ГОСТ 8497-78
Группа Д47
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЯКОРЯ МАТРОСОВА
Технические условия
Matrosov's anchor. Specifications
МКС 47.020.50
ОКП 64 1111
Дата введения 1980-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 11.04.78 N 978
2. ВЗАМЕН ГОСТ 8497-68
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
2.10 | |
2.3 | |
2.8 | |
2.3, 2.5 | |
2.3 | |
2.10 | |
5.4 | |
5.5б | |
5.5б | |
2.9 | |
2.6 | |
2.4 | |
5.5б | |
2.9 | |
5.5а | |
2.2 | |
5.5в | |
5.4 | |
5.5б | |
2.6 | |
2.6 |
4. Ограничение срока действия снято Постановлением Госстандарта СССР от 07.04.89 N 964
5. ИЗДАНИЕ (декабрь 2003 г.) с Изменениями N 1, 2, 3, 4, утвержденными в августе 1980 г., мае 1983 г., марте 1984 г., апреле 1989 г. (ИУС 10-80, 9-83, 7-84, 7-89)
Настоящий стандарт распространяется на якоря Матросова, применяемые на надводных кораблях, судах и плавсредствах внутреннего плавания, изготовляемые для нужд народного хозяйства и экспорта.
(Измененная редакция, Изм. N 2).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Якоря Матросова должны изготовляться в двух исполнениях:
Л - литой (с литой лапой);
С - сварной (со сварной лапой).
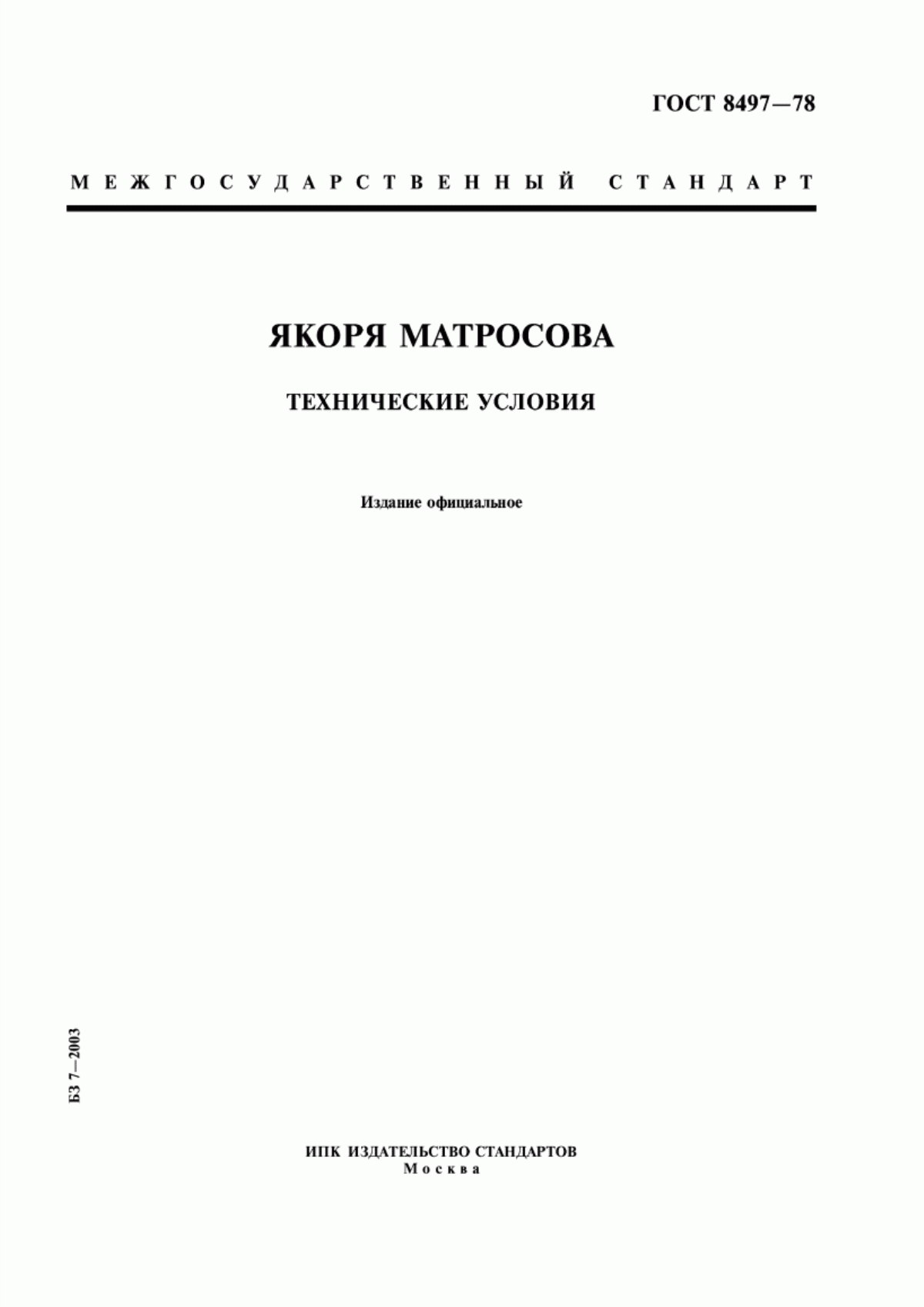
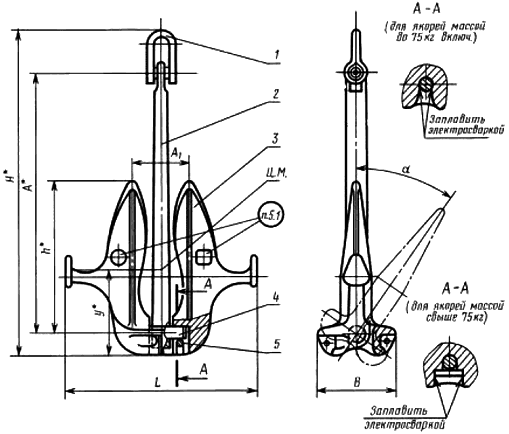
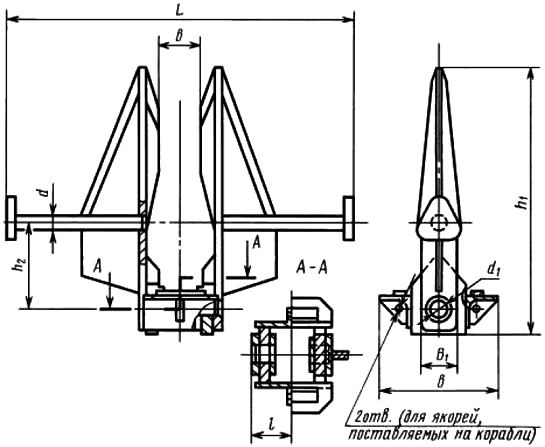
1.2. Основные параметры и размеры якорей должны соответствовать указанным на черт.1-2 и в табл.1-2.
Якорь литой
________________
* Размер для справок.
1 - скоба якорная; 2 - веретено; 3 - лапа литая; 4 - ось; 5 - штырь
Черт.1
Таблица 1
Размеры в мм
Масса якоря, кг | А | А | В | Н | h | L | у |
| Код ОКП |
25 | 690 | 130 | 214 | 858 | 385 | 570 | 190 | От 28 до 30 включ. | 64 1111 2201 06 |
35 | 760 | 148 | 230 | 945 | 420 | 620 | 210 | От 30 до 33 включ. | 64 1111 2202 05 |
50 | 840 | 170 | 250 | 1045 | 480 | 680 | 240 | 64 1111 2203 04 | |
75 | 950 | 190 | 270 | 1170 | 540 | 770 | 260 | 64 1111 2204 03 | |
100 | 1060 | 210 | 290 | 1283 | 590 | 830 | 290 | 64 1111 2205 02 | |
125 | 1130 | 226 | 310 | 1372 | 630 | 870 | 315 | 64 1111 2206 01 | |
150 | 1190 | 242 | 330 | 1438 | 670 | 910 | 340 | 64 1111 2207 00 | |
200 | 1300 | 270 | 370 | 1570 | 740 | 980 | 370 | 64 1111 2208 10 | |
250 | 1390 | 294 | 400 | 1666 | 800 | 1040 | 400 | От 33 до 37 включ. | 64 1111 2209 09 |
300 | 1480 | 312 | 430 | 1783 | 850 | 1090 | 450 | 64 1111 2210 05 | |
400 | 1630 | 342 | 480 | 1984 | 930 | 1190 | 480 | 64 1111 2211 04 | |
500 | 1750 | 366 | 520 | 2128 | 1000 | 1280 | 530 | 64 1111 2212 03 | |
750 | 2000 | 418 | 590 | 2408 | 1140 | 1450 | 590 | 64 1111 2213 02 | |
1000 | 2170 | 452 | 630 | 2672 | 1240 | 1570 | 650 | 64 1111 2214 01 | |
1250 | 2280 | 488 | 650 | 2787 | 1300 | 1660 | 680 | 64 1111 2215 00 | |
1500 | 2370 | 515 | 675 | 2951 | 1350 | 1715 | 710 | 64 1111 2216 10 |
Якорь сварной
_________________
* Размер для справок.
1 - скоба якорная; 2 - веретено; 3 - лапа сварная; 4 - ось
Черт.2
Таблица 2
Размеры в мм
Масса якоря, кг | А | А | В | Н | h | L | у |
| Код ОКП |
5 | 400 | 66 | 120 | 504 | 230 | 340 | 110 | От 28 до 30 включ. | 64 1111 2101 09 |
10 | 520 | 82 | 152 | 629 | 300 | 440 | 145 | 64 1111 2102 08 | |
15 | 600 | 98 | 170 | 727 | 340 | 500 | 160 | 64 1111 2103 07 | |
25 | 690 | 110 | 190 | 848 | 385 | 570 | 180 | 64 1111 2104 06 | |
35 | 760 | 126 | 230 | 940 | 420 | 620 | 200 | 64 1111 2105 05 |
Пример условного обозначения литого якоря Матросова массой 25 кг:
Якорь Л-25 ГОСТ 8497-78
То же, для сварного якоря:
Якорь С-25 ГОСТ 8497-78
(Измененная редакция, Изм. N 2, 4).
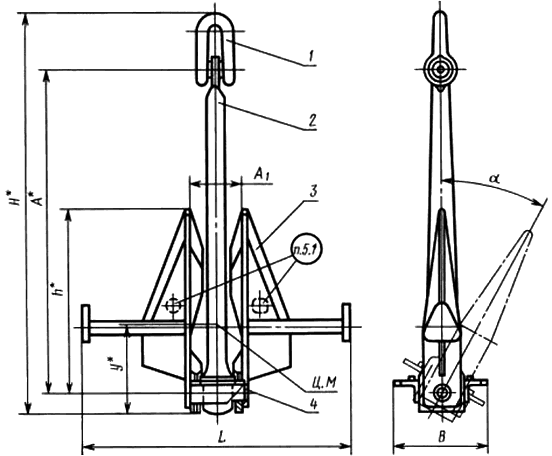
1.3. Основные размеры деталей якорей должны соответствовать указанным на черт.3-9 и в табл.3-8.
Лапа литая (черт.3, табл.3)
Черт.3
Таблица 3
Размеры в мм
Масса якоря, кг | B | B | b | b | c | h | h | L | r |
25 | 214 | 78 | 70 | 90 | - | 440 | 130 | 570 | 21 |
35 | 230 | 82 | 82 | 100 | - | 480 | 140 | 620 | 24 |
50 | 250 | 92 | 88 | 114 | - | 542 | 160 | 680 | 25 |
75 | 270 | 100 | 100 | 122 | - | 606 | 180 | 770 | 26 |
100 | 290 | 110 | 110 | 132 | 35 | 658 | 195 | 830 | 28 |
125 | 310 | 118 | 118 | 136 | 37 | 704 | 210 | 870 | 32 |
150 | 330 | 125 | 124 | 146 | 40 | 750 | 225 | 910 | 32 |
200 | 370 | 140 | 135 | 156 | 42 | 828 | 245 | 980 | 34 |
250 | 400 | 152 | 148 | 170 | 45 | 895 | 265 | 1040 | 37 |
300 | 430 | 164 | 156 | 184 | 48 | 952 | 285 | 1090 | 40 |
400 | 480 | 184 | 172 | 194 | 53 | 1042 | 310 | 1190 | 43 |
500 | 520 | 198 | 184 | 220 | 60 | 1125 | 335 | 1280 | 47 |
750 | 590 | 233 | 210 | 250 | 67 | 1280 | 384 | 1450 | 53 |
1000 | 630 | 260 | 230 | 280 | 75 | 1395 | 415 | 1570 | 61 |
1250 | 660 | 280 | 246 | 300 | 88 | 1460 | 435 | 1660 | 66 |
1500 | 675 | 296 | 258 | 320 | 91 | 1515 | 452 | 1715 | 71 |
Лапа сварная (черт.4, табл.4)
Черт.4
Таблица 4
Размеры в мм
Масса якоря, кг | B | B | b | d | d | h | h | L | |
5 | 120 | 47 | 38 | 18 | 22 | 255 | 80 | 340 | 38 |
10 | 152 | 55 | 50 | 20 | 26 | 330 | 110 | 440 | 47 |
15 | 170 | 60 | 62 | 25 | 34 | 375 | 120 | 500 | 53 |
25 | 190 | 70 | 70 | 28 | 40 | 430 | 130 | 570 | 65 |
35 | 230 | 82 | 82 | 30 | 45 | 475 | 140 | 620 | 74 |
Веретено
| |
Черт.5 | Черт.6 |
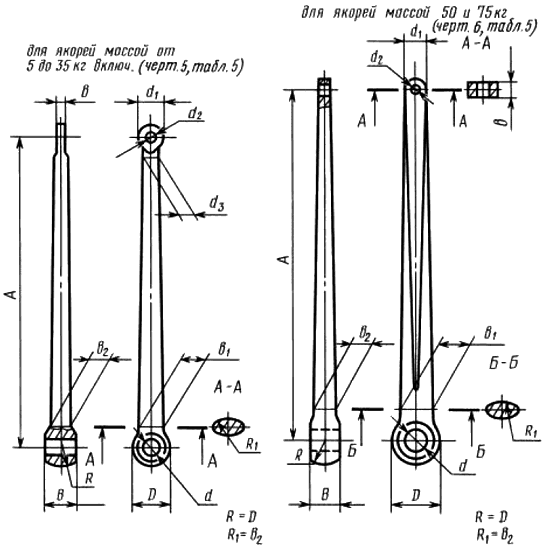
Таблица 5
Размеры в мм
Масса якоря, кг | A | B | b | b | b | D | d | d | d | d |
5 | 400 | 38 | 16 | 36 | 28 | 48 | 24 | 36 | 18 | 20 |
10 | 520 | 46 | 16 | 45 | 35 | 56 | 28 | 36 | 18 | 25 |
15 | 600 | 50 | 20 | 52 | 40 | 72 | 36 | 46 | 21 | 28 |
25 | 690 | 52 | 28 | 58 | 38 | 85 | 42 | 48 | 24 | 26 |
35 | 760 | 60 | 32 | 66 | 48 | 95 | 47 | 54 | 28 | 32 |
50 | 840 | 65 | 36 | 75 | 50 | 102 | 50 | 64 | 32 | - |
75 | 950 | 70 | 41 | 88 | 58 | 106 | 53 | 72 | 34 | - |
Веретено
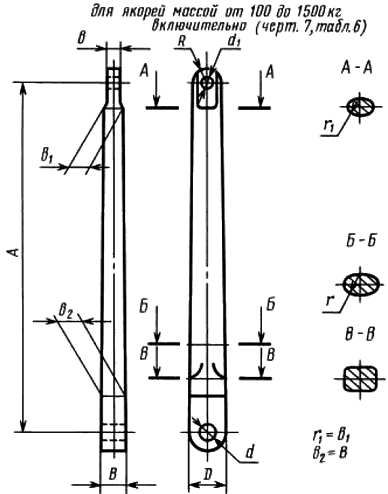
Черт.7
Таблица 6
Размеры в мм
Масса якоря, кг | A | B | b | b | D | d | d | R | r |
100 | 1060 | 70 | 41 | 50 | 116 | 54 | 34 | 36 | 70 |
125 | 1130 | 75 | 44 | 52 | 124 | 60 | 36 | 37 | 70 |
150 | 1190 | 80 | 44 | 54 | 130 | 65 | 36 | 38 | 82 |
200 | 1300 | 88 | 49 | 58 | 140 | 70 | 38 | 42 | 88 |
250 | 1390 | 96 | 49 | 68 | 150 | 75 | 38 | 48 | 93 |
300 | 1480 | 104 | 53 | 76 | 160 | 80 | 44 | 55 | 103 |
400 | 1630 | 116 | 60 | 82 | 170 | 85 | 49 | 58 | 106 |
500 | 1750 | 128 | 66 | 88 | 190 | 95 | 54 | 63 | 114 |
750 | 2000 | 145 | 72 | 95 | 210 | 105 | 58 | 69 | 128 |
1000 | 2170 | 160 | 90 | 108 | 240 | 120 | 71 | 78 | 142 |
1250 | 2280 | 180 | 90 | 116 | 260 | 130 | 71 | 83 | 150 |
1500 | 2370 | 200 | 103 | 122 | 280 | 140 | 86 | 88 | 160 |
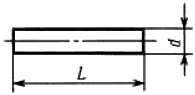
Ось (черт.8, табл.7)
Черт.8
Таблица 7
Размеры в мм
Масса якоря, кг | d | L | |
сварной якорь | литой якорь | ||
5 | 22 | 76 | - |
10 | 26 | 94 | - |
15 | 34 | 114 | - |
25 | 40 | 130 | 145 |
35 | 45 | 148 | 155 |
50 | 48 | - | 165 |
75 | 50 | - | 180 |
100 | 50 | - | 190 |
125 | 56 | - | 220 |
150 | 60 | - | 230 |
200 | 65 | - | 250 |
250 | 70 | - | 270 |
300 | 75 | - | 290 |
400 | 80 | - | 320 |
500 | 90 | - | 340 |
750 | 100 | - | 393 |
1000 | 115 | - | 420 |
1250 | 125 | - | 460 |
1500 | 135 | - | 480 |
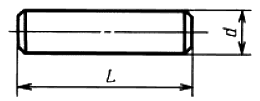
Штырь (черт.9, табл.8)
Черт.9
Таблица 8
Размеры в мм
Масса якоря, кг | d | L |
100 | 22 | 90 |
125 | 22 | 95 |
150 | 26 | 105 |
200 | 26 | 115 |
250 | 30 | 125 |
300 | 35 | 135 |
400 | 35 | 150 |
500 | 35 | 165 |
750 | 45 | 185 |
1000 | 45 | 205 |
1250 | 48 | 220 |
1500 | 55 | 235 |
(Измененная редакция, Изм. N 4).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Якоря должны быть изготовлены в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
2.2. Якоря должны соответствовать исполнению ОМ категории 1 по ГОСТ 15150.
2.3. Основные детали якорей должны быть изготовлены из материалов, указанных в табл.9.
Таблица 9
Наименование детали | Материал |
Лапа: | |
литая | Отливка 25Л-П ГОСТ 977 |
сварная | Ст3сп ГОСТ 380 |
Веретено | Отливка 25Л-П ГОСТ 977 Сталь 20 ГОСТ 1050 |
Штырь, ось | Сталь 20 ГОСТ 1050 Ст3сп ГОСТ 380 |
В технически обоснованных случаях допускается изготовление якорей из маломагнитных сталей по технической документации, утвержденной в установленном порядке.
(Измененная редакция, Изм. N 4).
2.4. Требования к поковкам - по ГОСТ 8479, группа IV; категория прочности КП20.
2.5. Требования к отливкам - по ГОСТ 977, группа II.
Предел текучести должен быть не менее 240 МПа (24 кгс/мм
),
относительное удлинение - не менее 19%,
временное сопротивление - не менее 450 МПа (45 кгс/мм
),
относительное сужение - не менее 30%,
ударная вязкость - не менее 0,004 Дж/м
(4 кгс/см
).
(Измененная редакция, Изм. N 1).
2.6. Класс точности размеров и масс отливок в зависимости от типоразмера якоря - по ГОСТ 26645.
Предельные отклонения:
размеров поковок - по II группе ГОСТ 7062;
размеров деталей, обрабатываемых резанием: Н14, h14, остальных - ![]() по ГОСТ 25347;
по ГОСТ 25347;
габаритных размеров якоря в сборе - ±3%;
массы - %.
(Измененная редакция, Изм. N 4).
2.7. На поверхностях литых деталей не допускаются газовые раковины, земляные шлаковые включения диаметром более 5 мм, глубиной более 5% толщины тела отливки, но не более 5 мм, при этом количество дефектов не должно превышать 3 шт. на площади 100 см. Дефекты, превышающие допустимые, должны быть исправлены электросваркой.
2.8. Якоря Матросова комплектуются якорными скобами по ГОСТ 765.
Штыри якорных скоб после сборки с якорем должны быть заплавлены электросваркой по периметру обоих торцов.
(Измененная редакция, Изм. N 4).
2.9. Типы и конструктивные элементы сварных соединений - по ГОСТ 5264; электроды типа Э42 - по ГОСТ 9467.
2.10. Якоря после испытаний и маркировки должны быть окрашены каменноугольным лаком марки А по ГОСТ 1709 в один слой и для кораблей в два слоя VII.4-OM1 по ГОСТ 9.032.
По согласованию с потребителем якоря могут поставляться неокрашенными.
(Измененная редакция, Изм. N 2).
2.11. Назначенный срок службы якорей до списания - 25 лет.
(Измененная редакция, Изм. N 3, 4).
3. ПРИЕМКА
3.1. Якоря принимают партиями или поштучно. За партию принимают якоря одного типоразмера, но не менее 5 шт.
3.2. Для проверки соответствия якорей требованиям настоящего стандарта предприятие-изготовитель должно проводить операционный контроль и приемосдаточные испытания.
3.3. При операционном контроле все детали якорей проверяются на соответствие требованиям пп.2.3-2.7, 2.9.
Литые лапы и веретена якорей дополнительно подвергают испытанию бросанием.
3.4. Приемосдаточным испытаниям должен подвергаться каждый якорь (при штучном изготовлении) или 5% якорей от партии, но не менее 2 шт., прошедших операционный контроль.
При приемосдаточных испытаниях якоря проверяют:
на соответствие требованиям пп.1.2 (масса, размеры А, В, Н, L и угол поворота лап); 2.1; 2.8; 2.9 (в части электродов); 2.10;
на прочность пробной нагрузкой:
литые - 5% от партии, но не менее 2 шт.;
сварные - 100%.
После испытания на прочность пробной нагрузкой проверяют поворачивание лап на полный угол в обе стороны.
3.5. Если при приемосдаточных испытаниях будут обнаружены якоря, не соответствующие требованиям настоящего стандарта, всю партию возвращают для разбраковки и проведения мероприятий по устранению дефектов.
При невозможности (нецелесообразности) устранения дефектов якоря окончательно бракуют и изолируют от годных.
После устранения дефектов проводят повторные испытания на удвоенном количестве якорей.
Результаты повторных испытаний считают окончательными.
(Измененная редакция, Изм. N 4).
3.6. Якорь считается принятым после нанесения клейма приемки.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Размеры якорей следует проверять сличением их с чертежами. Проверку следует производить измерительными инструментами, обеспечивающими требуемую технической документацией точность.
4.2. Марки материалов должны подтверждаться соответствующими документами.
4.3. Внешний вид, качество покрытия и маркировку следует проверять визуально.
4.4. Массу якорей следует проверять взвешиванием с погрешностью не более 1%.
4.5. Испытание отливок лап и веретен якорей массой 75 кг и более должно проводиться сбрасыванием на стальную плиту размерами не менее 100х1300х1300 мм, уложенную на утрамбованный грунт при температуре отливок не ниже 0°С, отливки лапы и веретена сбрасывают с высоты 4,5 м от нижней кромки детали, а для якорей массой 750 кг и более - с высоты 4 м. Лапа якоря должна сбрасываться на плиту пяткой, а веретено - в горизонтальном положении.
Затем лапы и веретена подвешивают и обстукивают молотком массой не менее 3 кг с целью выявления трещин и пустот, при этом должен получаться чистый металлический звук. В противном случае испытание должно быть повторено, результат повторного испытания считается окончательным.
4.6. При испытании якорей на прочность пробная нагрузка Р должна прикладываться с одной стороны к штатной якорной скобе, а с другой - к совместно закрепленным лапам якоря, как указано на черт.10.
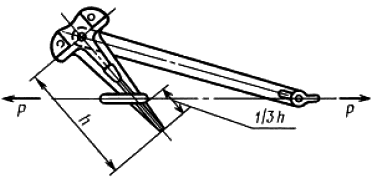
Черт.10
Якорь должен быть испытан при двух положениях лап: повернутых в одну сторону от веретена и в другую.
4.7. Пробная нагрузка должна соответствовать указанной в табл.10.
4.8. Перед приложением испытательной нагрузки на веретене якоря у скобы и на носке лапы кернером должны быть нанесены контрольные точки.
При испытании якорь должен быть предварительно в течение 5 мин нагружен нагрузкой, равной 50% пробной; затем нагрузка снижается до 10% пробной и измеряется расстояние между контрольными точками.
Таблица 10
Масса якоря, кг | Пробная нагрузка, кН (гс)* |
5 | 2,9 (0,3) |
10 | 5,9 (0,6) |
15 | 8,8 (0,9) |
25 | 14,7 (1,5) |
35 | 20,6 (2,1) |
50 | 29,4 (3,0) |
75 | 35,3 (3,6) |
100 | 41,2 (4,2) |
125 | 46,1 (4,7) |
150 | 52,0 (5,3) |
200 | 63,8 (6,5) |
250 | 75,5 (7,7) |
300 | 87,4 (8,9) |
400 | 110,8 (11,3) |
500 | 134,4 (13,7) |
750 | 193,2 (19,7) |
1000 | 240,3 (24,5) |
1250 | 299,2 (30,5) |
1500 | 358,0 (36,5) |
________________
* Текст документа соответствует оригиналу. - .
После этого нагрузка на якорь доводится до пробной и выдерживается в течение 5 мин; затем нагрузка снижается до 10% пробной и снова измеряется расстояние между контрольными точками. Увеличение расстояния между контрольными точками после испытания не должно превышать 0,5% от первоначального измерения.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На каждом якоре в указанном на чертеже месте должна быть нанесена маркировка, содержащая следующие данные:
в круглом приливе
товарный знак предприятия-изготовителя,
масса якоря,
обозначение настоящего стандарта;
в квадратном приливе
номер якоря по системе предприятия-изготовителя,
год изготовления.
5.2. Маркировку следует выполнять литьем, ударным способом или штамповкой.
Примечания:
1. Круглый прилив с маркировкой допускается изготовлять точным литьем или штамповкой с последующей приваркой.
2. Сварные якоря маркируют непосредственно на лапах ударным способом.
3. При сквозной нумерации якорей год изготовления допускается не маркировать.
5.3. На каждый якорь должен быть выдан документ о качестве.
5.4. Якоря массой до 15 кг включительно должны транспортироваться в деревянных ящиках типов II-I, II-2, V-1, V-2 по ГОСТ 2991. Крепление якорей в ящиках должно исключать возможность их смещения. Якоря массой свыше 15 кг транспортируют без упаковки. При погрузке на железнодорожный подвижной состав поставщиком должны соблюдаться требования ГОСТ 22235.
(Измененная редакция, Изм. N 4).
5.5. Якоря транспортируют транспортом всех видов в соответствии с правилами перевозки грузов, действующими на транспорте данного вида, и техническими условиями погрузки и крепления грузов, утвержденными МПС СССР. По железной дороге транспортирование якорей осуществляют на платформах.
5.4, 5.5. (Измененная редакция, Изм. N 3).
5.5а. Транспортная маркировка - по ГОСТ 14192 с указанием основных, дополнительных и информационных надписей, наносимых несмываемой краской на ярлык, надежно прикрепленный к грузу, не упакованному в тару, или на боковые стороны ящиков - при транспортировании якорей в упаковке.
5.5б. Формирование транспортных пакетов должно осуществляться по правилам перевозки грузов, действующим на соответствующем виде транспорта. Пакет должен формироваться на поддоне по ГОСТ 9078 и обвязываться лентой по ГОСТ 3560 или проволокой по ГОСТ 3282. Прочность обвязки должна обеспечивать сохранность формы пакета при транспортировании, а также при проведении погрузочно-разгрузочных и маневровых работ. Размеры и масса пакетов - по ГОСТ 24597.
5.5в. При отправке продукции в районы Крайнего Севера и приравненные к ним местности якоря массой до 50 кг должны упаковываться в ящики типов, указанных в п.5.4, с учетом требований ГОСТ 15846.
5.5а-5.5в. (Введены дополнительно, Изм. N 3).
5.6. Якоря должны храниться на площадках с твердым покрытием или в помещении.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель должен гарантировать соответствие якорей требованиям настоящего стандарта.
6.2. Гарантийный срок эксплуатации якорей Матросова - 2 года со дня ввода в эксплуатацию.
7. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
7.1. Поверхность якорей должна быть чистой, без заусенцев и острых кромок и окрашена в соответствии с п.2.10 настоящего стандарта.
7.2. Для транспортировки и установки на объект якорь поставляется со скобой.
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 2004
