ГОСТ ISO 10791-5-2017
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЦЕНТРЫ ОБРАБАТЫВАЮЩИЕ
Условия испытаний
Часть 5
Точность и повторяемость позиционирования паллетосменного стола-спутника, несущего обрабатываемую деталь
Machining centres. Test conditions. Part 5. Accuracy and repeatability of positioning of work-holding pallets
МКС 25.040.10
Дата проведения 2019-03-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Публичным акционерным обществом "Экспериментальный научно-исследовательский институт металлорежущих станков" (ПАО "ЭНИМС") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 25 сентября 2017 г. N 103-П)
За принятие проголосовали:
Краткое наименование страны | Код страны | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
(Поправка. ИУС N 3-2022).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 7 ноября 2018 г. N 936-ст межгосударственный стандарт ГОСТ ISO 10791-5-2017 введен в действие в качестве национального стандарта Российской Федерации с 1 марта 2019 г.
5 Настоящий стандарт идентичен международному стандарту ISO 10791-5:1998* "Условия испытаний обрабатывающих центров. Часть 5. Точность и повторяемость позиционирования паллетосменного стола-спутника, несущего обрабатываемую деталь" ("Test conditions for machining centres - Part 5: Accuracy and repeatability of positioning of work-holding pallets", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан Техническим комитетом по стандартизации ISO/TC 39 "Станки", Подкомитетом SC 2 "Условия испытаний металлорежущих станков".
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
7 ИЗДАНИЕ (октябрь 2020 г.) с Поправкой (ИУС 6-2019)
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
ВНЕСЕНА поправка, опубликованная в ИУС N 3, 2022 год, введенная в действие с 12.10.2021
Поправка внесена изготовителем базы данных
Введение
Обрабатывающий центр является станком с числовым программным управлением, способным выполнять различные операции механической обработки, включая фрезерование, расточку, сверление и нарезание резьбы, а также автоматическую смену инструмента из магазина или подобного накопителя в соответствии с установленной на станке программой.
Задачей ISO 17091 является предоставление информации как можно шире и всеобъемлюще насколько это возможно по испытаниям, которые могут быть приведены для сравнения приемки, технического обслуживания или любых других изделий.
Настоящий стандарт, согласованный с соответствующими стандартами серии ISO 230, определяет нормы и правила проведения контроля обрабатывающих центров с горизонтальным или вертикальным шпинделем или с дополнительными шпиндельными головками различных типов, индивидуально используемых или интегрированные в гибкие производственные системы. Настоящий стандарт также устанавливает допуски или предельно допустимые значения для результатов испытаний, соответствующих основному назначению и нормативной точности обрабатывающих центров [1].
Настоящий стандарт применим также, в целом или частично, к фрезерным и расточным станкам с ЧПУ, если их конфигурации, компоненты и их перемещения совместимы с методами контроля, описанными в настоящем стандарте.
1 Область применения
Эта часть ISO 10791, со ссылками на ISO 230-1 и ISO 230-2, определяет испытания, предназначенные для оценки повторяемости позиционирования отдельных паллет и общую точность позиционирования партии паллет, связанных с конкретной машиной.
В производственной системе точность позиционирования заготовки или зажимного приспособления зависит от фитинга между паллетами и приемниками. Следует отметить, что эта часть ISO 10791 применима к одному обрабатывающему центру, то есть к одному приемнику, с несколькими паллетами.
Результаты испытаний, рассматриваемые здесь, можно было бы распространить на всю систему производства, если измерительные приборы были размещены на разных машинах точно в одинаковом положении относительно истоков линейных осей. Но это является трудной и некорректной задачей, так как истоки линейной оси зависят от повторяемости осей.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения):
ISO 230-1:2012, Test code for machine tools - Part 1: Geometric accuracy of machines operating under no-load or finishing conditions (Нормы и правила станков. Часть 1. Геометрическая точность станка, работающего на холостом ходу или в режиме чистовой обработки)
ISO 230-2:2014, Test code for machine tools - Part 2: Determination of accuracy and repeatability of positioning numerically controlled axes (Нормы и правила испытаний станков. Часть 2. Определение точности и повторяемости позиционирования осей станков с числовым программным управлением)
ISO 8526-1:1990, Modular units for machine tools - Work holding pallets - Part 1: Work holding pallets up to 800 mm nominal size (Модули для металлорежущих станков - стол-спутник с устройством фиксации детали. Часть 1. Стол-спутник с устройством фиксации детали номинальным размером до 800 мм)
ISO 8526-2:1990, Modular units for machine tools - Work holding pallets - Part 2: Work holding pallets of nominal size greater than 800 mm (Модули для металлорежущих станков - стол-спутник с устройством фиксации детали. Часть 1. Стол-спутник с устройством фиксации детали с номинальным размером более 800 мм)
3 Общие положения
3.1 Единицы измерения
В настоящем стандарте все линейные размеры, отклонения и соответствующие допуски выражены в миллиметрах. Все угловые размеры даны в градусах. Угловые отклонения и соответствующие допуски выражаются в отношениях (например, 0,00х/1000), но в некоторых случаях для наглядности допускается применять микрорадианы или угловые секунды. Следующее выражение следует использовать для преобразования угловых отклонений или допусков:
0,010/1000=10 мкрад (rad - микрорадиан)
2".
3.2 Ссылки на ISO 230-1 и ISO 230-2
Для применения этой части ISO 10791 необходима ссылка на ISO 230-1, поскольку это касается геометрических измерений и рекомендуемой точности испытательного оборудования. На ISO 230-2 необходимо ссылаться при методах определения повторяемости и точности позиционирования.
3.3 Кодирование осей
В этой части ISO 10791 некоторые буквы используются в общем значении и должны быть разъяснены в каждом конкретном случае. Эти буквы и соответствующие значения указаны ниже:
- М и N соответствуют горизонтальным осям станка и должны быть заменены на X и Z (или Z и Х) для горизонтальных обрабатывающих центров и на Х и Y (или Y и Х) для вертикальных обрабатывающих центров, в зависимости от направления приближения поддона;
- Р соответствует вертикальной оси и должна быть заменена на Y для горизонтальных обрабатывающих центров и на Z для вертикальных обрабатывающих центров;
- R соответствует оси вращения паллеты и должна быть заменена на В для горизонтальных обрабатывающих центров и на С для вертикальных обрабатывающих центров;
- i обозначает порядковое число паллеты (i-й поддон);
- j обозначает порядковое число подхода (j-й поддон);
- К используется в формуле для указания отдельных осей M, N, P и R.
3.4 Необходимые испытания
При испытании станка не всегда есть необходимость или возможность выполнить все испытания, описанные в данной части ISO 10791. При приемных испытаниях пользователь сам выбирает интересующие его испытания по договору с изготовителем/поставщиком в зависимости от компонентов и свойств станка. Эти испытания, а также размер партии, которая будет использоваться в качестве образца для проверки точности, должны быть четко определены при заказе машины. Приемные испытания, ссылаясь лишь на эту часть ISO 230, не могут считаться обязательными для любой из договаривающихся сторон без конкретного указания на их проведение и без согласия соответствующих расходов.
3.5 Средства измерения
Указанные в нижеследующих испытаниях измерительные приборы являются лишь примерами. Можно использовать другие измерительные инструменты для тех же величин и имеющих такую же или меньшую погрешность. Циферблатный индикатор должен иметь разрешение 0,001 мм.
4 Повторяемость позиционирования отдельных паллет на станке
4.1 Расположение приборов
На рисунке 1 изображена установка измерения, которая собирается с использованием квадрата, размещенного на паллете и лежащего против калибровочных штифтов, установленных в базовых пазах. Если эталонная паллета для размещения заготовки или приспособление-спутник с устройством фиксации детали различны (например, базовые отверстия или установленные планки, как указано в ISO 8526-1 и ISO 8526-2), важно, чтобы по сравнению с эталонами контрольные приборы были расположены на каждом поддоне точно в том же положении. Средства измерения 1, 2 и 4, должны быть расположены как можно ближе к осевым линиям паллеты.
| Обозначения: М и N - горизонтальные оси; P - вертикальная ось; R - ось вращения паллеты Соответствие между этими осями и фактическими осями станка приведено в таблице 1. |
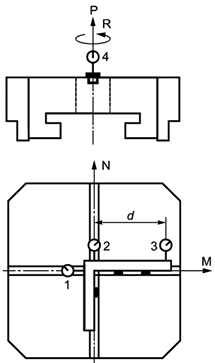
Рисунок 1
4.2 Методика проведения измерения
Каждый раз, когда это возможно, оси должны быть заблокированы. Специальное приспособление или квадрат, или любой другой подходящий эталон должен быть размещен на паллете. Базовые опорные точки для приспособления-спутника должны быть использованы так, чтобы обеспечить размещение и ориентацию эталона в одном и том же положении на каждой паллете.
Циферблатные индикаторы должны быть размещены в таких случаях, чтобы обеспечить возможность движения погрузки и разгрузки паллет без помех. Для предотвращения помех между наконечником и эталоном, показания должны приниматься с помощью калибровочных блоков, всегда размещенных между эталоном и наконечником циферблатного индикатора.
Циферблатные индикаторы должны быть обнулены только при начальном подходе определения положения первой паллеты. Каждая паллета должна быть загружена и разгружена пять раз без сброса циферблатных индикаторов. Пять показаний каждого стрелочного индикатора должны быть записаны. Общее отклонение а в различных направлениях, должно быть определено из индивидуальных показаний, как указано в пункте 4.3.
(Поправка, ИУС 6-2019).
Примечание - Отклонение ![]() можно также измерить с помощью автоколлиматора при условии, что зеркало установлено на другой паллете точно с той же ориентацией, что и базовые опорные точки для приспособления-спутника.
можно также измерить с помощью автоколлиматора при условии, что зеркало установлено на другой паллете точно с той же ориентацией, что и базовые опорные точки для приспособления-спутника.
4.3 Формула для расчета отклонений по индивидуальным показаниям
Если представим стрелочный индикатор в общем, как а, и повторяемость позиционирования паллеты вдоль (или вокруг) каждой оси, как W, то требуемые величины определяются из индивидуальных показаний следующим образом:
![]()
![]() (суффикс 2 означает, что стрелочный индикатор ближе к оси вращения паллеты)
(суффикс 2 означает, что стрелочный индикатор ближе к оси вращения паллеты)
![]()
![]()
![]() , где
, где
- j обозначает порядковое число паллеты;
- i обозначает порядковое число подхода;
- k - это М, N, P и R (то есть, X, Y, Z и В или С).
4.4 Допуски
Для |
|
|
Для | 500 |
|
Для | 800 |
|
Для | 1250 |
|
Для любого значения |
| |
где - самая короткая сторона паллеты.
(Поправка, ИУС 6-2019).
4.5 Проверка и средства измерения
Стрелочный датчик, калибровочный блок, пластины или специальные приспособления или другие инструменты, позволяющие проводить аналогичные измерения.
4.6 Ссылки на ISO 230-2
В отступление от выполнения ISO 230-2 здесь повторяемость не выражается в диапазоне 4с (в 4 раза превышает оценку стандартной неопределенности), а выражается как диапазон W между максимальным и минимальным считыванием, что делает определение проще.
4.7 Измеренные отклонения
В таблице 1 приведен пример того, как отдельные показания могут быть записаны и как указанные отклонения могут быть определены. Первая строка в таблице позволяет идентифицировать соответствие фактических осей X, Y, Z, B и C осям M, N, P и R, показанным на рисунке 1 и описанным в разделе 3.3.
Таблица 1 - Повторяемость позиционирования отдельных паллет
Паллета i=____ | d=____ | Паллета i=____ | d=____ | |||||||||
Позици- ониро- вание j |
|
|
|
|
| Позици- ониро- вание j |
|
|
|
|
| |
(М) | (N) | (P) | (R) | (М) | (N) | (P) | (R) | |||||
1 | 1 | |||||||||||
2 | 2 | |||||||||||
3 | 3 | |||||||||||
4 | 4 | |||||||||||
5 | 5 | |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
Окончание таблицы 1
Паллета i=____ | d=____ | Паллета i=____ | d=____ | |||||||||
Позици- ониро- вание j |
|
|
|
|
| Позици- ониро- вание j |
|
|
|
|
| |
(М) | (N) | (P) | (R) | (М) | (N) | (P) | (R) | |||||
1 | 1 | |||||||||||
2 | 2 | |||||||||||
3 | 3 | |||||||||||
4 | 4 | |||||||||||
5 | 5 | |||||||||||
|
| |||||||||||
|
| |||||||||||
|
| |||||||||||
Примечание - Что касается обрабатывающего центра с горизонтальным шпинделем, то вместо M N P R должны использоваться X Z Y B; с вертикальным шпинделем - X Y Z C. | ||||||||||||
5 Точность позиционирования партии паллет относительно паллеты приемника
5.1 Расположение приборов
Так как результаты этого теста определяют с использованием показаний прибора от предыдущего теста, для расположения инструментов следует обратиться к рисунку 1.
5.2 Формула для расчета отклонений по индивидуальным показаниям
Если представим стрелочный индикатор в общем, как а, и точность позиционирования партии паллет вдоль (или вокруг) каждой оси, как А, то требуемые величины определяются из индивидуальных показаний следующим образом:
![]()
независимо друг от друга из двух значений j и двух значений i, которые, как правило, отличаются друг от друга. В частности, максимальное и минимальное значение, а, в приведенной выше формуле должно принадлежать к той же i-й паллете, для заданной k-й оси это будет означать, что
![]()
5.3 Допуски
Для |
|
|
Для | 500 |
|
Для | 800 |
|
Для | 1250 |
|
Для любого значения |
| |
где - самая короткая сторона паллеты.
5.4 Проверка и средства измерения
Стрелочный датчик, калибровочный блок, пластины или специальные приспособления или другие инструменты, позволяющие проводить аналогичные измерения.
5.5 Ссылки на ISO 230-2
В отступление от выполнения ISO 230-2, здесь точность позиционирования не определяется с помощью статистических расчетов, а выражается как разница между максимальным и минимальным считыванием партии, что делает определение проще.
5.6 Измеренные отклонения
В таблице 2 приведен пример того, как отдельные показания могут быть записаны и как указанные отклонения могут быть определены. Первая строка в таблице позволяет идентифицировать соответствие фактических осей X, Y, Z, B и С осям M, N, P и R, показанным на рисунке 1 и описанным в разделе 3.3.
Отдельные значения ![]() и
и ![]() таблицы 2 должны быть взяты для каждой i-й паллеты из соответствующих столбцов M, N, P и R таблицы 1.
таблицы 2 должны быть взяты для каждой i-й паллеты из соответствующих столбцов M, N, P и R таблицы 1.
Таблица 2 - Точность позиционирования партии паллет
М=____ | N=____ | Р=____ | R=____ | |||||
i |
|
|
|
|
|
|
|
|
1 | ||||||||
2 | ||||||||
3 | ||||||||
4 | ||||||||
5 | ||||||||
6 | ||||||||
7 | ||||||||
8 | ||||||||
9 | ||||||||
10 | ||||||||
|
|
|
|
|
|
|
| |
|
|
|
| |||||
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 230-1:2012 | - | * |
ISO 230-2:2014 | - | * |
ISO 8526-1:1990 | - | * |
ISO 8526-2:1990 | - | * |
* Соответствующий межгосударственный стандарт отсутствует До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. | ||
Библиография
[1] | ISO 10791-1 | Test conditions for machining centres - Part 1: Geometric tests for machines with horizontal spindle and with accessory heads (horizontal Z-axis) (Условия испытаний обрабатывающих центров. Часть 1. Проверка геометрической точности станков с горизонтальным шпинделем и вспомогательными головками (горизонтальная ось Z)) |
УДК 621.9.02-434.5:006.354 | МКС 25.040.10 |
Ключевые слова: центры обрабатывающие, геометрическая точность, методы проверок, средства измерений, схема измерений, отклонение, допуск, поверочная плита, поверочная линейка, поверочный угольник, цилиндрический угольник, контрольная оправка, измерительная головка, уровень, оптические средства измерения | |
Редакция документа с учетом
изменений и дополнений подготовлена
