ГОСТ 9372-80
Группа Т72
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАТУШКИ ДЛЯ КРАСЯЩИХ ЛЕНТ ПИШУЩИХ МАШИН
Технические условия
Spools for ink ribbons of typewriters. Specifications
ОКП 42 6192
Дата введения 1981-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством электротехнической промышленности и приборостроения СССР
РАЗРАБОТЧИКИ
В.К.Мельниченко (руководитель темы), Т.Л.Тесленко, Е.М.Иванова, О.Ю.Никифорова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 31.03.80 N 1428
3. Стандарт соответствует СТ СЭВ 248-76; в стандарт введены требования ИСО 2257-80
4. ВЗАМЕН ГОСТ 9372-69
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
2.5 | |
2.5 | |
4.4 | |
5.3 | |
4.3 | |
2.2, 2.8 | |
4.4 | |
3.2а | |
3.3 |
6. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
7. ПЕРЕИЗДАНИЕ (сентябрь 1998 г.) с Изменениями N 1, 2, 3, 4, 5, утвержденными в феврале 1983 г., октябре 1985 г., сентябре 1986 г., январе 1988 г., марте 1990 г. (ИУС 5-83, 1-86, 12-86, 4-88, 6-90)
Настоящий стандарт распространяется на катушки для красящих лент на тканевой основе пишущих машин независимо от области их использования.
(Измененная редакция, Изм. N 4, 5).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. В зависимости от материала, применяемого для изготовления катушек, их подразделяют на следующие типы:
А - из стали;
Б - из пластмассы;
В - из стали и пластмассы.
1.2. Основные размеры катушек типа А должны соответствовать указанным на черт.1 и в таблице.
Тип А
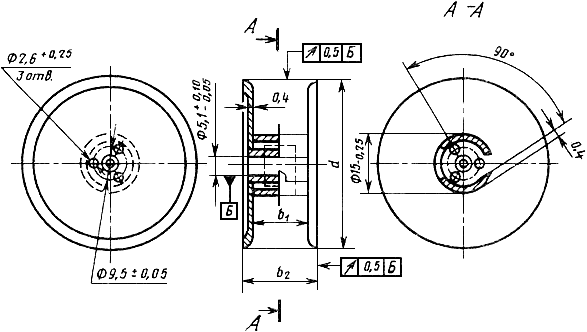
Черт.1
1.3. Основные размеры катушек типа Б (кроме размеров крючка) должны соответствовать указанным на черт.2 и в таблице. Размеры катушек, не указанные на черт.2, должны соответствовать указанным на черт.1.
Тип Б
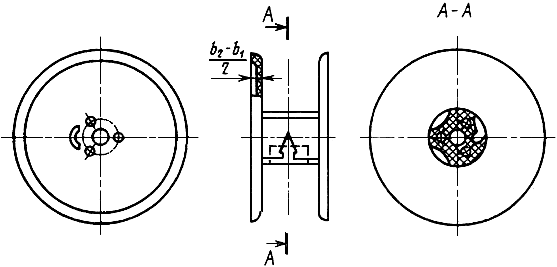
Черт.2
Примечание. Черт.1 и 2 не определяют конструкцию катушек.
1.4. Основные размеры катушек типа В должны соответствовать указанным на черт.1, 2 и в таблице.
мм
Ширина ленты | |||||||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
катушек и элементов из стали | катушек и элементов из пластмассы | ||||||
4,8 | 5,7 | ±0,1 | ±0,2 | 7,9 | ±0,2 | 54 | -0,5 |
6,3 | 7,9 | 10,3 | 40; 54 | ||||
8,0 | 9,6 | 12,0 | 40; 54 | ||||
11,0 | 12,6 | 15,0 | 40; 54 | ||||
12,7 | 14,3 | 16,7 | 40; 54 | ||||
13,0 | 14,6 | 17,0 | 40; 54 | ||||
14,3 | 15,9 | 18,3 | 40; 54 | ||||
16,0 | 17,6 | 20,0 | 40; 54 | ||||
19,0 | 20,6 | 23,0 | 40; 54 | ||||
25,0 | 26,6 | 29,0 | 54 | ||||
Пример условного обозначения катушки типа А для красящей ленты шириной 16 мм и наружным диаметром катушки 54 мм:
А 16/54 ГОСТ 9372-80
1.2-1.4. (Измененная редакция, Изм. N 5).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Катушки должны быть изготовлены в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. По устойчивости к воздействию климатических факторов внешней среды катушки должны соответствовать исполнению УХЛ, категории размещения 4.2 по ГОСТ 15150.
2.3. На катушках типа А и металлических элементах катушек типа В не допускаются трещины, царапины, заусенцы и другие дефекты, ухудшающие внешний вид и снижающие качество катушек.
2.4. Катушки типа Б и пластмассовые элементы катушек типа В должны иметь гладкую поверхность без трещин, вздутий, пористости, выкрашивания и посторонних механических включений.
2.5. Катушки типа А и металлические элементы катушек типа В должны быть покрыты черным лаком.
Лакокрасочные и защитно-декоративные покрытия катушек типа А и металлических элементов катушек типа В должны соответствовать группе УХЛ4 по ГОСТ 9.104 и быть выполнены не ниже III класса по ГОСТ 9.032.
2.6. Число отверстий для фиксации катушек на машине, расположенных по окружности диаметром (9,5±0,05) мм, должно быть не менее трех, причем три отверстия в катушках должны быть равномерно расположены под утлом 120° относительно друг друга. Форма отверстий - произвольная с диаметром вписанной окружности 2,6 мм.
2.5, 2.6. (Измененная редакция, Изм. N 1).
При изготовлении втулки катушки из пластмассы отверстия с диаметром вписанной окружности 2,6 мм допускается делать глухими глубиной не менее 6 мм.
Для катушек типа А допускается применять центрирующую втулку.
2.7. Катушки должны иметь средство для закрепления красящей ленты, обеспечивающее надежную фиксацию ленты и исключающее самопроизвольное освобождение ее при изменении направления движения ленты.
(Измененная редакция, Изм. N 5).
2.8. Катушки в упаковке для транспортирования по защищенности от воздействия внешней среды должны соответствовать по условиям хранения группе 1 (Л), по условиям транспортирования - группе 5 (ОЖ4) по ГОСТ 15150.
(Измененная редакция, Изм. N 2).
2.9. Средняя наработка до отказа должна быть не менее 8000 ч. Установленный ресурс должен быть не менее 600 ч.
Отказом следует считать необеспечение подачи ленты в зону печати пишущей машины.
(Измененная редакция, Изм. N 2, 4, 5).
2.10. Катушки в упаковке для транспортирования должны выдерживать без повреждений транспортную тряску с ускорением 30 м/с с частотой ударов от 80 до 120 в минуту.
3. ПРАВИЛА ПРИЕМКИ
3.1. Катушки подвергают приемо-сдаточным, периодическим, типовым испытаниям и инспекционному контролю.
(Измененная редакция, Изм. N 4).
3.2. (Исключен, Изм. N 3).
3.2а. Приемо-сдаточные, периодические, типовые испытания и инспекционный контроль следует проводить статистическим методом по ГОСТ 18242.*
______________
* На территории Российской Федерации действует ГОСТ Р ИСО 2859-1-2007. - .
(Введен дополнительно, Изм. N 4).
3.3. Катушки на контроль предъявляют партиями. Партией считают катушки, изготовленные за смену по одному чертежу, одинаковой технологии и на одном оборудовании.
Катушки для контроля следует отбирать из партии в соответствии с требованиями ГОСТ 18321.
Приемочные уровни дефектности, объемы партий и выборок устанавливают в отраслевой нормативно-технической документации.
3.4. Приемо-сдаточные испытания следует проводить на соответствие пп.2.1, 2.3-2.7.
3.3, 3.4. (Измененная редакция, Изм. N 4).
3.5-3.7. (Исключены, Изм. N 3).
3.8. Периодические испытания катушек, прошедших приемо-сдаточные испытания, следует проводить не реже одного раза в год на соответствие всем требованиям настоящего стандарта.
Результаты периодических испытаний оформляют актом.
Инспекционный контроль катушек, прошедших приемо-сдаточные испытания, проводят в объеме приемо-сдаточных испытаний.
(Измененная редакция, Изм. N 4, 5).
3.9. Типовые испытания следует проводить при изменении конструкции, материалов или технологии изготовления катушек.
3.10. (Исключен, Изм. N 3).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Все испытания следует проводить в нормальных климатических условиях при температуре (25±10) °С, относительной влажности от 30 до 80% и атмосферном давлении (750±30) мм рт.ст.
4.2. Проверку на соответствие требованиям пп.2.1, 2.6, а также 2.3 и 2.4 (в части внешнего вида) проводят внешним осмотром и контролем всех размеров и отклонений катушек на соответствие чертежам и требованиям настоящего стандарта при помощи измерительных инструментов, обеспечивающих требуемую точность.
(Измененная редакция, Изм. N 5).
4.3. Прочность сцепления лакокрасочного покрытия с поверхностью катушек (п.2.5) следует проверять методом решетчатых надрезов по ГОСТ 15140.
4.4. Проверку по пп.2.3, 2.4, 2.7, 2.9 следует проводить при печатании на пишущей машине, включая фиксацию ленты на катушке, полную перемотку ленты, автоматическое переключение направления движения ленты до момента перемотки ленты в другую сторону, в соответствии с требованиями ГОСТ 27.410.
Приемочное значение наработки до отказа 12000 ч. Браковочное значение наработки до отказа
8000 ч. Закон распределения наработки - экспоненциальный. Метод контроля - последовательный.
Установленный ресурс следует проверять по ГОСТ 16493 при браковочном уровне качества 4% при 0,1.
(Измененная редакция, Изм. N 2, 5).
4.4а. Устойчивость катушек к воздействию климатических факторов (п.2.2) следует проверять следующим образом.
Катушки помещают в камеру холода (тепла) и выдерживают не менее 2 ч при каждом предельном значении климатических факторов внешней среды, после чего катушки должны удовлетворять требованиям пп.2.3, 2.4, 2.9.
(Введен дополнительно, Изм. N 5).
4.5. Устойчивость катушек к воздействию повышенных и пониженных температур (п.2.8) следует проверять следующим образом.
Катушки в упаковке для транспортирования помещают в камеру холода (тепла) и понижают (повышают) температуру до минус (плюс) 50 °С со скоростью понижения (повышения) 0,5-1 °С в минуту и выдерживают в течение 6 ч, затем температуру в камере повышают (понижают) с той же скоростью до температуры окружающего воздуха 10-35 °С, выдерживают катушки при ней в течение 4 ч, после чего распаковывают и проверяют на соответствие требованиям настоящего стандарта по программе периодических испытаний.
4.6. Испытания на транспортную тряску (п.2.10) проводят следующим образом.
Катушки в упаковке крепят к платформе испытательного стенда, имитирующего транспортную тряску, без дополнительной наружной амортизации в положении, определенном надписью "Верх". Испытания проводят в течение 2 ч.
Катушки считают выдержавшими испытания, если после испытаний они удовлетворяют требованиям настоящего стандарта.
4.7. При комплектации катушками пишущих машин на предприятии-изготовителе испытания катушек проводят при периодических испытаниях пишущих машин.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На торце катушки должны быть нанесены:
- товарный знак предприятия-изготовителя;
- условное обозначение катушки.
5.2. Катушки должны быть упакованы в прочную влагостойкую упаковку.
5.3. На упаковке должны быть нанесены:
- наименование предприятия-изготовителя;
- условное обозначение катушки;
- штамп ОТК;
- цена.
Маркировка транспортной тары - по ГОСТ 14192.
(Измененная редакция, Изм. N 2).
5.4. Упаковка должна обеспечивать сохранность катушки при транспортировании и хранении.
5.5. (Исключен, Изм. N 2).
5.6 Катушки в упакованном виде следует хранить в сухом отапливаемом помещении при температуре воздуха от 1 до 40 °С и относительной влажности воздуха не более 80%. Воздух помещения не должен содержать примесей агрессивных газов.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие катушек всем требованиям настоящего стандарта при соблюдении условий эксплуатации, хранения и транспортирования.
6.2. Гарантийный срок эксплуатации катушек - 18 мес со дня продажи через розничную торговую сеть, а для внерыночного потребления - со дня получения потребителем.
6.1, 6.2. (Измененная редакция, Изм. N 2).
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1998
