ГОСТ Р 51935-2002
(EH 285-96)
Группа Р26
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
СТЕРИЛИЗАТОРЫ ПАРОВЫЕ БОЛЬШИЕ
Общие технические требования и методы испытаний
Steam large sterilizers.
General technical requirements and test methods
ОКС 11.080.10
ОКП 94 5120
Дата введения 2003-07-01
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 383 "Стерилизация медицинских изделий" и Комитетом по новой медицинской технике Министерства здравоохранения Российской Федерации
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 6 сентября 2002 г. N 327-ст
3 Разделы (подразделы, приложения) настоящего стандарта, за исключением разделов 2, 3; пунктов 1.2, 3.26, 3.27, 4.4.1, 6.3.3.1, 6.3.3.2, 13.6, 23.1.1, 28.1, выделенных курсивом, представляют собой аутентичный текст европейского стандарта ЕН 285-96 "Стерилизаторы. Паровые стерилизаторы. Большие стерилизаторы"
4 ВВЕДЕН ВПЕРВЫЕ
1 Область применения
1.1 Настоящий стандарт устанавливает общие технические требования к большим паровым стерилизаторам и определяет методы их испытаний.
Большие паровые стерилизаторы (далее - стерилизаторы) могут быть использованы в здравоохранении и при промышленном производстве медицинских изделий.
Примечание - Стерилизаторы, соответствующие настоящему стандарту, могут иметь один автоматический цикл стерилизации или несколько выбираемых автоматических циклов стерилизации, например с разными рабочими температурами (28.3, перечисление б).
1.2 Настоящий стандарт неприменим к малым паровым стерилизаторам, к паровым стерилизаторам, используемым для стерилизации фармацевтических растворов, и к стерилизаторам с огневым нагревом.
Примечание - Требования к стерилизаторам для обработки неупакованных инструментов и посуды для немедленного использования в асептических зонах и для стерилизации жидкостей должны быть предметом отдельных стандартов.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 12.2.085-82 Система стандартов безопасности труда. Сосуды, работающие под давлением. Клапаны предохранительные. Требования безопасности*
_______________
* Отменен. Действует ГОСТ 12.2.085-2002. - Примечание "КОДЕКС".
ГОСТ 6651-94 Термопреобразователи сопротивления. Общие технические требования и методы испытаний
ГОСТ 23941-79 Шум. Методы определения шумовых характеристик. Общие требования*
_______________
* Отменен. Действует ГОСТ 23941-2002 Шум машин. Методы определения шумовых характеристик. Общие требования. - Примечание "КОДЕКС".
ГОСТ 24569-81 Котлы паровые и водогрейные. Маркировка
ГОСТ 29322-92 (МЭК 38-83) Стандартные напряжения
ГОСТ Р ИСО 11138-2000 Стерилизация медицинской продукции. Биологические индикаторы. Часть 3. Биологические индикаторы для стерилизации влажным теплом*
_______________
* Вероятно ошибка оригинала. Следует читать ГОСТ Р ИСО 11138-3-2000 Стерилизация медицинской продукции. Биологические индикаторы. Часть 3. Биологические индикаторы для стерилизации влажным теплом
ГОСТ Р ИСО 13683-2000 Стерилизация медицинской продукции. Требования к валидации и текущему контролю. Стерилизация влажным теплом в медицинских учреждениях
ГОСТ Р 50267.0.2-95 (МЭК 601-1-2-93) Изделия медицинские электрические. Часть 1. Общие требования безопасности. 2. Электромагнитная совместимость. Требования и методы испытаний
ГОСТ Р 51318.14.1-99 (СИСПР 14-1-93) Совместимость технических средств электромагнитная. Радиопомехи индустриальные от бытовых приборов, электрических инструментов и аналогичных устройств. Нормы и методы испытаний
ГОСТ Р 51350-99 (МЭК 61010-1-90) Безопасность электрических контрольно-измерительных приборов и лабораторного оборудования. Часть 1. Общие требования
ГОСТ Р 51402-99 (ИСО 3746-95) Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью
ГОСТ Р МЭК 61010-2-041-99 Безопасность электрических контрольно-измерительных приборов и лабораторного оборудования. Часть 2-041. Частные требования к лабораторным автоклавам, в том числе использующим пар для обработки медицинских материалов
ИСО 228-1-94* Трубные резьбы для мест, где на резьбах не сделаны уплотнения, работающие под давлением. Часть 1. Обозначения, размеры, допуски
________________
* Стандарт ИСО - во ВНИИКИ Госстандарта России.
3 Определения
В настоящем стандарте применяют термины по ГОСТ Р 50267.0.2 и ГОСТ Р 51350, а также следующие термины с соответствующими определениями:
3.1 активный слив
Слив, расположенный в самой низкой точке стерилизационной камеры для выхода из камеры воздуха/неконденсируемых газов или воздуха и конденсата.
3.2 удаление воздуха
Удаление воздуха из стерилизационной камеры и загрузки в объеме, достаточном для обеспечения проникновения пара в загрузку.
3.3 автоматический контроллер
Устройство, которое в соответствии с заранее определенной программой последовательно управляет стерилизатором на всех стадиях циклов стерилизации.
3.4 биологический индикатор
Тест-микроорганизм на носителе, содержащийся в первичной упаковке и готовый к применению.
3.5 калибровка
Совокупность операций, устанавливающих соотношение между значением величины, полученным с помощью данного средства измерений, и соответствующим значением величины, полученным с помощью эталона, с целью определить действительные метрологические характеристики этого средства измерений.
3.6 глубина стерилизационной камеры
Глубина камеры стерилизатора, доступная для стерилизуемой загрузки.
3.7 высота стерилизационной камеры
Высота камеры стерилизатора, доступная для стерилизуемой загрузки.
3.8 ширина камеры
Ширина камеры стерилизатора, доступная для стерилизуемой загрузки.
3.9 температура в стерилизационной камере
Наименьшая температура в камере стерилизатора.
3.10 цикл завершен
Индикация об успешном окончании цикла стерилизации и готовности простерилизованной загрузки к выемке из стерилизационной камеры.
3.11 целевая подача пара
Подача пара, производимого для стерилизатора или группы стерилизаторов предназначенным для этой цели отдельно стоящим парогенератором.
3.12 дверь
Крышка или иное подобное устройство, служащее для герметичного закрытия стерилизационной камеры.
3.13 стерилизатор двухстороннего типа
Стерилизатор, имеющий двери с двух противоположных сторон стерилизационной камеры.
3.14 сухой насыщенный пар
Пар температурой и давлением, соответствующими кривой парообразования для воды.
Примечание - Это идеальное состояние, которое на практике может отклоняться либо в сторону перегретого пара, либо в сторону влажного пара. Отклонение выражают количественно определением значения сухость/влажность.
3.15 время выравнивания
Интервал времени с момента достижения в стерилизационной камере температуры стерилизации и до момента достижения температуры стерилизации во всех точках загрузки.
3.16 защита от неисправностей
Атрибут конструкции стерилизатора, его компонентов или связанных с ним вспомогательных средств, способствующий минимизации угрозы безопасности в случае возможного возникновения неисправности.
3.17 неисправность
Определение автоматическим контроллером ситуации, когда предварительно заданные параметры переменных цикла стерилизации не были достигнуты.
3.18 время стерилизационной выдержки (выдержка)
Период времени, в течение которого температура во всех точках загрузки поддерживается в пределах диапазона температуры стерилизации.
Примечание - Время стерилизационной выдержки начинается сразу же по истечении времени выравнивания. Длительность времени стерилизационной выдержки связана с температурой стерилизации.
3.19 проверки при монтаже
Последовательность проверок и испытаний, выполняемых после монтажа стерилизатора на месте использования.
3.20 загрузочная дверь
Дверь стерилизатора двухстороннего типа, через которую загрузку помещают в стерилизационную камеру перед стерилизацией.
3.21 неконденсируемые газы
Воздух и прочие газы, которые не конденсируются в условиях паровой стерилизации.
3.22 период "плато"
Время выравнивания и время стерилизационной выдержки в сумме.
3.23 сосуд, работающий под давлением
Собирательный термин, включающий в себя стерилизационную камеру, рубашку (если таковая имеется), двери и другие элементы, постоянно связанные со стерилизационной камерой.
3.24 контрольная точка в стерилизационной камере
Точка внутри стерилизационной камеры, являющаяся наиболее холодной частью стерилизационной камеры, что подтверждают документированные данные.
3.25 угроза безопасности
Потенциально пагубное воздействие на людей или окружающую среду непосредственно со стороны самого стерилизатора или его загрузки.
3.26 большой паровой стерилизатор
Паровой стерилизатор, способный по размерам вместить в себя одну или несколько стерилизационных единиц (модулей) или имеющий полезный объем стерилизационной камеры свыше 54 дм.
3.27 малый паровой стерилизатор
Паровой стерилизатор, неспособный по размерам вместить в себя стерилизационный модуль или имеющий полезный объем стерилизационной камеры менее 54 дм.
3.28 стерильность
Состояние медицинского изделия, когда оно не содержит жизнеспособных микроорганизмов.
3.29 стерилизация
Процесс умерщвления содержащихся в загрузке микроорганизмов всех видов, находящихся на всех стадиях развития.
3.30 стерилизационный цикл
Автоматически выполняемая в стерилизаторе последовательность стадий процесса, целью которого является стерилизация.
3.31 стерилизационная единица (модуль)
Прямоугольный параллелепипед размерами 300х300х600 мм.
3.32 температура стерилизации
Минимальная температура диапазона температур стерилизации.
3.33 диапазон температур стерилизации
Допустимый диапазон температур, поддерживаемых в загрузке в течение времени стерилизационной выдержки.
Примечание - Указанные температуры обычно выражают в целых градусах Цельсия.
3.34 стерилизатор
Аппарат (устройство), предназначенный для стерилизации.
3.35 стерилизационная камера (камера стерилизатора)
Сборочная единица стерилизатора, куда помещают изделия для стерилизации.
3.36 загрузка стерилизатора (загрузка)
Изделия, которые стерилизуют одновременно в одной камере стерилизатора.
3.37 перегретый пар
Пар, температура которого при любом данном давлении выше температуры, указанной на кривой парообразования для воды.
3.38 тест-микроорганизмы
Культура микроорганизмов, используемая при изготовлении инокулированных носителей для контроля стерилизации.
3.39 испытание типа стерилизатора
Испытания для оценки рабочих параметров в целях определения типа стерилизатора.
3.40 разгрузочная дверь
Дверь в двухстороннем стерилизаторе, через которую загрузку вынимают из стерилизационной камеры по окончании стерилизационного цикла.
3.41 полезное пространство стерилизационной камеры
Пространство внутри стерилизационной камеры, которое не ограничено закрепленными в ней деталями и поэтому пригодно для размещения изделий.
Примечание - Полезное пространство выражают в терминах "высота", "ширина" и "глубина" камеры.
3.42 заводские испытания (приемосдаточные)
Серия испытаний, выполняемых на предприятии-изготовителе для доказательства соответствия каждого стерилизатора требованиям нормативных документов, в том числе настоящего стандарта.
3.43 валидация
Документированная процедура получения, протоколирования и интерпретации результатов, необходимая для демонстрации того, что процесс неизменно дает продукт, соответствующий предварительно определенным требованиям.
4 Конструктивные элементы
4.1 Размеры
Полезное пространство стерилизационной камеры должно вмещать одну или несколько стерилизационных единиц (модулей).
4.2 Материалы
Материалы, контактирующие с паром, должны:
- быть устойчивыми к воздействию пара и конденсата;
- не влиять на качество пара (приложение А);
- не выделять токсичных веществ в концентрациях, превышающих предельно допустимую концентрацию (ПДК).
Примечания
1 Из-за большого числа стерилизаторов разных типов и разнообразия их использования невозможно выработать детальные требования к материалам для специфических применений. Покупатель должен обеспечить изготовителя информацией об изделиях, подлежащих стерилизации, и специфике их применения.
2 Рекомендации по различным комбинациям материалов приведены в приложении Б.
4.3 Оборудование, работающее под давлением
4.3.1 Общие положения
4.3.1.1 Оборудование, работающее под давлением, должно удовлетворять требованиям Правил безопасной эксплуатации сосудов, работающих под давлением [1] и ГОСТ Р МЭК 61010-2-041.
4.3.1.2 Стерилизаторы должны быть оборудованы одной или двумя дверями.
4.3.1.3 Уплотнение двери должно быть заменяемым компонентом. Должны быть обеспечены осмотр и очистка поверхности уплотнения двери, входящей в контакт с уплотняемыми поверхностями, без разборки или демонтажа узла двери.
4.3.1.4 После закрытия двери стерилизатора должна иметься возможность открыть ее без запуска цикла стерилизации.
4.3.1.5 Во время выполнения цикла стерилизации не должно быть возможности открыть дверь (двери) стерилизатора, кроме случаев возникновения неисправности.
4.3.2 Двухсторонние стерилизаторы
4.3.2.1 Кроме случаев, продиктованных соображениями обслуживания, не должно быть возможности открыть одновременно более одной двери стерилизатора.
4.3.2.2 Не должно быть возможности открыть разгрузочную дверь до включения индикации о завершении цикла стерилизации.
4.3.2.3 Не должно быть возможности открыть разгрузочную дверь при выполнении теста Бови-Дика.
4.3.2.4 Орган управления, используемый для запуска цикла стерилизации, должен быть расположен на загрузочной стороне стерилизатора.
4.3.3 Контрольные соединители
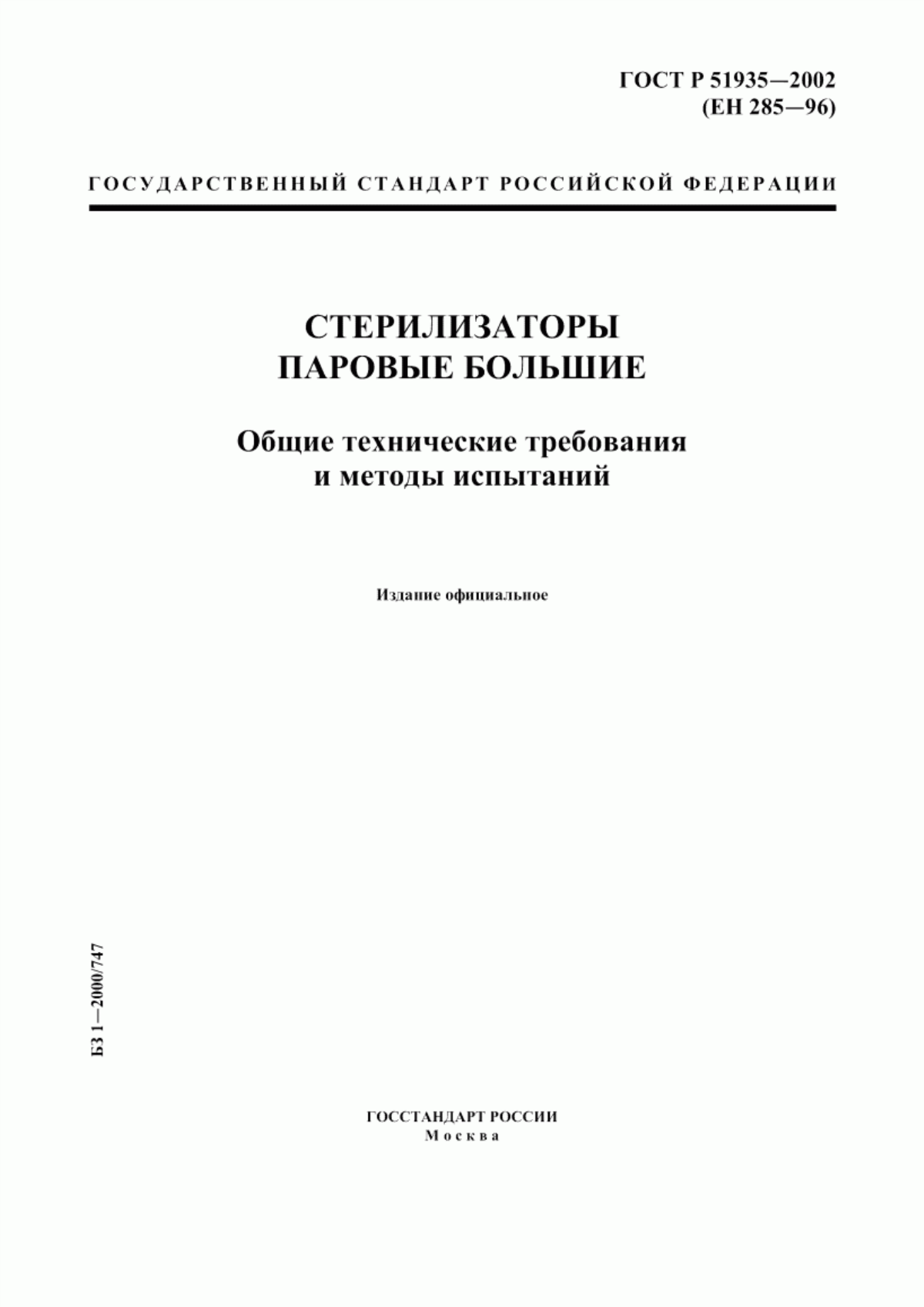
4.3.3.1 Если в цикл стерилизации входит фаза вакуума, то в соответствии с рисунком 1 стерилизационная камера или труба, присоединенная непосредственно к стерилизационной камере (за исключением вакуумной линии), должна быть снабжена контрольным соединителем (присоединительным патрубком). Контрольный соединитель, служащий для подключения контрольно-измерительного прибора, должен быть снабжен стандартным колпачком, маркированным буквами "ВТ" (вакуум-тест), и иметь уплотнение в виде либо уплотнительного кольца, либо плоской уплотнительной прокладки.
________________
* Резьба трубы G1/2 А по ИСО 228-1.
Рисунок 1 - Соединитель для контрольно-измерительного прибора
4.3.3.2 В соответствии с рисунком 2 должен иметься легкодоступный прямой соединительный рукав, обеспечивающий проход через него по меньшей мере шести гибких кабелей от датчиков температуры (термодатчиков).

________________
* Резьба трубы G1 А по ИСО 228-1.
Рисунок 2 - Соединительный рукав для термодатчиков
Соединительный рукав с уплотнительным кольцом или плоской уплотнительной прокладкой должен быть закрыт стандартным колпачком и защищен мягкой оберткой, обладающей хорошими теплозащитными свойствами и механической прочностью. Колпачок должен быть маркирован буквами "ТТ" (температурный тест).
4.3.3.3 Должны иметься контрольные тройники и краны с уплотненными заглушками для обеспечения подключения образцовых приборов, применяемых для калибровки всех манометров, подключенных к камере и рубашке стерилизатора (6.1.2 и 6.1.4).
4.3.4 Изолирующий материал
За исключением мест, где теплоизоляция может мешать функционированию стерилизатора и управлению им, все наружные поверхности должны быть теплоизолированы с целью минимизировать рассеивание тепла в окружающую среду таким образом, чтобы температура на внешней поверхности теплоизолирующего материала не превышала 55 °С при ее измерении в условиях температуры окружающей среды порядка (23±2) °С.
4.4 Каркас, панели, двери, загрузочное и разгрузочное устройства
4.4.1 Стороны стерилизатора, обращенные в зону пользователя, должны быть закрыты защитными панелями. Изготовитель обязан обеспечить пользователя инструкциями по очистке и дезинфекции панелей.
Примечание - Панельная обшивка должна иметь покрытие, устойчивое к воздействию чистящих и дезинфицирующих средств, указанных изготовителем (из числа разрешенных в Российской Федерации).
4.4.2 Панельная обшивка стерилизатора должна обеспечивать доступ к нему для выполнения работ, связанных с обслуживанием (например, с помощью специального ключа, пароля или особого инструмента). Такая обшивка должна быть либо съемной, либо размеры любого проема в ней, обеспечивающего доступ персонала, должны быть не менее чем 500 мм (ширина)х1500 мм (высота), при этом проем не должен иметь препятствий, затрудняющих доступ.
Примечания
1 Если оборудование, работающее под давлением, укреплено на раме, то эта рама должна быть коррозионно-стойкой, чтобы не вызывать коррозии оборудования.
2 Доступ для обслуживания должен быть устроен так, чтобы он не создавал ухудшения безопасности как для продукта, так и для персонала.
4.4.3 Панельная обшивка должна быть сконструирована так, чтобы был обеспечен сплошной контакт с внутренними поверхностями помещения, в котором монтируют стерилизатор, при условии, что эти поверхности находятся в пределах допусков, приведенных в таблицах 1 и 2.
Таблица 1 - Допуски на проем, в котором монтируют стерилизатор
Размеры, м | Допуски, мм | |
Горизонтальный план | По вертикали | |
До 3 | ±12 | ±16 |
От 3 до 6 | ±16 | ±16 |
От 6 до 15 | ±24 | ±20 |
От 15 до 30 | ±24 | ±20 |
Св.30 | ±30 | ±30 |
Таблица 2 - Допуски на плоскопараллельность по вертикали и горизонтали
Расстояние между контрольными точками, м | Допуски, мм | |
Обработанные поверхности стен и потолков пола | Обработанная поверхность (несущего основания) | |
0,1 | ±3 | ±2 |
1 | ±5 | ±4 |
4 | ±10 | ±10 |
10 | ±20 | ±12 |
15 | ±25 | ±15 |
Стерилизаторы, спроектированные для встраивания в уже существующие здания либо в специально для них предназначенные помещения, должны обеспечивать сплошное уплотнение с подгоночными поверхностями при условии, что размеры последних находятся в пределах допусков, указанных в таблицах 1 и 2.
4.4.4 При автоматическом закрытии дверей стерилизатора должны быть системы блокировки, исключающие травмирование обслуживающего персонала.
4.4.5 Все большие стерилизаторы комплектуют загрузочными тележками или автоматическими системами загрузки.
5 Требования к конструктивным элементам
5.1 Трубная обвязка и фитинги
5.1.1 Трубные соединители и фитинги должны быть уплотнены как на давление, так и на вакуум.
5.1.2 За исключением мест, где это может мешать функционированию стерилизатора, все трубные обвязки для пара или воды температурой, превышающей 60 °С, должны иметь теплоизоляцию, минимизирующую рассеивание тепла в окружающую среду. Температура на внешней поверхности теплоизолирующего материала не должна превышать 55 °С при ее измерении в условиях температуры окружающей среды порядка (23±2) °С (4.3.4).
Примечание - Для минимизации образования конденсата трубные обвязки для холодной воды должны быть теплоизолированы.
5.1.3 В каждую линию подачи питающих сред до первого вентиля стерилизатора, предназначенного для этой линии, должен быть вмонтирован по меньшей мере один сетчатый фильтр. Выбранный размер ячеек сетки должен предотвращать проход через фильтр частиц, могущих ухудшить нормальную работу вентиля.
5.1.4 Все контрольные вентили на трубной обвязке должны иметь постоянную маркировку, указывающую на их функциональное назначение по ГОСТ Р МЭК 61010-2-041.
Примечание - Можно использовать ссылочные номера или письменное описание функции.
5.2 Парогенераторы для целевой подачи пара и для стерилизаторов, в которых пар вырабатывается в стерилизационной камере
5.2.1 Работающее под давлением оборудование, используемое в парогенераторе для целевой подачи пара, должно соответствовать требованиям ГОСТ 12.2.085 и ГОСТ Р МЭК 61010-2-041.
5.2.2 Вход питающей воды должен иметь конструкцию, предотвращающую обратный выброс в систему подачи питающей воды.
Примечание - Обычно это условие требует использования промежуточной емкости, которая должна быть изготовлена из материала, устойчивого к воздействию воды температурой, превышающей 100 °С.
5.2.3 Требования к мощности и производительности парогенератора должны быть достаточными для удовлетворения специфицированных требований стерилизатора к подаче пара.
5.2.4 Изготовитель обязан указывать требуемое качество питающей воды. В частности, должны быть указаны максимальное значение жесткости воды, диапазон значений рН и значение проводимости питающей воды (28.2; приложение А).
5.3 Воздушный фильтр
5.3.1 В случаях, когда стерилизационный цикл требует впуска воздуха в стерилизационную камеру непосредственно из атмосферы, впускаемый воздух должен проходить через фильтр.
5.3.2 Фильтр должен отсеивать не менее чем 99,5% частиц размерами, превышающими 0,30 мкм.
Примечание - Воздушные фильтры должны быть изготовлены из материала, устойчивого к коррозии и биодеструкции. Устройство фильтра должно исключать повреждение фильтрующего материала.
5.3.3 Узел фильтра должен быть смонтирован снаружи стерилизационной камеры таким образом, чтобы фильтр можно было легко и быстро устанавливать и снимать и чтобы фильтрующий материал оставался сухим.
5.3.4 Между фильтром и камерой стерилизатора должен быть установлен обратный клапан, предотвращающий проникновение пара из камеры в фильтр.
5.4 Вакуумная система
Вакуумная система должна выдерживать вакуум с остаточным давлением, значение которого равно или менее 70 мбар (абсолютное давление) или 7 кПа.
Примечание - Для удовлетворения требованиям к сухости загрузки и работе детектора воздуха стерилизатора может быть необходимо давление, значение которого равно или менее 40 мбар или 4 кПа (8.3.2.3, 8.3.2.4).
6 Приборы (устройства) для индикации и регистрации
6.1 Оборудование
6.1.1 Общие требования
6.1.1.1 Все приборы и устройства индикации и регистрации (далее - приборы), упоминаемые в настоящем разделе, должны: давать информацию на русском языке, быть расположены в таком месте, где они легко заметны оператору при нормальной работе со стерилизатором, и иметь идентификацию их функционального назначения.
6.1.1.2 Если не установлено иное, то показания приборов, в том числе манометров, следует считывать при минимальной освещенности наружным светом порядка (215±15) лк с расстояния 1 м при нормальном или корректированном зрении оператора.
6.1.1.3 Приборы, в том числе манометры, должны быть расположены так, чтобы не были превышены максимально допустимые значения температуры и влажности, указанные их изготовителями.
Примечание - Обычно значения температуры и влажности в зонах размещения приборов, в том числе манометров, не должны превышать 50 °С и 85% соответственно (13.9).
6.1.2 Приборы
Стерилизаторы должны быть оборудованы по меньшей мере следующими приборами:
а) прибором, показывающим температуру в стерилизационной камере;
б) самопишущим прибором для регистрации температуры в камере стерилизатора;
в) прибором, показывающим давление в камере стерилизатора;
г) самопишущим прибором для регистрации давления в камере стерилизатора;
д) прибором, показывающим давление в рубашке стерилизатора (если стерилизатор снабжен рубашкой);
е) манометром давления пара, если используют целевой парогенератор (устанавливают на парогенераторе).
Примечания
1 Приборы по перечислениям а) и б) могут быть одним комбинированным прибором.
2 Пользователь может потребовать установки манометра для рутинной проверки на герметичность (4.3.3).
6.1.3 Устройства индикации
Стерилизаторы должны быть оборудованы по меньшей мере следующими устройствами индикации:
а) визуальным индикатором "Двери закрыты";
б) визуальным индикатором "Идет работа";
в) визуальным индикатором "Цикл завершен";
г) визуальным индикатором "Неисправность" (7.2);
д) визуальными индикаторами этапов стерилизационного цикла;
е) счетчиком циклов стерилизации;
ж) индикатором фазы цикла стерилизации.
Примечание - Этот индикатор может включать в себя индикаторы по перечислениям а), б) и в).
Индикация завершения цикла должна сбрасываться при начале открытия двери.
6.1.4 Стерилизаторы двухстороннего типа
Обе стороны стерилизатора должны быть оборудованы по меньшей мере следующими приборами, а также устройствами индикации:
а) прибором, показывающим давление в стерилизационной камере;
б) визуальным индикатором "Двери закрыты";
в) визуальным индикатором "Идет работа";
г) визуальным индикатором "Цикл завершен";
д) визуальным индикатором "Неисправность" (7.2).
6.2 Датчики, приборы и оборудование для измерения температуры, давления и времени
6.2.1 Температура
6.2.1.1 Датчики температуры
Датчики температуры должны быть либо платиновыми датчиками резистивного типа, либо термопарными датчиками.
Примечание - Могут быть использованы и другие эквивалентные датчики температуры.
Датчик температуры должен обладать временем реакции от 0,9 до 5 с при испытаниях в воде.
Должны иметься по меньшей мере два независимых датчика температуры. Эти датчики должны быть подключены к прибору, отражающему температуру в стерилизационной камере, к самопишущему прибору, регистрирующему эту температуру, и к регулятору, управляющему температурой (см.рисунки 3а и 3б). Запрещается делать подключения, показанные на рисунках 3в и 3г.

Прибор, показывающий температуру в стерилизационной камере | Самопишущий прибор - регистратор температуры в стерилизационной камере | Управление периодом "плато" по температуре |
Рисунок 3 - Возможное подключение датчиков температуры
Датчик, используемый для управления циклом стерилизации и для индикации температуры в стерилизационной камере, должен быть расположен в активном сливе. Если слив не активный, то датчик должен быть расположен в контрольной точке измерения.
6.2.1.2 Перемещаемые датчики температуры внутри стерилизаторов
В случаях, когда перемещаемые датчики и их кабели размещают внутри стерилизационной камеры, они должны быть как термостойкими, так и устойчивыми к воздействию высокого давления, вакуума и пара.
6.2.1.3 Прибор, показывающий температуру в стерилизационной камере
Показывающий прибор-термометр должен:
а) быть либо цифровым, либо аналоговым;
б) быть градуирован в градусах Цельсия;
в) иметь диапазон измерений 50-150 °С;
г) иметь погрешность не хуже ±1% в диапазоне измерений 50-150 °С;
д) если этот прибор аналоговый, - иметь разрешающую способность шкалы не более 2 °С;
е) если этот прибор цифровой, - иметь разрешающую способность не более 0,1 °С;
ж) иметь возможность регулировки точности до минимум ±0,5 °С при температуре стерилизации;
з) при использовании для функции управления - иметь защиту от повреждений датчика, обеспечивающую защиту от повреждений прибора управления (см.7.1);
и) иметь компенсацию погрешности, обусловленную нестабильностью температуры окружающей среды, не превышающую 0,04 К/К;
к) обладать средствами регулировки "на месте" путем использования специального ключа, пароля или специального инструмента без необходимости демонтажа.
6.2.2 Давление
6.2.2.1 Прибор, показывающий давление в стерилизационной камере
Показывающий прибор-манометр должен:
а) быть либо цифровым, либо аналоговым;
б) быть градуирован в килопаскалях или барах;
в) иметь шкалу, охватывающую диапазон от 0 до 400 кПа, или от минус 1 до плюс 3 бар, с отметкой нуля при давлении окружающей среды или при абсолютном давлении;
г) обладать погрешностью не хуже 1,6% в диапазоне измерений от 0 до 400 кПа или от минус 1 до плюс 3 бар;
д) если этот прибор аналоговый, - иметь цену деления шкалы не более 20 кПа (0,2 бар);
е) если этот прибор цифровой, - иметь разрешающую способность не хуже 1 кПа (0,01 бар);
ж) иметь возможность регулировки точности до минимум ±5 кПа при рабочем давлении;
з) при использовании для функции управления - иметь защиту от повреждений датчика, обеспечивающую защиту от повреждений прибора управления (7.1);
и) иметь компенсацию погрешности за счет температуры окружающей среды, не превышающую 0,04%/К в диапазоне шкалы от 0 до 400 кПа (от минус 1 до плюс 3 бар);
к) обладать средствами регулировки "на месте" путем использования специального ключа, пароля или специального инструмента без необходимости демонтажа.
Примечание - При использовании цифровых индикаторов давления может быть применен дополнительный механический манометр-индикатор для удовлетворения требованиям Правил устройства и безопасной эксплуатации сосудов, работающих под давлением [1]. Если же аналоговый прибор применяют только для этой цели, то требование о регулировке "на месте" для него должно быть снято.
6.2.2.2 Индикатор абсолютного давления
В случаях, когда для проверки на утечку требуется индикатор абсолютного давления, устанавливаемый на стерилизатор (6.1.2, примечание 2), этот прибор должен:
а) быть либо цифровым, либо аналоговым;
б) быть градуирован в килопаскалях или миллибарах;
в) иметь диапазон измерений от 0 до 16 кПа или от 0 до 160 мбар;
г) обладать погрешностью не хуже 1% в диапазоне шкалы 0-16 кПа (0-160 мбар);
д) если этот прибор аналоговый, - иметь цену деления шкалы не более 0,4 кПа (4 мбар) и иметь отклонение стрелки более 0,1 кПа/мм (1 мбар/мм);
е) если этот прибор цифровой, - иметь разрешающую способность не более 0,1 кПа (1 мбар);
ж) обладать средствами регулировки "на месте" путем использования специального ключа, пароля или специального инструмента без необходимости демонтажа.
6.2.3 Приборы для индикации времени
Если на стерилизаторе установлены приборы индикации времени, они должны:
а) быть градуированы в секундах или в минутах;
б) обладать погрешностью не хуже ±2,5% для периодов, превышающих 5 мин, и не хуже 1% для периодов менее 5 мин;
в) обладать средствами регулировки "на месте" путем использования специального ключа, пароля или специального инструмента без необходимости демонтажа.
6.3 Самопишущие приборы и записи
6.3.1 Общие требования
6.3.1.1 Самопишущий прибор должен быть цифровым или аналоговым.
6.3.1.2 Самопишущий прибор должен быть независим от автоматического контроллера.
6.3.1.3 Записи должны включать в себя предельные значения для всех переменных цикла на протяжении всего цикла стерилизации. Распечатка должна быть достаточной для того, чтобы можно было по ней идентифицировать все превышения предельных отклонений (раздел 8).
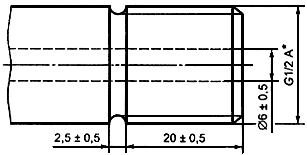
Примечание - Рисунок 4 и таблица 3 иллюстрируют те точки, в которых должны быть зарегистрированы переменные цикла для каждого цикла стерилизации.
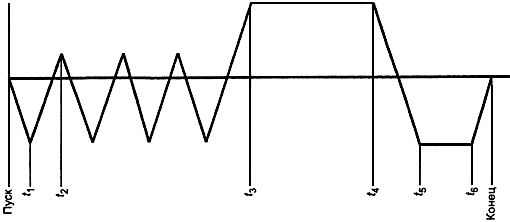
Рисунок 4 - Пример диаграммы образцового цикла стерилизации
Таблица 3 - Примеры значений, подлежащих регистрации
Шаг программы | Время | Параметры цикла | Стерилизация | Дата и идентификатор стерилизатора | ||
Температура | Давление | Идентификатор цикла | Порядковый номер цикла | |||
Включение | - | - | - |
| - | |
Пуск | - | - |
|
|
| |
- |
| - | - | - | ||
- |
| - | - | - | ||
- | - | - | ||||
- | - | - | ||||
- | - | - | - | |||
- | - | - | - | |||
Конец | - | - | - | - | - | |
Выключение | - | - | - | - | - | |
Обозначения: | ||||||
6.3.1.4 Самопишущий прибор должен обеспечивать непрерывную запись.
6.3.1.5 Записи должны быть удобочитаемыми с расстояния 250 мм при освещенности порядка (215±15) лк и при нормальном или корректированном зрении оператора.
6.3.1.6 Если на запись наносятся метки времени, оно должно быть выражено либо в секундах, либо в минутах, либо в кратных им единицах.
Интервалы времени, превышающие 5 мин, должны быть измерены с погрешностью по меньшей мере ±2,5%, а интервалы менее 5 мин - с погрешностью не хуже ±1%.
6.3.2 Самопишущие приборы, выдающие аналоговые записи
6.3.2.1 Скорость перемещения диаграммной бумаги
Самопишущие приборы с аналоговой записью должны иметь скорость перемещения диаграммной бумаги не ниже 4 мм/мин.
6.3.2.2 Температура
Самопишущие термометры с аналоговой записью должны:
а) иметь диаграммную бумагу, градуированную в градусах Цельсия;
б) иметь диапазон измерений 50-150 °С;
в) обладать погрешностью не хуже ±1% в диапазоне измерений 50-150 °С;
г) иметь диаграммную бумагу с ценой деления не более 2 °С;
д) иметь разрешающую способность не более 1 °С;
е) иметь возможность регулировки погрешности до минимум ±1°С при температуре стерилизации;
ж) иметь время выборки по каждому каналу не менее 2,5 с.
6.3.2.3 Давление
Самопишущие манометры с аналоговой записью должны:
а) иметь диаграммную бумагу, градуированную в килопаскалях или барах;
б) иметь диапазон измерений от 0 до 400 кПа (от минус 1 до плюс 3 бар) с отметкой нуля при давлении окружающей среды или при абсолютном давлении;
в) иметь погрешность не хуже 1,6% в диапазоне шкалы от 0 до 400 кПа (от минус 1 до плюс 3 бар);
г) иметь цену деления диаграммной бумаги не более 20 кПа (0,2 бар);
д) иметь разрешающую способность не хуже 1 кПа (0,05 бар);
е) иметь возможность регулировки погрешности до минимум ±1кПа (0,05 бар) при рабочем давлении;
ж) иметь время выборки по каждому каналу не менее 1 с.
6.3.3 Самопишущие приборы, выдающие цифровые записи
6.3.3.1 Температура
Самопишущие термометры с цифровой записью должны:
а) печатать алфавитные символы на кириллице;
б) печатать текстовые данные на русском языке;
в) иметь диапазон измерений 50-150 °С;
г) иметь погрешность не хуже ±1% в диапазоне измерений 50-150 °С;
д) работать с бумагой, вмещающей по ширине не менее 15 символов в одной строке;
е) иметь время выборки по каждому каналу не менее 2,5 с.
6.3.3.2 Давление
Самопишущие манометры с цифровой записью должны:
а) печатать алфавитные символы на кириллице;
б) печатать текстовые данные на русском языке;
в) иметь диапазон измерений от 0 до 400 кПа (от минус 1 до плюс 3 бар);
г) иметь разрешающую способность не хуже 1 кПа (0,05 бар);
д) иметь погрешность не хуже 1,6% в диапазоне шкалы от 0 до 400 кПа (от минус 1 до плюс 3 бар);
е) работать с бумагой, вмещающей по ширине не менее 15 символов в одной строке;
ж) иметь время выборки по каждому каналу не менее 1 с.
7 Системы управления
7.1 Общие требования
7.1.1 Стерилизационный цикл может управляться автоматическим контроллером, имеющим один или несколько заранее установленных циклов стерилизации.
7.1.2 Автоматический контроллер должен обеспечивать воспроизводимость цикла стерилизации в установленных пределах при выполнении нескольких последовательных циклов.
Примечания
1 Перед пуском цикла стерилизации и по его завершении могут выполняться автоматические загрузка и выгрузка.
2 Могут быть приняты меры по настройке цикловых переменных для каждой фазы предварительно заданных циклов стерилизации.
7.1.3 Изготовитель обязан указывать пределы для каждой программируемой в автоматическом контроллере цикловой переменной так, чтобы были удовлетворены требования 8.3.
7.1.4 Должно быть установлено такое устройство, чтобы при возникновении неисправности автоматического контроллера давление в стерилизационной камере могло безопасно вернуться к атмосферному и могла быть открыта загрузочная дверь.
7.1.5 Приборы, показывающие температуру и давление в стерилизационной камере, должны иметь защиту от неисправности датчиков температуры и давления (6.2.1.3 и 6.2.2.1).
7.1.6 Периоды времени длительностью более 5 мин должны автоматически управляться с погрешностью не хуже ±2,5%, а периоды времени длительностью менее 5 мин - с погрешностью не хуже ±1%.
7.1.7 Доступ к устройствам управления следует осуществлять только с помощью специального ключа, пароля или специального инструмента.
7.1.8 Для выполнения обслуживания, проверок, а также для случаев аварийных ситуаций должны иметься средства, позволяющие проходить шаги программы автоматического контроллера вручную. Доступ к этому ручному управлению должен быть осуществлен только с помощью специального ключа, пароля или специального инструмента.
При ручном управлении для целей обслуживания и контроля или в аварийных ситуациях автоматическое выполнение программной последовательности должно автоматически отключаться.
Система ручного прогона программы не должна создавать угрозу безопасности и должна позволять последовательный выбор только одной фазы единовременно.
7.1.9 Короткое замыкание в любом из компонентов или в оборудовании, прямо или косвенно связанном с управляющей системой стерилизатора, не должно приводить к повреждению системы управления.
7.1.10 Система управления не должна быть расположена таким образом, чтобы могли быть превышены максимальные значения температуры и влажности, указанные ее изготовителем.
Примечание - Обычно значения температуры и влажности в зонах размещения системы управления не должны превышать 50 °С и 85% соответственно (13.9).
7.1.11 Система управления должна иметь индикацию состояния ее входов и выходов.
Примечание - Система индикации может находиться в шкафу управления.
7.1.12 Должны иметься средства, позволяющие убедиться в удовлетворении требованиям к проникновению пара в пространство стерилизационной камеры и в загрузку на протяжении каждого цикла стерилизации.
Примечание - Проникновение пара в камеру и загрузку может осуществляться детектором воздуха или анализом времени, давления и температуры.
7.1.13 Предохранительное отключающее устройство должно соответствовать требованиям ГОСТ Р МЭК 61010-2-041.
7.1.14 Стерилизаторы, работающие с периодом "плато", превышающим по длительности 3,5 мин, должны иметь автоматический цикл выполнения теста Бови-Дика. Этот цикл должен иметь такую же фазу удаления воздуха, что и рабочий цикл стерилизации, используемый на практике, за исключением того, что период "плато" должен быть 3,5 мин для программ стерилизации 134 °С или 15 мин для программ стерилизации 121 °С. Этот цикл должен быть выбран только с помощью специального ключа, пароля или специального инструмента.
7.1.15 Если имеется автоматический цикл, выполняемый для проведения проверки на герметичность стерилизатора (раздел 20), то индикация о завершении этого цикла должна отличаться от индикации о завершении рабочего цикла стерилизации.
7.1.16 В случаях, когда имеется отдельный цикл теста Бови-Дика, индикация о завершении этого цикла должна отличаться от индикации о завершении рабочего цикла стерилизации.
7.2 Система индикации неисправностей
7.2.1 Если значения переменных цикла выходят за пределы, указанные изготовителем (7.1), или возникает неисправность вспомогательных систем, достаточная для того, чтобы необходимые значения переменных не были достигнуты, автоматический контроллер должен:
а) включить визуальную индикацию о возникновении неисправности.
Примечание - В дополнение к этому может быть установлена система звукового оповещения о неисправности с возможностью отключения сигнала;
б) включить визуальную индикацию, указывающую фазу цикла стерилизации, в которой возникла неисправность;
в) исключить угрозу безопасности.
7.2.2 Если стерилизатор снабжен принтером, то индикация неисправности должна также выводиться на принтер.
7.2.3 После включения сигнализации о неисправности автоматический контроллер должен позволять прекращать выполнение цикла стерилизации без создания угрозы безопасности. Визуальная сигнализация о неисправности должна сохраняться по крайней мере до отпирания замка двери с помощью специального ключа, пароля или специального инструмента.
Примечание - При этом обязательно подразумевается, что загрузка стерилизатора не подверглась стерилизации.
8 Требования к рабочим характеристикам
8.1 Общие требования
Изготовитель или поставщик обязан обеспечить покупателя документальными свидетельствами, доказывающими, что результаты проверок соответствуют требованиям, предъявляемым к рабочим характеристикам стерилизатора (разделы 14, 27, 28, таблица 4).
Примечания
1 Ответственность за выполнение монтажных испытаний должна быть согласована между поставщиком и покупателем.
2 Не во всех ситуациях требуется выполнение всех без исключения перечисленных ниже проверок (таблица 4).
8.2 Проверка на микробиологическую эффективность
8.2.1 Небольшая загрузка. Биологические индикаторы
При проверке с использованием биологических индикаторов (17.1) цикл стерилизации должен гарантировать, что экспонированные биологические индикаторы более не являются жизнеспособными, будучи помещенными в условия выращивания культуры, указанные изготовителем биологического индикатора. Необработанные биологические индикаторы, помещенные в те же условия, должны быть жизнеспособными.
8.2.2 Полная загрузка. Биологические индикаторы
При проверке с использованием биологических индикаторов (17.2) цикл стерилизации должен гарантировать, что экспонированные биологические индикаторы более не являются жизнеспособными, будучи помещенными в условия выращивания культуры, указанные изготовителем биологического индикатора. Необработанные биологические индикаторы, помещенные в те же условия, должны быть жизнеспособными.
8.2.3 Загрузка из резины. Биологические индикаторы
При проверке с использованием биологических индикаторов (17.3) цикл стерилизации должен гарантировать, что экспонированные биологические индикаторы более не являются жизнеспособными, будучи помещенными в условия выращивания культуры, указанные изготовителем биологического индикатора. Необработанные биологические индикаторы, помещенные в те же условия, должны быть жизнеспособными.
8.3 Физические параметры
8.3.1 Температурные характеристики
8.3.1.1 Диапазон температур стерилизации
Диапазон температур стерилизации должен иметь нижнюю границу, определяемую температурой стерилизации, и верхнюю границу (плюс 3 К от нижней границы).
8.3.1.2 Температурные параметры при небольшой загрузке
Время выравнивания не должно превышать 15 с для стерилизационных камер с полезным объемом до 800 дм и 30 с для стерилизационных камер большего объема.
В течение периода "плато" температура, измеряемая на наружной поверхности стандартной контрольной упаковки (18.1), не должна превышать температуру, измеряемую в контрольной точке измерения стерилизационной камеры, более чем на 5 К в течение первых 60 с и более чем на 2 К в течение остального времени.
На протяжении времени выдержки температура, измеряемая в контрольной точке измерения стерилизационной камеры и в геометрическом центре стандартной контрольной упаковки, должна:
- быть в пределах диапазона температур стерилизации;
- не отклоняться более чем на ±1,5 К;
- не отличаться друг от друга более чем на 2 К.
Время выдержки должно быть не менее 5 и 20 мин для температур стерилизации 134 и 121 °С соответственно (18.1).
8.3.1.3 Температурные параметры при полной загрузке
Время выравнивания не должно превышать 15 с для стерилизационных камер с полезным объемом до 800 дм и 30 с - для стерилизационных камер большего объема.
В конце времени выравнивания температура, измеряемая в контрольной точке стерилизационной камеры и в номинальном геометрическом центре и под верхней простыней стандартной контрольной упаковки (26.1), находящейся в контрольной загрузке, должна лежать в диапазоне температур стерилизации.
На протяжении времени выдержки температура, измеряемая в камере стерилизатора и в стандартной контрольной упаковке, находящейся в контрольной загрузке, должна:
- быть в пределах диапазона температур стерилизации;
- не отклоняться друг от друга более чем на ±1,5 К.
Время выдержки должно быть не менее 15, 10 и 3 мин - для температур стерилизации 121, 126 и 134 °С соответственно (18.2).
8.3.2 Удаление воздуха и проникновение пара
8.3.2.1 Тест Бови-Дика
При проверке стерилизатора в тесте Бови-Дика (раздел 19) индикатор Бови-Дика должен иметь единообразное изменение цвета по всей поверхности.
8.3.2.2 Скорость подсоса воздуха
При проверке стерилизатора на герметичность (раздел 20) значение скорости роста давления не должно превышать 0,13 кПа/мин (1,3 мбар/ мин).
8.3.2.3 Параметры детектора воздуха при неболышой загрузке
Детектор воздуха стерилизатора с небольшой загрузкой (21.1) при проверке должен вызывать срабатывание сигнализации о неисправности, если объем воздуха или иных неконденсируемых газов, оставшихся в стерилизационной камере или попавших в нее во время удаления воздуха и впуска пара в цикле стерилизации, приведет к разности между температурами, измеряемыми в номинальном геометрическом центре стандартной контрольной упаковки (26.1) и в контрольной точке измерения камеры стерилизатора, превышающей 2 К в начале времени выравнивания.
8.3.2.4 Параметры детектора воздуха при полной загрузке
Детектор воздуха стерилизатора с полной загрузкой (21.2) при проверке должен вызывать срабатывание сигнализации о неисправности, если объем воздуха или иных неконденсируемых газов, оставшихся в стерилизационной камере или попавших в нее во время удаления воздуха и впуска пара в цикле стерилизации, приведет к разности между температурами, измеряемыми в номинальном геометрическом центре стандартной контрольной упаковки (26.1) и в контрольной точке измерения камеры стерилизатора, превышающей 2 К в начале времени выравнивания.
8.3.2.5 Функционирование детектора воздуха
Результаты проверки функционирования детектора воздуха (21.3) считают удовлетворительными, если сработала индикация неисправности.
8.4 Сухость загрузки
8.4.1 Сухость загрузки. Небольшая загрузка. Текстиль
При проверке степени увлажнения текстиля в процессе стерилизации (22.1) масса контрольных простынь не должна быть увеличена более чем на 1%.
8.4.2 Сухость загрузки. Полная загрузка. Текстиль
При проверке степени увлажнения текстиля в процессе стерилизации (22.2) масса контрольных простынь не должна быть увеличена более чем на 1%.
8.4.3 Сухость загрузки. Металл
При проверке степени увлажнения металла в процессе стерилизации (22.3) масса контрольной загрузки не должна быть увеличена более чем на 0,2%.
9 Требования к уровню шума
Корректированный уровень звуковой мощности, создаваемой стерилизатором, не должен превышать 70 дБА.
Изготовитель должен указывать любое дополнительное устройство, например воздушный компрессор, необходимое для работы стерилизатора и монтируемое отдельно от него. Уровень громкости звука для этих устройств также должен быть указан.
10 Скорость изменения давления
Значение скорости изменения давления (раздел 25) в любой фазе цикла стерилизации не должно превышать 1000 кПа/мин (10 бар/мин).
Примечание - Изменение давления со скоростью, превышающей 1000 кПа/мин, может привести к повреждению стерилизационных упаковок.
11 Безопасность
Сосуды стерилизатора, работающие под давлением, а также предохранительные устройства двери должны соответствовать требованиям ГОСТ 12.2.085.
12 Маркировка
12.1 Оборудование, работающее под давлением, должно быть маркировано в соответствии с ГОСТ 24569.
12.2 Другие маркировки должны быть постоянными и легкочитаемыми и включать в себя по меньшей мере следующие сведения:
- идентификатор изготовителя/поставщика;
- номер изделия;
- модель;
- год изготовления (не требуется, если он входит в идентификационные маркировки);
- описание стерилизатора как "парового стерилизатора для обернутых изделий и пористых загрузок";
- идентификатор контрольного клапана (5.1.4).
13 Технологические питающие среды и требования к окружающей среде на месте эксплуатации стерилизатора
13.1 Общие требования
Примечание - Эффективная работа стерилизатора зависит как от его конструкции и исполнения, так и от качества технологических питающих сред (т.е. воды, пара, электропитания и т.п.). Стерилизаторы, соответствующие настоящему стандарту, должны работать с технологическими питающими средами, удовлетворяющими нижеперечисленным требованиям.
13.2 Электросеть
13.2.1 Стерилизатор должен быть рассчитан на работу от электросети напряжением, соответствующим требованиям ГОСТ 29322 (28.2).
13.2.2 Стерилизатор должен быть рассчитан на работу от электросети, обеспеченной средствами одновременного разрыва всех фаз питания. Каждая фаза должна быть защищена отдельным предохранителем.
13.3 Подача пара в стерилизационную камеру
13.3.1 Общие требования
Стерилизатор должен быть рассчитан на .работу с линией подачи пара (далее - линия), оборудованной ловушкой конденсата, смонтированной в пределах 2 м от точки присоединения линии к стерилизатору.
13.3.2 Неконденсируемые газы в паре
Стерилизатор должен быть рассчитан на работу с сухим насыщенным паром, содержащим не более 3,5% по объему неконденсируемых газов (24.1).
13.3.3 Влажность пара
Стерилизатор должен быть рассчитан на работу с сухим насыщенным паром. Коэффициент сухости - не ниже 0,9 (24.2).
Примечание - Для загрузки, состоящей из металлических предметов, сухой насыщенный пар должен иметь коэффициент сухости не ниже 0,95.
13.3.4 Перегрев пара
Степень перегрева пара, измеренная в свободном паре при атмосферном давлении, не должна превышать 25 К (24.3).
13.3.5 Загрязняющие примеси
Стерилизатор должен быть рассчитан на работу с паром, который при конденсации не содержит примесей в количестве, ухудшающем качество процесса стерилизации либо вызывающем повреждения стерилизатора или его загрузки.
Примечания
1 Примерные максимальные значения содержания некоторых примесей приведены в приложении А.
2 Способ получения пробы конденсата указан в 24.4.
13.3.6 Отклонения давления
Стерилизатор должен быть рассчитан на работу при отклонениях давления пара, не превышающих ±10% номинального манометрического давления, измеряемого на входе в оконечный редукционный клапан.
13.3.7 Питающая вода
Стерилизатор должен быть рассчитан на работу с паром, получаемым из воды, не содержащей примесей в концентрации, ухудшающей качество процесса стерилизации либо вызывающей повреждения стерилизатора или его загрузки.
Примечание - Примерные максимальные значения содержания некоторых примесей указаны в приложении А.
13.4 Вода
Стерилизатор должен быть рассчитан на работу с водой по 13.3.7, имеющей качество питьевой воды, подаваемой при температуре, значение которой не превышает 15 °С.
Примечания
1 Температура воды должна быть возможно более низкой из-за влияния этой температуры на действие вакуумной системы. Повышенная температура воды может изменить специфицированные уровни вакуума.
2 Значение жесткости воды Е (щелочно-земельные ионы) должно быть от 0,02 до 0,1 ммоль/дм. Значения жесткости, выходящие за пределы указанного диапазона, могут приводить к отложению накипи и возникновению коррозии.
3 Национальные стандарты могут требовать установки устройства защиты от обратного потока.
13.5 Сжатый воздух
Стерилизатор должен быть рассчитан на работу со сжатым воздухом, подаваемым под давлением от 500 до 700 кПа (5-7 бар), не содержащим воды в жидком виде, профильтрованным через фильтр до 25 мкм и не содержащим капель масла размером более 2 мкм (см.28.2).
13.6 Электромагнитная совместимость (уровень индустриальных радиопомех)
13.6.1 Уровень индустриальных радиопомех, создаваемых стерилизатором, не должен превышать значений, установленных:
- в ГОСТ 51318.14.1 - для стерилизаторов, эксплуатируемых в жилых зонах и предназначенных для подключения к низковольтным электрическим сетям общего назначения;
- в Норме 8 [2] - для стерилизаторов, эксплуатируемых в промышленных зонах и предназначенных для подключения к промышленным электрическим сетям.
13.6.2 Стерилизатор должен быть устойчив к электромагнитным помехам в соответствии с ГОСТ Р 50267.0.2, установленным для оборудования, не относящегося к изделиям или системам жизнеобеспечения.
13.6.3 Испытания на соответствие требованиям электромагнитной совместимости - по ГОСТ Р 50267.0.2.
13.7 Слив (канализация)
Стерилизатор должен быть рассчитан на работу с системой слива, устойчивой к воздействию воды температурой 100 °С и способной пропускать максимальный поток воды, воздуха и сконденсированного пара.
13.8 Несущие поверхности (пол)
Стерилизатор должен быть рассчитан для работы в условиях монтажа на горизонтальной поверхности с пределами допусков (4.4.3, таблицы 1, 2), способной выдержать максимальную нагрузку на фундамент, указанную изготовителем (28.2).
Примечание - Пол должен быть водонепроницаемым и обеспечивающим сбор или слив воды, разбрызгиваемой стерилизатором.
13.9 Требования к окружающей среде
Стерилизатор должен быть рассчитан на работу при температуре и влажности окружающей среды до 35 °С и 85% соответственно.
Примечание - Это может потребовать устройства вентиляционной системы, удаляющей избыточное тепло, рассеиваемое стерилизатором и его загрузкой во время ее разгрузки (6.1.1.3).
13.10 Подключение технологических питающих сред
Стерилизатор должен быть рассчитан на работу с подключением жидких технологических питающих сред через линии, оборудованные запорными вентилями и оконцованные в соответствии со спецификацией изготовителя стерилизатора.
14 Проверки монтажа стерилизатора
Примечание - Проверки монтажа стерилизатора предшествуют монтажным испытаниям, их выполняют с целью убедиться в том, что:
- стерилизатор правильно смонтирован и обеспечен всем необходимым оборудованием и технологическими питающими средами;
- работа стерилизатора безопасна;
- стерилизатор не мешает работе расположенного рядом оборудования;
- все подключенные технологические питающие среды удовлетворяют предъявляемым к ним требованиям.
Проверки монтажа должны подтвердить, что:
а) обеспечено наличие необходимой документации и информации (раздел 27; 28.2), за исключением результатов послемонтажных испытаний;
б) системы безопасности и предохранительные устройства соответствуют требованиям ГОСТ 12.2.085 и ГОСТ Р МЭК 61010-2-041;
в) при работе стерилизатора с пустой стерилизационной камерой давление, температура и технологические питающие среды находятся в пределах, указанных изготовителем, и во всех фазах цикла стерилизации отсутствуют утечки пара, сжатого воздуха, воды;
г) во время выполнения любого испытания (проверки, теста) не наблюдается воздействие помех от стерилизатора на соседнее оборудование и наоборот;
д) калибровка термометров и манометров была проведена при номинальных температуре и давлении стерилизации, и эти приборы соответствуют требованиям 6.2.1.3, 6.2.2.1, 6.2.2.2, 6.3.2.2, 6.3.2.3, 6.3.3.1, 6.3.3.2.
15 Категории испытаний
15.1 Испытание типа (технические приемочные испытания )
15.1.1 При испытаниях типа должна быть выполнена последовательность проверок (тестов), перечисленных в таблице 4 и описанных в разделах 17-25.
Таблица 4 - Программа испытаний
Проверки (тесты) | Требования по пункту | Способ проверки по пункту | Категории испытаний | ||
Типа (технические приемочные) | Заводские (приемосдаточные) | Монтажные | |||
1 Биологические | |||||
1.1 Небольшая загрузка* | 8.2.1 | 17.1 | x | О | О |
1.2 Полная загрузка* | 8.2.2 | 17.2 | x | О | О |
1.3 Загрузка из резины* | 8.2.3 | 17.3 | x | О | О |
2 Термометрические | |||||
2.1 Небольшая загрузка | 8.3.1.2 | 18.1 | x | О | x |
2.2 Полная загрузка | 8.3.1.3 | 18.2 | x | О | x |
3 Удаление воздуха и проникновение пара | |||||
3.1 Тест Бови-Дика | 8.3.2.1 | 19 | x | x | x |
3.2 Утечка воздуха (вакуум-тест) | 8.3.2.2 | 20 | x | x | x |
3.3 Детектор воздуха, небольшая загрузка** | 8.3.2.3 | 21.1 | x | x | x |
3.4 Детектор воздуха, полная загрузка** | 8.3.2.4 | 21.2 | x | О | О |
3.5 Детектор воздуха, функционирование** | 8.3.2.5 | 21.3 | x | x | x |
4 Сухость загрузки | |||||
4.1 Небольшая загрузка, текстиль | 8.4.1 | 22.1 | О | О | |
4.2 Полная загрузка, текстиль | 8.4.2 | 22.2 | х | О | |
4.3 Полная загрузка, металл*** | 8.4.3 | 22.3 | х | О | O |
5 Уровень шума | 9 | 23 | х | N | N |
6 Динамическое давление в камере | 10 | 25 | х | О | О |
7 Качество пара | |||||
7.1 Содержание неконденсируемых газов | 13.3.2 | 24.1 | О | О | О |
7.2 Значение сухости | 13.3.3 | 24.2 | |||
7.3 Перегрев | 13.3.4 | 24.3 | О | О | О |
Обозначения: x - да; O - по выбору; N - нет. * Требуется, если в цикл стерилизации входит загрузка резиновых изделий. ** Требуется, если установлен детектор воздуха. *** Требуется, если в цикл стерилизации входит загрузка металлических изделий. | |||||
15.1.2 Стерилизаторы, классифицируемые одним и тем же типом, должны иметь:
а) одинаковое число дверей в одной и той же конфигурации;
б) одинаково ориентированные соединители вводов стерилизационной камеры.
Примечание - Зеркальное расположение по отношению к оригинальной ориентации не создает новый тип;
в) одинаковую систему управления с датчиками, расположенными в одинаковых местах и одинаково ориентированными.
Примечание - В случаях, когда изменения в системе управления не влияют на выполнение цикла стерилизации, проверки 1.1, 1.2 и 1.3 по таблице 4 могут быть пропущены при дальнейших испытаниях типа;
г) одинаковый цикл стерилизации.
Когда бы ни изменялись расчетные рабочие характеристики фазы удаления воздуха в цикле стерилизации, должны быть выполнены все проверки по таблице 4, кроме 1.1, 1.2 и 1.3.
15.1.3 Следующие отклонения не создают новый тип стерилизатора (если все остальные аспекты конструкции остаются неизменными):
а) высота расположения камеры стерилизатора по отношению к уровню пола;
б) разница в размерах камеры стерилизатора, не превышающая ±10% соответствующих размеров сравниваемой камеры;
в) увеличение длительности периода "плато" в цикле стерилизации, имеющего ту же температуру стерилизации и такую же фазу удаления воздуха;
г) любые изменения в конструкции или в происхождении оборудования при условии, что есть документальные подтверждения валидации изменений конструкции, доказывающие отсутствие их ухудшающего воздействия на рабочие характеристики стерилизатора, которое может привести к его несоответствию настоящему стандарту.
Изменение или модификация оборудования, предварительно идентифицированного как не изменяющего суммарный уровень акустической мощности более чем на 3 дБА, не требует повторения проверок на уровень шума (тест 5 по таблице 4).
15.2 Заводские испытания (приемосдаточные), испытания после монтажа
Проверки, отмеченные знаком "х" в таблице 4 и описанные в разделах 17-25, выполняют в качестве заводских испытаний и испытаний после монтажа.
Примечания
1 Ответственность за выполнение испытаний после монтажа должна быть согласована между изготовителем, поставщиком и покупателем.
2 По согласованию между изготовителем, поставщиком и покупателем могут быть проведены дополнительные проверки.
16 Программа испытаний
16.1 Для того чтобы приемка стерилизатора состоялась, каждая проверка из предусмотренной программы испытаний должна быть успешно выполнена в соответствии с требованиями настоящего стандарта.
16.2 Если в стерилизаторе во время выполнения проверок были проведены регулировки, затрагивающие переменные параметры цикла стерилизации, то программа испытаний должна быть выполнена повторно.
16.3 Воспроизводимость испытания типа должна быть доказана тремя успешными повторениями каждой из указанных в таблице 4 проверок.
16.4 Перед выполнением монтажных испытаний должен быть получен результат проверок правильности монтажа (раздел 14).
17 Проверки с использованием биологических индикаторов
17.1 Проверка небольшой загрузки с использованием биологических индикаторов
Примечание - Проверка небольшой загрузки с использованием биологических индикаторов должна показать, что при значениях, на которые установлены регулирующие приборы, по завершении цикла стерилизации невозможно получение живых тест-микроорганизмов из биологических индикаторов, помещенных в контрольную загрузку.
17.1.1 Аппаратура, оборудование и материалы
17.1.1.1 Стандартная контрольная упаковка (26.1).
17.1.1.2 Шесть биологических индикаторов.
17.1.1.3 Технологические питающие среды (раздел 13).
17.1.2 Процедура
17.1.2.1 Выполняют проверку на герметичность (раздел 20). Проверку с использованием биологических индикаторов не проводят, если скорость подсоса воздуха превышает указанную в 8.3.2.2.
17.1.2.2 Выбирают цикл стерилизации, подлежащий испытанию.
17.1.2.3 Выполняют контрольный цикл стерилизации в пустой стерилизационной камере.
17.1.2.4 Удаляют обертку со стандартной контрольной упаковки и размещают в ней пять биологических индикаторов по вертикальной геометрической оси, как показано на рисунке 5. Вновь обертывают упаковку и закрепляют обертку (26.1).
Рисунок 5 - Размещение биологических индикаторов
17.1.2.5 Размещают контрольную упаковку над номинальным геометрическим центром полезного пространства в плане, поддерживая ее на высоте 100-200 мм от основания камеры. Для стерилизаторов, вмещающих один стерилизационный модуль, этот способ может быть модифицирован так, чтобы стандартная контрольная упаковка поддерживалась над основанием камеры стерилизатора.
17.1.2.6 Выполняют цикл стерилизации, предпринимая при этом следующее:
- проверяют и записывают затраченное время, число пульсаций, значения температуры, давления и уровни вакуума во всех существенных фазах цикла стерилизации, т.е. изменения по каждой фазе или субфазе;
- в начале, середине и конце периода времени выдержки считывают и записывают значения температуры и давления в стерилизационной камере;
- убеждаются, что встроенный в стерилизатор самопишущий прибор регистрирует параметры цикла стерилизации (6.3).
17.1.2.7 По завершении проверки необходимо сделать следующее:
- убедиться, что сработала визуальная индикация о завершении цикла стерилизации;
- в соответствии с инструкциями их изготовителя подвергнуть культивированию на материале шесть биологических индикаторов. Проверить пять экспонированных биологических индикаторов на соответствие требованиям 8.2.1. Необработанный биологический индикатор должен дать рост тест-культуры, в противном случае проверка должна быть признана недействительной и должна быть повторена.
17.2 Проверка полной загрузки с использованием биологических индикаторов
Примечание - Проверка полной загрузки с использованием биологических индикаторов должна показать, что при используемых установках (параметрах) органов управления невозможно получение живых контрольных организмов из биологических индикаторов, помещенных в контрольную загрузку, имеющую стандартные массу и размеры, достаточные для заполнения полезного пространства камеры.
17.2.1 Аппаратура, оборудование и материалы
17.2.1.1 Полная загрузка, текстиль (26.6).
17.2.1.2 Шесть биологических индикаторов по ГОСТ Р ИСО 11138-3.
17.2.1.3 Технологические питающие среды (раздел 13).
17.2.2 Процедура
17.2.2.1 Выполняют проверку на утечку воздуха (раздел 20). Проверку не выполняют, если значение скорости подсоса воздуха превышает указанное в 8.3.2.2.
17.2.2.2 Выбирают цикл стерилизации, подлежащий испытанию.
17.2.2.3 Выполняют контрольный цикл стерилизации, используя пустую стерилизационную камеру.
17.2.2.4 Удаляют обертку со стандартной контрольной упаковки и размещают в ней пять биологических индикаторов по вертикальной геометрической оси, как показано на рисунке 5. Вновь обертывают упаковку и закрепляют обертку, как описано в 26.1.
17.2.2.5 Размещают стандартную контрольную упаковку и стопки простынь, составляющих контрольную загрузку стерилизатора, в полезном пространстве, как описано в 26.6.
17.2.2.6 Выполняют цикл стерилизации, предпринимая при этом следующее:
- проверяют и записывают затраченное время, число пульсаций, значения температуры, давления и уровни вакуума во всех существенных фазах цикла стерилизации, т.е. изменения по каждой фазе или субфазе;
- в начале, середине и конце периода времени выдержки считывают и записывают значение температуры и давления в стерилизационной камере;
- убеждаются, что встроенный в стерилизатор самопишущий прибор регистрирует параметры цикла (6.3).
17.2.2.7 По завершении проверки необходимо сделать следующее:
- убедиться, что сработала визуальная индикация о завершении стерилизации цикла;
- в соответствии с инструкциями их изготовителя подвергнуть культивированию на материале шесть биологических индикаторов. Проверить пять экспонированных биологических индикаторов на соответствие требованиям 8.2.1. Необработанный биологический индикатор должен показать жизнеспособность, в противном случае проверка должна быть признана недействительной и должна быть повторена;
- проверить упомянутые выше записи на соответствие специфицированным характеристикам цикла стерилизации.
17.3 Проверка загрузки с резиновыми изделиями с использованием биологических индикаторов
Примечание - Проверка загрузки с резиновыми изделиями с использованием биологических индикаторов должна показать, что при используемых установках (параметрах) органов управления невозможно получение живых контрольных организмов из биологических тестов, помещенных внутри резиновой трубки, вложенной в стандартную контрольную упаковку, размещенную в контрольной загрузке, имеющей размеры, достаточные для заполнения полезного пространства стерилизационной камеры.
17.3.1 Аппаратура, оборудование и материалы
17.3.1.1 Контрольная упаковка из резиновых изделий (26.7).
17.3.1.2 Изделия из натуральной резины в количестве, достаточном для заполнения полезного пространства стерилизационной камеры, способные выдержать воздействие сухого насыщенного пара температурой до 126 °С.
17.3.1.3 Корзины, каждая размером, равным стерилизационному модулю.
17.3.1.4 Четыре биологических теста из той же партии, которую использовали для формирования контрольных упаковок, описанных в 26.7.
17.3.1.5 Технологические питающие среды (раздел 13).
17.3.1.6 Секундомер с погрешностью не более ±0,5 с за период 15 мин.
17.3.2 Процедура
17.3.2.1 Выполняют проверку на герметичность (вакуум-тест) (раздел 20). Проверку не проводят, если значение скорости утечки превышает указанное в 8.3.2.2.
17.3.2.2 Выбирают цикл стерилизации, подлежащий испытанию.
17.3.2.3 Выполняют контрольный цикл стерилизации, используя пустую стерилизационную камеру.
17.3.2.4 Открывают дверь стерилизатора и включают секундомер.
17.3.2.5 Оставляют дверь стерилизатора открытой по меньшей мере на 30 мин.
17.3.2.6 Размещают контрольную упаковку из резиновых изделий в полезном пространстве стерилизационной камеры в месте, указанном изготовителем в качестве наиболее трудного для стерилизации. Заполняют оставшееся полезное пространство корзинами, каждая из которых должна содержать примерно 2,2 кг изделий из натуральной резины.
17.3.2.7 Выполняют цикл стерилизации, предпринимая при этом следующее:
- проверяют и записывают затраченное время, число пульсаций, значения температуры, давления и уровни вакуума во всех существенных фазах цикла стерилизации, т.е. изменения по каждой фазе или субфазе;
- в начале, середине и конце стерилизационной выдержки считывают и записывают значения температуры и давления в стерилизационной камере;
- убеждаются, что встроенный в стерилизатор самопишущий прибор регистрирует параметры цикла (6.3).
17.3.2.8 По завершении проверки необходимо сделать следующее:
- убедиться, что сработала визуальная индикация о завершении цикла;
- в соответствии с инструкциями изготовителя подвергнуть культивированию на материале четыре биологических индикатора;
- проверить три экспонированных биологических индикатора на соответствие требованиям 8.2.1. Необработанный биологический индикатор должен показать жизнеспособность, в противном случае проверка должна быть признана недействительной и должна быть повторена;
- проверить упомянутые выше записи на соответствие специфицированным характеристикам цикла стерилизации.
18 Термометрические проверки
18.1 Термометрические проверки с небольшой загрузкой
Примечание - Чем больше воздуха надлежит удалить, тем точнее будет термометрическая проверка; по этой причине используют единственную контрольную упаковку в пустой камере стерилизатора. Термометрическая проверка с небольшой загрузкой должна показать, что в цикле стерилизации после фазы удаления воздуха в стерилизационной камере в стандартной контрольной упаковке достигнуты условия стерилизации.
18.1.1 Аппаратура, оборудование и материалы
18.1.1.1 Контрольная упаковка (26.1).
18.1.1.2 Самопишущий прибор-термометр (26.4).
18.1.1.3 Три датчика температуры (26.3).
18.1.1.4 Присоединительный фитинг с резьбой G1 А по ИСО 228-1, через который могут быть без нарушения герметизации введены в камеру стерилизатора датчики температуры (рисунок 6).

1 - переходник; 2 - металлический корпус; 3, 5 - металлическая нажимная шайба; 4 - шайба из силиконовой
резины; 6 - трубы с резьбой G 1 А по ИСО 228-1; 7 - уплотнительное кольцо; 8 - проводник датчика
температуры; 9 - металлическая нажимная пробка; 10 - прорези для ввода проводов
Примечания
1 Если используют рукоятку, то весь узел либо рукоятка должна быть снята после использования.
2 Иллюстрация показывает пример фитинга, который может быть использован для ввода в камеру стерилизатора датчиков температуры. Равнозначно приемлемы и другие способы, гарантирующие герметизацию.
Рисунок 6 - Пример, иллюстрирующий способ ввода датчиков температуры в камеру стерилизатора
18.1.1.5 Технологические питающие среды (раздел 13).
18.1.2 Процедура
18.1.2.1 Вводят в камеру стерилизатора датчики температуры через ввод для датчиков и фитинг.
18.1.2.2 Выполняют проверку на герметичность (вакуум-тест), как описано в разделе 20. Проверку не выполняют, если значение скорости подсоса превышает указанное в 8.3.2.2.
18.1.2.3 Размещают один из датчиков температуры либо в активном сливе на глубине не менее 10 мм, либо в контрольной точке измерения стерилизационной камеры.
18.1.2.4 Выбирают цикл стерилизации, подлежащий проверке.
18.1.2.5 Выполняют контрольный цикл стерилизации, используя пустую стерилизационную камеру.
18.1.2.6 Удаляют обертку со стандартной контрольной упаковки и размещают в ее номинальном геометрическом центре второй датчик температуры. Вновь обертывают упаковку и закрепляют обертку (26.1).
18.1.2.7 Размещают контрольную упаковку над номинальным геометрическим центром полезного пространства стерилизационной камеры в плане, поддерживая ее на высоте 100-200 мм от основания стерилизационной камеры.
Для стерилизаторов, вмещающих один стерилизационный модуль, этот способ может быть модифицирован так, чтобы стандартная контрольная упаковка поддерживалась над основанием стерилизационной камеры.
18.1.2.8 Закрепляют третий датчик температуры на высоте 50 мм от верхней поверхности контрольной упаковки над ее вертикальным геометрическим центром.
Для стерилизаторов, вмещающих один стерилизационный модуль, этот способ может быть модифицирован так, чтобы стандартная контрольная упаковка поддерживалась над основанием камеры стерилизатора, а третий датчик температуры был расположен в полезном пространстве камеры на высоте 50 мм над стандартной контрольной упаковкой.
18.1.2.9 Выполняют цикл стерилизации, предпринимая при этом следующее:
- проверяют и записывают затраченное время, число пульсаций, значения температуры, давления и уровни вакуума во всех существенных фазах цикла стерилизации, т.е. изменения по каждой фазе или субфазе;
- в начале, середине и конце времени стерилизационной выдержки считывают и записывают значения температуры и давления в стерилизационной камере;
- убеждаются, что встроенный в стерилизатор самопишущий прибор регистрирует параметры цикла (6.3).
18.1.2.10 По завершении проверки необходимо сделать следующее:
- убедиться, что сработала визуальная индикация о завершении цикла стерилизации;
- проверить записи самопишущего прибора на соответствие требованиям, предъявляемым к рабочим характеристикам (18.3.1.2);
- проверить упомянутые выше записи на соответствие специфицированным характеристикам цикла стерилизации.
18.2 Термометрические проверки с полной загрузкой
Примечание - Термометрическая проверка с полной загрузкой должна показать, что при уровнях, на которые установлены органы управления, в контрольной загрузке, имеющей специфицированную максимальную массу и размеры, достаточные для заполнения полезного пространства стерилизационной камеры, достигнуты требуемые условия стерилизации.
18.2.1 Аппаратура, оборудование и материалы
18.2.1.1 Полная загрузка, текстиль (26.6).
18.2.1.2 Самопишущий прибор для измерения температуры (26.4).
18.2.1.3 Три датчика температуры (26.3).
18.2.1.4 Присоединительный фитинг с резьбой G1 А по ИСО 228-1, через который могут быть без нарушения герметизации введены в камеру стерилизатора датчики температуры (рисунок 6).
18.2.1.5 Технологические питающие среды (раздел 13).
18.2.2 Процедура
18.2.2.1 Вводят в камеру стерилизатора датчики температуры через ввод для датчиков и фитинг.
18.2.2.2 Выполняют проверку на герметичность (вакуум-тест) (раздел 20). Проверку не выполняют, если значение скорости утечки превышает указанное в 8.3.2.2.
18.2.2.3 Размещают один из датчиков температуры либо в активном сливе на глубине не менее 10 мм, либо в контрольной точке измерения стерилизационной камеры.
18.2.2.4 Выбирают цикл стерилизации, подлежащий испытанию.
18.2.2.5 Выполняют контрольный цикл стерилизации, используя пустую стерилизационную камеру.
18.2.2.6 Удаляют обертку со стандартной контрольной упаковки и размещают в ее номинальном геометрическом центре один датчик температуры, а второй - под верхней простыней. Вновь обертывают упаковку и закрепляют обертку (26.1).
18.2.2.7 Размешают стандартную контрольную упаковку и стопки простынь, составляющих контрольную загрузку стерилизатора, в полезном пространстве стерилизационной камеры (26.6).
18.2.2.8 Выполняют цикл стерилизации, предпринимая при этом следующее:
- проверяют и записывают затраченное время, число пульсаций, значения температуры, давления и уровни вакуума во всех существенных фазах цикла стерилизации;
- в начале, середине и конце стерилизационной выдержки считывают и записывают значения температуры и давления в стерилизационной камере;
- убеждаются, что встроенный в стерилизатор самопишущий прибор регистрирует параметры цикла (6.3).
18.2.2.9 По завершении проверки необходимо сделать следующее:
- убедиться, что сработала визуальная индикация о завершении цикла стерилизации;
- проверить записи самопишущего прибора и простыни, составляющие содержимое стандартной контрольной упаковки, на соответствие требованиям, предъявляемым к рабочим характеристикам (18.3.1.2);
- проверить упомянутые выше записи на соответствие специфицированным характеристикам цикла стерилизации.
19 Проверка (тест) Бови-Дика
Примечание - Проверка (тест) Бови-Дика была разработана для определения полноты удаления воздуха из так называемых "глубоковакуумных стерилизаторов для обработки пористых загрузок". Нормально завершенный тест Бови-Дика (равномерное окрашивание) указывает на быстрое и равномерное проникновение пара внутрь контрольной упаковки. Неравномерное окрашивание указывает на отрицательный результат проверки из-за:
- остатка воздуха внутри упаковки;
- недостаточной длительности фазы удаления воздуха;
- наличия подсоса воздуха в процессе фазы удаления воздуха;
- наличия неконденсируемых газов в подаваемом паре.
На результат проверки могут также повлиять и другие факторы, ухудшающие проникновение пара. Поэтому отрицательный результат проверки не является исчерпывающим доказательством наличия упомянутых выше причин и могут потребоваться дополнительные исследования для определения иных причин неудачного выполнения проверки.
19.1 Аппаратура, оборудование и материалы
19.1.1 Контрольная упаковка (26.1).
19.1.2 Индикатор Бови-Дика.
19.1.3 Технологические питающие среды (раздел 13).
19.2 Процедура
19.2.1 Выбирают цикл стерилизации, подлежащий испытанию (7.1.14).
19.2.2 Выполняют контрольный цикл стерилизации, используя пустую стерилизационную камеру и не увеличивая время сушки.
19.2.3 Удаляют обертку со стандартной контрольной упаковки и размещают индикатор в простыне, расположенной примерно в центре стандартной контрольной упаковки. Вновь обертывают упаковку и закрепляют обертку, как описано в 26.1.
19.2.4 Размещают стандартную контрольную упаковку над номинальным геометрическим центром полезного пространства стерилизационной камеры в плане, поддерживая ее на высоте 100-200 мм от основания стерилизационной камеры.
Для стерилизаторов, вмещающих один стерилизационный модуль, этот способ может быть модифицирован так, чтобы стандартная контрольная упаковка поддерживалась над основанием стерилизационной камеры.
19.2.5 Выполняют цикл стерилизации согласно рабочей процедуре, указанной изготовителем.
19.2.6 По завершении проверки определяют соответствие индикатора требованиям 8.3.2.1.
20 Проверка на герметичность стерилизатора (вакуум-тест)
Примечание - Проверка на герметичность (вакуум-тест) должна показать, что количество воздуха, проникающего извне в стерилизационную камеру во время периодов вакуума, не превышает уровня, при котором ухудшается проникновение пара в загрузку стерилизатора, и не создает риска повторного загрязнения загрузки стерилизатора в процессе ее сушки.
20.1 Аппаратура, оборудование и материалы
20.1.1 Контрольный манометр (26.2).
Если стерилизатор оборудован прибором, измеряющим абсолютное давление и соответствующим требованиям 26.2, то упомянутый дополнительный контрольный манометр не требуется.
20.1.2 Секундомер с погрешностью не более ±0,5 с за период 15 мин.
20.1.3 Технологические питающие среды (раздел 13).
20.2 Процедура
20.2.1 Присоединяют контрольный манометр испытательного давления к камере стерилизатора, пользуясь средствами защиты от манометрического давления свыше 280 кПа (2,8 бар), если манометр не рассчитан на работу с давлением свыше 280 кПа (2,8 бар).
20.2.2 Стабилизируют температуру в камере стерилизатора следующим образом:
- если в состав сосуда, работающего под давлением, входит подогреваемая рубашка, выполняют цикл стерилизации в пустой стерилизационной камере;
- если подогреваемая рубашка отсутствует, убеждаются, что температура в камере не превышает температуру окружающей среды более чем на 20 К.
Примечание - В качестве примера: в закрытом сосуде при абсолютном давлении 4 кПа (40 мбар) давление меняется примерно на 0,1 кПа (1 мбар) при каждом изменении температуры на 10 К в диапазоне от 20 до 140 °С; при абсолютном давлении 7 кПа (70 мбар) это изменение составит примерно 0,2 кПа (2 мбар). Если за период, в течение которого проводят мониторинг давления в камере, температура изменяется более чем на 10 К, результаты могут оказаться некорректными.
20.2.3 После стабилизации температуры при пустой камере стерилизатора (за исключением жестко закрепленной фурнитуры и необходимых для мониторинга датчиков) начинают проверочный цикл. Когда абсолютное давление в камере стерилизатора достигнет 7 кПа (70 мбар) или ниже, перекрывают все вентили, подключенные к камере стерилизатора, и останавливают вакуум-насос.
Считывают и записывают время () и абсолютное давление (
). Выжидают не менее (300±10) с, чтобы испарился конденсат в стерилизационной камере, а затем вновь считывают и записывают время (
) и абсолютное давление в камере (
). По истечении (600±10) с еще раз считывают и записывают время (
) и абсолютное давление в камере (
).
Примечание - Если стерилизатор имеет контрольный цикл для проверки на герметичность воздуха, в процессе этого цикла автоматически выполняется указанная процедура и выводится на дисплей значение негерметичности в миллибарах в секунду.
20.2.4 По завершении проверки рассчитывают скорость подъема давления за период 600 с и проверяют соответствие результата требованиям 8.3.2.2.
Примечание - Если значение ![]() превышает 2 кПа (20 мбар), это может быть из-за начального наличия излишков конденсата в камере стерилизатора.
превышает 2 кПа (20 мбар), это может быть из-за начального наличия излишков конденсата в камере стерилизатора.
21 Проверки стерилизаторов с детектором воздуха
Примечание - Детектор воздуха может быть установлен на стерилизаторе и использован для того, чтобы определить риск неэффективной стерилизации из-за наличия неконденсируемых газов в подаваемом паре и воздуха, оставшегося в камере после фазы удаления воздуха.
21.1 Настройка детектора воздуха при небольшой загрузке
21.1.1 Аппаратура, оборудование и материалы
21.1.1.1 Стандартная контрольная упаковка (26.1).
21.1.1.2 Самопишущий прибор-термометр (26.4).
21.1.1.3 Два датчика температуры (26.3).
21.1.1.4 Присоединительный фитинг с резьбой G1 А по ИСО 228-1, через который могут быть без нарушения герметизации введены в камеру стерилизатора датчики температуры (рисунок 6).
21.1.1.5 Мерное устройство (для регулируемого впуска воздуха) (26.9).
21.1.1.6 Контрольный манометр (со шкалой 0-16 кПа), как описано в 26.2.
21.1.1.7 Технологические питающие среды (раздел 13).
21.1.2 Процедура
21.1.2.1 Подключают мерное устройство к камере стерилизатора, используя снабженный вентилем ввод, предназначенный изготовителем для этой цели.
21.1.2.2 Присоединяют контрольный манометр к камере стерилизатора, пользуясь средствами защиты от манометрического давления свыше 280 кПа (2,8 бар), если манометр не рассчитан на работу с давлениями свыше 280 кПа (2,8 бар).
21.1.2.3 Вводят в камеру стерилизатора датчики температуры через ввод для датчиков и фитинг.
21.1.2.4 Выполняют проверку на утечку воздуха, как описано в разделе 20. Проверку не выполняют, если значение скорости утечки превышает указанное в 8.3.2.2.
21.1.2.5 Размещают один из датчиков температуры либо в активном сливе на глубине не менее 10 мм, либо в контрольной точке измерения камеры.
21.1.2.6 Выбирают цикл стерилизации, подлежащий испытанию.
21.1.2.7 Выполняют цикл стерилизации при пустой стерилизационной камере.
21.1.2.8 Удаляют обертку со стандартной контрольной упаковки и размещают в ее номинальном геометрическом центре второй датчик температуры. Вновь обертывают упаковку и закрепляют обертку (26.1).
21.1.2.9 Размещают стандартную контрольную упаковку над номинальным геометрическим центром полезного пространства стерилизационной камеры в плане, поддерживая ее на высоте 100-200 мм от основания стерилизационной камеры.
Для стерилизаторов, вмещающих один стерилизационный модуль, этот способ может быть модифицирован так, чтобы стандартная контрольная упаковка поддерживалась над основанием стерилизационной камеры.
21.1.2.10 Выполняют цикл стерилизации, но в фазе удаления воздуха впускают в камеру стерилизатора воздух с помощью мерного устройства. Управляют скоростью впуска воздуха таким образом, чтобы с началом периода "плато" температура, измеряемая в центре стандартной контрольной упаковки, была не более чем на 2 К ниже температуры, измеряемой в активном сливе или в контрольной точке измерения камеры.
Примечание - Для установления требуемой скорости утечки воздуха может потребоваться проведение нескольких тестов.
21.1.2.11 Выполняют проверку на герметичность (раздел 20), после чего рассчитывают скорость утечки воздуха.
21.1.2.12 Если подсос воздуха заставляет давление в камере стерилизатора расти со скоростью, превышающей 1,1 кПа/мин (11 мбар/мин), перенастраивают мерное устройство на подъем давления со скоростью (1,0±0,1) кПа/мин [(10±1) мбар/мин].
21.1.2.13 Выполняют цикл стерилизации и убеждаются в том, что во время или в конце его выполнения индицируется неисправность.
Примечание - Для облегчения последующих проверок рекомендуется отметить установки регулятоpa пуска воздуха мерного устройства, при которых детектор воздуха включает сигнализацию о неисправности.
21.2 Настройка детектора воздуха при полной загрузке
21.2.1 Аппаратура, оборудование и материалы
21.2.1.1 Полная загрузка, текстиль (26.6).
21.2.1.2 Самопишущий прибор-термометр (26.4).
21.2.1.3 Два датчика температуры (26.3).
21.2.1.4 Присоединительный фитинг с резьбой G1 А по ИСО 228-1, через который могут быть без нарушения герметизации введены в камеру стерилизатора датчики температуры (рисунок 6).
21.2.1.5 Мерное устройство, как описано в 26.9.
21.2.1.6 Контрольный манометр (со шкалой 0-16 кПа) (26.2).
21.2.1.7 Технологические питающие среды (раздел 13).
21.2.2 Процедура
21.2.2.1 Убеждаются, что стерилизатор удовлетворяет параметрам, указанным в 8.3.2.3.
21.2.2.2 Подключают мерное устройство к камере стерилизатора, используя снабженный вентилем ввод, предназначенный изготовителем для этой цели.
21.2.2.3 Присоединяют контрольный манометр к камере стерилизатора, пользуясь средствами защиты от манометрического давления свыше 280 кПа (2,8 бар), если манометр не рассчитан на работу с давлениями свыше 280 кПа (2,8 бар).
21.2.2.4 Вводят в камеру стерилизатора датчики температуры через ввод для датчиков и фитинг.
21.2.2.5 Выполняют проверку на утечку воздуха (раздел 20). Проверку не выполняют, если значение скорости утечки превышает указанное в 8.3.2.2.
21.2.2.6 Размещают один из датчиков температуры либо в активном сливе на глубине не менее 10 мм, либо в контрольной точке измерения камеры.
21.2.2.7 Выбирают цикл стерилизации, подлежащий испытанию.
21.2.2.8 Выполняют цикл стерилизации при пустой стерилизационной камере.
21.2.2.9 Удаляют обертку со стандартной контрольной упаковки и размещают в ее номинальной геометрическом центре второй датчик температуры. Вновь обертывают упаковку и закрепляют обертку (26.1).
21.2.2.10 Размещают стандартную контрольную упаковку в качестве части полной загрузки, как описано в 26.6.
21.2.2.11 Выполняют цикл стерилизации, но в фазе удаления воздуха впускают в камеру стерилизатора воздух с помощью мерного устройства. Управляют скоростью впуска воздуха таким образом, чтобы с началом периода "плато" температура, измеряемая в центре стандартной контрольной упаковки, была не более чем на 2 К ниже температуры, измеряемой в активном сливе или в контрольной точке измерения камеры.
Примечание - Для установления требуемой скорости утечки воздуха может потребоваться проведение нескольких проверок.
21.2.2.12 Выполняют остальные проверки на герметичность (раздел 20), после чего рассчитывают значение скорости утечки воздуха.
21.2.2.13 Если утечка воздуха обусловливает рост давления в камере стерилизатора со скоростью, значение которой превышает 1,1 кПа/мин (11 мбар/мин), перенастраивают мерное устройство на подъем давления со скоростью, значение которой составляет (1,0±0,1) кПа/мин [(10±1) мбар/мин].
21.2.2.14 Выполняют цикл стерилизации и убеждаются, что во время или в конце его выполнения индицируется неисправность.
Примечание - Для облегчения последующих проверок рекомендуется отметить установки мерного устройства, при которых детектор воздуха включает сигнализацию о неисправности.
21.3 Проверка функционирования детектора воздуха
21.3.1 Аппаратура, оборудование и материалы
21.3.1.1 Стандартная контрольная упаковка (26.1).
21.3.1.2 Мерное устройство (26.9).
21.3.1.3 Технологические питающие среды (раздел 13).
21.3.2 Процедура
21.3.2.1 Если мерное устройство еще не подключено, соединяют его с камерой стерилизатора, используя снабженный вентилем ввод, предназначенный изготовителем для этой цели.
21.3.2.2 Выполняют проверку на герметичность стерилизатора (раздел 20). Проверку не выполняют, если значение скорости утечки превышает указанное в 8.3.2.2.
21.3.2.3 Выбирают цикл стерилизации, подлежащий испытанию.
21.3.2.4 Выполняют цикл стерилизации при пустой стерилизационной камере.
21.3.2.5 Открывают вентиль ввода для мерного устройства.
21.3.2.6 Устанавливают мерное устройство в положение, определенное во время выполнения настройки детектора воздуха (21.1).
21.3.2.7 Размещают стандартную контрольную упаковку над номинальным геометрическим центром полезного пространства стерилизационной камеры в плане, поддерживая ее на высоте 100-200 мм от основания стерилизационной камеры.
Для стерилизаторов, вмещающих один стерилизационный модуль, этот способ может быть модифицирован так, чтобы стандартная контрольная упаковка поддерживалась над основанием стерилизационной камеры.
21.3.2.8 Выполняют цикл стерилизации.
21.3.2.9 По завершении проверки сопоставляют ее результат с требованиями 8.3.2.5.
21.3.2.10 Закрывают вентиль ввода для мерного устройства.
22 Проверки на сухость загрузки
22.1 Проверка сухости загрузки (небольшая загрузка, текстиль)
Примечание - Проверка на сухость небольшой загрузки из текстиля должна показать, что цикл стерилизации без расширенной фазы сушки не увеличивает влажность стандартной контрольной упаковки более нормы (8.4.1).
22.1.1 Аппаратура, оборудование и материалы
22.1.1.1 Стандартная контрольная упаковка (26.1).
22.1.1.2 Полиэтиленовые мешки, 3 шт., размерами 350х250 мм или более, изготовленные из полиэтиленового листа толщиной не менее 250 мкм.
22.1.1.3 Весы, способные взвешивать массу не менее 1 кг до ±0,1 г.
22.1.1.4 Несмываемый маркер.
22.1.1.5 Секундомер.
22.1.1.6 Технологические питающие среды (раздел 13).
22.1.2 Процедура
22.1.2.1 Готовят простыни для стандартной контрольной упаковки (26.1).
22.1.2.2 Маркируют три простыни из стандартной контрольной упаковки и так же маркируют каждый из полиэтиленовых мешков, чтобы каждый предмет можно было индивидуально идентифицировать.
22.1.2.3 Взвешивают каждый полиэтиленовый мешок и записывают его массу ().
22.1.2.4 Помещают по одной маркированной простыне в каждый полиэтиленовый мешок, взвешивают каждый мешок и записывают его массу ().
22.1.2.5 Вынимают простыни из мешков и помещают их в стандартную контрольную упаковку: одну простыню - в центр, а другие - во вторые простыни с каждого конца упаковки. Закрепляют обертку упаковки (26.1).
22.1.2.6 Выбирают цикл стерилизации, подлежащий испытанию.
22.1.2.7 Выполняют цикл стерилизации при пустой стерилизационной камере.
22.1.2.8 Размещают стандартную контрольную упаковку над номинальным геометрическим центром полезного пространства стерилизационной камеры, поддерживая ее на высоте 100-200 мм от основания стерилизационной камеры.
Для стерилизаторов, вмещающих один стерилизационный модуль, этот способ может быть модифицирован так, чтобы стандартная контрольная упаковка поддерживалась над основанием стерилизационной камеры. Выполняют цикл стерилизации начиная его в течение 60 с с момента помещения контрольной упаковки в камеру стерилизатора.
22.1.2.9 По завершении цикла стерилизации, но не более чем в течение 60 с, вынимают стандартную контрольную упаковку из камеры стерилизатора. Вынимают три маркированные простыни из стандартной контрольной упаковки и немедленно перекладывают их в соответствующие по маркировке полиэтиленовые мешки. Закрывают мешки путем многократного подворачивания открытой горловины. Убеждаются, что общее время, прошедшее от завершения цикла стерилизации до закрытия мешков, не превысило 180 с.
Примечание - Перенос простынь в полиэтиленовые мешки должен быть проведен с наибольшей возможной экономией движений во избежание потерь остаточной влажности.
22.1.2.10 Взвешивают и записывают массу каждой простыни () в своем мешке.
22.1.2.11 Рассчитывают изменение влажности, %, каждой простыни по формуле
Изменение влажности =![]() ,
,
где - масса полиэтиленового мешка, г,
- исходная масса простыни в мешке, г;
- конечная масса простыни в мешке, г.
22.1.2.12 Рассчитывают и вносят в отчет среднее значение по трем результатам и проверяют его на соответствие 8.4.1.
22.2 Проверка сухости загрузки (полная загрузка, текстиль)
Примечание - Проверка на сухость полной загрузки из текстиля должна показать, что цикл стерилизации не увлажняет стандартную контрольную упаковку, расположенную в полной загрузке стерилизатора, состоящей из текстиля, выше допустимого уровня (8.4.1).
22.2.1 Аппаратура, оборудование и материалы
22.2.1.1 Полная загрузка, текстиль (26.6).
22.2.1.2 Мешки, 3 шт., размерами 350х250 мм или более, изготовленные из полиэтиленового листа толщиной не менее 250 мкм.
22.2.1.3 Весы, способные взвешивать массу не менее 1 кг до ±0,1 г.
22.2.1.4 Несмываемый маркер.
22.2.1.5 Секундомер.
22.2.1.6 Технологические питающие среды (раздел 13).
22.2.2 Процедура
22.2.2.1 Готовят простыни для стандартной контрольной упаковки (26.1).
22.2.2.2 Маркируют три простыни из стандартной контрольной упаковки и так же маркируют каждый из полиэтиленовых мешков, чтобы каждый предмет можно было индивидуально идентифицировать.
22.2.2.3 Взвешивают каждый полиэтиленовый мешок и записывают его массу ().
22.2.2.4 Помещают по одной маркированной простыне в каждый полиэтиленовый мешок, взвешивают каждый мешок и записывают его массу ().
22.2.2.5 Вынимают простыни из мешков и помещают их в стандартную контрольную упаковку: одну простыню - в центр, а другие - во вторые простыни с каждого конца упаковки. Закрепляют обертку упаковки (26.1).
22.2.2.6 Выбирают цикл стерилизации, подлежащий испытанию.
22.2.2.7 Выполняют цикл стерилизации при пустой стерилизационной камере.
22.2.2.8 Размещают стандартную контрольную упаковку в качестве части полной загрузки, как описано в 26.6, и выполняют цикл стерилизации, начиная его в течение 60 с с момента помещения контрольной упаковки в камеру стерилизатора.
22.2.2.9 По завершении цикла стерилизации, но не более чем в течение 60 с, вынимают стандартную контрольную упаковку из камеры стерилизатора. Вынимают три маркированные простыни из стандартной контрольной упаковки и немедленно перекладывают их в соответствующие по маркировке полиэтиленовые мешки. Закрывают мешки путем многократного подворачивания открытой горловины. Убеждаются, что общее время, прошедшее от завершения цикла стерилизации до закрытия мешков, не превысило 180 с.
Примечание - Перенос простынь в полиэтиленовые мешки должен быть проведен с наибольшей возможной экономией движений во избежание потерь остаточной влажности.
22.2.2.10 Взвешивают и записывают массу каждой простыни () в своем мешке.
22.2.2.11 Рассчитывают изменение влажности, %, каждой простыни по формуле
Изменение влажности =![]() ,
,
где - масса полиэтиленового мешка, г,
- исходная масса простыни в мешке, г;
- конечная масса простыни в мешке, г.
22.2.2.12 Рассчитывают и вносят в отчет среднее значение по трем результатам и проверяют его на соответствие 8.4.2.
22.3 Проверка сухости загрузки (металл)
Примечание - Проверка сухости загрузки, состоящей из металлических изделий и контрольной упаковки (26.8), должна показать, что цикл стерилизации не увлажняет контрольную упаковку выше допустимого уровня (8.4.3).
22.3.1 Аппаратура, оборудование и материалы
22.3.1.1 Контрольная упаковка, металлические изделия (26.8).
22.3.1.2 Весы, способные взвешивать массу не менее 15 кг до ±1 г.
22.3.1.3 Секундомер.
22.3.1.4 Технологические питающие среды (раздел 13).
22.3.2 Процедура
22.3.2.1 Готовят изделия, составляющие содержимое контрольной упаковки (26.8).
22.3.2.2 Взвешивают контрольную упаковку из металлических изделий и записывают ее массу ().
22.3.2.3 Выбирают цикл стерилизации, подлежащий испытанию.
22.3.2.4 Выполняют цикл стерилизации при пустой стерилизационной камере.
22.3.2.5 Размещают контрольную упаковку из металлических изделий в полезном пространстве стерилизационной камеры на нижней полке.
22.3.2.6 Заполняют оставшееся свободным полезное пространство стерилизационной камеры стальными изделиями, в сумме составляющими массу порядка 24 кг на каждый стерилизационный модуль.
Все изделия должны быть выдержаны в условиях окружающей среды.
22.3.2.7 Выполняют цикл стерилизации.
22.3.2.8 По завершении цикла стерилизации, но не более чем в течение 5 мин, вынимают контрольную упаковку с металлическими изделиями из камеры стерилизатора и взвешивают ее. Записывают массу ().
22.3.2.9 Рассчитывают изменение влажности, %, по формуле
Изменение влажности =![]() ,
,
где - исходная масса контрольной упаковки с металлом, г;
- конечная масса контрольной упаковки с металлом, г.
22.3.2.10 Проверяют результат на соответствие 8.4.3.
23 Проверка уровня шума
23.1 Уровень акустической мощности
23.1.1 Уровень звуковой мощности проверяют по ГОСТ 23941 и ГОСТ Р 51402.
23.2 Результаты проверки
Полученное значение уровня звуковой мощности должно соответствовать требованиям раздела 9.
24 Проверка качества пара
24.1 Неконденсируемые газы
Примечания
1 Проверка на качество пара, содержание неконденсируемых газов должна показать, что уровень содержащихся в паре неконденсируемых газов не помешает достижению условий стерилизации в любой части загрузки стерилизатора. Описываемый способ проверки следует рассматривать не как измерение точного уровня содержания неконденсируемых газов, а лишь как способ демонстрации приемлемого качества пара.
2 Может быть использована процедура, альтернативная описанной в 24.1.2, при условии, что она была приведена в соответствие с требованиями настоящего стандарта.
24.1.1 Аппаратура, оборудование и материалы
24.1.1.1 Бюретка номинальной вместимостью 50 см, имеющая минимальную цену делении шкалы 1 см
.
24.1.1.2 Воронка-пароотвод с параллельными стенками, максимальным диаметром порядка 50 мм.
24.1.1.3 Контейнер номинальной вместимостью 2000 см, снабженный переливной трубкой для ограничения объема содержимого примерно до 1500 см
.
24.1.1.4 Трубка-пробоотборник U-образная, изготовленная из стеклянной трубки внешним диаметром 6 мм со шкалой 75 мм.
24.1.1.5 Небольшой игольчатый вентиль с отверстием номинальным диаметром 1 мм, снабженный соответствующими фитингами для присоединения к паропроводу и к резиновой пробоотборной трубке.
24.1.1.6 Мерный цилиндр номинальной вместимостью 250 см, имеющий минимальную цену деления шкалы 10 см
.
24.1.1.7 Штатив для бюретки.
24.1.1.8 Резиновая трубка длиной (950±50) мм с каналом диаметром, позволяющим соединить ее с трубкой-пробоотборником и игольчатым вентилем.
24.1.1.9 Система измерения температуры с погрешностью измерений не хуже 1 К при 80 °С.
24.1.1.10 Датчик температуры (26.1).
24.1.2 Процедура
24.1.2.1 Присоединяют игольчатый вентиль к паропроводу (рисунок 7).

1 - игольчатый вентиль; 2, 6 - резиновая трубка; 3 - бюретка 50 см; 4 - воронка-пароотвод с параллельными
сторонами; 5 - система измерения температуры; 7 - контейнер вместимостью 2000 см; 8 - штатив бюретки;
9 - трубка-пробоотборник пара; 10 - мерный цилиндр вместимостью 250 см; 11 - переливная трубка;
12 - к стерилизатору; 13 - к системе отвода конденсатора; 14 - из линии подачи пара
Рисунок 7 - Схематическое представление аппаратуры, используемой для измерения неконденсируемых газов
24.1.2.2 Собирают аппаратуру, как показано на рисунке 7, а затем придают ей положение, обеспечивающее свободный излив конденсата через резиновую трубку.
24.1.2.3 Заполняют контейнер холодной деаэрированной водой (водой, прокипяченной в течение 5 мин и затем охлажденной), пока вода не потечет через переливную трубку.
24.1.2.4 Заливают бюретку холодной деаэрированной водой, переворачивают ее и помещают в контейнер так, чтобы при этом в бюретку не проник воздух.
24.1.2.5 Держа трубку-пробоотборник пара вне контейнера, открывают игольчатый вентиль и вытесняют из трубки весь воздух. Помещают трубку-пробоотборник в контейнер и добавляют еще холодной деаэрированной воды, пока она не потечет через переливную трубку.
24.1.2.6 Устанавливают мерный цилиндр под переливной трубкой контейнера, а трубку-пробоотборник устанавливают внутри воронки. Регулируют игольчатый вентиль на непрерывную подачу пробы пара в воронку-пароотвод таким образом, чтобы был слышен негромкий шум пара. Убеждаются в том, что входящий в воронку-пароотвод пар выходит из нее так, что неконденсируемые газы собираются в бюретку.
24.1.2.7 Закрывают игольчатый вентиль, отметив сначала положение "открыто".
24.1.2.8 Размещают стандартную контрольную упаковку над номинальным геометрическим центром полезного пространства стерилизационной камеры в плане, поддерживая ее на высоте 100-200 мм от основания стерилизационной камеры.
Примечание - Если точка присоединения к паропроводу находится на расстоянии менее 300 мм от соединения с трубкой Пито (рисунок 10), то это может повлиять на воспроизводимость результатов проверок.
Для стерилизаторов, вмещающих один стерилизационный модуль, этот способ может быть модифицирован так, чтобы стандартная контрольная упаковка поддерживалась над основанием камеры стерилизатора.
24.1.2.9 Запускают цикл стерилизации и убеждаются в том, что мерный цилиндр пуст, a контейнер наполнен водой. Когда начнется подача пара в камеру стерилизатора, вновь открывают игольчатый вентиль на непрерывную подачу пробы пара в воронку-пароотвод таким образом, чтобы был слышен негромкий шум пара.
24.1.2.10 Дают пробе пара сконденсироваться в воронке, а неконденсируемым газам - подняться к верху бюретки. Собирают в мерном цилиндре перелившуюся жидкость, образованную конденсатом и водой, вытесненной газами. Закрывают игольчатый вентиль, когда значение температуры воды в контейнере будет между 70 и 75 °С. Записывают объем воды, вытесненной из бюретки (), и объем воды, собранной в мерном цилиндре (
).
Примечание - Проводят серию последовательных проверок, чтобы определить, не колеблется ли уровень содержания в паре неконденсируемых газов.
24.1.2.11 Рассчитывают концентрацию неконденсируемых газов, %, по формуле
Концентрация = ![]() ,
,
где - объем воды, вытесненной из бюретки, см
;
- объем воды, собранной в мерном цилиндре, см
.
24.1.2.12 Проверяют соответствие результата требованиям 13.3.2.
24.2 Сухость пара
Примечания
1 Для паровой стерилизации необходима непрерывная подача сухого насыщенного пара. Избыточная влажность, переносимая в виде аэрозоля, может привести к переувлажнению загрузки, тогда как слишком низкая влажность не может предотвратить превращение пара с низкой влажностью в перегретый пар при его расширении внутри камеры стерилизатора. Точное измерение процентного содержания влаги в паре затруднительно, а традиционные методы, требующие непрерывной струи пара, в стерилизаторах непригодны. Описываемый ниже способ проверки следует рассматривать не как измерение истинного содержания влаги в паре, а лишь как способ демонстрации приемлемого качества пара.
2 Может быть использована процедура, альтернативная описанной в 24.2, при условии, что она была приведена в соответствие с требованиями настоящего стандарта.
24.2.1 Аппаратура, оборудование и материалы
24.2.1.1 Трубка Пито, сконструированная как показано на рисунке 8, снабженная трубкой-датчиком с отверстием, соответствующим номинальному диаметру в зависимости от давления в паропроводе, из которого отбирают пробу, согласно следующей таблице.

1 - резьба G1/4 А по ИСО 228-1; 2 - пайка серебром
Рисунок 8 - Трубка Пито
Давление пара в паропроводе, бар | Диаметр отверстия в трубке Пито, мм ±0,02 |
До 3 | 0,8 |
До 4 | 0,6 |
До 7 | 0,4 |
Примечание - Значения, указанные в таблице, даны только в качестве руководства. Если давление пара находится вне приведенного диапазона, то размер а отверстия должен быть определен экстраполяцией.
24.2.1.2 Вакуумная колба номинальной вместимостью 1 дм.
24.2.1.3 Уплотнение для ввода датчика температуры в паропровод.
24.2.1.4 Самопишущий прибор-термометр (26.4), имеющий диапазон шкалы, охватывающий температуру 0-200 °С.
24.2.1.5 Два датчика температуры (26.3).
24.2.1.6 Резиновая пробка с двумя вставленными в нее стеклянными трубками (внешний диаметр 6 мм), которую вставляют в вакуум-колбу. Номинальная длина выступающих из пробки трубок должна составлять 25 и 150 мм соответственно.
24.2.1.7 Резиновая трубка длиной (450±50) мм, диаметром, позволяющим соединить трубку Пито и стеклянную трубку в резиновой пробке, должна иметь уклон в сторону вакуум-колбы.
24.2.1.8 Весы, способные взвешивать массу не менее 2 кг до ±0,1 г.
24.2.1.9 Стандартная контрольная упаковка (26.1).
24.2.2 Процедура
24.2.2.1 Проверяют качество пара на содержание неконденсируемых газов в соответствии с 24.1. Если результат выходит за пределы, указанные в 13.3.2, следует исправить ситуацию, прежде чем выполнять данную проверку на сухость пара.
24.2.2.2 Устанавливают трубку Пито концентрично по отношению к паропроводу (рисунок 9).
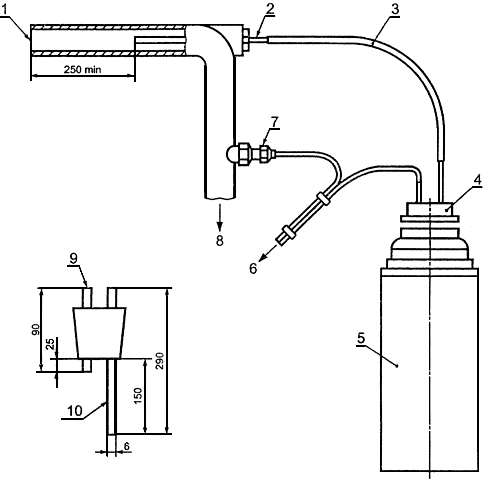
1 - от линии подачи пара; 2 - трубка Пито; 3 - резиновая трубка, длина 450 мм; 4 - резиновая пробка в сборе;
5 - вакуум-колба вместимостью 1 дм; 6 - к прибору - измерителю температуры; к стерилизатору; 7 - уплотнение
для ввода датчика температуры; 8 - к стерилизатору; 9 - стеклянные трубки для термопары и продувки,
внешний диаметр 6 мм; 10 - трубка-пробоотборник
Рисунок 9 - Схематическое представление аппаратуры для измерения значения сухости пара
24.2.2.3 Устанавливают на паропровод уплотнение для ввода датчика температуры, вставляют в уплотнение датчик температуры так, чтобы он оказался на линии номинальной геометрической оси паропровода.
24.2.2.4 Присоединяют резиновую трубку к более длинной стеклянной трубке из двух, проходящих через резиновую пробку, закрывающую горлышко вакуум-колбы, взвешивают всю сборку и записывают ее массу ().
24.2.2.5 Если стерилизатор рассчитан на выполнение нескольких различающихся циклов стерилизации, выбирают цикл стерилизации текстиля, использующий температуру 134 °С.
24.2.2.6 Выполняют цикл стерилизации при пустой стерилизационной камере.
24.2.2.7 Вынимают пробку и трубки из горлышка вакуум-колбы и заливают в нее (650±50) см воды температурой, не превышающей 27 °С. Устанавливают на место пробку с трубками, взвешивают всю сборку и записывают массу (
).
24.2.2.8 Закрепляют вакуум-колбу поблизости от точки присоединения трубки Пито к паропроводу так, чтобы она была защищена от воздействия избыточного тепла и обдува.
24.2.2.9 Размещают в камере стерилизатора стандартную контрольную упаковку (26.1).
24.2.2.10 Через короткую стеклянную трубку в резиновой пробке вводят в вакуум-колбу второй датчик температуры.
24.2.2.11 Измеряют и записывают температуру жидкости в вакуум-колбе.
24.2.2.12 Выполняют цикл стерилизации. Когда паровой клапан, соединенный с камерой стерилизатора, откроется в первый раз, присоединяют резиновую трубку к соединителю трубки Пито и обеспечивают свободный излив конденсата в вакуум-колбу.
24.2.2.13 Записывают температуру пара ().
24.2.2.14 Когда температура воды в вакуум-колбе достигнет примерно 80 °С, отсоединяют резиновую трубку от трубки Пито, взбалтывают колбу так, чтобы тщательно перемешать ее содержимое, и вновь записывают температуру жидкости ().
24.2.2.15 Взвешивают вакуум-колбу вместе с водой, конденсатом, пробкой и трубками, записывают массу ().
24.2.2.16 Рассчитывают значение сухости пара , %, по формуле
![]() ,
,
где - начальная температура воды в вакуум-колбе, °С;
- заключительная температура воды и конденсата в вакуум-колбе, °С;
- удельная теплоемкость воды (4,18 кДж/(кг·К);
- масса вакуум-колбы с водой, пробкой, стеклянными трубками и резиновой трубкой, кг;
- масса вакуум-колбы с пробкой, стеклянными трубками и резиновой трубкой, кг;
- эффективная теплоемкость аппаратуры (0,24 кДж/К);
- температура сухого насыщенного пара, подаваемого в стерилизатор, °С;
- теплоемкость сухого перегретого пара при температуре
, кДж/кг;
- масса вакуум-колбы с водой, конденсатом, пробкой, трубками и резиновой трубкой,
кг.
24.2.2.17 Проверяют результат на соответствие 13.3.3.
24.3 Перегрев пара
Примечания
1 Проверка пара на перегрев должна показать, что количество влаги, переносимой подаваемым паром в виде суспензии, достаточно/недостаточно для того, чтобы предотвратить преобразование насыщенного пара в перегретый пар при его расширении внутри камеры стерилизатора.
2 Способ проверки, описанный в 24.3, использует пробу малого объема, непрерывно отбираемую из центра паропровода. Уровень перегрева, определяемый таким способом, не может быть рассмотрен как истинное значение сухости пара в паропроводе, поскольку при этом не собирается конденсат, имеющийся на внутренних поверхностях трубы. Однако в систему подачи пара в камеру стерилизатора встроены устройства, предназначенные для сепарации свободного конденсата, и потому уровень перегрева, определенный этим способом, достаточно представителен относительно состояния пара, с наибольшей вероятностью превалирующего в камере стерилизатора в течение периода "плато".
3 Может быть использована процедура, альтернативная описанной в 24.2, при условии, что она была приведена в соответствие с описываемым методом.
24.3.1 Аппаратура, оборудование и материалы
24.3.1.1 Трубка Пито, сконструированная как показано на рисунке 9, снабженная трубкой-датчиком с отверстием, имеющим номинальный диаметр 1 мм.
24.3.1.2 Расширительная трубка представлена на рисунке 10.

1 - подходящий фитинг для размещения в трубке датчика температуры; 2 - нейлоновое гнездо,
вставленное в трубку
Рисунок 10 - Расширительная трубка
24.3.1.3 Теплоизоляция по всей длине 150-миллиметровой трубки.
24.3.1.4 Самопишущий прибор для измерения температуры (26.4).
24.3.1.5 Два датчика температуры (26.3).
24.3.1.6 Уплотнение для ввода датчика температуры в паропровод.
24.3.1.7 Полная загрузка, текстиль (26.6).
24.3.2 Процедура
24.3.2.1 Устанавливают трубку Пито концентрично по отношению к паропроводу, как показано на рисунке 10.
24.3.2.2 Устанавливают на паропровод уплотнение для ввода датчика температуры и вставляют в уплотнение один датчик температуры так, чтобы он оказался на линии номинальной геометрической оси паропровода (рисунок 11).
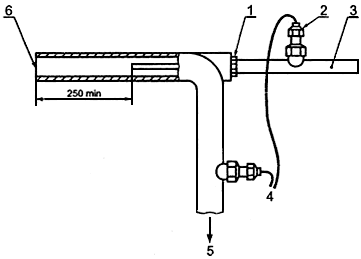
1 - трубка Пито; 2 - фитинг температурного датчика; 3 - расширительная трубка; 4 - к прибору
для измерения температуры; 5 - к стерилизатору; 6 - от линии подачи пара
Рисунок 11 - Схематическое представление аппаратуры для измерения перегрева пара
24.3.2.3 Через уплотнение на паропроводе вводят второй датчик температуры так, чтобы он оказался на линии номинальной горизонтальной геометрической оси расширительной трубки.
24.3.2.4 Закрепляют теплоизоляцию вокруг расширительной трубки и вставляют расширительную трубку в трубку Пито.
24.3.2.5 Подключают датчики температуры к самопишущему прибору.
24.3.2.6 Выполняют цикл стерилизации при пустой стерилизационной камере.
24.3.2.7 Загружают в полезное пространство камеры полную загрузку из текстиля согласно 26.6 и в течение 5 мин запускают еще один цикл стерилизации.
24.3.2.8 По завершении цикла стерилизации проверяют записи самописца по температуре:
- на соответствие требованиям 13.3.4;
- для подтверждения того, что температура, измеренная в паропроводе при проведении проверки на перегрев, не отличается более чем на 3 К от температуры, измеренной в паропроводе во время выполнения проверки качества пара на влажность.
Примечание - Упомянутая температура является параметром, с помощью которого можно получать разнообразные давления пара между последовательными циклами. Большая разница температур может указывать на высокое содержание влаги в паре.
24.4 Процедура отбора пробы конденсата из пара
24.4.1 Аппаратура, оборудование и материалы
24.4.1.1 Трубка Пито (рисунок 8) в соответствии с 24.2.1.1.
24.4.1.2 Полипропиленовая трубка длиной (5000±50) мм, внутренним диаметром (6±1) мм.
24.4.1.3 Две градуированные бутыли из пролипропилена, каждая номинальной вместимостью 250 см.
24.4.1.4 Контейнер вместимостью минимум 8 дм.
24.4.1.5 Лед массой около 1 кг.
24.4.1.6 Зажим или соединитель, используемый для присоединения и закрепления полипропиленовой трубки к трубке Пито.
24.4.1.7 Кусок металла массой и размерами, достаточными для удерживания нескольких витков полипропиленовой трубки в контейнере.
24.4.1.8 Небольшое количество концентрированной соляной кислоты НСl.
24.4.2 Процедура
24.4.2.1 Устанавливают трубку Пито на паропровод (рисунки 9 и 12).

1 - трубка Пито; 2 - полипропиленовая трубка; 3 - штатив бюретки; 4 - полипропиленовая бутыль
вместимостью 250 см; 5 - контейнер вместимостью 8000 см
; 6 - к стерилизатору;
7 - к системе отвода конденсата; 8 - от линии подачи воды
Рисунок 12 - Аппаратура для отбора пробы конденсата из пара
24.4.2.2 Используя зажим (или соединитель), закрепляют полипропиленовую трубку на соединителе трубки Пито.
24.4.2.3 Открывают вентиль на паропроводе и спускают через полипропиленовую трубку конденсат, содержащийся в паре, в течение минимум 5 мин. Убеждаются в том, что конденсат изливается свободно.
24.4.2.4 Очищают и промывают дистиллированной водой внутреннюю поверхность полипропиленовой трубки и две бутыли, после чего их высушивают. Закрывают вентиль подачи пара.
24.4.2.5 Устанавливают бюретку и одну из бутылей (рисунок 12).
24.4.2.6 Укладывают часть полипропиленовой трубки несколькими кольцами в контейнер для обеспечения конденсации пара, закрепив ее грузом.
24.4.2.7 Наполняют контейнер льдом и водой в количестве, достаточном для того, чтобы покрыть уложенную кольцами трубку.
24.4.2.8 Открывают вентиль на паропроводе.
24.4.2.9 Дают слиться через полипропиленовую трубку минимум 50 см конденсата, а затем собирают 250 см
(номинал) конденсата в первую градуированную бутыль.
24.4.2.10 Закрывают заполненную бутыль.
24.4.2.11 Добавляют во вторую бутыль концентрированную соляную кислоту в количестве, достаточном для обеспечения конечной концентрации (НСl)=0,1 моль/дм
и затем набирают в нее 250 см
конденсата, после чего закрывают бутыль. Маркируют бутыль: "Для анализа на следы металлов".
24.4.2.12 Проводят анализ содержимого бутылей и сравнивают результаты с предлагаемыми максимальными значениями (приложение А).
25 Проверка на динамику давления в камере стерилизатора
Примечание - Проверка на динамику давления в стерилизационной камере должна показать, что скорость изменения давления в камере стерилизатора в ходе цикла стерилизации не превышает уровня, могущего привести к повреждению упаковок. Этот уровень, используемый в качестве требования к характеристикам упаковочных материалов, был выбран базисным в компромиссе между потребностью в экономически выгодных упаковках и коротких эффективных циклах стерилизации.
25.1 Аппаратура, оборудование и материалы
25.1.1 Самопишущий прибор - измеритель давления (26.5).
25.2 Процедура
25.2.1 Присоединяют самопишущий измеритель давления к контрольному соединителю (4.3.3.1), используя предписанную соединительную трубку.
25.2.2 Выполняют проверку на утечку воздуха (раздел 20). Проверку не выполняют, если значение скорости утечки превышает указанное в 8.3.2.2.
25.2.3 Выбирают цикл стерилизации, подлежащий испытанию.
25.2.4 Выполняют цикл стерилизации при пустой стерилизационной камере, измеряя и записывая значения временных интервалов, температуры и давления на всех существенных стадиях цикла.
25.2.5 По завершении испытания необходимо проверить:
- записи самопишущего прибора на соответствие характеристикам цикла;
- соответствует ли разность давлений между последовательными измерениями требованиям раздела 10.
26 Испытательная аппаратура, оборудование и материалы
26.1 Стандартная контрольная упаковка
Примечания
1 Стандартную контрольную упаковку используют для проверки того, что при уровнях, на которые установлены переменные цикла стерилизации, обеспечено быстрое и равномерное проникновение пара в упаковку.
2 Такую контрольную упаковку используют в проверках: Бови-Дика, с небольшой загрузкой; детектора воздуха; на сухость загрузки из текстиля, а также из других материалов - для формирования полной загрузки стерилизатора.
26.1.1 Контрольную упаковку составляют из гладких хлопчатобумажных простынь размерами около 900х1200 мм, каждую из которых хорошо отбеливают. Число нитей основы на сантиметр должно составлять (30±6), а число нитей утка на сантиметр - (27±5).
26.1.2 Простыни стирают при получении новыми и после загрязнения, не подвергая обработке какими-либо агентами для кондиционирования тканей.
Примечание - Агенты для кондиционирования тканей могут влиять на характеристики тканей, а также могут содержать компоненты, взаимодействующие с неконденсируемыми газами в камере стерилизатора.
26.1.3 Простыни высушивают, а затем проветривают в течение по меньшей мере 1 ч в среде температурой от 15 до 25 °С при относительной влажности воздуха от 30% до 70%.
26.1.4 После проветривания простыни складывают до получения размеров примерно 220х300 мм и составляют в стопки до высоты примерно 250 мм. После сжатия рукой упаковку обертывают в такого же рода ткань и затем скрепляют лентой, не превышающей по ширине 25 мм. Общая масса упаковки должна составлять 7 кг ±10%.
Примечания
1 Упаковки, не использованные в течение 1 ч с момента их подготовки, можно хранить в рабочем помещении, если условия окружающей среды поддерживают в пределах, упомянутых выше.
2 После некоторого периода использования простыни уплотняются. Если масса простынь, составляющих упаковку высотой 250 мм, превышает 7,7 кг, эти простыни выбрасывают.
26.2 Манометры
26.2.1 Контрольные манометры используют для проверки показывающих и самопишущих манометров.
Примечание - Могут быть использованы и другие контрольные приборы, например приборы, имеющие в составе датчики, при условии, что они соответствуют назначению, прошли сертификацию и имеют точность не хуже, чем указанные в спецификациях контрольные манометры.
26.2.2 Минимальная длина шкалы должна составлять 240 мм.
26.2.3 Используют два контрольных манометра: один со шкалой от 0 до 16 кПа абсолютного давления (0-160 мбар), а второй - со шкалой от 0 до 400 кПа абсолютного давления (0-4 бар). Оба контрольных манометра по точности должны соответствовать классу не хуже 0,25.
26.2.4 Каждый контрольный манометр должен иметь действительный сертификат о поверке.
26.2.5 Калибровка каждого контрольного манометра должна быть выполнена с использованием рабочего образцового эталона, который должен соответствовать национальному стандарту.
26.2.6 Каждый контрольный манометр должен быть калиброван в соответствии с инструкциями его изготовителя.
26.3 Датчики температуры
26.3.1 Датчики температуры используют для определения температуры в местах, указанных в приведенных в настоящем стандарте описаниях тестов.
26.3.2 Датчики температуры должны быть либо платиновыми резистивными датчиками (класс А), либо термопарными датчиками.
26.3.3 Диаметр датчиков температуры, используемых внутри камеры стерилизатора, не должен превышать 2 мм при измерении поверх вторичной изоляции соединительных проводов.
26.3.4 Рабочие характеристики датчиков температуры не должны изменяться под влиянием окружающей среды, в которой они находятся, т.е. под влиянием давления, пара или вакуума.
26.3.5 Значения температуры, измеренной всеми датчиками температуры при их погружении в среду - источник тепла с известной температурой в пределах ±0,1 К и в пределах диапазона температур стерилизации, после калибровки не должны отличаться одно от другого более чем на 0,5 К.
26.4 Самопишущие приборы для измерения температуры
26.4.1 Самопишущий термометр используют совместно с датчиками температуры для регистрации температур, измеряемых в местах, указанных в приведенных в настоящем стандарте описаниях проверок. Он может быть также использован для проверки приборов-термометров, установленных на стерилизаторе.
26.4.2 Самопишущий прибор должен регистрировать температуру от минимум трех датчиков температуры. Каналы самопишущего прибора могут быть мультиплексированными или независимыми друг от друга. Время выборки по каждому каналу должно быть 2,5 с или лучшим. Все собираемые данные должны быть использованы для интерпретации результатов.
26.4.3 Шкала аналоговых приборов должна охватывать диапазон 0-150 °С. Наименьший интервал между делениями - 1 К; скорость перемещения диаграммной бумаги - не менее 15 мм/мин; разрешение - не хуже 0,5 К.
26.4.4 Цифровые приборы должны регистрировать и записывать значения температуры с приращениями не более 0,1 К, а шкала должна охватывать диапазон температур 0-150 °С.
26.4.5 Предел погрешности в диапазоне температур 0-150 °С (исключая погрешность датчиков) не должен превышать ±0,25% при проверке в условиях температуры окружающей среды порядка (20±3) °С.
26.4.6 Дополнительная погрешность, обусловленная изменением температуры окружающей среды, не должна превышать 0,04 К/К.
26.4.7 Калибровка должна быть выполнена с использованием рабочего образцового эталона, соответствующего нормативным документам.
26.4.8 Каждый прибор должен иметь сертификат о поверке.
26.4.9 Прибор для измерения температуры должен быть калиброван в соответствии с инструкциями его изготовителя, причем калибровка должна быть проведена и по температурам, входящим в диапазон температур стерилизации.
26.4.10 После монтажа на месте использования система измерения температуры должна быть поверена с помощью независимого образцового источника температуры, обеспечивающего нагрев в диапазоне температур стерилизации.
26.4.11 Образцовый источник температуры должен включать в свой состав:
- стандартный образцовый термометр, который должен соответствовать национальному эталону и охватывать диапазон измерения температуры от 110 до 140 °С. Наименьший интервал между делениями - 0,2 К;
- карман, по размерам способный вмещать минимум три датчика температуры, описанных в 26.3.
Температурный градиент внутри кармана не должен превышать 0,2 К, а точность регулирована должна быть ±0,1 К в диапазоне 100-140 °С.
26.5 Самопишущие приборы для измерения давления
26.5.1 Самопишущий манометр используют совместно с чувствительным к давлению измерительным элементом для регистрации давления в камере стерилизатора во время контрольного стерилизационного цикла. Он может быть также использован для проверки приборов-манометров, установленных на стерилизаторе.
26.5.2 Прибор для измерения давления может быть совмещен с самопишущим прибором для регистрации температуры в качестве дополнительного канала, калиброванного по давлению. Время выборки по каждому каналу должно быть 1 с или лучшим. Все собираемые данные должны быть использованы для интерпретации результатов.
26.5.3 Шкала аналоговых приборов должна охватывать диапазон 0-4 бар (0-400 кПа) абсолютного давления. Наименьший интервал между делениями - 0,04 бар (4 кПа); скорость перемещения диаграммной бумаги - не менее 15 мм/ мин; разрешение - не хуже 0,02 бар (2 кПа).
26.5.4 Цифровые приборы должны регистрировать и записывать с приращениями значения давления не более 0,01 бар (1 кПа), а шкала должна охватывать диапазон 0-4 бар (0-400 кПа) абсолютного давления.
26.5.5 Предел погрешности прибора-индикатора и измерительной системы в диапазоне 0-4 бар (0-400 кПа) абсолютного давления не должен превышать ±0,5% при проверке в условиях температуры окружающей среды порядка (20±3) °С.
26.5.6 Температурный коэффициент измерительной системы не должен превышать 0,01%/К при той температуре, при которой должен быть использован датчик.
26.5.7 Погрешность, обусловленная изменением температуры окружающей среды, не должна превышать 0,02 %/К.
26.5.8 Собственная частота датчика давления и присоединенной к нему трубки должна быть не ниже 10 Гц, а постоянная времени (0%-63%) по нарастанию давления не должна превышать 0,04 с.
26.5.9 Каждый прибор должен иметь сертификат о поверке.
26.5.10 Калибровка должна быть выполнена с использованием рабочего образцового эталона, соответствующего нормативным документам.
26.5.11 Прибор для измерения давления, подключенный к датчику давления, калибруют в соответствии с инструкциями его изготовителя, включая в диапазон калибровки давления, входящие в диапазон давлений стерилизации.
26.6 Полная загрузка. Текстиль
Примечание - Контрольная загрузка - это загрузка, состоящая из текстильных изделий с максимальной массой, которая может быть обработана в стерилизаторе. Ее используют, чтобы доказать, что при уровнях, на которые установлены переменные цикла, обеспечивается быстрое и равномерное проникновение пара в центр загрузки, а значит, обеспечиваются условия стерилизации.
26.6.1 Полная загрузка состоит из сложенных простынь и стандартной контрольной упаковки (26.1).
26.6.2 Каждая простыня должна содержать по меньшей мере 50% хлопчатобумажных волокон и иметь массу на единицу площади порядка 200 г/м. Простыни должны быть простираны при получении их новыми или после загрязнения, но не должны быть подвергнуты при этом обработке кондиционирующими агентами (см.26.1).
26.6.3 После стирки простыни высушивают, а затем проветривают в течение минимум 1 ч в среде температурой от 15 до 25 °С и относительной влажностью воздуха от 30% до 70%.
26.6.4 После проветривания простыни складывают и образуют из них стопки, размеры основания которых примерно 250х500 мм и масса (7,5±0,5) кг.
Примечание - Стопки, не использованные в течение 1 ч с момента их подготовки, можно хранить в рабочем помещении, если условия окружающей среды соответствуют упомянутым выше.
26.6.5 Стандартную контрольную упаковку размещают внутри камеры стерилизатора в месте, указываемом изготовителем в качестве наиболее трудно стерилизуемого. Остаток полезного пространства занимают стопками простынь (каждый слой которых прокладывают тканью), загруженных в корзины, по размеру подобные одному стерилизационному модулю, или их можно свободно размещать в камере стерилизатора.
26.6.6 Масса ткани в контрольной загрузке должна быть равна (7,5±0,5) кг на загружаемый модуль.
26.7 Контрольная упаковка. Резина
Примечание - Эта контрольная упаковка составлена из резиновых изделий, например трубок, внутри которых затруднено создание условий стерилизации.
26.7.1 Контрольная упаковка из резиновых изделий должна состоять из стопки упаковок высотой 100 мм, занимающих объем, эквивалентный половине стерилизационного модуля. Внутри этой стопки упаковок три упаковки должны содержать контрольные изделия, описанные ниже, а остальные упаковки - куски трубок из натуральной резины длиной 1500 мм, внешним диаметром 5 мм и внутренним диаметром 3 мм. Резиновые трубки должны быть уложены кольцами в плоскую спираль. Каждое изделие должно быть помещено в два бумажно-пластиковых пакета, а все пакеты должны быть уложены бумажной поверхностью в одну сторону.
26.7.2 Каждое контрольное изделие должно содержать три зараженных носителя, соответствующих нормативным документам (носители - стеклянные трубки со следующими номинальными размерами: внешний диаметр 4,0 мм, внутренний диаметр 2,5 мм, длина 45 мм), вставленных внутрь кусков трубок из натуральной резины номинальной длиной 1500 мм, внешним диаметром 5 мм и внутренним диаметром 3 мм. Один зараженный носитель должен быть вставлен в середину резиновой трубки, а два остальных - примерно на расстоянии 200 мм от каждого конца трубки.
26.7.3 Стопку упаковок собирают таким образом, чтобы бумажная сторона каждого пакета была обращена вниз, а три упаковки, содержащие контрольные изделия, были уложены внутри стопки на высоте 25, 50 и 75 мм.
Примечание - Стопку укладывают в проволочную сетчатую корзину.
26.7.4 Стопку выдерживают в течение по меньшей мере 1 ч в среде температурой от 15 до 25 °С и относительной влажностью воздуха от 30% до 70%.
26.7.5 Стопку до употребления хранят в среде, параметры которой описаны выше.
26.8 Контрольная упаковка. Металл
Примечание - Эта контрольная упаковка должна представлять собой блок металлических изделий, например инструментов, плохо поддающихся сушке.
26.8.1 Загрузка стерилизатора должна содержать контрольную коробку с находящейся в ней проволочной корзиной и некоторым количеством металлических болтов, обернутых в текстиль.
26.8.2 Контрольная коробка должна:
- иметь закрывающуюся крышку, а также параметры, соответствующие параметрам, указанным на рисунке 13;
- не иметь дополнительных отверстий, кроме тех, что показаны на рисунке 13;
- быть изготовленной из аустенитной нержавеющей стали номинальной толщиной 1 мм;
- иметь номинальную массу (4,2±0,2) кг.

1 - десять отверстий диаметром 4 мм с обеих сторон; 2 - силиконовое уплотнение диаметром 6х1550,
приклеенное к крышке и сжимаемое до 90% своего диаметра при закрытии крышки
Рисунок 13 - Детали контрольной коробки для проверки с металлом
26.8.3 Проволочная сетчатая корзина должна:
- быть изготовленной из аустенитной нержавеющей стали;
- иметь номинальные размеры сетки 5х5 мм;
- иметь загрузочную поверхность, отделенную от поддерживающей поверхности зазором около 6 мм;
- быть способной поддерживать равномерно распределенную загрузку массой 10 кг;
- иметь внешние размеры, мм: по длине (480±5); по ширине (254/+0/-4); по высоте (50/+5/-0);
- иметь массу (1,3±0,1) кг.
26.8.4 Металлические болты, используемые в контрольной загрузке, должны:
- быть изготовленными из аустенитной нержавеющей стали;
- иметь номинальные размеры M12х100;
- иметь шестигранную головку;
- иметь общую массу (8,6±0,1) кг;
- быть чистыми, обезжиренными и высушенными.
26.8.5 Текстильный материал, используемый при испытаниях, должен:
- представлять собой гладкую хлопчатобумажную простыню, хорошо отбеленную, размерами порядка 900х1200 мм, с числом нитей основы на сантиметр 30±6 и числом нитей утка на сантиметр 27±5;
- быть подвергнутым стирке при получении новым и после загрязнения, но при этом не должен быть подвергнут обработке какими-либо агентами для кондиционирования тканей;
- быть высушенным и затем проветренным.
26.8.6 Все изделия, составляющие содержимое контрольной упаковки, должны быть выдержаны в течение по меньшей мере 1 ч в среде температурой от 15 до 25 °С и относительной влажностью воздуха от 30% до 70%.
Примечание - Это требование подразумевает, что перед упаковкой все компоненты должны быть выдержаны в местной среде для выравнивания параметров.
Контрольную упаковку собирают следующим образом:
- ставят проволочную корзину на простыню;
- равномерно распределяют в корзине металлические болты;
- обертывают простыню вокруг корзины с болтами;
- устанавливают обернутую простыней корзину на поддон.
26.8.7 Контрольную упаковку до употребления хранят в среде, имеющей параметры, предписанные для хранения изделий, составляющих ее содержимое.
26.9 Мерное устройство
Примечание - Мерное устройство используют для впуска воздуха в камеру стерилизатора с целью проверить срабатывание устройств мониторинга процесса при наличии в камере воздуха в количестве, достаточном для того, чтобы сделать неопределенной эффективность цикла стерилизации.
26.9.1 Мерное устройство должно быть способно управлять потоком воздуха, впускаемого в откачиваемую камеру стерилизатора.
26.9.2 Мерное устройство должно быть регулируемым и иметь диапазон действия, охватывающий скорости потока впускаемого в камеру воздуха от 0 до 5 см/мин.
26.9.3 Погрешность повторяемости в диапазоне установочных параметров от 10% до 90% не должна превышать ±5%.
27 Документация
27.1 Должны иметься протоколы испытаний и проверок, позволяющие пользователю убедиться в том, что стерилизатор был изготовлен в соответствии со спецификациями (28.3).
27.2 Документация должна включать в себя:
- свидетельство о калибровке всех приборов;
- сертификаты испытаний и маркировку всех сосудов, работающих под давлением;
- сертификаты предохранительных устройств;
- подробное описание положений автоматического контроллера наряду с указанием значений давления, температуры и временных интервалов каждой существенной части цикла стерилизации, т.е. изменения при сменах фаз или субфаз;
- установочные параметры детектора воздуха, если таковой установлен;
- декларацию соответствия испытания типа стерилизатора и рабочих испытаний (раздел 16 и таблица 4).
Примечание - Эту информацию на русском языке, хранимую пользователем в документации по валидации, используют для принятия решения о вводе стерилизатора в эксплуатацию и квалификационном исследовании рабочих характеристик.
28 Информация
28.1 Назначение данного раздела - это обеспечение пользователя информацией, необходимой для подготовки к монтажу, проведения монтажа и работы со стерилизатором, а также рутинного обслуживания. Информация по 28.2 на русском языке должна быть получена пользователем либо единовременно перед поставкой стерилизатора, либо двумя частями - перед поставкой и в процессе поставки.
28.2 Перед поставкой стерилизатора и для обеспечения монтажа изготовитель стерилизатора обязан снабдить покупателя следующей информацией:
а) инструкции по монтажу, включая габаритные размеры и общую массу стерилизатора, нагрузку на фундамент по каждой точке опоры с наполненным водой сосудом, работающим под давлением, зазор для доступа в целях обслуживания, а также массы всех тяжелых узлов и деталей;
б) тип электропитания, т.е. постоянный или переменный ток, одна или три фазы, напряжение и частота сети, включая минимальные и максимальные значения, а также значение максимальной непрерывно потребляемой мощности в киловаттах или в киловольт-амперах;
в) максимальный поток и скорость потребления, а также минимальное и максимальное давление подачи пара;
г) минимальное и максимальное давление пара и его поток при минимальном давлении, объем воды, в том числе и питающей, расходуемый на один цикл;
д) минимальное и максимальное давление сжатого воздуха и его поток при минимальном давлении;
е) тепловыделение от лицевой поверхности работающего стерилизатора в рабочую зону в спокойном воздухе при температуре окружающей среды (23±2) °С.
Примечание - При проектировании вентиляционной системы пользователь должен принимать во внимание тепловыделение, рассеиваемое загрузкой стерилизатора;
ж) тепловыделение, передаваемое от лицевой поверхности работающего стерилизатора в рабочую зону в спокойном воздухе при температуре окружающей среды (23±2) °С и при 50 °С в случае, когда двери закрыты;
з) уровень шума, создаваемого стерилизатором;
и) тип дверей и размеры свободного пространства, необходимого для их перемещения;
к) диапазон допустимых давлений подачи пара;
л) примерное положение контрольной точки измерения камеры стерилизатора.
Примечание - При необходимости - документальное свидетельство, подтверждающее правильное определение контрольной точки;
м) максимальный поток воды и сконденсировавшегося пара, направляемый в слив;
н) максимальная жесткость, рН и проводимость питающей воды (см.приложение А).
28.3 При поставке стерилизатора изготовитель обязан предоставить покупателю по меньшей мере следующую информацию (раздел 27):
а) инструкции для оператора в виде краткого руководства;
б) инструкции для пользователя, включающие в себя, как минимум:
- диапазон применений;
- тип загрузки (т.е. пористая, металлоизделия, резина и т.п.) и вид упаковки;
- общий объем;
- расчетное давление, допустимое рабочее давление и допустимую температуру;
- описание имеющихся циклов (программ) стерилизации;
- описание органов управления и устройств индикации;
- описание предохранительных устройств и их установочных параметров;
- инструкции по устранению неисправностей;
- инструкции по очистке панелей;
в) размеры полезного пространства сосуда, работающего под давлением;
г) загрузочная вместимость, выраженная числом стерилизационных модулей;
д) описание цикла стерилизации с указанием:
- максимальной рабочей температуры;
- диаграммы "давление/время" циклов стерилизации;
- записи "температура/время" цикла стерилизации по каждой стандартной контрольной загрузке, сделанные при проведении рабочих испытаний или испытаний типа;
е) длительность цикла для каждого испытания рабочих характеристик из числа указанных в разделе 16 и в таблице 4;
ж) детальная информация о предохранительных устройствах (например, о механизме запирания дверей);
з) инструкции по обслуживанию, включая:
- проверки, проводимые при обслуживании, и частоту их проведения;
- электрические схемы;
- гидравлические схемы и чертежи;
- полный перечень запасных частей;
- перечень инструментов и приспособлений, необходимых для выполнения работ по обслуживанию и проверке аппаратуры (только специальные инструменты);
- вид предлагаемой гарантии;
- перечень сервисных центров;
- руководство по поиску и устранению неисправностей;
и) документальное доказательство соответствия стерилизатора настоящему стандарту.
28.4 Информацией, требуемой 28.2 и 28.3, должны быть в соответствующих случаях обеспечены и пользователи целевого парогенератора.
ПРИЛОЖЕНИЕ А
(справочное)
Рекомендуемые максимальные значения содержания веществ в паре
Таблица A.1 - Содержание веществ в конденсате и в питающей воде
Вещество | Конденсат | Питающая вода |
Осадки после выпаривания | 1,0 мг/кг | 15 мг/дм |
Оксид кремния SiO | 0,1 мг/кг | 2 мг/дм |
Железо | 0,1 мг/кг | 0,2 мг/дм |
Кадмий | 0,005 мг/кг | 0,005 мг/дм |
Свинец | 0,05 мг/кг | 0,05 мг/дм |
Остатки тяжелых металлов (кроме железа, кадмия и свинца) | 0,1 мг/кг | 0,1 мг/дм |
Хлор Сl | 0,1 мг/кг | 3 мг/дм |
Фосфат Р | 0,1 мг/кг | 0,5 мг/дм |
Проводимость (при температуре 20 °С) | 3 мкСм/см | 50 мкСм/см |
Значение рН (степень кислотности) | От 5 до 7 | От 6,5 до 8 |
Внешний вид | Бесцветный, чистый, без осадков | Бесцветный, чистый, без осадков |
Жесткость (сумма ионов щелочно-земельных металлов) | 0,02 ммоль/дм | 0,1 ммоль/дм |
Примечание - Использование технологической питающей воды или пара, содержащих указанные вещества в количествах, превышающих уровни, приведенные в таблице A.1, может заметно сократить срок службы стерилизатора и сделать недействительными гарантийные обязательства изготовителя. | ||
Соответствие требованиям следует проверять согласно известным аналитическим методам.
Способ отбора пробы конденсата - по 24.4.
ПРИЛОЖЕНИЕ Б
(справочное)
Рекомендуемые материалы
Б.1 Общая информация
Б.1.1 Это приложение содержит рекомендации, относящиеся к материалам, используемым при изготовлении паровых стерилизаторов. Информация, содержащаяся в этом приложении, не снимает с изготовителя ответственность за выбор подходящих материалов с соответствующими свойствами и не запрещает выбор иных материалов с эквивалентным качеством.
Б.1.2 При выборе материалов должны быть учтены следующие факторы:
- возможная коррозия изделий, подлежащих стерилизации, внутри камеры стерилизатора;
- наличие в стерилизующем паре или в охлаждающих агентах субстанций, провоцирующих коррозию (например, свободный кислород или диоксид углерода);
- возможность образования на поверхностях коррозионно-стойких слоев.
Б.1.3 Таблицы Б.1, Б.2 и Б.3 иллюстрируют комбинации следующих материалов, обозначенных от I до VII. Состав материалов I, II, III, IV, V и VI приведен в таблице Б.4.
I - нержавеющая сталь;
II - углеродистая сталь;
III - углеродистая сталь, плакированная;
IV - медь;
V - алюминий, дюралюминий (Al, AlMg);
VI - бронза (CuSn, CuSnZn);
VII - иные материалы.
Таблица Б.1 - Комбинации материалов
Компоненты сосудов для стерилизаторов и парогенераторов | Предлагаемая комбинация материалов групп | |||
А | В | С | D | |
Камера | I | Ill | IV | V |
Рубашка | l | Il | IV | V |
Дверь | I/Ill | Il | IV | V |
Внутреннее оборудование камеры | I | l | VI | V |
Внешняя рама для сосуда | I/Il | ll | IV | V |
Облицовка | I | l | I | I/V |
Рама | I/Il | ll | II | II/V |
Парогенератор, встроенный в стерилизатор | I/Ill | lll | IV | V |
Парогенератор в раме или отдельно устанавливаемый | I/Ill | I/Ill | IV | I/Ill |
Б.2 Трубы и трубная обвязка
Б.2.1 Технологические питающие среды, входящие в контакт с изделиями:
а) стерилизующий пар;
б) деминерализованная вода;
в) стерильный воздух;
г) конденсат.
Таблица Б.2 - Комбинации материалов
Трубная обвязка для циркуляции технологических питающих сред, входящих в контакт с изделиями | Предлагаемая комбинация материалов групп | ||
Е | F | G | |
Трубы | I | I | IV |
Фитинги | I | I | VI |
Широкие фланцы | II | ll | ll |
Воротники (под сварку) | I | I | - |
Корпуса вентилей (клапанов) | I | I | IV |
Конусы вентилей и прокладки | I | VI | VI |
Датчики | I | I | IV |
Трубки для манометров | I | IV | IV |
Манометры | I | VI | lV/Vl |
Б.2.2 Технологические питающие среды, не входящие в контакт с изделиями:
а) пар промышленного применения;
б) сливающаяся вода;
в) сжатый воздух для цепей управления;
г) пар и/или воздух, откачиваемый при вакуумизации.
Таблица Б.3 - Комбинации материалов
Трубная обвязка для циркуляции питающих сред, не входящих в контакт с изделиями | Предлагаемая комбинация материалов групп | ||
Н | J | K | |
Трубы | IV | lV/l | IV/ll |
Фитинги | lV/Vl | Ll/Vl | ll/Vl |
Широкие фланцы | II | ll | ll |
Воротники (под сварку) | - | ll | ll |
Корпуса вентилей [клапанов] | lV | IV | lV |
Конусы вентилей и прокладки | I/VI | VI | VI |
Датчики | I | I | IV |
Трубки для манометров | I | IV | IV |
Манометры | I | IV/VI | IV/VI |
Трубы со сжатым воздухом, подаваемым для управления клапанами | VII | VII | VII |
Примечание - Для предотвращения передачи шумов и вибраций следует рассмотреть использование эластомерных или гибких соединителей в качестве части трубной обвязки. Пригодность таких соединителей следует рассматривать с той же точки зрения, что и труб, с которыми их соединяют. | |||
Таблица Б.4 - Примеры для материалов I, II, lV,V и VI
Группа материала | Марка материала | |
l | Х 6 CrNiMoTi | 17 12 2 |
X 6 CrNiTi | 18 10 | |
X 6 CrNi | 18 10 | |
X 6 CrNiMo | 17 13 2 | |
II | Fe 360-BRN | |
X 10 CrNiTi | 18 10 | |
GTW 40-05 | ||
lV и VI | SF-Cu F 22 | |
CuSn 10 Zn | ||
CuZn 39 Pb 0,5 | ||
V | AlMg 3 W 19 | |
ПРИЛОЖЕНИЕ В
(справочное)
Библиография
[1] ПБ 10-115-87 Правила безопасной эксплуатации сосудов, работающих под давлением*
_______________
* Действуют ПБ 03-576-03 "Правила устройства и безопасной эксплуатации сосудов, работающих под давлением". - Примечание "КОДЕКС".
[2] Норма 8-95. Радиопомехи индустриальные. Электроустройства, эксплуатируемые вне жилых домов. Предприятия на выделенных территориях или в отдельных зданиях. Допустимые величины. Методы испытаний
Текст документа сверен по:
М.: ИПК Издательство стандартов, 2002
