ГОСТ 11265-73
Группа Д46
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КНЕХТЫ
Технические условия
Bitts. Specifications
МКС 47.020.50
ОКП 64 1210
Дата введения 1974-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 02.02.73 N 239
2. ВЗАМЕН ГОСТ 11265-65
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
5.4 | |
2.8 | |
2.8 | |
2.2 | |
2.2 | |
2.2 | |
2.6 | |
1.3.3 | |
2.4 | |
2.3 | |
2.3 | |
2.4 | |
5.3 | |
2.4 | |
5.6 | |
5.3 | |
5.3 | |
2.5 | |
1.3.3 |
4. Ограничение срока действия снято по протоколу N 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
5. ИЗДАНИЕ (декабрь 2003 г.) с Изменениями N 1, 2, 3, утвержденными в декабре 1979 г., мае 1984 г., апреле 1988 г. (ИУС 1-80, 9-84, 7-88).
Настоящий стандарт распространяется на кнехты швартовных и буксирных устройств, предназначенных для надводных кораблей, судов и плавсредств всех классов, типов и назначений.
Стандарт не распространяется на литые кнехты из легких сплавов.
Стандарт соответствует СТ СЭВ 1318-78 в части прямых сварных кнехтов с фундаментом типа II исполнения D и СТ СЭВ 1319-78 в части крестовых кнехтов сварных двухтумбовых типа I исполнения Б (см. справочное приложение 1).
(Измененная редакция, Изм. N 2).
1. ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Кнехты должны изготовляться двух типов:
I - крестовые;
II - прямые.
1.2. Крестовые кнехты должны изготовляться трех исполнений:
А - литые;
Б - сварные двухтумбовые;
В - сварные врезные однотумбовые.
1.2.1. Конструкция, основные размеры и масса литых кнехтов типа I должны соответствовать указанным на черт.1 и в табл.1.
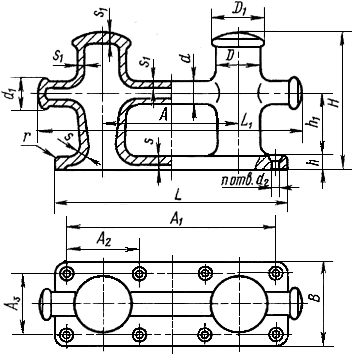
Вид снизу
Расположение отверстий для крепления при
монтаже шестью винтами
Черт.1
Таблица 1
Размеры, мм
| Наиболь- | Наибольшая длина окружности каната | Масса, кг, не более | ||||||||||||||||||
расти- | капро- | ||||||||||||||||||||
90 | 115 | 385 | 405 | 130 | 195 | 15 | 90 | 12 | 7 | 5 | 25 | 40 | 13 | 6 | 225 | 345 | 90 | 8,4 | 60 | 40 | 10 |
110 | 145 | 460 | 495 | 175 | 245 | 25 | 110 | 15 | 9 | 6 | 40 | 55 | 17 | 6 | 275 | 410 | 125 | 11,5 | 90 | 50 | 28 |
140 | 180 | 590 | 630 | 200 | 310 | 30 | 140 | 20 | 12 | 8 | 50 | 70 | 19 | 6 | 350 | 534 | 144 | 13,5 | 100 | 70 | 48 |
180 | 220 | 760 | 810 | 270 | 400 | 40 | 180 | 25 | 15 | 12 | 75 | 95 | 24 | 6 | 450 | 690 | 200 | 17,0 | 150 | 90 | 105 |
220 | 270 | 920 | 990 | 360 | 490 | 50 | 220 | 30 | 20 | 13 | 100 | 125 | 30 | 8 | 550 | 840 | 280 | 22,5 | 200 | 115 | 190 |
280 | 340 | 1180 | 1260 | 450 | 620 | 60 | 280 | 32 | 22 | 15 | 125 | 155 | 33 | 8 | 700 | 1090 | 360 | 28,0 | 250 | 150 | 290 |
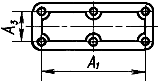
1.2.2. Основные параметры и размеры сварных двухтумбовых кнехтов типа I должны соответствовать указанным на черт.2 и в табл.2.
Черт.2
Таблица 2
Размеры, мм
Типоразмер | Наибольшее разрывное усилие в целом, кН | |||||||||||||
1 | 135 | 70 | 38 | 140 | 310 | 315 | 50 | 22 | 38 | 70 | 175 | 6 | 4 | 25 |
2 | 160 | 95 | 48 | 180 | 385 | 405 | 60 | 30 | 46 | 90 | 225 | 6 | 4 | 40 |
3 | 180 | 114 | 57 | 220 | 455 | 495 | 75 | 36 | 54 | 110 | 275 | 8 | 6 | 63 |
4 | 206 | 140 | 70 | 280 | 555 | 630 | 90 | 48 | 66 | 140 | 350 | 8 | 6 | 100 |
5 | 262 | 178 | 89 | 360 | 710 | 810 | 110 | 64 | 82 | 180 | 460 | 8 | 6 | 160 |
6 | 323 | 219 | 108 | 440 | 870 | 990 | 130 | 78 | 103 | 220 | 550 | 10 | 8 | 250 |
7 | 440 | 299 | 159 | 560 | 1140 | 1260 | 180 | 98 | 127 | 280 | 700 | 14 | 8 | 400 |
8 | 532 | 356 | 178 | 720 | 1430 | 1620 | 200 | 128 | 164 | 360 | 900 | 16 | 8 | 630 |
9 | 676 | 457 | 245 | 900 | 1800 | 2025 | 275 | 162 | 205 | 450 | 1125 | 18 | 10 | 1000 |
Продолжение табл.2
Размеры, мм
Типоразмер | Наибольший диаметр стального каната | Наибольшая длина окружности каната | Масса, кг, не более | |
растительного | синтетического | |||
1 | - | 40 | 30 | 9,5 |
2 | 8,4 | 60 | 40 | 15,0 |
3 | 11,5 | 90 | 50 | 27,0 |
4 | 13,5 | 100 | 70 | 42,0 |
5 | 17,0 | 150 | 90 | 75,0 |
6 | 22,5 | 200 | 115 | 130,0 |
7 | 28,0 | 250 | 150 | 300,0 |
8 | - | - | - | 520,0 |
9 | - | - | - | 950,0 |
Примечание. Двухтумбовые крестовые кнехты, поставляемые в страны - члены СЭВ, могут быть изготовлены с большей величиной высоты основания "".
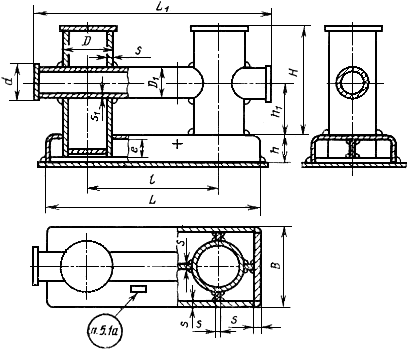
1.2.3. Основные параметры и размеры врезных однотумбовых кнехтов типа I должны соответствовать указанным на черт.2а и в табл.2а.
Черт.2а
Таблица 2а
Размеры, мм
Палуба | Наибольший диаметр стального каната | Наибольшая длина окружности каната | Масса, кг, не более | |||||||||||
без деревянного настила | с деревянным настилом | расти- тельного | синтети- | |||||||||||
140 | 170 | 40 | 230 | 90 | 290 | 150 | 8 | 4 | 32 | 45 | 13,5 | 100 | 70 | 12 |
180 | 215 | 70 | 290 | 112 | 350 | 172 | 8 | 4 | 38 | 55 | 17,0 | 150 | 90 | 20 |
219 | 265 | 90 | 367 | 228 | 427 | 308 | 10 | 5 | 57 | 75 | 22,5 | 200 | 115 | 38 |
1.2.1-1.2.3. (Измененная редакция, Изм. N 3).
1.3. Прямые кнехты должны изготовляться трех исполнений:
Г - литые;
Д - сварные с фундаментом;
Е - сварные врезные.
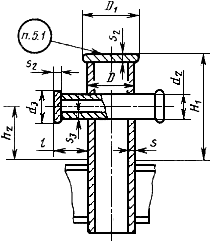
1.3.1. Конструкция, основные размеры и масса литых кнехтов типа II должны соответствовать указанным на черт.3 и в табл.3.
Вид снизу
Расположение отверстий для крепления при монтаже восемью и десятью винтами
Черт.3
Таблица 3
Размеры в мм
Наиболь- | Наиболь- шая длина окружности капронового каната | Масса, кг, не более | |||||||||||||||||
180 | 220 | 805 | 275 | 390 | 45 | 110 | 30 | 20 | 12 | 35 | 22 | 6 | 450 | 735 | - | 205 | 17,0 | 90 | 120 |
220 | 270 | 950 | 320 | 470 | 50 | 130 | 35 | 25 | 13 | 40 | 26 | 6 | 550 | 866 | - | 236 | 22,5 | 115 | 230 |
280 | 350 | 1230 | 410 | 630 | 60 | 165 | 40 | 30 | 15 | 60 | 30 | 8 | 700 | 1126 | 373 | 306 | 28,0 | 150 | 442 |
360 | 450 | 1610 | 520 | 800 | 65 | 205 | 45 | 35 | 20 | 80 | 39 | 10 | 900 | 1490 | 475 | 400 | 37,5 | 200 | 754 |
450 | 540 | 1975 | 630 | 830 | 70 | 210 | 50 | 40 | 20 | 90 | 39 | 10 | 1125 | 1855 | 590 | 510 | 45,0 | 225 | 1270 |
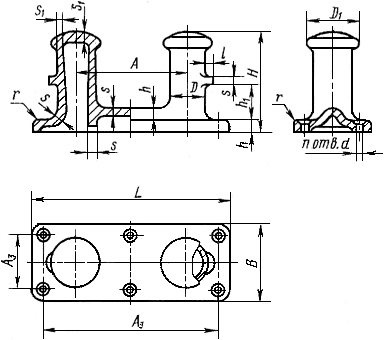
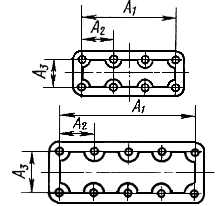
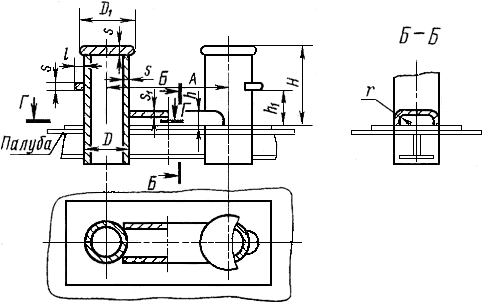
1.3.2. Конструкция, основные размеры и масса сварных кнехтов с фундаментом типа II должны соответствовать указанным на черт.4 и в табл.4.
Черт.4
Таблица 4
Размеры, мм
Типоразмер |
| Наибольшее разрывное усилие каната в целом, кН | Наибольший диаметр стального каната | ||||||||||
1 | 135 | 70 | 112 | 310 | 22 | 38 | 37 | 175 | 20 | 30 | 6 | 25 | - |
2 | 160 | 95 | 144 | 385 | 30 | 46 | 48 | 225 | 25 | 35 | 6 | 40 | - |
3 | 180 | 114 | 176 | 455 | 36 | 54 | 59 | 275 | 30 | 40 | 8 | 63 | - |
4 | 206 | 140 | 224 | 555 | 48 | 66 | 75 | 350 | 35 | 50 | 8 | 100 | 13,5 |
5 | 262 | 178 | 288 | 710 | 64 | 82 | 96 | 450 | 45 | 65 | 8 | 160 | 17,0 |
6 | 323 | 219 | 357 | 870 | 78 | 103 | 119 | 550 | 55 | 80 | 10 | 250 | 22,5 |
7 | 440 | 299 | 473 | 1140 | 98 | 127 | 153 | 700 | 70 | 100 | 14 | 400 | 28,0 |
8 | 532 | 356 | 616 | 1430 | 128 | 164 | 192 | 900 | 90 | 130 | 16 | 630 | 37,5 |
9 | 676 | 457 | 715 | 1800 | 162 | 205 | 238 | 1125 | 110 | 165 | 18 | 1000 | 45,0 |
10 | 830 | 560 | 900 | 2200 | 195 | 250 | 300 | 1375 | 140 | 200 | 24 | 1600 | 56,0 |
Продолжение табл.4
Размеры, мм
Типоразмер | Наибольшая длина окружности каната | Масса, кг, не более | |
растительного | синтетического | ||
1 | 40 | 30 | 8 |
2 | 60 | 40 | 12 |
3 | 90 | 50 | 22 |
4 | 100 | 70 | 33 |
5 | 150 | 90 | 59 |
6 | 200 | 115 | 100 |
7 | 250 | 150 | 245 |
8 | 300 | 200 | 430 |
9 | 325 | 225 | 770 |
10 | 350 | 275 | 1550 |
Примечание. Двухтумбовые кнехты, поставляемые в страны - члены СЭВ, могут быть изготовлены с большей величиной высоты основания .
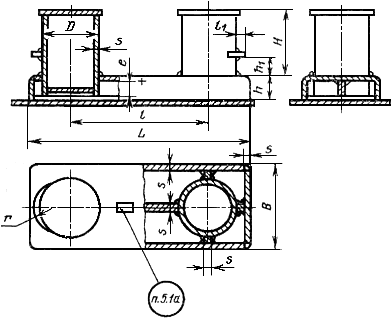
1.3.3. Конструкция, основные размеры и масса врезных сварных кнехтов типа II должны соответствовать указанным на черт.5 и в табл.5.
Черт.5
Таблица 5
Размеры, мм
Палуба |
| Наибольший диаметр стального каната | Наибольшая длина окружности каната | Масса, кг, не более | ||||||||||
без деревянного настила | с деревянным настилом | капронового | ||||||||||||
140 | 170 | 230 | 25 | 75 | 290 | 85 | 135 | 8 | 8 | 30 | 350 | 13,5 | 70 | 32 |
180 | 215 | 290 | 30 | 93 | 350 | 90 | 153 | 8 | 8 | 35 | 450 | 17,0 | 90 | 49 |
219 | 265 | 367 | 40 | 120 | 427 | 100 | 180 | 10 | 8 | 40 | 550 | 22,5 | 115 | 80 |
299 | 355 | 523 | 50 | 155 | 583 | 110 | 215 | 14 | 10 | 60 | 700 | 28,0 | 150 | 210 |
377 | 450 | 676 | 60 | 200 | 736 | 120 | 260 | 16 | 10 | 80 | 900 | 37,5 | 200 | 346 |
450 | 550 | 705 | 80 | 220 | 765 | 140 | 280 | 18 | 10 | 90 | 1125 | 45,0 | 225 | 500 |
560 | 675 | 720 | 90 | 283 | 780 | 150 | 343 | 24 | 12 | 120 | 1375 | 56,0 | 275 | 1060 |
650 | 780 | 840 | 110 | 340 | 900 | 170 | 400 | 30 | 12 | 150 | 1625 | 65,0 | 300 | 1760 |
Примечание к табл.1-5. Кнехты рассчитаны применительно для стальных канатов по ГОСТ 30055 с пределом прочности проволоки при растяжении 1400-1600 МПа (140-160 кгс/мм); для растительных канатов: пеньковых, сизальских для капроновых канатов - по ГОСТ 30055.
Прочность кнехтов определяется наибольшим разрывным усилием каната в целом.
1.3.1-1.3.3. (Измененная редакция, Изм. N 2, 3).
1.4. Коды ОКП приведены в приложении 2.
(Введен дополнительно, Изм. N 2).
1.5. Примеры условного обозначения в конструкторской документации и при заказе:
Кнехта типа I, литого, с диаметром тумбы =140 мм, чугунного, для эксплуатации со стальными и растительными канатами:
Кнехт 1 А-140 ЧУГ ГОСТ 11265-73
То же, для эксплуатации с синтетическими канатами:
Кнехт 1 А-140 ЧУГ С ГОСТ 11265-73
Кнехта типа I, крестового сварного двухтумбового с диаметром тумбы =180 мм для эксплуатации со стальными и растительными канатами:
Кнехт 1 Б-180 ГОСТ 11265-73
То же, поставляемого в страны-члены СЭВ:
Кнехт двойной крестовый 5 СТ СЭВ 1319-78
То же, с большей высотой основания по сравнению с указанной в таблице 2, равной 150 мм:
Кнехт двойной крестовый 5-150 СТ СЭВ 1319-78
Кнехта типа I, сварного врезного однотумбового, с диаметром тумбы =180 мм, для эксплуатации со стальными и растительными канатами:
Кнехт 1 В-180 ГОСТ 11265-73
Кнехта типа II литого, с диаметром тумбы =280 мм, чугунного, для эксплуатации со стальными и растительными канатами:
Кнехт II Г-280 ЧУГ ГОСТ 11265-73
Кнехта типа II, сварного с фундаментом, с диаметром тумбы =180 мм для эксплуатации со стальными и растительными канатами:
Кнехт II Д-180 ГОСТ 11265-73
То же, поставляемого в страны-члены СЭВ:
Кнехт двойной 5 СТ СЭВ 1318-78
То же, с большей высотой основания по сравнению с указанной в табл.5, равной 150 мм:
Кнехт двойной 5-150 СТ СЭВ 1318-78
Кнехта типа II, сварного врезного, с диаметром тумбы =450 мм, для эксплуатации со стальными и растительными канатами:
Кнехт II Е-450 ГОСТ 11265-73
(Введен дополнительно, Изм. N 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Кнехты должны изготовляться в соответствии с требованиями настоящего стандарта по конструкторской документации, утвержденной в установленном порядке.
2.2. Литые кнехты должны изготовляться из чугуна марки СЧ 18 по ГОСТ 1412.
Сварные кнехты, применяемые внутри страны, должны изготовляться из стали марки ВСт 3сп ГОСТ 380*, стали марки 20 ГОСТ 1050.
______________
* На территории Российской Федерации действует ГОСТ 380-2005. - .
2.3. Тумбы кнехтов диаметром 650 мм должны изготовляться из листового проката, при этом допускается не более двух диаметрально противоположных стыковых швов.
Тумбы других сварных кнехтов и поперечины должны изготовляться из труб по ГОСТ 8732 и ГОСТ 8734.
Допускается изготовление тумб кнехтов из листового материала, либо замена труб в соответствии с табл.6.
Таблица 6
Размеры, мм
Размеры труб, предусмотренные настоящим стандартом | Допускаемая замена труб |
9х56 | 89х8 |
114х6 | 108х8 |
140х6 | 146х6 |
140х8 | 146х6 |
159х10 | 159х12 |
219х10 | 219х9 |
299х14 | 299х12 |
377х16 | 377х14 |
Основание сварных кнехтов из листовой стали, с приварными к нему боковыми щитками и усиленными ребрами жесткости.
2.4. Сварку следует производить сварочными материалами с механическими свойствами не ниже механических свойств электродов типа Э42 по ГОСТ 9467. Конструктивные элементы сварных швов - по ГОСТ 14771, допускаются - по ГОСТ 5264.
Контроль сварных соединений следует проводить внешним осмотром и измерением по нормативно-технической документации, утвержденной в установленном порядке.
2.5. Класс точности размеров и массы отливок кнехтов должен назначаться по ГОСТ 26645 в зависимости от их типоразмера.
Неуказанные предельные отклонения остальных размеров - по конструкторской документации, утвержденной в установленном порядке.
2.1-2.5. (Измененная редакция, Изм. N 3).
2.6. Параметры шероховатости рабочей поверхности кнехтов для эксплуатации со стальными и растительными канатами должна быть не более 500 мкм, с синтетическими -
не более 10 мкм по ГОСТ 2789.
2.7. На рабочих поверхностях кнехтов все имеющиеся дефекты должны быть исправлены электросваркой с последующей зачисткой.
На нерабочих поверхностях допускается оставлять без исправления отдельные дефекты, размеры, количество и расположение которых - по конструкторской документации, утвержденной в установленном порядке.
2.8. Наружные поверхности кнехтов после маркировки должны иметь защитное покрытие по конструкторской документации, утвержденной в установленном порядке. Внешний вид - по VI классу ГОСТ 9.032, при условии эксплуатации по группе ОМ 1 ГОСТ 9.104.
2.9. Назначенный срок службы кнехтов до заводского ремонта - 10 лет. Назначенный срок службы кнехтов до списания - 25 лет.
2.7-2.9. (Измененная редакция, Изм. N 3).
3. ПРИЕМКА
3.1. Для проверки соответствия кнехтов требованиям настоящего стандарта предприятие-изготовитель должно проводить приемосдаточные испытания.
Кнехты для приемки представляют партиями. Партия должна состоять из кнехтов одного типоразмера из материала одной плавки или кнехтов, изготовленных из материала по одному сертификату.
(Измененная редакция, Изм. N 3).
3.2. При приемке кнехты подвергают сплошному контролю на соответствие требованиям пп.1.1; 1.2.1 (размеры ,
,
,
,
); п.1.2.2 (размеры
,
,
,
,
,
,
); п.1.2.3 (размеры
,
,
); п.1.3.1 (размеры
,
,
,
,
); п.1.3.2 (размеры
,
,
,
,
,
,
); п.1.3.3 (размеры
,
,
,
,
); пп.2.1; 2.2; 2.5
2,8; 5.1 и 5.1a.
(Изме
ненная редакция, Изм. N 2).
3.3. Для проверки соответствия остальных размеров, а также массы требованиям настоящего стандарта отбирают 5% кнехтов от партии (но не менее 2 шт.).
3.4. Соответствие кнехтов требованиям по пп.2.3 и 2.4 проверяют при проведении операционного контроля.
3.5. Если при приемке по пп.3.2 и 3.3 будут обнаружены кнехты, не соответствующие требованиям настоящего стандарта, партию возвращают для устранения дефектов. После устранения дефектов проводят повторные испытания.
Результаты повторных испытаний считают окончательными.
(Измененная редакция, Изм. N 2).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Контроль конструкции и размеров проводят сличением с чертежами и измерением размеров измерительным инструментом, обеспечивающим требуемую чертежами точность.
4.2. Качество материалов проверяют по сертификатам.
4.3. Контроль качества покрытия и маркировку кнехтов проводят внешним осмотром.
4.4. Шероховатость наружной поверхности кнехтов проверяют сравнением с эталонами чистоты обработки.
4.5. Контроль массы кнехтов проводят взвешиванием на весах.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Каждый кнехт должен иметь маркировку, содержащую:
товарный знак предприятия-изготовителя;
условное обозначение кнехта;
номер кнехта по системе предприятия-изготовителя;
наибольшее разрывное усилие расчетного каната, кгс.
5.1а. На каждом кнехте, поставляемом в страны - члены СЭВ, должна быть нанесена маркировка, содержащая следующие данные:
товарный знак предприятия-изготовителя;
обозначение типоразмера кнехта;
наибольшее разрывное усилие каната в целом;
обозначение стандарта СЭВ.
5.2. Маркирование выполняют литьем или ударным способом.
5.2а. Кнехты, загрунтованные по п.2.8, консервации и упаковке не подлежат.
(Введен дополнительно, Изм. N 3).
5.3. Кнехты транспортируют транспортом всех видов на открытых транспортных средствах в соответствии с правилами перевозки грузов и техническими условиями погрузки и крепления грузов, действующими на транспорте соответствующего вида.
Кнехты транспортируют в поддонах типа 4Я по ГОСТ 9570.
Для железнодорожных перевозок должны применяться поддоны складной (разборной) конструкции.
Требования к транспортированию кнехтов в поддонах и к маркировке транспортной тары (транспортных пакетов) - по ГОСТ 19848.
Допускается транспортировать кнехты в контейнерах по ГОСТ 18477. Загрузка контейнеров должна проводиться до полной грузоподъемности.
Укладка и раскрепление кнехтов в контейнере должны исключать механические повреждения и обеспечивать сохранность кнехтов при транспортировании.
(Измененная редакция, Изм. N 3).
5.3а. (Исключен, Изм. N 3).
5.3б. Дополнительные требования к упаковке при отправке кнехтов в районы Крайнего Севера и труднодоступные районы не предъявляются.
5.3б, 5.4. В каждое грузовое место должна быть вложена этикетка в соответствии с ГОСТ 2.601*.
______________
* На территории Российской Федерации действует ГОСТ 2.601-2006. - .
(Измененная редакция, Изм. N 3).
5.5. (Исключен, Изм. N 3).
5.6. Кнехты хранят по условиям хранения 9 (открытые площадки) ГОСТ 15150.
(Измененная редакция, Изм. N 3).
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие качества кнехтов требованиям настоящего стандарта при соблюдении потребителем условий эксплуатации и хранения, установленных стандартом.
Гарантийный срок эксплуатации - 24 мес со дня ввода в эксплуатацию.
(Измененная редакция, Изм. N 2, 3).
ПРИЛОЖЕНИЕ 1
(справочное)
ИНФОРМАЦИОННЫЕ ДАННЫЕ СООТВЕТСТВИЯ ГОСТ 11265-73, СТ СЭВ 1318-78 и СТ СЭВ 1319-78
Требования | ГОСТ 11265 | СТ СЭВ 1318 | СТ СЭВ 1319 |
1. Привести в соответствие чертеж, обозначения и таблицу двухтумбовых сварных крестовых кнехтов | Черт.2 и табл.2 (п.1.2.2) приведены в соответствие с СТ СЭВ 1319 | - | Чертеж и таблица соответствуют ГОСТ |
2. Привести в соответствие чертеж, обозначения и таблицу двухтумбовых сварных прямых кнехтов | Черт.4 и табл.4 (п.1.3.2) приведены в соответствие с СТ СЭВ 1318 | Чертеж и таблица соответствуют ГОСТ | - |
3. Прочность кнехтов | Определяется наибольшим разрывным усилием каната в целом | ||
(примечания к табл.1-5) | (п.1.3) | (п.1.3) | |
4. Технические требования | Пп.2.1, 2.3, 2.4 | Пп.2.1, 2.3 | Пп.2.1, 2.3 |
5. Маркировка | П.5.1а | П.2.6 | П.2.6 |
ПРИЛОЖЕНИЕ 2
(справочное)
КОДЫ ОКП КНЕХТОВ
Тип и исполнение | Диаметр тумбы | Материал | Код ОКП кнехтов | ||
поставляемых на внутренний рынок | поставляемых на экспорт | ||||
для стальных и растительных канатов | для синтетических канатов | ||||
I литой | 90 | Чугун | 64 1211 230 910 | 64 1211 330 906 | - |
110 | " | 64 1211 231 005 | 64 1211 331 002 | ||
140 | " | 64 1211 231 105 | 64 1211 331 101 | ||
180 | " | 64 1211 231 204 | 64 1211 331 200 | ||
220 | " | 64 1211 231 303 | 64 1211 331 310 | ||
280 | " | 64 1211 231 402 | 64 1211 331 409 | ||
I сварной двухтумбовый | 70 | Сталь | 64 1211 111 500 | 64 1211 333 405 | 64 1212 8101 00 |
95 | " | 64 1211 110 909 | 64 1211 332 110 | 64 1212 8102 10 | |
114 | " | 64 1211 111 005 | 64 1211 332 209 | 64 1212 8103 09 | |
140 | " | 64 1211 111 104 | 64 1211 332 308 | 64 1212 8104 08 | |
178 | " | 64 1211 111 203 | 64 1211 332 407 | 64 1212 8105 07 | |
219 | " | 64 1211 111 302 | 64 1211 332 506 | 64 1212 8106 06 | |
299 | " | 64 1211 111 401 | 64 1211 332 605 | 64 1212 8107 05 | |
356 | " | 64 1211 111 610 | 64 1211 333 504 | 64 1212 8108 04 | |
457 | " | 64 1211 111 709 | 64 1211 333 603 | 64 1212 8109 03 | |
I сварной однотумбовый | 140 | Сталь | 64 1212 710 605* | 64 1212 710 902* | - |
64 1212 610 708** | 64 1212 611 002** | ||||
180 | " | 64 1212 710 704* | 64 1212 711 009* | ||
64 1212 610 807** | 64 1212 611 101** | ||||
219 | " | 64 1212 710 803* | 64 1212 711 108* | ||
64 1212 610 906** | 64 1212 611 200** | ||||
II литой | 180 | Сталь | 64 1212 230 905 | 64 1212 330 901 | - |
220 | " | 64 1212 231 001 | 64 1212 331 008 | ||
280 | " | 64 1212 231 100 | 64 1212 331 107 | ||
360 | " | 64 1212 231 210 | 64 1212 331 206 | ||
450 | " | 64 1212 231 309 | 64 1212 331 305 | ||
II сварной с фундаментом | 70 | Сталь | 64 1212 112 108 | 64 1212 122 600 | 64 1212 8104 03 |
95 | " | 64 1212 112 207 | 64 1212 122 710 | 64 1212 8105 02 | |
114 | " | 64 1212 112 306 | 64 1212 122 809 | 64 1212 8106 01 | |
140 | " | 64 1212 111 407 | 64 1212 120 505 | 64 1212 8107 00 | |
178 | " | 64 1212 111 506 | 64 1212 120 604 | 64 1212 8108 10 | |
219 | " | 64 1212 111 605 | 64 1212 120 703 | 64 1212 8109 09 | |
299 | " | 64 1212 111 704 | 64 1212 120 802 | 64 1212 8110 05 | |
356 | " | 64 1212 111 803 | 64 1212 120 901 | 64 1212 8111 04 | |
457 | " | 64 1212 111 902 | 64 1212 121 008 | 64 1212 8112 03 | |
560 | " | 64 1212 112 009 | 64 1212 121 107 | 64 1212 8113 02 | |
II сварной врезной | 140 | Сталь | 64 1212 511 303* | 64 1212 512 103* | - |
64 1212 411 307** | 64 1212 412 107** | ||||
180 | " | 64 1212 511 402* | 64 1212 512 202* | ||
64 1212 411 406** | 64 1212 412 206** | ||||
219 | " | 64 1212 511 501* | 64 1212 512 301* | ||
64 1212 411 505** | 64 1212 412 305** | ||||
299 | " | 64 1212 511 600* | 64 1212 512 400* | ||
64 1212 411 604** | 64 1212 412 404** | ||||
377 | " | 64 1212 511 710* | 64 1212 512 510* | ||
64 1212 411 703** | 64 1212 512 503** | ||||
450 | " | 64 1212 511 809* | 64 1212 512 609* | ||
64 1212 411 802** | 64 1212 412 602** | ||||
560 | " | 64 1212 511 908* | 64 1212 512 708* | ||
64 1212 411 901** | 64 1212 412 800** | ||||
64 1212 521 102* | 64 1212 521 906* | ||||
650 | " | 64 1212 420 801** | 64 1212 421 601** | ||
64 1212 512 004* | 64 1212 512 807* | ||||
64 1212 412 008** | 64 1212 412 800** | ||||
________________
* - палуба без деревянного настила.
** - палуба с деревянным настилом.
(Измененная редакция, Изм. N 2, 3).
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 2004
