ГОСТ 33532-2015
Группа Г23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПИЛЫ РАМНЫЕ И ТАРНЫЕ С РЕЖУЩИМИ ЭЛЕМЕНТАМИ, НАПЛАВЛЕННЫМИ СТЕЛЛИТОМ, ДЛЯ ВЕРТИКАЛЬНЫХ ЛЕСОПИЛЬНЫХ РАМ
Технические условия
Gang saw blades and mini gang saw blades with cutting elements welded by satellite for vertical gang-saws. Specifications
МКС 79.120.20
ОКП 39 5700
Дата введения 2017-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены".
Сведения о стандарте
1 РАЗРАБОТАН Открытым акционерным обществом "ВНИИИНСТРУМЕНТ" (ОАО "ВНИИИНСТРУМЕНТ")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 "Инструмент"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 сентября 2015 г. N 80-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркменистан | TM | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 8 июня 2016 г. N 570-ст межгосударственный стандарт ГОСТ 33532-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2017 г.
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемом информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ()
1 Область применения
Настоящий стандарт распространяется на рамные и тарные пилы, наплавленные износостойким литым сплавом (стеллитом), предназначенные для первичной продольной распиловки лесоматериалов хвойных и лиственных пород на вертикальных и тарных лесопильных рамах.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 1050-2013 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 1435-99 Прутки, полосы и мотки из инструментальной нелегированной стали. Общие технические условия
ГОСТ 2283-79 Лента холоднокатаная из инструментальной и пружинной стали. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 5524-75 Пилы для вертикальных лесопильных рам. Технические условия
ГОСТ 5950-2000 Прутки, полосы и мотки из инструментальной легированной стали. Общие технические условия
ГОСТ 7016-2013 Изделия из древесины и древесных материалов. Параметры шероховатости поверхности
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9013-59 (ИСО 6508-86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9378-93 (ИСО 2632-1-85, ИСО 2632-2-8) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 18088-83 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 19851-74 Лента резаная из холоднокатаного проката. Технические условия
ГОСТ 21449-75 Прутки для наплавки. Технические условия
ГОСТ 23677-79 Твердомеры для металлов. Общие технические требования
ГОСТ 23726-79 Инструмент металлорежущий и дереворежущий. Приемка
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Технические требования
3.1 Основные размеры
3.1.1 Пилы следует изготовлять двух типов:
1 - для вертикальных лесопильных рам;
2 - для тарных лесопильных рам.
Пилы типа 1 следует изготовлять двух исполнений:
1 - с планками;
2 - без планок.
3.1.2 Основные размеры и профиль зубьев пил типа 1, исполнений 1 и 2 должны соответствовать указанным на рисунке 1 и в таблице 1.
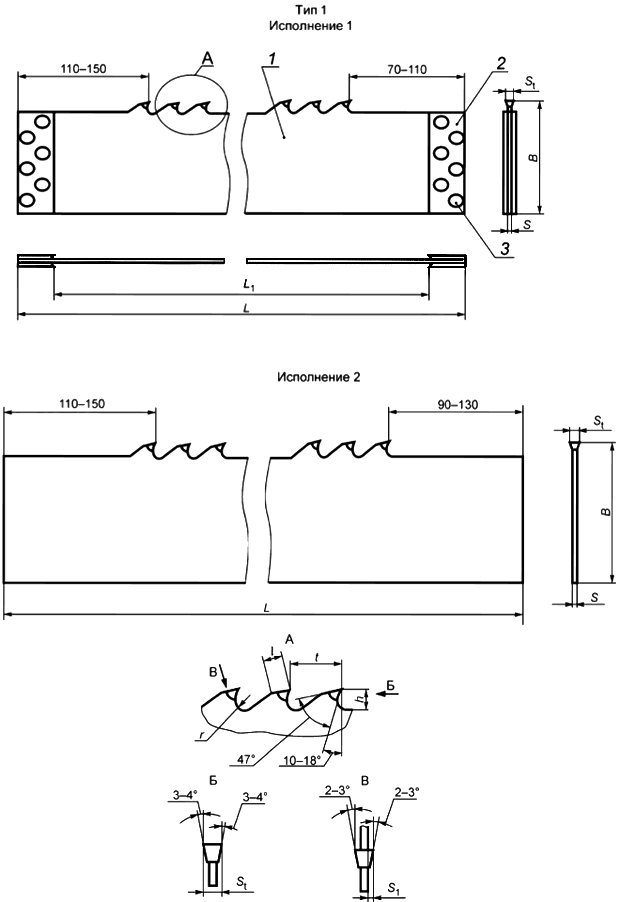
1 - пила,
2 - планка, 3 - заклепка
Рисунок 1
Таблица 1
В миллиметрах | ||||||||||
L | Исполнение 1 | Исполнение 2 | S | S | S | t | h | r | ||
L | В | В | ||||||||
1100 | 1040 | 180 | 160 | 3,2 | 1,6 | 0,8 | 18 | 12,5 | 8,0 | 3,5 |
3,6 | 1,8 | 0,9 | ||||||||
3,2 | 1,6 | 0,8 | 22 | 15,0 | 10,0 | 4,0 | ||||
3,6 | 1,8 | 0,9 | ||||||||
3,2 | 1,6 | 0,8 | 26 | 18,0 | 11,5 | 5,0 | ||||
3,6 | 1,8 | 0,9 | ||||||||
1250 | 1190 | 4,0 | 2,0 | 1,0 | 22 | 15,0 | 10,0 | 4,0 | ||
4,4 | 2,2 | 1,1 | ||||||||
4,0 | 2,0 | 1,0 | 26 | 18,0 | 11,5 | 5,0 | ||||
4,4 | 2,2 | 1,1 | ||||||||
4,7 | 2,5 | 1,1 | ||||||||
1400 | 1340 | 4,0 | 2,0 | 1,0 | 22 | 15,0 | 10,0 | 4,0 | ||
4,4 | 2,2 | 1,1 | ||||||||
4,0 | 2,0 | 1,0 | 26 | 18,0 | 11,5 | 5,0 | ||||
4,4 | 2,2 | 1,1 | ||||||||
32 | 22,0 | 14,0 | 6,0 | |||||||
1500 | 1440 | 26 | 18,0 | 11,5 | 5,0 | |||||
4,9 | 2,5 | 1,2 | ||||||||
4,4 | 2,2 | 1,1 | 32 | 22,0 | 14,0 | 6,0 | ||||
4,9 | 2,5 | 1,2 | ||||||||
4,4 | 2,2 | 1,1 | 26 | 18,0 | 11,5 | 5,0 | ||||
4,9 | 2,5 | 1,2 | ||||||||
4,4 | 2,2 | 1,1 | 32 | 22,0 | 14,0 | 6,0 | ||||
4,9 | 2,5 | 1,2 | ||||||||
4,4 | 2,2 | 1,1 | 40 | 27,5 | 17,5 | 7,5 | ||||
4,9 | 2,5 | 1,2 | ||||||||
1750 | 1690 | 26 | 18,0 | 11,5 | 5,0 | |||||
32 | 22,0 | 14,0 | 6,0 | |||||||
40 | 27,5 | 17,5 | 7,5 | |||||||
3.1.3 Основные размеры и профиль зубьев пил типа 2 должны соответствовать указанным на рисунке 2 и в таблице 2.
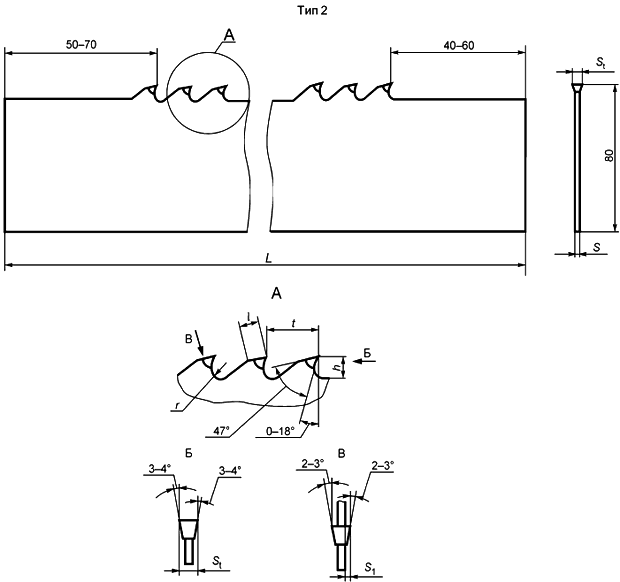
Рисунок 2
Таблица 2
В миллиметрах | |||||||
L | S | S | S | t | h | r | |
600 | 2,0 | 1,0 | 0,50 | 16 | 11 | 7 | 3 |
2,4 | 1,2 | 0,60 | |||||
2,7 | 1,4 | 0,65 | |||||
2,4 | 1,2 | 0,60 | 22 | 15 | 10 | 4 | |
2,7 | 1,4 | 0,65 | |||||
685 | 2,0 | 1,0 | 0,50 | 16 | 11 | 7 | 3 |
2,4 | 1,2 | 0,60 | |||||
2,7 | 1,4 | 0,65 | |||||
2,4 | 1,2 | 0,60 | 22 | 15 | 10 | 4 | |
2,7 | 1,4 | 0,65 | |||||
3.1.4 Размеры и формы планок и элементы их крепления для пил типа 1 исполнения 1 должны соответствовать ГОСТ 5524.
Пример условного обозначения пилы типа 1, исполнения 2, длиной L=1250 мм, шириной В=160 мм, толщиной S=4,0 мм, с шагом t=26 мм:
Пила 1-2-1250-160-4,0-26 ГОСТ 33532-2015
Пример условного обозначения пилы типа 2, длиной L=600 мм, толщиной S=2,4 мм, с шагом t=16 мм:
Пила 2-600-2,4-16 ГОСТ 33532-2015
3.2 Характеристики
3.2.1 Корпуса пил следует изготовлять из стали марки 9ХФ по ГОСТ 5950. Допускается изготовлять корпуса пил из сталей других марок, не уступающих по физико-механическим свойствам стали марки 9ХФ.
3.2.2 В качестве заготовки полотен пил следует применять холоднокатаную ленту, изготовленную по технической документации, утвержденной в установленном порядке.
3.2.3 На режущие зубья полотен пил должен быть наплавлен износостойкий слой марки Пр-В3К-Р по ГОСТ 21449. Допускается наплавка износостойкого слоя других марок, не уступающих марке Пр-В3К-Р по эксплуатационным показателям.
3.2.4 Твердость слоя, наплавленного на режущие зубья пил, должна быть не менее 48 HRC. Твердость полотен пил по всей длине должна быть 43 ... 47 HRC. Зоны термического влияния соседних зубьев пилы не должны перекрывать друг друга.
3.2.5 Требования к качеству полотен пил
Глубина обезуглероженного слоя на сторону не должна превышать норм по ГОСТ 2283:
0,06 мм - для пил толщиной до 2 мм;
0,08 мм - для пил толщиной свыше 2 мм.
3.2.6 Требования к материалу и твердости планок
Планки пил должны быть изготовлены из листовой углеродистой стали марок У6, У7, У8 по ГОСТ 1435 или стали марок 45 и 50 по ГОСТ 1050 твердостью 179 ... 241 НВ.
3.2.7 На пилах не должно быть трещин, волосовин, расслоений, плен, забоин, черновин, выкрошенных мест, прижогов и коррозии. Допускаются углубления от срезания зубьев на концах пил не более 1,0 мм. На боковых поверхностях пил допускаются мелкие единичные дефекты по ГОСТ 2283. Заусенцы по контуру зубьев после заточки не допускаются.
3.2.8 Боковые поверхности полотен пил - по ГОСТ 2283. При изготовлении пил из холоднокатаной стальной ленты с применением непрерывной ступенчатой закалки допускается выпуск пил с окисной пленкой, не препятствующей выявлению поверхностных дефектов.
3.2.9 Допуск прямолинейности полотна в поперечном направлении по всей ширине полотна пилы должен быть не более:
0,10 мм - при ширине пилы 80 мм,
0,15 мм - | " | " | " | 160 и 180 мм. |
3.2.10 Допуск прямолинейности полотна в продольном направлении на любом участке пилы длиной 500 мм должен быть не более:
0,3 мм - для пил типа 1;
0,5 мм - для пил типа 2.
3.2.11 Пилы должны быть выправлены. При правке на боковых поверхностях пил не допускаются следы от ударов молотком и вальцевания глубиной более:
0,05 мм - для пил типа 1;
0,03 мм - | " | " | " | 2. |
3.2.12 Пила типа 1, изогнутая под радиусом 1,75 м, на протяжении зубчатой кромки должна иметь с вогнутой стороны поперечную вогнутость 0,05-0,3 мм.
3.2.13 Неравномерность ширины пилы на длине зубчатого венца должна быть не более 1,0 мм. Допуск прямолинейности задней поверхности пилы должен быть не более 0,3 мм на 1 м длины для пил типа 1 и 0,2 мм - для пил типа 2. Допускается выпуклость задней поверхности пилы типа 1 не более 0,2 мм на 1 м длины; выпуклость задней поверхности пил типа 2 не допускается.
3.2.14 Параметры шероховатости поверхностей пил по ГОСТ 2789 должны быть, мкм, не более:
Rz 12,5 - для задних главных поверхностей заточенных зубьев;
Rz 6,3 - для передних поверхностей и задних вспомогательных поверхностей заточенных зубьев;
Ra 1,25 - для боковых поверхностей полотен пил.
3.2.15 Предельные отклонения размеров пил должны быть, мм, не более:
±2,0 - для длин L и L | ||||||||||
-5,0 - для ширины В пил типа 1; | ||||||||||
-3,0 - | " | " | " | " | типа 2; | |||||
±0,5 - для шага t и высоты зуба h; | ||||||||||
±0,12 - для толщины полотна пил типа 1 для S=1,6 и 1,8 мм; | ||||||||||
±0,13 - | " | " | " | " | " | " | " | 2,0 мм; | ||
±0,14 - | " | " | " | " | " | " | " | 2,2 мм; | ||
±0,15 - | " | " | " | " | " | " | " | 2,5 мм. | ||
Предельные отклонения толщины полотна пил типа 2 - по ГОСТ 19851 (группа А)
3.2.16 Предельные отклонения углов режущих элементов пил должны быть не более:
±2° - для передних углов и углов заострения;
±30' - для углов, номинальная величина которых не превышает 5°.
3.2.17 Предельные отклонения выступа наплавленных режущих элементов S относительно боковой поверхности корпуса пилы должны быть не более ±0,03 мм.
3.2.18 Средняя наработка до отказа и установленная безотказная наработка Т
пил, наплавленных износостойкими режущими элементами, при условиях испытаний, указанных в 5.7, должны быть не менее:
=1400 пог. м, Т
= 700 пог. м.
3.2.19 Критерием отказа пил является отклонение прямолинейности реза от плоскости пропила более чем 2 мм на 6 м длины распиливаемого материала.
3.2.20 Маркировка
3.2.20.1 На боковой поверхности каждой пилы должны быть четко нанесены:
- товарный знак предприятия-изготовителя;
- материал полотна пилы;
- толщина полотна пилы;
- ширина пилы;
- ширина зуба;
- длина пилы;
- шаг зубьев;
- материал режущей части.
Примечание - Допускается маркировка другой информации по требованию заказчика.
3.2.20.2 Маркировка потребительской тары и транспортная маркировка - по ГОСТ 18088.
3.2.21 Упаковка - по ГОСТ 18088.
4 Правила приемки
4.1 Приемка пил - по ГОСТ 23726.
4.2 Испытания пил на наработку до отказа проводят один раз в три года, на установленную безотказную наработку - один раз в год. Испытания проводят не менее чем на трех пилах любого типоразмера.
Допускается проводить испытания у потребителя.
5 Методы контроля и испытаний
5.1 Внешний вид пил контролируют визуально с помощью лупы ЛП-1-5 по ГОСТ 25706. Допускается контролировать внешний вид пил визуально сравнением с образцами, утвержденными в установленном порядке.
5.2 Контроль твердости режущих элементов и полотен пил - по ГОСТ 9013 с помощью твердомера ТР по ГОСТ 23677, планок - по ГОСТ 9012 с помощью твердомера ТБ по ГОСТ 23677.
5.3 Отклонение от прямолинейности в продольном направлении определяют с помощью поверочной линейки и щупов. Поверочную линейку накладывают на любом участке полотна пилы длиной 500 мм. Просвет между полотном пилы и поверхностью линейки должен быть не более указанного в 3.2.10.
5.4 Контроль поперечной вогнутости боковых поверхностей пил проводят наложением поверочной линейки посередине пилы.
5.5 Параметры шероховатости поверхностей пил проверяют сравнением с образцами шероховатости по ГОСТ 9378 или с образцами-эталонами, имеющими значения параметров шероховатости не более указанных в 3.2.14 и утвержденными в установленном порядке. Сравнение осуществляют визуально с применением лупы ЛП-1-5 по ГОСТ 25706.
5.6 При контроле размерных параметров пил применяют методы и средства измерения, погрешность которых должна быть не более:
- значений, указанных в ГОСТ 8.051, - при измерении линейных размеров;
- 35% допуска на проверяемый угол - при измерении угловых размеров;
- 25% допуска на проверяемый параметр - при контроле формы и расположения поверхностей.
5.7 Испытания пил на работоспособность, наработку до отказа и установленную безотказную наработку проводят на вертикальных и тарных лесопильных рамах, соответствующих установленным для них нормам точности, при обработке древесины хвойных пород на режимах, указанных в таблице 3.
Таблица 3
Тип пилы | 1 | 2 |
Скорость резания, двойной ход/мин | 280 | 420 |
Подача на зуб, мм/зуб, не более | 2,5 | |
Высота пропила, мм | 400 | 150 |
5.8 При испытании пил на работоспособность каждой пилой должно быть обработано не менее 50 м материала, после чего на режущих кромках не должно быть прижогов, трещин и сколов, а также прижогов на обрабатываемом материале.
5.9 Приемочные значения средней наработки до отказа =1600 пог. м, установленной безотказной наработки Т
=800 пог. м.
5.10 Критерием затупления пил является ухудшение шероховатости обработанных поверхностей, превышающее Rm 500 мкм по ГОСТ 7016.
6 Требования безопасности
6.1 Скорость резания не должна превышать указанную в 5.7.
6.2 Зубья пил типа 1 исполнений 1 и 2 должны иметь передний угол :
от 15° до 18° включительно - при распиловке лесоматериалов хвойных пород; | ||||||
от 10° до 14° | " | - | " | " | " | твердых лиственных пород и |
мерзлой древесины. | ||||||
6.3 Зубья пил типа 2 должны иметь передний угол :
от 12° до 18° включительно - при распиловке лесоматериалов хвойных пород; | ||||||
от 0° до 8° | " | - | " | " | " | твердых лиственных пород и |
мерзлой древесины. | ||||||
6.4 Работа с затупленными режущими кромками не допускается.
7 Транспортирование и хранение
Транспортирование и хранение - по ГОСТ 18088.
УДК 674.05:621.93:006.354 | МКС 79.120.20 | Г23 | ОКП 39 5700 |
Ключевые слова: пилы рамные и тарные, режущие элементы со стеллитом, технические условия | |||
Электронный текст документа
и сверен по:
, 2016
