ГОСТ 3779-55*
Группа П13**
__________________________________________
* В указателе "Национальные стандарты" 2007 год
группа П14. - .
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТОЛБИКИ КРЕШЕРНЫЕ МЕДНЫЕ
Дата введения 1955-10-01
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
УТВЕРЖДЕН Комитетом стандартов, мер и измерительных приборов 9/VII 1955 г.
ВЗАМЕН ГОСТ 3779-49 и ГОСТ 3780-49
* ПЕРЕИЗДАНИЕ (с изменениями, внесенными в стандарт). Апрель 1962 г.**
________________
** В указателе "Национальные стандарты", 2010 год информация не приводится. - .
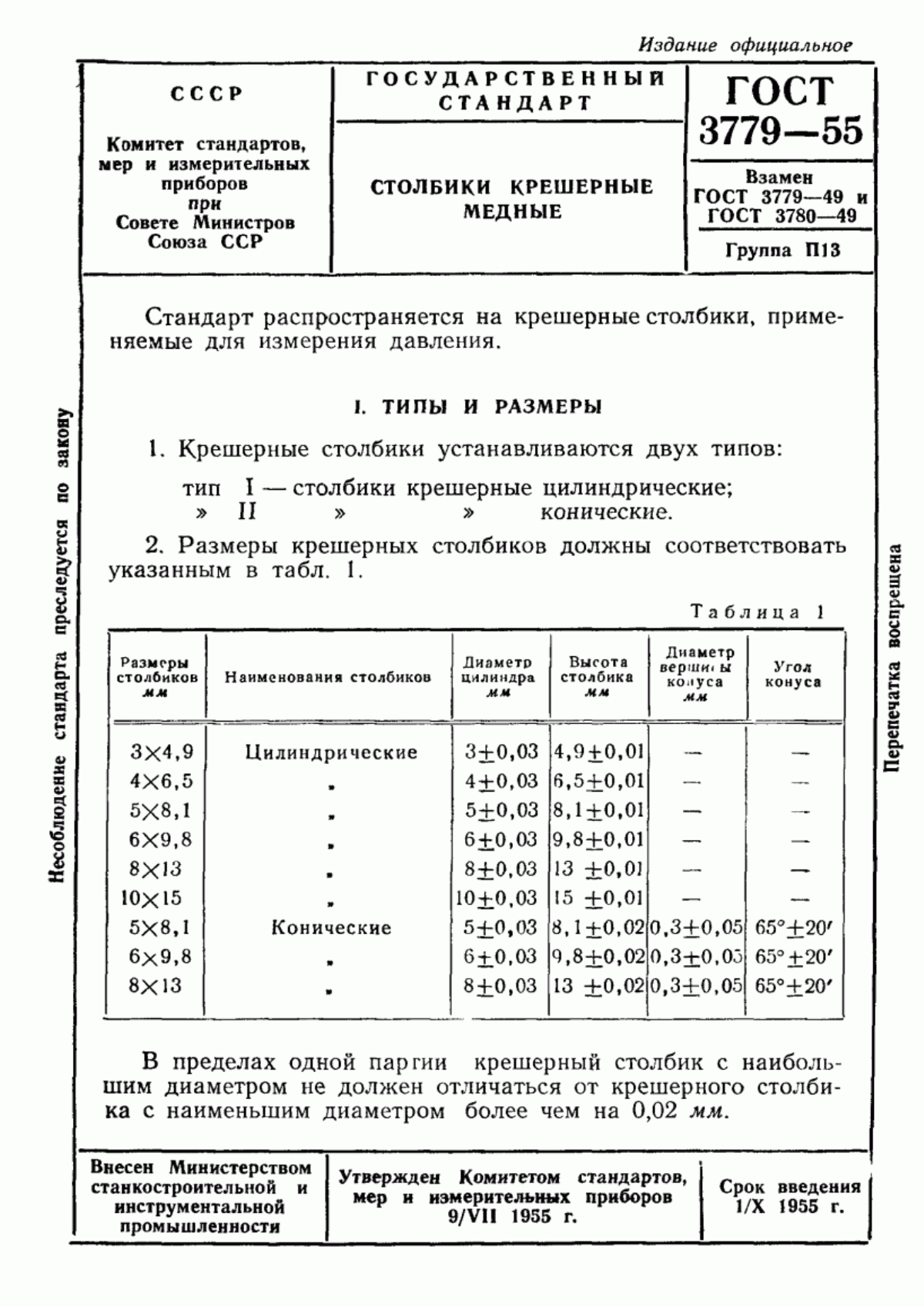
Стандарт распространяется на крешерные столбики, применяемые для измерения давления
I. ТИПЫ И РАЗМЕРЫ
1. Крешерные столбики устанавливаются двух типов:
тип I - столбики крешерные цилиндрические;
" II " " конические.
2. Размеры крешерных столбиков должны соответствовать указанным в табл.1.
Таблица 1
Размеры столбиков, мм | Наименования столбиков | Диаметр цилиндра, мм | Высота столбиков, мм | Диаметр вершины конуса, мм | Угол конуса |
3х4,9 | Цилиндрические | 3±0,03 | 4,9±0,01 | - | - |
4х6,5 | " | 4±0,03 | 6,5±0,01 | - | - |
5х8,1 | " | 5±0,03 | 8,1±0,01 | - | - |
6х9,8 | " | 6±0,03 | 9,8±0,01 | - | - |
8х13 | " | 8±0,03 | 13±0,01 | - | - |
10х15 | " | 10±0,03 | 15±0,01 | - | - |
5х8,1 | Конические | 5±0,03 | 8,1±0,02 | 0,3±0,05 | 65°±20' |
6х9,8 | " | 6±0,03 | 9,8±0,02 | 0,3±0,05 | 65°±20' |
8х13 | " | 8±0,03 | 13±0,02 | 0,3±0,05 | 65°±20' |
В пределах одной партии крешерный столбик с наибольшим диаметром не должен отличаться от крешерного столбика с наименьшим диаметром более чем на 0,02 мм
II. ТЕХНИЧЕСКИЕ УСЛОВИЯ
3. Крешерные столбики должны изготовляться из крешерной медной проволоки, соответствующей требованиям ГОСТ 4752-55*, и в соответствии с утвержденным технологическим регламентом.
_______________
* Действует ГОСТ 4752-79. - .
Каждая партия крешерных столбиков должна изготовляться из одной партии крешерной проволоки.
4. Чистота обработки торцовых и образующих поверхностей столбиков должна соответствовать классу не ниже 6 по ГОСТ 2789-59*.
_______________
* Действует ГОСТ 2789-73. - .
Поверхность столбиков не должна иметь трещин, плен, пузырей и окалины.
Наплывы и заусенцы, образующиеся в процессе изготовления столбиков, должны быть удалены.
Единичные вмятины на поверхностях столбиков допускаются не более трех штук на каждую поверхность. Глубина вмятин не должна превышать 0,015 мм.
На цилиндрической части необжатых конических столбиков допускается уменьшение диаметра от зажима цангой не более чем на 0,03 мм от фактического размера диаметра данного столбика и на высоте, не превышающей цилиндрической части столбика со стороны торца.
5. Торцовые поверхности крешерных столбиков должны быть перпендикулярны оси цилиндра.
Допускаются перекосы торцовых поверхностей к образующей цилиндра, в сумме не превышающие 0,04 мм; при параллельном перекосе торцовых поверхностей - до 0,04 мм для каждой торцовой поверхности.
В случае непараллельного перекоса наибольшая высота столбика должна находиться в пределах высоты, указанной в табл.1 настоящего стандарта, а наименьшая высота может быть до 0,02 мм меньше наименьшей предельной высоты, указанной в той же таблице.
6. Каждая партия крешерных столбиков должна обладать определенной однородностью, жесткостью и соответствовать требованиям поверхностной прочности при обжатии.
7. Однородность и поверхностная прочность должны определяться при обжатии крешерных столбиков на прессе определенными грузами, причем каждым грузом обжимают по 10 отдельных столбиков.
Величины нагрузок и допустимые отклонения высот отдельных столбиков от средней высоты столбиков, обжатых одним и тем же грузом, должны соответствовать указанным в табл.2.
Таблица 2
Величины нагрузок, кгс |
| |||
Размеры столбиков, мм | Наименования столбиков | Пределы | Интервалы | Допускаемые отклонения столбиков от средней высоты, мм |
3х4,9 | Цилиндрические | 80-440 | 40 | ±0,03 |
4х6,5 | " | 380-780 | 40 | ±0,03 |
5х8,1 | " | 300-1000 | 100 | ±0,04 |
6х9,8 | " | 800-1800 | 100 | ±0,05 |
8х13 | " | 1400-3800 | 200 | ±0,06 |
10х15 | " | 3000-4000 | 200 | ±0,06 |
5х8,1 | Конические | 20, 60, 100, 200, 400, 600 и 800 | 40, 100 и 200 | ±0,05 |
6х9,8 | " | 20, 60, 100, 200, 400, 600, 800, 1000, 1400, 1800 | 40, 100, 200 и 400 | ±0,06 |
8х13 | " | 20, 60, 100, 200, 400, 600, 800, 1000, 1400, 2000 | 40, 100, 200, 400 и 600 | ±0,07 |
Поверхностная прочность при обжатии определяется по внешнему виду столбиков, обжатых на прессе. При этом на поверхности обжатых столбиков не должно быть наплывов, сборок и трещин.
8. Жесткость крешерных столбиков должна определяться путем обмера обжатых столбиков при испытании их на однородность и поверхностную прочность. Величины нагрузок при проверке жесткости столбиков и пределы допускаемых высот столбиков должны соответствовать указанным в табл.3 настоящего стандарта.
Таблица 3
Размеры столбиков, мм | Наименования столбиков | Величина нагрузок, кгс | Допускаемые высоты отдельных столбиков после обжатия, мм |
3х4,9 | Цилиндрические | 160 | 4,30-4,50 |
4х6,5 | " | 500 | 4,80-5,00 |
5х8,1 | " | 600 | 6,65-6,85 |
6х9,8 | " | 1200 | 6,95-7,25 |
8х13 | " | 2000 | 9,60-9,90 |
10х15 | " | 3000 | 11,30-11,50 |
5х8,1 | Конические | 400 | 5,45-5,75 |
6х9,8 | │ | 1000 | 5,25-5,50 |
8х13 | " | 1400 | 7,75-8,10 |
(Измененная редакция - "Информ. указатель стандартов" N 8, 1956 г).
9. Поставка крешерных столбиков производится без предварительного их обжатия и без таражных таблиц.
Таражные таблицы составляются заводом-изготовителем только по требованию заказчика, а предварительные обжатия столбиков производятся по согласованию между заказчиком и поставщиком.
В этом случае проверка столбиков на однородность, жесткость и поверхностную прочность должна производиться в процессе тарирования, производимого в соответствии с нормами, предусмотренными табл.4.
Таблица 4
Размеры столбиков, мм | Наименования столбиков | Площадь поршня крешерного прибора, см | Пределы тарирования, кгс/см | Интервалы | Допускаемые отклонения высоты отдельных столбиков |
3х4,9 | Цилиндрические | 0,2 | 400-2200 | 200 | ±0,03 |
4х6,5 | " | 0,2 | 1900-3900 | 200 | ±0,03 |
5х8,1 | " | 0,2 | 4000-5000 | 200 | ±0,04 |
5х8,1 | " | 0,5 | 600-1600 | 200 | ±0,04 |
6х9,8 | " | 0,5 | 1600-3600 | 200 | ±0,05 |
8х13 | " | 0,5 | 4000-6000 | 200 | ±0,06 |
8х13 | " | 1,0 | 1400-3800 | 200 | ±0,06 |
10х15 | " | 1,0 | 3000-4000 | 200 | ±0,06 |
5х8,1 | Конические | 0,2 | 100-4000 | 20, 40, 60, 80, 100, 150, 200, 250, 300, 400, 500, 600, 700, 800 | ±0,05 |
6х9,8 | " | 1,0 | 20-1600 | 20, 40, 60, 80, 150, 200, 250, 300, 350, 400, 500, 600, 700, 800, 900, 1000, 1200, 1400, 1600 | ±0,06 |
8х13 | " | 0,5 | 40-4000 | 20, 40, 60, 80, 100, 150, 200, 250, 300, 400, 500, 600, 700, 800, 900, 1000, 1200, 1400, 1600, 1800, 2000 | ±0,07 |
8х13 | " | 1,0 | 20-2000 | 20, 40, 60, 80, 100, 150, 200, 250, 300, 400, 500, 600, 700, 800, 900, 1000, 1200, 1400, 1600, 1800, 2000 | ±0,07 |
Площадь поршня крешерного прибора и пределы тарирования при составлении таражной таблицы должны указываться заказчиком.
По требованию заказчика, таражная таблица может быть составлена и при более узких интервалах и пределах против указанных в табл.4.
При составлении таражной таблицы обжимают 10 необжатых столбиков, отобранных из разных коробок, после чего обмеряют каждый столбик по высоте.
Полученное значение записывают в таблицу тарирования под соответствующей величиной груза.
Столбики, показавшие отклонения по высоте более чем указано в табл.4, отбраковывают и обжимают другие столбики, взятые из тех же коробок в соответствии с п.15.
В соответствии с данными таблицы тарирования составляют таражную таблицу, которую прилагают к партии столбиков вместе с паспортом.
Обжатие столбиков на прессе для составления таражной таблицы должно производиться в помещении с температурой воздуха 20±4 °С.
Перед обжатием столбики должны быть выдержаны в помещении, где установлен пресс, не менее 4 ч.
Температура воздуха в помещении, где производится обжатие столбиков, не должна изменяться за все время обжатия одной партии более чем на ±1 °С.
10. Тарирование крешерных столбиков для составления таражной таблицы и предварительное обжатие их перед применением для измерения давления должно производиться с выдержкой под каждым грузом:
10 сек - для столбиков с размерами 3х4,9 и 4х6,5 мм и
" 30 сек, - для столбиков всех остальных размеров.
III. ПРАВИЛА ПРИЕМКИ
11. Крешерные столбики должны быть приняты отделом технического контроля завода-изготовителя.
Завод-изготовитель должен гарантировать соответствие выпускаемых крешерных столбиков требованиям настоящего стандарта и сопровождать каждую партию документом установленной формы, удостоверяющим качество столбиков.
12. Крешерные столбики должны подвергаться следующим проверке и испытаниям:
а) на соответствие требованиям пп.2, 4 и 5 настоящего стандарта (проверяют 100% столбиков от партии);
б) на однородность, жесткость и поверхностную прочность путем обжатия столбиков в соответствии с пп.6, 7, 8 и 9 настоящего стандарта, причем вначале проверяется жесткость по табл.3.
13. При приемке представителем заказчика готовой партии крешерных столбиков для проверки их требованиям пп.2, 4 и 5, отбирают от 2 до 10% (но не менее 100 шт.) столбиков из разных коробок и проверяют внешним осмотром и обмером.
В случае несоответствия результатов проверки требованиям пп.2, 4 и 5 настоящего стандарта, партию столбиков возвращают заводу-изготовителю на исправление, после чего производят повторную проверку удвоенного количества образцов столбиков, взятых от той же партии.
Если и при повторной проверке будут получены результаты, не соответствующие требованиям стандарта хотя бы по одному показателю, вся партия подлежит забракованию.
14. При проверке соответствия партии крешерных столбиков таражной таблице, обжимают столбики грузами в пределах таражной таблицы.
Температура воздуха в помещении, где производится указанная проверка, не должна отличаться от температуры, при которой составлялась таражная таблица, более чем на ±1 °С.
Отклонения высот отдельных столбиков от высоты, указанной в таражной таблице, допускаются не более чем на 0,01 мм от величин, указанных в табл.4.
В случае несоответствия указанным требованиям, партия крешерных столбиков должна быть тарирована заново с составлением новой таражной таблицы.
15. Для испытания крешерных столбиков на однородность, их отбирают и обжимают согласно п.7 настоящего стандарта.
В случае получения неудовлетворительных результатов по однородности более чем на трех нагрузках, партия столбиков должна быть забракована.
При получении неудовлетворительных результатов по однородности менее чем на трех нагрузках, испытания повторяют на тех же нагрузках, на которых были получены неудовлетворительные результаты.
Если неудовлетворительные результаты будут получены при повторных испытаниях, партия столбиков должна быть забракована.
16. Поверхностная прочность столбиков должна проверяться путем осмотра их после обжатия по п.7.
При получении неудовлетворительных результатов обжимают еще 20 крешерных столбиков максимальными нагрузками в соответствии с табл.2.
При неудовлетворительных результатах повторных испытаний партию крешерных столбиков бракуют.
17. В случае получения неудовлетворительных результатов по жесткости крешерных столбиков, партию бракуют.
18. Партию крешерных столбиков, соответствующую требованиям пунктов 2, 4, 5, 6, 7 и 8 настоящего стандарта, допускают к предварительному обжатию (если оно производится заводом-изготовителем).
После предварительного обжатия производят 100%-ную проверку столбиков по высоте согласно табл.4 и по наружному виду согласно п.4. Столбики, не соответствующие настоящему стандарту, отбраковывают.
IV. МЕТОДЫ ИСПЫТАНИЙ
19. Обмер крешерных столбиков по диаметру и высоте должен производиться при помощи измерительных инструментов с ценой деления 0,01 мм.
Контроль диаметра цилиндрических и конических столбиков, а также контроль высоты и суммарного перекоса цилиндрических столбиков должен производиться: у столбиков с диаметрами 10, 8, 6 и 5 мм - не ближе 1,5 мм от края или торцовой поверхности, у столбиков с диаметрами 3 и 4 мм - не ближе 1 мм.
20. Диаметр площадки конуса конических столбиков должен проверяться путем сравнения с установленными образцами и в соответствии с размерами столбиков, предусмотренными табл.1, и не менее 5% столбиков на мерителе с ценой деления, равной 0,01 мм.
Угол конуса должен проверяться на выборку, но не менее чем у 20 столбиков от партии, на мерителе с точностью измерения, равной 2 мин.
21. Чистота поверхностей крешерных столбиков должна проверяться внешним осмотром в соответствии с установленными образцами
22. Соблюдение плоскостности торцовых поверхностей столбиков и перпендикулярности к образующей цилиндра должно проверяться при помощи аттестованных угольников.
V. МАРКИРОВКА И УПАКОВКА
23. Партия крешерных столбиков должна комплектоваться из столбиков, изготовленных из одной партии крешерной проволоки, в количествах, указанных в табл.5 настоящего стандарта.
Таблица 5
Размеры столбиков, мм | Наименования столбиков | Количество столбиков |
3х4,9 | Цилиндрические | 5000 |
4х6,5 | " | 5000 |
5х8,1 | " | 5000 |
6х9,8 | " | 3000 |
8х13 | " | 2000 |
10х15 | " | 1000 |
5х8,1 | Конические | 2000 |
6х9,8 | " | 2000 |
8х13 | " | 2000 |
По согласованию с представителем заказчика, разрешается комплектование столбиков в партии с меньшим количеством.
24. Крешерные столбики должны упаковываться в картонные или пластмассовые коробки с прикрепленной крышкой; в каждую коробку должно быть уложено по 100 столбиков. Способ укладки должен исключать всякую возможность их повреждений в коробках.
25. Уложенные в коробки столбики должны быть закрыты крышками и заклеены бумажной полосой. На крышках коробок должно быть указано:
а) наименование завода-изготовителя;
б) наименование столбиков, их размер и обозначение;
в) номера партий столбиков и крешерной проволоки;
г) дата изготовления столбиков (год);
д) номер таражной таблицы, площадь поршня крешерного прибора и величина предварительного обжатия (в случае составления таражной таблицы);
е) номер настоящего стандарта.
26. Коробки с уложенными в них столбиками должны быть упакованы в прочные деревянные ящики установленного образца с заполнением свободных мест в ящиках бумагой или древесными стружками.
27. На ящиках должно быть указано черной несмывающейся краской:
а) наименование завода-изготовителя;
б) наименование и обозначение столбиков;
в) размер столбиков;
г) количество столбиков;
д) номер настоящего стандарта;
е) "Осторожно".
Ящики должны быть запломбированы.
28. Хранение крешерных столбиков должно производиться в сухих и закрытых помещениях, исключающих возможность влияния различных кислот и паров.
Электронный текст документа
и сверен по:
М.: Стандартгиз, 1962
