности технологических систем по параметрам и (или) показателям качества продукции, производительности, материальных и стоимостных затрат;
- состояние аттестации испытательного оборудования до его первичного применения, а также наличие методик аттестации - по ГОСТ Р 8.568;
- состояние аттестации новых и критичных ТП;
- состояние аттестации рабочих мест исполнителей;
- состояние подготовки и аттестации исполнителей, которые будут изготавливать изделия для приемочных испытаний, включая выполнение особо ответственных операций;
- состояние организации специализированных участков, цехов и производств;
- состояние метрологического обеспечения производства;
- состояние технологической дисциплины, причины ее нарушений и эффективность мероприятий по устранению этих причин;
- наличие отступлений от требований КД и ТД, отказов, неисправностей и дефектов, выявленных в процессе изготовления, АИ и КИ опытных изделий, эффективность мер по устранению причин их вызвавших;
- состояние культуры производства и технической эстетики;
- эффективность мероприятий по охране природы, рациональному использованию природных ресурсов и обеспечению промышленной чистоты производства, а также по охране здоровья промышленно-производственного персонала при выполнении ТП, в том числе при возникновении аварийных ситуаций.
7.8 Распоряжением руководителя организации-изготовителя создается комиссия по проверке, оценке и защите готовности цехов-изготовителей и организации в целом. Председателем комиссии назначается, как правило, главный технолог или главный инженер организации-изготовителя.
Результаты проверки, оценки и защиты готовности организации в целом к изготовлению изделий оформляют актом комиссии организации-изготовителя, подлежащим согласованию с организацией - разработчиком изделия, главным контролером (начальником ОТК), представительством заказчика в организации-изготовителе и утверждению руководителем организации-изготовителя (главным инженером).
Руководители конкретных цехов (производственных участков) на основании распоряжения по организации-изготовителю своими распоряжениями создают комиссии по проверке, оценке и защите готовности цехов-изготовителей к изготовлению изделий. Результаты работы комиссии оформляются справками о готовности цехов к изготовлению изделий.
Справки о готовности конкретных цехов и производственных участков утверждает НТС организации-изготовителя. Они включаются в акт комиссии по проверке и оценке организации в целом.
Форму акта и справки устанавливают в НД организации-изготовителя.
7.9 Оценка отработанности ТП и производственной технологичности изделия, в том числе контроля качества изготовления критичных элементов изделия, а также оценка достаточности и полноты мероприятий метрологического обеспечения в процессе изготовления и испытаний подлежат включению в итоговый технический отчет о готовности изделия к ЛИ.
7.10 Итоговый технический отчет о готовности изделия к ЛИ организация - разработчик изделия представляет в ГНИО по технологии и ГНИО по материаловедению (в части их касающейся) для выдачи частных заключений о готовности изделия.
7.11 Организация - разработчик изделия и организация - изготовитель опытных изделий привлекают организацию - изготовителя серийных изделий к ознакомлению с КД и технологией опытного производства для проведения работ по обеспечению производственной технологичности изделий и подготовке производства с учетом требований серийного производства.
7.12 Организация - изготовитель серийных изделий на данных стадиях (этапах) осуществляет:
- проработку ДТД, КД и ТД на опытные изделия и выдачу, при необходимости, организацией - разработчиком изделия предложений и замечаний по обеспечению производственной технологичности изделия и его пригодности к серийному изготовлению с учетом целесообразного использования технологического оборудования и оснастки, материалов, полуфабрикатов и ПКИ, а также с учетом ограничительных перечней, стандартов, таблиц унификации и других технических документов, действующих в организации - изготовителе серийных изделий;
- отработку новых ТП в организации-изготовителе опытных изделий в соответствии с ПЭОТП;
- дальнейшую отработку технологии изготовления изделий с учетом требований серийного производства;
- разработку проектов планов-графиков ТПП изготовления серийных изделий на основе плана основных мероприятий по ТПП изготовления изделия и планов-графиков ТПП изготовления опытных изделий;
- технологическую подготовку серийного производства (в том числе разработку и выдачу ТЗ на проектирование особо сложного и уникального технического оборудования и оснастки, заключение договоров (контрактов) на поставку оборудования, материалов, полуфабрикатов и ПКИ, размещение заказов по кооперированным поставкам, разработку проектной документации по расширению, реконструкции или новому строительству производственной базы и другое). Состав и содержание ТПП на этих стадиях (этапах) устанавливают в НД организации;
- взаимосвязь с организацией - разработчиком изделия, обязанной рассмотреть предложения и замечания организации - изготовителя серийных изделий и в срок не более одного месяца сообщить ей о принятии или обоснованном отклонении выданных предложений и замечаний.
8 Технологическая подготовка производства на стадии (этапе) подготовки документации на изделия серийного производства
8.1 Задачами ТПП на стадии (этапе) подготовки документации на изделия серийного производства являются:
- проведение организацией - изготовителем серийных изделий совместно с организацией - разработчиком изделия и ГНИО по технологии анализа производственной технологичности решений, заложенных в КД на изделие, с составлением заключения (акта или другого документа);
- подготовка (корректировка) организацией - разработчиком изделия КД на изделия серийного производства с учетом заключения о производственной технологичности и передача комплектов КД организации - изготовителю серийных изделий;
- уточнение, при необходимости, организацией - разработчиком изделий ДТД и передача ее организации - изготовителю серийных изделий;
- подготовка (корректировка) организацией - изготовителем опытных изделий разработанных ТД, КД на СрТО и передача их организации - изготовителю серийных изделий;
- разработка организацией - изготовителем серийных изделий планов-графиков ТПП изготовления серийных изделий;
- обеспечение (поддержание) надежности в процессе серийного производства и эксплуатации по программам обеспечения (поддержания) надежности изделий.
8.2 Организация - разработчик изделия осуществляет:
- уточнение, при необходимости, ранее разработанного перечня изделий, в формулярах (паспортах) которых должна быть отметка со ссылкой на НД РКТ, по которому изготовлено изделие;
- подготовку (корректировку) ранее разработанных технических условий на изделия;
- уточнение режимов и условий применения ПКИ, материалов и полуфабрикатов, гарантийных сроков на них;
- передачу организации - изготовителю серийных изделий комплекта откорректированной по результатам изготовления и испытаний КД с литерой "" или выше.
8.3 Организация - изготовитель опытных изделий передает организации - изготовителю серийных изделий по взаимосогласованному перечню, согласованному также с представительством заказчика:
- документы ТП с литерой "О" или "", проверенные в опытном производстве, соответствующие требованиям КД и откорректированные по результатам отработки и испытаний изделия;
- КД на однотипное специальное технологическое оборудование и оснастку, в том числе ПКИ;
- управляющие программы для однотипного оборудования с числовым программным управлением;
- СрТО, в том числе средства автоматизации и механизации производственных процессов, пригодные для использования в организации - изготовителе серийных изделий;
- копии протоколов разрешения применения ПКИ, материалов и полуфабрикатов;
- ведомости разрешения на применение драгметаллов, ссылочные документы (кроме документов в области стандартизации всех видов и технических условий);
- копии протоколов разрешения применения ПКИ, используемых в режимах, отличных от требований технических условий на ПКИ;
- ведомости норм расхода материалов на изделие;
- перечень материалов, полуфабрикатов и ПКИ, изготовленных для опытных изделий по специальным техническим условиям, согласованным с поставщиками и, при необходимости, с представительством заказчика;
- перечень рабочих мест по настройке и регулировке изделий и аппаратуры;
- данные об ориентировочной трудоемкости изготовления изделия и перечень квалификации исполнителей.
8.4 Общие требования и порядок передачи организации - изготовителю серийных изделий КД на технологическое оборудование и оснастку, ТД, а также СрТО, применявшихся в опытном производстве, - по [1].
8.5 Организация - изготовитель серийных изделий осуществляет технологическую подготовку серийного производства (в том числе проектирование и изготовление особо сложного и уникального технологического оборудования и оснастки, заключение договоров (контрактов) на поставку и получение по ним оборудования, материалов, полуфабрикатов и ПКИ, расширение, реконструкцию или новое строительство производственной базы и другое).
Состав и содержание ТПП на этой стадии (этапе) устанавливают в НД организации.
8.6 Организация - изготовитель серийных изделий формирует планы-графики ТПП серийных изделий с учетом результатов выполнения ТПП опытных изделий и проработки КД на изделия серийного производства.
9 Технологическая подготовка производства серийных изделий
9.1 Технологическую подготовку серийного производства изделий проводят в соответствии с планами-графиками ТПП изготовления серийных изделий, предусматривающими выполнение организацией - изготовителем серийных изделий следующих работ:
а) разработку (корректировку) рабочей документации на ТП изготовления, сборки, монтажа, регулировки, настройки, испытаний и контроля качества серийных изделий в соответствии с требованиями КД и ДТД с присвоением ТД литеры "" или выше;
б) составление (корректировку) и согласование с представительством заказчика при организации-разработчике и организации-изготовителе перечня особо ответственных операций сборки, монтажа, регулировки, настройки, испытаний и контроля серийных изделий, в том числе с указанием процессов и операций, которые могут выполняться только в дневное время (первая и вторая смены) квалифицированными и аттестованными исполнителями, имеющими удостоверения (аттестаты, карты закрепления и т.п.) на право выполнения этих работ;
в) разработку (корректировку) технологических паспортов на ДСЕ серийных изделий, в том числе маршрутных паспортов монтажа для специализированных монтажных организаций;
г) разработку (корректировку) инструкций по входному контролю комплектующих изделий, материалов и полуфабрикатов - по ГОСТ 24297;
д) заключение (продление) договоров (контрактов) на поставку технологического оборудования и оснастки, ПКИ, материалов и полуфабрикатов, а также, при необходимости, на проведение монтажных работ вне организации;
е) проектирование и изготовление, в том числе по кооперации, специального технологического оборудования и оснастки;
ж) создание, при необходимости, технологических стендов, на которых осуществляют сборку серийных изделий, а также проверку функционирования и параметров механических, пневматических, гидравлических, электрических и радиоэлектронных систем;
и) оснащение (дооснащение) серийного производства необходимым технологическим оборудованием и оснасткой, ПКИ, материалами и полуфабрикатами;
к) проверку технологического оборудования до его первичного применения. Проверку технологической оснастки на соответствие требованиям КД и НД;
л) аттестацию специальных, критичных ТП;
м) аттестацию рабочих мест исполнителей;
н) обучение и аттестацию исполнителей, в том числе выполняющих специальные, критичные ТП;
п) разработку графиков планово-предупредительного ремонта оборудования и оснастки;
р) разработку инструкций по оценке уровня стабильности качества изготовления и уровня качества продукции при серийном производстве и эксплуатации;
с) проведение мероприятий по метрологическому обеспечению производства;
т) проведение мероприятий по обеспечению технологической дисциплины;
у) проведение мероприятий по обеспечению культуры производства и технической эстетики;
ф) проведение мероприятий по сертификации продукции и системы менеджмента качества;
х) разработку мероприятий по охране природы, рациональному использованию природных ресурсов, обеспечению промышленной чистоты производства, а также по охране здоровья промышленно-производственного персонала при выполнении ТП, в том числе при возникновении аварийных ситуаций;
ц) обеспечение (поддержание) надежности в процессе серийного производства и эксплуатации по программам обеспечения (поддержания) надежности изделий.
Содержание работ по всем перечислениям настоящего пункта и порядок оформления их результатов устанавливаются в НД организации.
9.2 Организация - изготовитель серийных изделий на основании планов-графиков ТПП составляет смету затрат на ТПП в соответствии с перечнем работ, приведенных в приложении А, включает ее в общую смету затрат на подготовку производства и согласовывает с Заказчиком изделия.
9.3 Изготовление серийных изделий в установившемся производстве проводят только с учетом положительных результатов проверки, оценки и защиты готовности цехов-изготовителей и организации в целом к изготовлению указанных изделий и положительных результатов изготовления установочной серии (головного образца).
9.4 Количество изделий в установочной серии, а также объем выпуска изделий, из расчета которого ведут планирование и контроль хода ТПП, определяется директивным документом Заказчика, программой квалификационных испытаний или договором с Заказчиком о подготовке и освоении серийного производства.
Приложение А
(рекомендуемое)
Типовая схема управления технологической подготовкой производства на уровне взаимодействия организаций-разработчиков и организаций - изготовителей изделий
А.1 Типовая схема управления ТПП на уровне взаимодействия организаций-разработчиков и организаций - изготовителей изделий разработана с целью обеспечения единого подхода к организации и управлению ТПП в организациях-разработчиках и организациях - изготовителях изделий, а также к созданию автоматизированных систем управления ТПП на единой информационной основе.
А.2 Типовая схема управления ТПП на уровне взаимодействия организаций - разработчиков и организаций - изготовителей изделий устанавливает организацию работ по ТПП изготовления изделий в организации-разработчике и организации-изготовителе, их взаимодействие с Заказчиком, ГНИО по технологии, ГНИО по материаловедению и ГНИО по стандартизации РКТ.
А.3 В типовой схеме управления ТПП на уровне взаимодействия организаций-разработчиков и организаций - изготовителей изделий представлен состав работ по ТПП, выполняемых исполнителями на стадиях (этапах) разработки и постановки на производство новых изделий, с учетом:
- состава типовых задач и процедур по функциям ТПП;
- последовательности решения задач, принимая во внимание их внутренние и внешние связи;
- входной информации, необходимой для решения задач, и выходной информации - по результатам их решения;
- основных информационных и материальных потоков в ТПП.
А.4 Типовая схема управления ТПП на уровне взаимодействия организаций-разработчиков и организаций - изготовителей изделий показана на рисунке А.1.
А.5 Перечень работ к схеме управления ТПП на уровне взаимодействия организаций-разработчиков и организаций - изготовителей изделий приведен в таблице А.1.
|

Рисунок А.1, лист 1 - Типовая схема управления ТПП на уровне взаимодействия организаций-разработчиков и организаций - изготовителей изделий
|

Рисунок А.1, лист 2
|

Рисунок А.1, лист 3
|
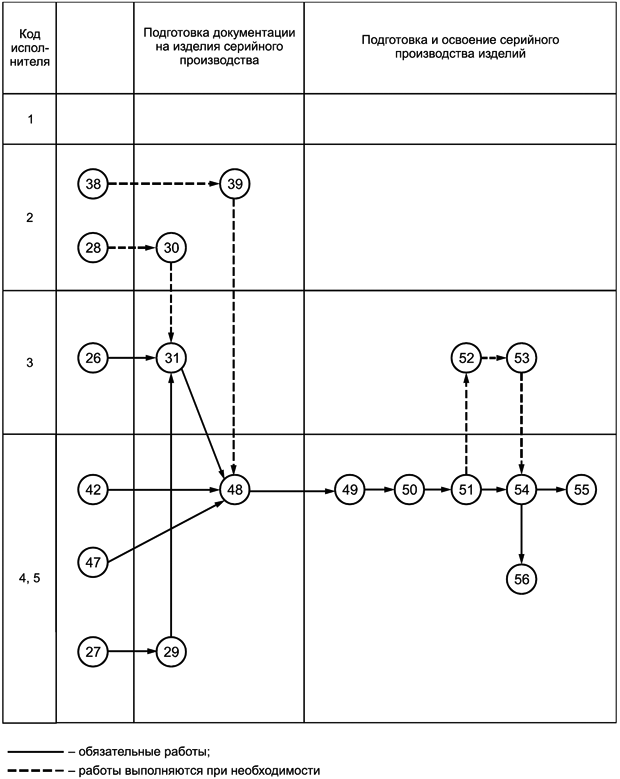
Рисунок А.1, лист 4
Таблица А.1 - Перечень работ к типовой схеме управления ТПП на уровне взаимодействия организаций-разработчиков и организаций - изготовителей изделия
Исполнитель работы | Код | Содержание работы |
Заказчик | 1 | Разработка директивного документа о назначении ответственной организации - разработчика нового изделия и, при необходимости, организации - изготовителя серийных (опытных) изделий |
2 | Выдача организации - разработчику изделия директивного документа о закреплении организации - разработчика изделия | |
2 | Выдача организации - изготовителю опытных изделий директивного документа о закреплении организации - изготовителя опытных изделий (при необходимости) | |
2 | Выдача организации - изготовителю серийных изделий директивного документа о закреплении организации - изготовителя серийных изделий (при необходимости) | |
10 | Подготовка директивного документа (приказа) о назначении главного технолога проекта изделия | |
11 | Выдача организации - разработчику изделия директивного документа о назначении главного технолога проекта изделия | |
11 | Выдача организации - изготовителю опытных изделий директивного документа о назначении главного технолога проекта изделия | |
11 | Выдача организации - изготовителю серийных изделий директивного документа о назначении главного технолога проекта изделия | |
ГНИО по технологии, материаловедению и стандартизации РКТ | 4 | Проведение НИР (ОКР) по решению технологических и материаловедческих проблем производства изделия, не решаемых на уровне организации - разработчика изделия (при необходимости) |
5 | Выдача организации - разработчику изделия результатов НИР (ОКР) по решению технологических и материаловедческих проблем производства изделия, не решаемых на уровне организации - разработчика изделия (при необходимости) | |
7 | Подготовка по материалам АП (технического предложения) заключения о производственной технологичности проектируемого изделия - по НД на РКТ | |
8 | Выдача организации - разработчику изделия заключения о производственной технологичности проекта изделия - по НД на РКТ | |
14 | Подготовка по материалам ЭП заключения о производственной технологичности проекта изделия - по НД на РКТ | |
15 | Выдача организации - разработчику изделия заключения о производственной технологичности проекта изделия - по НД на РКТ | |
15 | Выдача организации-изготовителю технологической части к эскизному проекту, в том числе директивной технологической документации | |
19 | Подготовка по материалам рабочей КД заключения о производственной технологичности опытных изделий - по НД на РКТ (при необходимости) | |
20 | Выдача организации - разработчику изделия заключения о производственной технологичности опытных изделий - по НД на РКТ (при необходимости) | |
20 | Выдача организации-изготовителю заключения о технологичности изделия с рекомендациями (в том числе по проведению ТПП) | |
28 | Подготовка заключения о производственной технологичности серийных изделий - по НД на РКТ (при необходимости) | |
30 | Выдача заключения о производственной технологичности серийных изделий - по НД на РКТ (при необходимости) | |
38 | Разработка ТП и СрТО, которые не могут быть разработаны организацией - изготовителем опытных (серийных) изделий (при необходимости) | |
39 | Передача ТД и СрТО организации - изготовителю серийных изделий - по [1] и НД на РКТ (при необходимости) | |
Организация - разработчик изделия | 3 | Представление в ГНИО по технологии и ГНИО по материаловедению перечня не решаемых на уровне организации - разработчика изделия технологических и материаловедческих проблем производства изделия |
3 | Разработка ТЧ ПЗ АП (технического предложения) изделия (включая проект ДТД, проект плана основных мероприятий по ТПП, предложения по закреплению организации - изготовителя серийных (опытных) изделий и назначению главного технолога проекта (изделия) - по НД на РКТ | |
3 | Проведение НИР (ОКР) по решению технологических и материаловедческих вопросов производства изделия | |
6 | Представление в ГНИО по технологии, ГНИО по материаловедению и ГНИО по стандартизации РКТ на заключение ТЧ ПЗ АП (технического предложения) изделия - по НД на РКТ | |
6 | Доработка АП изделия по замечаниям ГНИО по технологии, ГНИО по материаловедению и ГНИО по стандартизации РКТ | |
9 | Выдача Заказчику предложений по закреплению организации - изготовителя серийных (опытных) изделий и назначению главного технолога проекта изделия | |
9 | Участие в формировании ТЗ на разработку изделия | |
12 | Разработка ТЧ ПЗ ЭП изделия (включая ДТД, план основных мероприятий по ТПП, обоснование технологической реализуемости решений, заложенных в проект изделия) - по НД на РКТ | |
13 | Представление в ГНИО по технологии, ГНИО по материаловедению и ГНИО по стандартизации РКТ на заключение ТЧ ПЗ ЭП изделия - по НД на РКТ | |
13 | Доработка ЭП изделия по замечаниям ГНИО по технологии, ГНИО по материаловедению и ГНИО по стандартизации РКТ | |
16 | Разработка ПЭОТП - в соответствии с НД на РКТ | |
16 | Разработка рабочей КД на опытные изделия - по ГОСТ 2.102 | |
16 | Выдача плана основных мероприятий по ТПП организации - изготовителю опытных изделий | |
16 | Выдача плана основных мероприятий по ТПП организации - изготовителю серийных изделий | |
17 | Выдача ПЭОТП организации - изготовителю опытных изделий | |
18 | Представление в ГНИО по технологии, ГНИО по материаловедению на заключение о производственной технологичности изделия комплекта рабочей КД на опытное изделие - по НД на РКТ (при необходимости) | |
18 | Представление организации - изготовителю опытных изделий на заключение о производственной технологичности изделия комплекта рабочей КД на опытное изделие - по НД на РКТ | |
18 | Разработка комплектов рабочей КД на опытные изделия, предназначенных для изготовления и предварительных испытаний (в том числе АИ и КИ) с учетом заключения о производственной технологичности изделия, - по ГОСТ 2.102 | |
18 | Передача организации - изготовителю опытных изделий комплекта рабочей КД для формирования планов-графиков ТПП опытных изделий - по НД на РКТ | |
23 | Участие в изготовлении и предварительных испытаниях (в том числе АИ и КИ) опытных изделий | |
24 | Корректировка КД на опытные изделия по результатам изготовления и предварительных испытаний (в том числе АИ и КИ) с присвоением КД литеры "О" - по ГОСТ 2.103 | |
24 | Уточнение ДТД по результатам изготовления и испытаний опытных изделий | |
25 | Приемочные испытания (в том числе МВИ и ЛИ) опытных изделий | |
25 | Передача организации - изготовителю серийных изделий комплекта КД на опытные изделия для формирования проектов планов-графиков ТПП серийных изделий - по НД на РКТ | |
26 | Представление организации - изготовителю серийных изделий на заключение о производственной технологичности изделия комплекта рабочей КД на серийные изделия - по НД на РК | |
26 | Представление в ГНИО по технологии и ГНИО по материаловедению на заключение о производственной технологичности изделия комплекта рабочей КД на серийные изделия - по НД на РКТ (при необходимости) | |
26 | Корректировка КД на опытные изделия по результатам изготовления и приемочных испытаний (в том числе МВИ и ЛИ), а также с учетом заключения о производственной технологичности с присвоением документам литеры " | |
31 | Передача комплекта КД с литерой " | |
52 | Корректировка КД на серийные изделия по результатам изготовления установочной серии (головного образца) изделия с присвоением документам литеры "А" и выше - по ГОСТ 2.103 (при необходимости) | |
53 | Передача откорректированного комплекта КД с литерой "А" или выше организации - изготовителю серийных изделий (при необходимости) - по НД на РКТ | |
Организация - изготовитель опытных изделий | 21 | Подготовка заключения о производственной технологичности изделий - по НД на РКТ |
22 | Выдача организации - разработчику изделия заключения о производственной технологичности изделий - по НД на РКТ | |
32 | Участие в разработке ТЧ ПЗ АП (технического предложения) изделия - по НД на РКТ (при необходимости) | |
33 | Участие в разработке ТЧ ПЗ ЭП изделия - по НД на РКТ | |
34 | Выполнение предварительных работ по ТПП изготовления опытных изделий в соответствии с планом основных мероприятий по ТПП | |
35 | Отработка ТП в соответствии с ПЭОТП - по НД на РКТ | |
36 | Формирование планов-графиков ТПП опытных изделий | |
37 | Выдача ГНИО по технологии и ГНИО по материаловедению ТЗ на разработку ТП и СрТО, которые не могут быть разработаны в организации - изготовителе опытных (серийных) изделий (при необходимости) | |
37 | Выполнение работ по ТПП опытных изделий в соответствии с планами-графиками ТПП опытных изделий. Изготовление опытных изделий для предварительных испытаний (в том числе АИ и КИ) и проведение предварительных испытаний | |
40 | Проверка, защита и оценка технологической готовности организации - изготовителя опытных изделий к изготовлению изделий для приемочных испытаний (в том числе МВИ и ЛИ) с составлением акта о готовности | |
40 | Передача организации - изготовителю серийных изделий планов-графиков ТПП опытных изделий для формирования проектов планов-графиков ТПП серийных изделий | |
41 | Изготовление опытных изделий для приемочных испытаний (в том числе МВИ и ЛИ) | |
42 | Передача организации - изготовителю серийных изделий ТП и СрТО, необходимых для изготовления изделий серийного производства по [1] и НД на РКТ | |
Организация - изготовитель серийных изделий | 43 | Участие в разработке ТЧ ПЗ АП (технического предложения) - по НД на РКТ (при необходимости) |
44 | Участие в разработке ТЧ ПЗ ЭП - по НД на РКТ | |
45 | Выполнение предварительных работ по ТПП серийных изделий (разработка сложных ТП, проектирование и изготовление (приобретение) сложных и уникальных СрТО, расширение, реконструкция или новое строительство производственной и экспериментальной баз) в соответствии с планом основных мероприятий по ТПП изготовления изделий | |
46 | Ознакомление (участие) с ТПП опытных изделий | |
47 | Формирование планов-графиков ТПП серийных изделий | |
27 | Подготовка акта (заключения) о готовности КД, ТД и предприятия-изготовителя к серийному производству изделия | |
29 | Выдача акта (заключения) о готовности КД, ТД и предприятия-изготовителя к серийному производству изделия | |
48 | Выполнение работ по ТПП серийных изделий в соответствии с планами-графиками ТПП серийных изделий | |
49 | Проверка, защита и оценка технологической готовности организации - изготовителя серийных изделий к изготовлению изделий серийного производства с составлением акта о готовности | |
50 | Изготовление и испытания установочной серии (головного образца) изделия | |
51 | Выдача организации - разработчику изделий замечаний по результатам изготовления и испытаний установочной серии (головного образца) изделия (при необходимости) | |
51 | Корректировка ТД на серийные изделия по результатам изготовления установочной серии (головного образца) изделия с присвоением документам литеры "А" и выше - по НД на РКТ | |
54 | Бездефектное изготовление изделий серийного производства | |
54 | Дооснащение производства серийных изделий (по плану дооснащения) |
Приложение Б
(рекомендуемое)
Порядок назначения и основные задачи главного технолога проекта изделия
Б.1 Главный технолог проекта назначается совместным решением организации-разработчика и организации-изготовителя.
Б.2 При большом объеме работ и высокой сложности технологической подготовки и освоения производства изделия при главном технологе проекта изделия на период подготовки и освоения производства может быть организована комплексная бригада из соответствующих специалистов организации-разработчика и организации - изготовителя опытных и серийных изделий.
Б.3 В своей деятельности главный технолог проекта изделия руководствуется НД на РКТ, Положением о главном технологе проекта изделия, настоящим стандартом и другой НД по технологическому обеспечению разработки и постановки на производство изделий.
Б.4 На стадии (этапе) разработки ЭП главный технолог проекта изделия принимает участие:
- в работах организации - разработчика изделия по обеспечению производственной технологичности проектируемого изделия - по НД на РКТ;
- в разработке ТЧ ПЗ ЭП изделия - по НД на РКТ;
- в организации работ по выявлению нерешенных технологических и материаловедческих вопросов по изделию, разработке и реализации соответствующих мероприятий, обеспечивающих их решение с привлечением на договорной основе ГНИО по технологии и ГНИО по материаловедению;
- в работах по подготовке итогового технического отчета о готовности изделий комплекса к ЛИ.
Б.5 В процессе подготовки производства, изготовления и испытаний опытных изделий главный технолог проекта изделия обязан:
- осуществлять организационное и техническое руководство разработкой планов-графиков ТПП опытных изделий, контроль за ходом выполнения указанных плановых документов по определяющим позициям;
- осуществлять контроль за отработкой ТП, в первую очередь, принципиально новых;
- участвовать в формировании и согласовании ПЭОТП - по НД на РКТ;
- участвовать в работах по проверке, оценке и защите готовности организации-изготовителя к изготовлению опытных изделий для испытаний и в составлении акта о готовности организации-изготовителя к изготовлению опытных изделий;
- участвовать в работах по обеспечению производственной технологичности опытных изделий;
- принимать участие совместно с ГНИО по технологии и с ГНИО по материаловедению в анализе технологических разделов итогового отчета о готовности изделия к ЛИ и выдаче частных заключений с оценками отработанности и технологичности изделия, правильности применения материалов, покрытий и комплектующих в конструкции изделия;
- организовать и контролировать ход выполнения работ по ТПП серийных изделий, осуществляемых параллельно с ОКР.
Б.6 Задачами главного технолога проекта изделия в процессе отработки серийного изделия и постановки его на серийное производство являются:
- участие в окончательном формировании определяющих конструкторско-технологических решений по новому изделию;
- организация эффективной отработки технологии серийного изделия, ускоренной подготовки и освоения его производства на уровне проектной трудоемкости при стабильном качестве и надежности;
- рассмотрение планов и результатов работ по унификации и стандартизации изделия, его ДСЕ во взаимосвязи с типизацией ТП, стандартизацией и унификацией СрТО;
- установление совместно с организацией - разработчиком изделия, а также ГНИО по технологии номенклатуры КД и ТД, подлежащей взаимному согласованию;
- оценка производственных возможностей организации - изготовителя комплектующих изделий;
- координация взаимодействия организации - изготовителя серийных изделий по вопросам технологической отработки изделия, подготовки и освоения его производства с организацией - разработчиком изделия, организацией - изготовителем опытных изделий, другими организациями, принимающими участие в изготовлении изделия, ГНИО по технологии, ГНИО по материаловедению и ГНИО по стандартизации РКТ и институтами по проектированию промышленных предприятий;
- осуществление организационного и технического руководства разработкой планов-графиков ТПП изготовления серийных изделий, планов-графиков подготовки производства и, при необходимости, изготовления установочной серии (головного образца), контроль за ходом выполнения указанных плановых документов по определенным позициям;
- участие совместно с ГНИО по технологии в разработке и выдаче заключений о производственной технологичности и достаточности отработки технологии серийного изделия, в осуществлении контроля за реализацией принятых организацией - разработчиком изделия предложений и замечаний по производственной технологичности и отработанности технологии серийного изделия;
- участие в работах по проверке, оценке и защите готовности организации-изготовителя к изготовлению серийных изделий по результатам выполнения оперативных планов подготовки производства и, при необходимости, изготовления установочной серии (головного образца);
- участие в подготовке и согласовании акта о готовности организации-изготовителя к изготовлению серийных изделий в установившемся производстве.
Библиография
[1] Р 50-81-88 Рекомендации. Порядок передачи документации
УДК 658.512.004.17(083.74):006.354 | ОКС 03.100.40, 03.100.50 | Т53 |
Ключевые слова: обеспечение производственной технологичности изделий, основные положения, аванпроект, конструкторская документация, конструкторско-технологическое решение, технологичность изделия, технологическая подготовка производства, эскизный проект | ||
Электронный текст документа
и сверен по:
, 2018
