ГОСТ 32413-2013
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ И ФАСОННЫЕ ЧАСТИ ИЗ НЕПЛАСТИФИЦИРОВАННОГО ПОЛИВИНИЛХЛОРИДА ДЛЯ СИСТЕМ НАРУЖНОЙ КАНАЛИЗАЦИИ
Технические условия
Unplasticized polyvinylchloride pipes and fittings for sewerage and drainage systems outside the buildings. Specifications
МКС 91.140.80,
83.140.30
Дата введения 2015-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила, рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН ООО "НТЦ Системы трубопроводов из полимерных материалов" при участии ООО "РусВинил"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 "Строительство"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 14 ноября 2013 г. N 44-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 30 декабря 2013 г. N 2383-ст межгосударственный стандарт ГОСТ 32413-2013 введен в действие в качестве национального стандарта Российской Федерации с 01 января 2015 г.
5 Настоящий стандарт соответствует международному стандарту ISO 4435:2003* Plastics piping systems for non-pressure underground drainage and sewerage - Unplasticized poly (vinyl chloride) (PVC-U) (Трубопроводы из пластмасс для безнапорных подземных систем канализации и дренажа - Непластифицированный поливинилхлорид (PVC-U) и европейскому стандарту EN 1401-1:2009 Plastics piping systems for non-pressure underground drainage and sewerage - Unplasticized poly (vinyl chloride) (PVC-U) - Part 1: Specifications for pipes, fittings and the system (Трубопроводы из пластмасс для безнапорных подземных систем канализации и дренажа - Непластифицированный поливинилхлорид (PVC-U) - Часть 1: Технические условия на трубы, фитинги и систему).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Степень соответствия - неэквивалентная (NEQ)
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты" ( по состоянию на 1 января текущего года), а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт распространяется на трубы и фасонные части из непластифицированного поливинилхлорида PVC-U (НПВХ) со сплошной стенкой, предназначенные для подземных безнапорных канализационных систем отвода сточных вод бытового и промышленного происхождения, а также поверхностных вод.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.3.030-83 Система стандартов безопасности труда. Переработка пластических масс. Требования безопасности
ГОСТ 17.2.3.02-78 Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями
ГОСТ 10-88 Нутромеры микрометрические. Технические условия
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 9142-90 Ящики из гофрированного картона. Общие технические условия
ГОСТ 9968-86 Метилен хлористый технический. Технические условия
ГОСТ 11358-89 Толщиномеры и стенкомеры индикаторные с ценой деления 0,01 и 0,1 мм. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15088-83 Пластмассы. Метод определения температуры размягчения термопластов по Вика
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 24157-80 Трубы из пластмасс. Метод определение стойкости при постоянном внутреннем давлении
ГОСТ 27077-86* Детали соединительные из термопластов. Методы определения изменения внешнего вида после прогрева
_______________
* На территории Российской Федерации действует ГОСТ Р ИСО 580-2008.
ГОСТ 27078-86 Трубы из термопластов. Методы определения изменения длины труб после прогрева
ГОСТ 29325-92* (ИСО 3126-74) Трубы из пластмасс. Определение размеров
_______________
* На территории Российской Федерации действует ГОСТ Р ИСО 3126-2007.
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) документом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 номинальный размер DN: Числовое обозначение размера элементов трубопровода, приблизительно равное производственным размерам в миллиметрах.
3.2 номинальный размер DN/OD: Номинальный размер, относящийся к наружному диаметру.
3.3 номинальный наружный диаметр , мм: Диаметр, назначенный для номинального размера DN/OD.
3.4 наружный диаметр , мм: Измеренный наружный диаметр трубы или трубного конца фасонной части в любом поперечном сечении, округленный в большую сторону до 0,1 мм.
3.5 средний наружный диаметр , мм: Измеренная наружная длина окружности трубы или трубного конца фасонной части в любом поперечном сечении, деленная на
(
3,142), округленная в большую сторону до 0,1 мм.
3.6 средний внутренний диаметр раструба , мм: Среднеарифметическое измерений внутреннего диаметра раструба в одном поперечном сечении.
3.7 овальность: Разность между измеренным максимальным и минимальным наружными диаметрами в одном и том же поперечном сечении трубы или трубного конца фасонной части.
3.8 толщина стенки , мм: Результат измерения толщины стенки в любой точке по окружности изделия.
3.9 средняя толщина стенки , мм: Среднеарифметическое нескольких измерений толщины стенки в точках, равномерно распределенных по окружности в одном поперечном сечении изделия, включая измеренные минимальное и максимальное значения толщины стенки в том же поперечном сечении.
3.10 стандартное размерное отношение SDR: Числовое обозначение серий труб приблизительно равное отношению номинального наружного диаметра к номинальной толщине стенки
.
3.11 номинальная кольцевая жесткость SN, кН/м: Числовое обозначение минимальной кольцевой жесткости труб и фасонных частей.
3.12 трубы и фасонные части со сплошной стенкой: Трубы и фасонные части с гладкой наружной и внутренней поверхностью, имеющие один состав по всей толщине стенки.
4 Основные параметры и размеры
4.1 Размеры труб
4.1.1 Средний наружный диаметр должен соответствовать таблице 1.
Таблица 1
В миллиметрах
Номинальный размер DN/OD | Номинальный наружный диаметр | Средний наружный диаметр | |
минимальный | максимальный | ||
110 | 110 | 110,0 | 110,3 |
125 | 125 | 125,0 | 125,3 |
160 | 160 | 160,0 | 160,4 |
200 | 200 | 200,0 | 200,5 |
250 | 250 | 250,0 | 250,5 |
315 | 315 | 315,0 | 315,6 |
(355) | 355 | 355,0 | 355,7 |
400 | 400 | 400,0 | 400,7 |
(450) | 450 | 450,0 | 450,8 |
500 | 500 | 500,0 | 500,9 |
630 | 630 | 630,0 | 631,1 |
(710) | 710 | 710,0 | 711,2 |
800 | 800 | 800,0 | 801,3 |
(900) | 900 | 900,0 | 901,5 |
1000 | 1000 | 1000,0 | 1001,6 |
| |||
4.1.2 Овальность, измеренная непосредственно после изготовления, должна быть не более 0,024.
4.1.3 Толщина стенки должна соответствовать таблице 2.
Допускается толщина стенки в любой точке не более 1,2, при условии, что средняя толщина стенки
не более
![]() .
.
Таблица 2
В миллиметрах
Номинальный наружный диаметр | Толщина стенки | |||||
SN 2 | SN 4 | SN 8 | ||||
|
|
| ||||
110 | - | - | 3,2 | 3,8 | 3,2 | 3,8 |
125 | - | - | 3,2 | 3,8 | 3,7 | 4,3 |
160 | 3,2 | 3,8 | 4,0 | 4,6 | 4,7 | 5,4 |
200 | 3,9 | 4,5 | 4,9 | 5,6 | 5,9 | 6,7 |
250 | 4,9 | 5,6 | 6,2 | 7,1 | 7,3 | 8,3 |
315 | 6,2 | 7,1 | 7,7 | 8,7 | 9,2 | 10,4 |
355 | 7,0 | 7,9 | 8,7 | 9,8 | 10,4 | 11,7 |
400 | 7,9 | 8,9 | 9,8 | 11,0 | 11,7 | 13,1 |
450 | 8,8 | 9,9 | 11,0 | 12,3 | 13,2 | 14,8 |
500 | 9,8 | 11,0 | 12,3 | 13,8 | 14,6 | 16,3 |
630 | 12,3 | 13,8 | 15,4 | 17,2 | 18,4 | 20,5 |
710 | 13,9 | 15,5 | 17,4 | 19,4 | 20,8 | 23,2 |
800 | 15,7 | 17,5 | 19,6 | 21,8 | 23,4 | 26,8 |
900 | 17,6 | 19,6 | 22,0 | 24,4 | - | - |
1000 | 19,6 | 21,8 | 24,5 | 27,2 | - | - |
Примечание - | ||||||
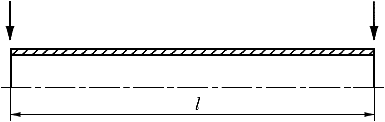
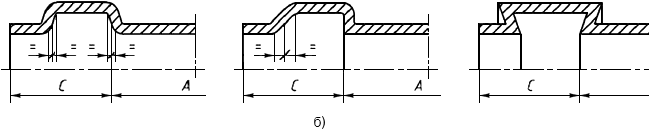
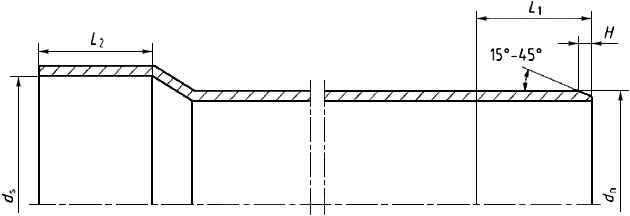
4.1.4 Длина труб (эффективная), измеренная в соответствии с рисунком 1, должна быть установлена изготовителем. Предельное отклонение длины составляет ±10 мм.

а) Труба с раструбом под уплотнительное кольцо

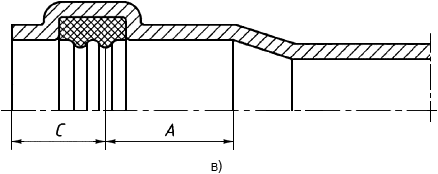
б) Труба с раструбом под клеевое соединение
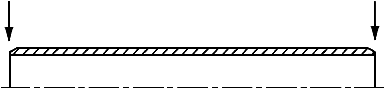
в) Труба (с фаской)
г) Труба (без фаски)
Рисунок 1 - Эффективная длина труб
4.1.5 При изготовлении труб с фаской угол фаски должен составлять от 15° до 45° к оси трубы. Остаточная толщина стенки на торце трубы должна составлять не менее 1/3.
4.2 Размеры фасонных частей
4.2.1 Средний наружный диаметр трубного конца должен соответствовать таблице 1.
Овальность должна соответствовать требованию, приведенному в 4.1.2.
4.2.2 Минимальная толщина стенки корпуса или трубного конца должна соответствовать таблице 2. Допускается уменьшение толщины стенки на 5%, при этом среднеарифметическое значение толщины двух противоположных стенок должно быть не менее
.
Для переходных фасонных частей, предназначенных для соединения трубопроводов двух разных номинальных размеров, толщина стенки каждого раструба (трубного конца) должна отвечать требованиям для соответствующего номинального размера. В таком случае конструкция стенки предусматривает плавное изменение толщины от одного значения до другого.
Толщина стенки корпуса (накладки) седлового отвода (рисунок 10) должна быть не менее значения , указанного в таблице 2 для номинального размера и SDR впускного патрубка.
Толщина стенки сборных фасонных частей (за исключением толщины трубных концов и раструбов) может быть изменена локально в процессе изготовления, при условии, что минимальная толщина стенки соответствует значению , приведенному в таблице 5 для рассматриваемого SDR.
4.3 Размеры раструбов и трубных концов
4.3.1 Диаметры и длины раструбов и трубных концов под уплотнительное кольцо (рисунок 2 а)) должны соответствовать таблице 3.
Допускаются различные исполнения канавки под уплотнительное кольцо (рисунок 2 б)), при условии, что характеристики соединения будут соответствовать требованиям, установленным в таблице 9.
Если уплотнительное кольцо создает более одной точки уплотнения (рисунок 2 в)), то минимальное значение и максимальное значение
измеряют от точки эффективного уплотнения, как установлено изготовителем.
Размеры раструба, в том числе максимальный средний внутренний диаметр ![]() и канавки под уплотнительное кольцо должны быть установлены изготовителем в конструкторской и технической документации на изделие.
и канавки под уплотнительное кольцо должны быть установлены изготовителем в конструкторской и технической документации на изделие.
- толщина стенки раструба;
- толщина стенки в зоне канавки под уплотнительное кольцо;
- внутренний диаметр раструба;
- минимальная длина контакта;
- глубина точки эффективного уплотнения;
- длина трубного конца;
- длина фаски
Рисунок 2 - Основные размеры раструба и трубного конца под уплотнительное кольцо
Таблица 3
В миллиметрах
Номинальный наружный диаметр | Раструб | Трубный конец | |||
Средний внутренний диаметр (минимальный) |
|
|
| ||
110 | 110,4 | 32 | 26 | 60 | 6 |
125 | 125,4 | 35 | 26 | 67 | 6 |
160 | 160,5 | 42 | 32 | 81 | 7 |
200 | 200,6 | 50 | 40 | 99 | 9 |
250 | 250,8 | 55 | 70 | 125 | 9 |
315 | 316,0 | 62 | 70 | 132 | 12 |
355 | 356,1 | 66 | 70 | 136 | 13 |
400 | 401,2 | 70 | 80 | 150 | 15 |
450 | 451,4 | 75 | 80 | 155 | 17 |
500 | 501,5 | 80 | 80 | 160 | 18 |
630 | 631,9 | 93 | 95 | 188 | 23 |
710 | 712,1 | 101 | 109 | 210 | 28 |
800 | 802,4 | 110 | 110 | 220 | 32 |
900 | 902,7 | 120 | 125 | 245 | 36 |
1000 | 1003,0 | 130 | 140 | 270 | 41 |
| |||||
4.3.2 Размеры раструба типа "О-кольцо" (кольцо круглого сечения) должны соответствовать таблице 4 (рисунок 3).

- внутренний диаметр раструба;
- внутренний диаметр канавки;
- ширина канавки;
- минимальная длина контакта;
- глубина точки эффективного уплотнения;
- длина входа
Рисунок 3 - Основные размеры раструба типа "О-кольцо"
Таблица 4
В миллиметрах
Номинальный наружный диаметр | Средний внутренний диаметр раструба |
| Средний внутренний диаметр канавки | Ширина канавки | |||
мини- | макси- | мини- | макси- | минимальная | максимальная | ||
110 | 110,4 | 110,9 | 6 | 120,3 | 121,3 | 9,1 | 11,1 |
125 | 125,4 | 125,9 | 7 | 137,1 | 138,2 | 10,4 | 12,6 |
160 | 160,5 | 161,0 | 9 | 173,8 | 175,0 | 11,7 | 14,1 |
200 | 200,6 | 201,1 | 12 | 215,6 | 217,0 | 13,0 | 15,8 |
250 | 250,8 | 252,0 | 18 | 272,9 | 274,5 | 19,5 | 26,7 |
315 | 316,0 | 317,3 | 20 | 338,9 | 340,9 | 20,8 | 28,4 |
355 | 356,1 | 357,5 | 22 | 383,0 | 385,2 | 22,5 | 30,5 |
400 | 401,2 | 402,8 | 24 | 427,1 | 429,5 | 24,1 | 32,6 |
450 | 451,4 | 453,5 | 26 | 480,2 | 482,8 | 27,0 | 36,3 |
500 | 501,5 | 503,5 | 28 | 533,2 | 536,0 | 29,9 | 39,9 |
630 | 631,9 | 633,9 | 34 | 669,6 | 673,0 | 34,4 | 46,4 |
710 | 712,1 | 714,1 | 38 | 753,8 | 757,0 | 39,0 | 52,1 |
Конструкция и размеры раструбов типа "О-кольцо" номинальным диаметром более 710 мм должны соответствовать конструкторской и технической документации изготовителя.
4.3.3 Толщина стенки и
раструбов под уплотнительное кольцо (рисунок 2 а)) должна соответствовать таблице 5.
Таблица 5
В миллиметрах
Номинальный наружный диаметр | Толщина стенки, не менее | |||||
SN 2 | SN 4 | SN 8 | ||||
110 | - | - | 2,9 | 2,4 | 2,9 | 2,4 |
125 | - | - | 2,9 | 2,4 | 3,4 | 2,8 |
160 | 2,9 | 2,4 | 3,6 | 3,0 | 4,3 | 3,6 |
200 | 3,5 | 2,9 | 4,4 | 3,7 | 5,4 | 4,5 |
250 | 4,5 | 3,7 | 5,5 | 4,7 | 6,6 | 5,5 |
315 | 5,6 | 4,7 | 6,9 | 5,8 | 8,3 | 6,9 |
355 | 6,3 | 5,3 | 7,8 | 6,6 | 9,4 | 7,8 |
400 | 7,1 | 6,0 | 8,8 | 7,4 | 10,6 | 8,8 |
450 | 8,0 | 6,6 | 9,9 | 8,3 | 11,9 | 9,9 |
500 | 8,9 | 7,4 | 11,1 | 9,3 | 13,2 | 11,0 |
630 | 11,1 | 9,3 | 13,9 | 11,6 | 16,6 | 13,8 |
710 | 12,6 | 10,5 | 15,7 | 13,1 | 18,7 | 15,6 |
800 | 14,1 | 11,8 | 17,7 | 14,7 | 21,1 | 17,6 |
900 | 16,0 | 13,2 | 19,8 | 16,5 | - | - |
1000 | 17,8 | 14,7 | 22,0 | 18,4 | - | - |
Допускается уменьшение толщины стенки и
на 5%, при этом среднеарифметическое толщин двух противоположных стенок должно быть не менее значений, приведенных в таблице 5.
В конструкциях раструба, где уплотнительное кольцо удерживается с помощью крышки (рисунок 4), толщина стенки на этом участке должна быть рассчитана путем сложения толщины стенки раструба и толщины стенки крышки в соответствующих местах в одном поперечном сечении.
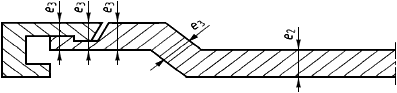
Рисунок 4 - Толщина стенки раструба с крышкой для установки уплотнительного кольца
4.3.4 Размеры раструбов и трубных концов под клеевое соединение (рисунок 5) должны соответствовать таблице 6.
- внутренний диаметр раструба;
- длина трубного конца;
- длина раструба
Рисунок 5 - Основные размеры раструба и трубного конца под клеевое соединение
Таблица 6
В миллиметрах
Номинальный наружный диаметр | Раструб | Трубный конец | |||
Средний внутренний диаметр |
|
| |||
минимальный | максимальный | ||||
110 | 110,2 | 110,6 | 48 | 54 | 6 |
125 | 125,2 | 125,7 | 51 | 61 | 6 |
160 | 160,3 | 160,8 | 58 | 74 | 7 |
200 | 200,4 | 200,9 | 66 | 90 | 9 |
| |||||
Изготовитель должен указать, является ли раструб коническим или параллельным. Если раструб параллельный, то средний внутренний диаметр раструба должен применяться по всей длине раструба. Если раструб конический, то предельные значения для
должны применяться в середине длины раструба при максимальном угле конусности 20' (минут) относительно оси раструба.
Толщина стенки раструба под клеевое соединение должна соответствовать таблице 5.
4.4 Типы фасонных частей
Фасонные части могут быть изготовлены литьем под давлением или сборкой из труб и отливок. Фасонные части изготавливают для соединения с уплотнительным кольцом и для клеевого соединения. Настоящий стандарт применим к следующим основным типам фасонных частей:
а) отводы (рисунок 6) в следующих вариантах:
- трубный конец-раструб или раструб-раструб;
- отвод изогнутый (с радиусом ).
Номинальный угол для отводов выбирают из следующих значений: 15°, 30°, 45°, 67°30' и от 87°30' до 90°;
б) муфты (двухраструбные) и муфты надвижные (рисунок 7);
в) патрубки переходные (рисунок 8);
г) тройники и тройники переходные (рисунок 9) в следующих вариантах:
- трубный конец-раструб-раструб или раструб-раструб-раструб;
- тройник изогнутый (с радиусом ).
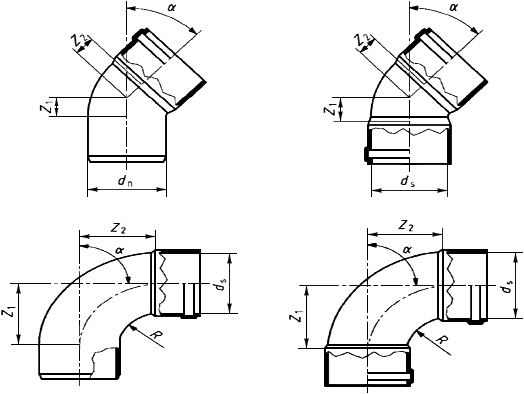
Рисунок 6 - Отвод
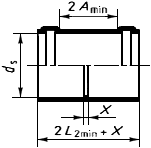
Рисунок 7 - Муфта
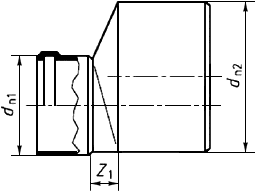
Рисунок 8 - Патрубок переходной
Рисунок 9 - Тройник
Номинальный угол для тройников выбирают из следующих значений: 45°, 67°30' и от 87°30' до 90°;
д) седловой отвод для клеевого соединения (рисунок 10).
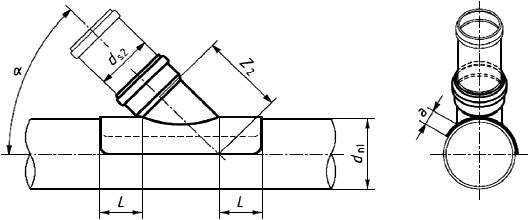
Рисунок 10 - Седловой отвод
Для седловых отводов размер должен быть не менее:
50 мм - для 110;
60 мм - для 125;
70 мм - для 160;
80 мм - для 200.
Для седловых отводов 315 мм площадь контакта с трубой должна быть не менее половины окружности, а для
315 мм ширина накладки
должна быть не менее 80 мм.
Предпочтительный номинальный угол для седловых отводов составляет 45°. Номинальный угол
может быть выбран от 87°30' до 90°, когда
![]() 2/3;
2/3;
е) заглушка (рисунок 11). Минимальная длина трубного конца заглушки ![]() мм.
мм.
Допускаются другие типы и конструкции фасонных частей.
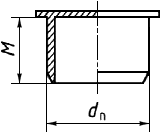
Рисунок 11 - Заглушка
Монтажная длина фасонных частей должна быть указана изготовителем. Монтажная длина
фасонных частей не используется для контроля качества.
Конструкция и номенклатура фасонных частей должна быть установлена в конструкторской и технической документации изготовителя.
4.5 Условное обозначение
4.5.1 Условное обозначение труб состоит из слова "труба", сокращенного наименования материала: латиницей PVC-U или кириллицей НПВХ, номинального размера (номинального наружного диаметра), минимальной толщины стенки (и/или стандартного размерного отношения SDR), номинальной кольцевой жесткости SN, обозначения настоящего стандарта.
4.5.2 Условное обозначение фасонной части состоит из ее наименования, сокращенного наименования материала: латиницей PVC-U или кириллицей НПВХ, номинального размера (номинального наружного диаметра), стандартного размерного отношения SDR, обозначения настоящего стандарта.
Примеры условных обозначений:
Труба номинальным наружным диаметром 200 мм минимальной толщиной стенки 4,9 мм:
Труба НПВХ 200x4,9 SDR 41 SN4 ГОСТ 32413-2013
Тройник 45° номинальным наружным диаметром 200 мм минимальной толщиной стенки 4,9 мм:
Тройник PVC-U 45° 200 SDR 41 ГОСТ 32413-2013
5 Технические требования
5.1 Характеристики
5.1.1 Наружная и внутренняя поверхность труб и фасонных частей должна быть ровной и гладкой. На поверхности труб и фасонных частей не допускаются вздутия, раковины, трещины и посторонние включения, видимые без применения увеличительных приборов.
Рекомендуемый цвет труб и фасонных частей - оранжево-коричневый. Трубы и фасонные части должны быть окрашены равномерно по всей толщине стенки.
5.1.2 Трубы должны соответствовать характеристикам таблицы 7.
Таблица 7
Наименование показателя | Значение | Метод испытания |
1 Ударная прочность при температуре 0 °С | TIR | По 8.5 |
2 Ударная прочность при температуре минус 10 °С (ступенчатый метод) | Н50 | По 8.6 |
3 Изменение длины труб после прогрева, %, не более | 5 (на трубах после прогрева не должно быть пузырей и трещин) | По ГОСТ 27078 и 8.7 настоящего стандарта |
4 Температура размягчения по Вика, °С, не менее | 79 | По ГОСТ 15088 и 8.8 настоящего стандарта |
5 Стойкость к дихлорметану при температуре 15 °С | Без повреждений | По 8.9 |
| ||
5.1.3 Фасонные части должны соответствовать характеристикам таблицы 8.
Таблица 8
Наименование показателя | Значение | Метод испытания |
1 Стойкость к удару при температуре 0 °С | Не должно быть повреждений | По 8.10 |
2 Прочность и гибкость | Не должно быть разрушений | По 8.11 |
3 Изменение внешнего вида после прогрева | Не должно быть повреждений | По ГОСТ 27077 и 8.12 настоящего стандарта |
4 Температура размягчения по Вика, °С, не менее | 77 | По ГОСТ 15088 и 8.8 настоящего стандарта |
5 Герметичность фасонных частей при давлении 50 кПа (0,5 бар) | Без утечек в течение 1 мин | По 8.13 |
| ||
5.1.4 Соединения труб и фасонных частей должны соответствовать характеристикам таблицы 9.
Таблица 9
Наименование показателя | Значение | Метод испытаний |
1 Герметичность соединений с уплотнительным кольцом при деформации поперечного сечения трубы и раструба и угловом смещении осей трубы и раструба: | По 8.14 | |
- при давлении воды 5 кПа (0,05 бар); | Без утечек в течение 15 мин | |
- при давлении воды 50 кПа (0,5 бар); | Без утечек в течение 15 мин | |
- при давлении воздуха минус 30 кПа (минус 0,3 бар) | Повышение давления |
5.2 Требования к сырью, материалам и комплектующим изделиям
5.2.1 Трубы и фасонные части изготавливают из композиций непластифицированного поливинилхлорида PVC-U (НПВХ), включающих в себя добавки (стабилизаторы, пигменты и др.), в концентрациях, необходимых для изготовления труб и фасонных частей, соответствующих требованиям настоящего стандарта.
Материал труб и фасонных частей должен соответствовать требованиям таблицы 10.
Таблица 10
Наименование показателя | Значение показателя | Метод испытания |
1 Стойкость к внутреннему давлению материала труб при температуре 60 °С и кольцевом напряжении 10,0 МПа, ч, не менее | 1000 | По ГОСТ 24157 и 8.3 настоящего стандарта |
2 Стойкость к внутреннему давлению материала фасонных частей при температуре 60 °С и кольцевом напряжении 6,3 МПа, ч, не менее | 1000 | По ГОСТ 24157 и 8.3 настоящего стандарта |
Массовая доля поливинилхлорида в композиции должна быть не менее 80% для труб и не менее 85% для фасонных частей, изготовленных литьем под давлением.
5.2.2 Допускается введение в композицию повторно перерабатываемого материала из неиспользованных труб и фасонных частей, изготовленных на собственном производстве и состоящего из компонентов тех же марок.
5.2.3 Уплотнительные кольца должны быть изготовлены из резин. Характеристики уплотнительных колец должны соответствовать требованиям нормативной и технической документации на эти изделия.
5.3 Комплектность
В комплект поставки должны входить трубы и (или) фасонные части, номенклатуру которых определяет заказчик, с установленными уплотнительными кольцами, а также документ, удостоверяющий качество изделий и составленный в соответствии с 7.2.
5.4 Маркировка
5.4.1 Маркировка труб и фасонных частей должна быть напечатана или отформована на их наружной поверхности.
Маркировку труб и фасонных частей следует проводить методом, обеспечивающим ее сохранность в процессе транспортирования, хранения, монтажа и эксплуатации, и не ухудшающим качество изделия.
Примечание - Изготовитель не несет ответственности за маркировку, ставшую неразборчивой в результате следующих действий при монтаже и эксплуатации: окрашивание, зачистка поверхности или применение моющих средств, за исключением согласованных или установленных изготовителем.
При нанесении маркировки методом печати цвет маркировки должен отличаться от цвета труб и фасонных частей. Размер шрифта и качество нанесения маркировки должны обеспечивать ее разборчивость без применения увеличительных приборов.
При маркировке методом термотиснения глубина вдавливания должна быть не более 0,25 мм.
5.4.2 Каждый отрезок трубы должен иметь маркировку, которая выполняется с интервалом не более 2 м и содержит: наименование и (или) товарный знак изготовителя, условное обозначение без слова "труба", дату (год и месяц) изготовления.
В маркировку труб допускается включать дополнительную информацию, например, номер смены и номер партии. Для труб, соответствующих требованиям по ударной прочности при температуре минус 10 °С (таблица 7, показатель 2), в маркировке может указываться знак - "снежинка".
5.4.3 Маркировка фасонных частей производится на наружной поверхности каждого изделия и включает: наименование и (или) товарный знак изготовителя, условное обозначение фасонной части без наименования фасонной части, дату изготовления (год).
Обозначение настоящего стандарта, наименование фасонных частей, дату изготовления допускается указывать на ярлыке, обеспечивающем сохранность маркировки в процессе транспортирования, хранения и монтажа.
5.4.4 На каждое грузовое место должна быть нанесена транспортная маркировка по ГОСТ 14192 с указанием основных, дополнительных и информационных надписей, а также манипуляционных знаков, и должен быть закреплен ярлык, содержащий следующие данные:
- наименование изготовителя;
- условное обозначение изделия;
- номер партии и/или дату изготовления;
- количество изделий в упаковке.
5.5 Упаковка
5.5.1 Упаковка труб и фасонных частей должна обеспечивать сохранность изделий и безопасность погрузочно-разгрузочных работ.
5.5.2 Трубы связывают в пакеты массой до 1 т не менее чем в двух местах при длине труб до 3 м включительно и не менее чем в трех местах при длине труб более 3 м. Расстояние от крайних креплений до концов труб должно быть не более 0,8 м.
Пакеты скрепляют средствами по ГОСТ 21650 или другими, которые обеспечивают надежность крепления и не ухудшают качество поверхности.
Допускается проводить отгрузку труб без формирования пакетов.
5.5.3 Фасонные части упаковывают в ящики из гофрированного картона по ГОСТ 9142 или контейнеры из полимерных материалов. Допускается использование другой тары, обеспечивающей сохранность фасонных частей при транспортировании и хранении.
6 Требования безопасности и охраны окружающей среды
6.1 В процессе производства труб и фасонных частей возможно выделение в воздух летучих продуктов термоокислительной деструкции. Предельно допустимые концентрации веществ в воздухе рабочей зоны производственных помещений, а также их классы опасности по ГОСТ 12.1.005, ГОСТ 12.1.007 представлены в таблице 11.
Таблица 11
Наименование вещества | ПДК, мг/м | Класс опасности |
Винилхлорид | 5/1 | 1 |
Хлористый водород | 5 | 2 |
Окись углерода | 20 | 4 |
Аэрозоль поливинилхлорида | 6 | 3 |
6.2 При изготовлении труб и фасонных частей следует соблюдать требования безопасности, предусмотренные ГОСТ 12.3.030 и технологической документацией, утвержденной в установленном порядке.
6.3 С целью предотвращения загрязнения атмосферы в процессе производства необходимо выполнять требования ГОСТ 17.2.3.02.
Трубы и фасонные части стойки к деструкции в атмосферных условиях. Образующиеся при производстве отходы непластифицированного поливинилхлорида не токсичны и подлежат вторичной переработке. Непригодные для вторичной переработки отходы подлежат уничтожению в соответствии с санитарными правилами, предусматривающими порядок накопления, транспортирования и захоронения промышленных отходов.
Применительно к использованию, транспортированию и хранению труб и фасонных частей специальные требования к охране окружающей среды не предъявляются.
6.4 При производстве труб и фасонных частей следует соблюдать требования пожарной безопасности в соответствии с ГОСТ 12.1.004. В случае пожара тушение проводят огнетушащими составами, двуокисью углерода, огнетушащими порошками, распыленной водой со смачивателями, кошмой. Для защиты от токсичных продуктов горения применяют изолирующие противогазы или промышленные фильтрующие противогазы марки М или БКФ.
7 Правила приемки
7.1 Трубы и фасонные части принимают партиями. Партией считают трубы или фасонные части одного наименования и типоразмера (номинального диаметра и толщины стенки), изготовленные из композиции одного рецептурного состава и марок компонентов, на одном технологическом оборудовании, сдаваемые одновременно.
Размер партии должен быть установлен в документации изготовителя.
7.2 Документ о качестве должен содержать:
- наименование и (или) товарный знак изготовителя;
- условное обозначение изделий;
- номер партии и/или дату изготовления;
- размер партии;
- подтверждение соответствия изделий требованиям настоящего стандарта.
7.3 Для проверки соответствия труб и фасонных частей требованиям настоящего стандарта проводят приемо-сдаточные и периодические испытания в объеме, указанном для труб - в таблице 12, фасонных частей - в таблице 13, соединений - в таблице 14.
Таблица 12
Наименование показателя | Требования настоящего стандарта | Метод контроля | Частота контроля | Объем выборки, шт. |
1 Внешний вид, маркировка | 5.1.1, 5.4.2 | 8.3 | Каждая партия | 3 |
2 Размеры | 4.1, 4.3 | 8.4 | Каждая партия | 3 |
3 Ударная прочность при температуре 0 °С | 5.1.2, таблица 7 | 8.5 | 1 раз в 12 мес для применяемого материала, каждой группы размеров и каждого SDR | В зависимости от |
4 Ударная прочность при температуре минус 10 °С (ступенчатый метод) | 5.1.2, таблица 7 | 8.6 | 1 раз в 12 мес для применяемого материала, каждой группы размеров и каждого SDR | Не менее 10 |
5 Изменение длины после прогрева | 5.1.2, таблица 7 | 8.7 | 1 раз в 6 мес для каждой группы размеров | 3 |
6 Стойкость к дихлорметану | 5.1.2, таблица 7 | 8.9 | 1 раз в 12 мес для каждой группы размеров | 1 |
7 Температура размягчения по Вика | 5.1.2, таблица 7 | 8.8 | 1 раз в 12 мес для применяемого материала | 2 |
8 Стойкость материала к внутреннему давлению | 5.2.1, таблица 10 | 8.2 | 1 раз в 24 мес для применяемого материала | 3 |
| ||||
Таблица 13
Наименование показателя | Требования настоящего стандарта | Метод контроля | Частота контроля | Объем выборки, шт. |
1 Внешний вид, маркировка | 5.1.1, 5.4.3 | 8.3 | Каждая партия | 3 |
2 Размеры | 4.2, 4.3 | 8.4 | Каждая партия | 3 |
3 Стойкость к удару | 5.1.3, таблица 8 | 8.10 | 1 раз в 24 мес для каждой группы размеров и каждого SDR для DN | 3 |
4 Прочность и гибкость | 5.1.3, таблица 8 | 8.11 | 1 раз в 24 мес для каждой группы фасонных частей и каждого SDR | 3 |
5 Изменение внешнего вида после прогрева | 5.1.3, таблица 8 | 8.12 | 1 раз в 6 мес для каждой группы размеров и группы фасонных частей | 3 |
6 Герметичность фасонных частей | 5.1.3, таблица 8 | 8.13 | При первом выпуске и изменении технологии изготовления | 3 |
7 Температура размягчения по Вика | 5.1.3, таблица 8 | 8.8 | 1 раз в 12 мес для применяемого материала | 2 |
8 Стойкость материала к внутреннему давлению | 5.2.1, таблица 10 | 8.2 | 1 раз в 24 мес для применяемого материала | 3 |
| ||||
Таблица 14
Наименование показателя | Требования настоящего стандарта | Метод контроля | Частота контроля | Объем выборки, шт. |
1 Герметичность соединений с уплотнительным кольцом | 5.1.4, таблица 9 | 8.14 | 1 раз в 24 мес для каждой группы размеров и конструкции соединения | 1 |
| ||||
7.4 Отбор образцов труб и фасонных частей для приемо-сдаточных испытаний осуществляют от партии методом случайного отбора. Допускается отбирать образцы равномерно в процессе производства.
Для периодических испытаний образцы отбирают от партий, прошедших приемо-сдаточные испытания, группируя изделия согласно таблицам 15 и 16.
Таблица 15
Группа размеров | Номинальный наружный диаметр |
1 | 110-200 |
2 | 250-500 |
3 | 630-1000 |
Таблица 16
Группа вида фасонных частей | Наименование фасонных частей |
1 | Отводы |
2 | Тройники |
3 | Другие |
7.5 Если при приемо-сдаточных испытаниях хотя бы один образец по какому-либо показателю не будет соответствовать требованиям настоящего стандарта, то проводят повторные испытания по этому показателю на удвоенном количестве образцов, отобранных из той же партии. В случае неудовлетворительных результатов повторных испытаний партия изделий приемке не подлежит.
7.6 При получении неудовлетворительных результатов периодических испытаний проводят повторные испытания по показателю несоответствия на удвоенном количестве образцов. В случае неудовлетворительных результатов повторных испытаний должны быть выявлены и устранены причины, приведшие к несоответствию.
8 Методы контроля
8.1 Испытания труб и фасонных частей должны проводиться не ранее, чем через 24 ч после их изготовления, если методом контроля не предусмотрено другое.
8.2 Стойкость к внутреннему давлению материала труб и фасонных частей определяют по ГОСТ 24157, по схеме - "вода в воде", используя концевые заглушки типа а или типа б. В случаях разногласий изготовитель должен указать тип концевой заглушки, который необходимо использовать.
Стойкость к внутреннему давлению материала труб определяют на образцах в виде труб, изготовленных методом экструзии, наименьшего выпускаемого диаметра.
Стойкость к внутреннему давлению материала фасонных частей определяют на образцах в виде труб, изготовленных методом экструзии или литья под давлением. Литьем под давлением изготавливают образец в форме трубы номинальным наружным диаметром 50-110 мм толщиной стенки 3-5 мм так, чтобы он не имел продольной линии холодного спая. Свободная длина такого образца без учета заглушек должна быть не менее 140 мм.
Испытывают три образца. Результат испытаний считают удовлетворительным, если образцы не разрушились до истечения контрольного времени испытания.
8.3 Внешний вид и маркировку труб и фасонных частей проверяют визуально без применения увеличительных приборов.
8.4 Размеры труб и фасонных частей определяют в соответствии с ГОСТ 29325.
8.4.1 Размеры труб и фасонных частей определяют при температуре (23±5) °С. Перед испытаниями образцы выдерживают при указанной температуре не менее 4 ч.
8.4.2 Применяемые средства измерений должны обеспечивать необходимую точность и диапазон измерений и поверяться в установленном порядке.
Средства измерений:
- штангенциркуль по ГОСТ 166;
- микрометр по ГОСТ 6507;
- стенкомер по ГОСТ 11358;
- нутромер микрометрический по ГОСТ 10;
- линейка по ГОСТ 427;
- рулетка по ГОСТ 7502.
Допускается применение других средств измерений, обеспечивающих необходимую точность и аттестованных в установленном порядке.
8.4.3 Определение среднего наружного диаметра труб и трубных концов фасонных частей проводят в одном поперечном сечении, расположенном на расстоянии не менее 25 мм от торцов, одним из следующих способов:
а) путем прямого измерения длины окружности рулеткой (лентой), градуированной в диаметрах (-рулеткой) по ГОСТ 29325;
б) как среднеарифметическое значение нескольких (в соответствии с таблицей 17) измерений диаметра, равномерно расположенных в выбранном поперечном сечении.
Таблица 17
Номинальный размер DN/OD | Количество измерений диаметра в данном поперечном сечении |
| 6 |
>600 | 8 |
Измерения проводят с погрешностью в соответствии с таблицей 18.
Таблица 18
В миллиметрах
Номинальный размер DN/OD | Допускаемая погрешность единичного измерения | Среднеарифметическое значение округляют до* |
| 0,1 | 0,1 |
>600 | 0,2 | 0,2 |
* Округление среднего значения проводят в большую сторону. | ||
8.4.4 Для определения толщины стенки труб и трубных концов фасонных частей выбирают средства измерений или устройства таким образом, чтобы погрешность результата измерений соответствовала указанной в таблице 19.
Таблица 19
В миллиметрах
Толщина стенки | Допускаемая погрешность единичного измерения | Среднеарифметическое значение округляют до* |
| 0,03 | 0,05 |
>10 | 0,05 | 0,1 |
* Округление среднего значения проводят в большую сторону. | ||
Измерение минимальной и максимальной толщины стенки проводят в одном выбранном поперечном сечении на расстоянии от торца не менее 25 мм, перемещая средство измерений до нахождения максимального и/или минимального значения, и записывают полученные значения.
Для определения средней толщины стенки проводят не менее шести измерений толщины стенки, равномерно расположенных по окружности, в одном выбранном поперечном сечении. За среднюю толщину стенки принимают среднеарифметическое значение полученных измерений, округленное в соответствии с таблицей 19.
8.4.5 Средний внутренний диаметр раструба труб и фасонных частей определяют в одном поперечном сечении одним из следующих способов:
а) путем прямого измерения длины окружности рулеткой (лентой), градуированной в диаметрах (-рулеткой) по ГОСТ 29325;
б) как среднеарифметическое значение нескольких измерений диаметра (в соответствии с таблицей 17), равномерно расположенных в выбранном поперечном сечении.
Средний внутренний диаметр раструба под клеевое соединение определяют в сечении, расположенном в середине длины раструба.
8.4.6 Для определения длины труб, трубных концов и раструбов выбирают средства измерений или устройства так, чтобы погрешность результата измерений соответствовала таблице 20.
Таблица 20
Длина, мм | Допускаемая погрешность единичного измерения |
| 1 мм |
>1000 | 0,1% |
Для определения эффективной длины в соответствии с рисунком 1 и/или полной длины трубы измерения проводят по внутренней или наружной поверхности параллельно оси трубы не менее чем в трех местах, равномерно расположенных по окружности. Среднеарифметическое из измеренных значений округляют в большую сторону до 1 мм. На трубе, отрезанной механическим способом, гарантирующим перпендикулярность торцов, длину определяют одним измерением.
8.5 Испытания труб на ударную прочность с определением показателя TIR проводят на стенде, обеспечивающем свободное падение груза по направляющим с требуемой высоты.
Примечание - Сокращенное обозначение TIR "true impact rate" - "истинный показатель ударной прочности".
Точность установки высоты падения груза от верхней поверхности образца ±10 мм. V-образное основание с углом 120° для установки образцов должно иметь длину не менее 200 мм и располагаться таким образом, чтобы точка удара падающего груза была в пределах 2,5 мм от его оси. Размеры сферического бойка падающего груза типа d90 должны соответствовать рисунку 12, при этом 50 мм,
(90±1) мм.
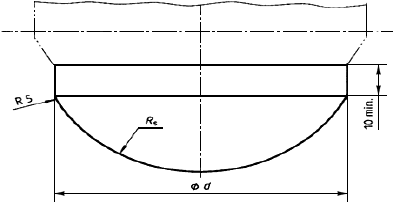
Рисунок 12 - Боек падающего груза
Масса груза, включая массу бойка, должна соответствовать таблице 21.
Таблица 21
Номинальный наружный диаметр | Масса падающего груза, кг, +0,01 |
110 | 1,0 |
125 | 1,25 |
160 | 1,6 |
200 | 2,0 |
250 | 2,5 |
315 и более | 3,2 |
Высота падения груза должна быть 1600 мм для 110 мм и 2000 мм для
125 мм.
Отбор образцов труб следует проводить от одной партии. Образцами являются отрезки труб длиной (200±10) мм, торцы которых отрезаны ровно и перпендикулярно оси трубы, без сколов и трещин. На наружной поверхности образца по всей длине образующей наносят линии на равных расстояниях друг от друга по окружности, в количестве, соответствующем таблице 20*.
_______________
* Вероятно ошибка оригинала. Следует читать: "22". - .
Таблица 22
Номинальный наружный диаметр | Количество маркировочных линий |
| 6 |
125 | 8 |
180 | 12 |
250 | 16 |
>355 | 24 |
Перед нанесением ударов образцы кондиционируют в жидкой или воздушной среде при температуре (0±1) °С в соответствии с таблицей 23.
Таблица 23
Толщина стенки | Время кондиционирования, мин | |
Жидкая среда | Воздушная среда | |
| 15 | 60 |
8,6 | 30 | 120 |
>14,1 | 60 | 240 |
Образец, извлеченный из кондиционирующей среды, укладывают на V-образное основание, так чтобы удар приходился на середину длины образца, и подвергают ударам падающего груза последовательно по каждой из нанесенных линий.
Время на испытание образца с момента извлечения из кондиционирующей среды должно составлять не более: 10 с - для 110 мм, 30 с - для 110 мм
![]() 200 мм и 60 с - для
200 мм и 60 с - для 200 мм. Если время на испытание образца закончилось, его в течение не более 10 с помещают в кондиционирующую среду на не менее, чем 5 мин. Если время на испытание образца превышено более чем на 10 с, образец подвергают повторному кондиционированию.
После каждого удара проверяют состояние наружной и внутренней поверхности образца, фиксируя разрушения. Критериями разрушения являются раскалывание образца и трещины, видимые без применения увеличительных приборов. Вмятины и складки на поверхности труб не являются разрушением. Если на образце зафиксировано разрушение, испытывают следующий образец.
Испытывают такое количество образцов труб, чтобы общее количество ударов составляло не менее двадцати пяти. Результат испытаний TIR10% или TIR>10% устанавливают в соответствии с таблицей 24.
Таблица 24
Количество ударов | Область А (TIR | Область В (продолжение испытаний) | Область С (TIR>10%) |
Количество разрушений | |||
25 | 0 | 1-3 | 4 |
26-32 | 0 | 1-4 | 5 |
33-39 | 0 | 1-5 | 6 |
40-48 | 1 | 2-6 | 7 |
49-52 | 1 | 2-7 | 8 |
53-56 | 2 | 3-7 | 8 |
57-64 | 2 | 3-8 | 9 |
65-66 | 2 | 3-9 | 10 |
67-72 | 3 | 4-9 | 10 |
73-79 | 3 | 4-10 | 11 |
80 | 4 | 5-10 | 11 |
8.6 Определение ударной прочности труб при температуре минус 10 °С ступенчатым методом с определением показателя Н50 проводят на стенде в соответствии с 8.5, обеспечивающем возможность установки высоты падения груза до 2 м с кратностью 100 мм. Высота падения груза должна устанавливаться от верха образца с точностью ±10 мм.
Масса груза, включая массу бойка, должна соответствовать таблице 25. Используют боек типа d90 (рисунок 12).
Таблица 25
Номинальный наружный диаметр | Масса падающего груза, кг, +0,01 |
110 | 4,0 |
125 | 5,0 |
160 | 8,0 |
200 | 10,0 |
| 12,5 |
Образцами являются отрезки труб длиной (200±10) мм, торцы которых отрезаны ровно и перпендикулярно оси трубы без сколов и трещин.
Перед нанесением удара образцы должны быть выдержаны при температуре (-10±1) °С в воздушной среде в соответствии с таблицей 19*.
_______________
* Текст документа соответствует оригиналу. - .
Образец в течение 10 с после извлечения из кондиционирующей среды устанавливают на стенде и подвергают единичному удару. После удара проверяют состояние образца. Критериями разрушения являются раскалывание образца и трещины, видимые без применения увеличительных приборов. Вмятины и складки на поверхности труб не являются разрушением.
Проводят предварительные испытания, установив высоту падения груза 0,5 м. Если образец разрушился, испытывают второй образец. В случае разрушения второго образца, результат испытаний считают отрицательным. Если разрушения не произошло, образцы испытывают до первого разрушения, для каждого следующего образца увеличивая высоту падения груза на 0,2 м, но до высоты не более 2 м.
Затем переходят к основным испытаниям, устанавливая первоначальную высоту на 0,1 м ниже высоты первого разрушения образца, определенной в предварительных испытаниях.
Если образец разрушился, при испытании следующего образца высоту падения груза уменьшают на 0,1 м, если образец не разрушился, высоту увеличивают на 0,1 м.
Испытывают двадцать образцов, включая первый образец с разрушением, определенным в предварительных испытаниях.
Если в результате испытаний двадцати образцов не менее восьми из них разрушились или не разрушились, рассчитывают значение Н50 как среднеарифметическое значение высот, установленных в процессе основных испытаний. В противном случае испытывают еще двадцать образцов, после чего переходят к расчету значения Н50.
При регулярных испытаниях труб, для которых Н501500 мм:
- предварительные испытания могут быть опущены, а первую высоту падения при основных испытаниях устанавливают равной значению Н50, полученному в предыдущих испытаниях и округленному до следующего меньшего 0,1 м;
- при основных испытаниях значение Н50 рассчитывают после испытаний десяти образцов, если зафиксировано пять или менее разрушений.
8.7 Определение изменения длины труб после прогрева проводят по ГОСТ 27078 в воздушной среде при температуре (150±2) °С и времени выдержки в соответствии с таблицей 26. Образцами для испытаний являются отрезки труб длиной (200±20) мм. Трубы диаметром 250 мм и более допускается разрезать вдоль оси на четыре приблизительно равные части.
Таблица 26
Толщина стенки | Время выдержки, мин, не менее |
| 30 |
4 | 60 |
| 120 |
8.8 Температуру размягчения по Вика труб и фасонных частей определяют по ГОСТ 15088.
8.9 Стойкость труб к дихлорметану определяют на образце - отрезке трубы с фаской, снятой на одном конце. Образец погружают на (30±1) мин в дихлорметан при температуре 15 °С. Площадь поверхности дихлорметана перекрывается сверху слоем воды в целях безопасности для снижения испарения. После извлечения из дихлорметана испытуемый образец оставляют для стекания в слое воды перед окончательной просушкой и исследованием.
Реактив для испытаний - дихлорметан (метилен хлористый) чистоты не ниже технической высшего сорта по ГОСТ 9968. Проверка качества дихлорметана в испытательной установке должна осуществляться каждые три месяца. Показатель преломления дихлорметана не должен изменяться более чем на ±0,002 от начального значения.
При обращении с дихлорметаном и во время проведения испытаний необходимо соблюдать требования безопасности по ГОСТ 9968. Испытательная установка должна быть установлена под вытяжным зонтом. Для захвата образцов следует использовать щипцы.
Испытания проводят на установке, которая включает в себя контейнер из стекла или нержавеющей стали с термостатическим контролем, устройством для перемешивания и системой охлаждения, способной поддерживать температуру жидкости в пределах (15±0,5) °С.
Внутри контейнера должна быть решетка, которая может быть установлена на двух уровнях: когда необходимая часть образца погружена в дихлорметан и когда часть образца, ранее погруженная в дихлорметан, полностью погружена в воду и не соприкасается с дихлорметаном.
Образец для испытания - отрезок трубы длиной 160 мм, его торцы должны быть перпендикулярны оси трубы. На одном из концов образца снимают фаску по всей его толщине, срезая материал трубы без ощутимого нагрева, не применяя шлифовку. Угол фаски указан в таблице 27.
Таблица 27
Толщина стенки трубы | Угол фаски, град |
| 10 |
8 | 20 |
| 30 |
Если образец трубы больше, чем диаметр контейнера, допускается разрезать образец на несколько продольных частей.
Контейнер заполняют дихлорметаном до уровня погружения необходимой части испытуемого образца. Дихлорметан покрывают слоем воды в пределах от 250 до 300 мм.
Устанавливают и поддерживают температуру дихлорметана в контейнере (15±0,5) °С.
Образец помещают в контейнер таким образом, чтобы фаска была полностью погружена в дихлорметан и выдерживают в течение (30±1) мин.
По истечении времени воздействия решетку поднимают в позицию, когда образец находится в воде и не соприкасается с дихлорметаном на время от 10 до 15 мин для стекания дихлорметана.
Затем образец извлекают из контейнера и просушивают на воздухе в хорошо проветриваемом помещении или под вентиляционной системой в течение не менее 15 мин и до тех пор, пока на поверхности образца не будет воды.
Образец осматривают без применения увеличительных приборов. Если на поверхности фаски образца отсутствуют признаки агрессивного воздействия (кроме набухания) - результат испытания будет "без повреждений". Отдельные точечные следы размером менее 2 мм не рассматриваются как несоответствие.
8.10 Стойкость фасонных частей к удару при свободном падении проверяют на образцах фасонных частей в количестве трех штук - для 200 мм, двух штук - для
200 мм.
Образцы выдерживают при температуре (0±2) °С в течение не менее 3 ч.
Горизонтальная поверхность, на которую падает образец, должна быть твердой и ровной и представлять собой массивную плиту, например, бетонный пол.
Образец должен быть испытан после извлечения из кондиционирующей среды в течение не более 10 с - для 200 мм и не более 30 с - для
200 мм.
Высота свободного падения составляет 1000 мм - для фасонных частей 125 мм и 500 мм для фасонных частей
160 мм и 200 мм.
Образец располагают перед падением таким образом, чтобы точкой удара стал край раструба.
После удара образец подвергают визуальному осмотру. Разрушением являются трещины в стенке фасонной части. Сколы на краях не являются разрушением.
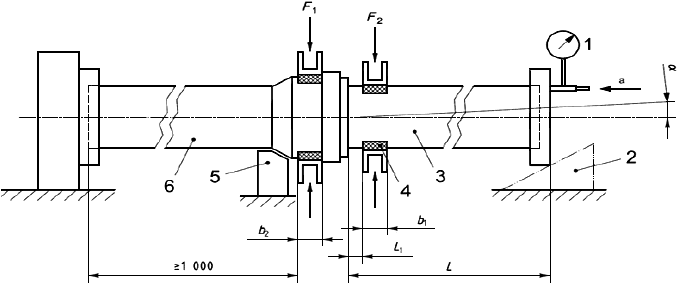
8.11 Прочность и гибкость фасонных частей проверяют в соответствии с рисунком 13.
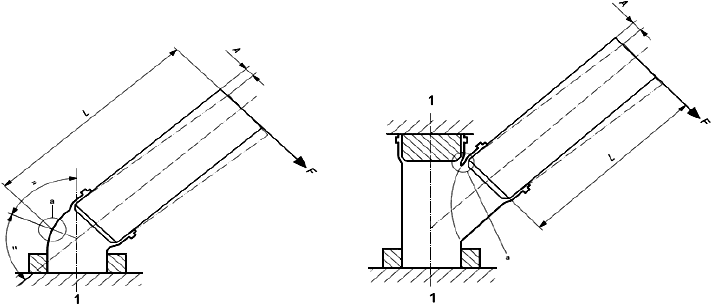
1 - фиксирующие элементы; а - зона возможного разрушения
Рисунок 13 - Схема испытаний на прочность и гибкость для отводов и тройников
Образцы фасонных частей перед испытаниями должны выдерживаться при температуре испытаний (23±5) °С не менее 21 сут.
Испытания проводят при температуре (23±5) °С.
Образец фасонной части соединяют с отрезком трубы соответствующего класса номинальной кольцевой жесткости способом, предусмотренным для данной конструкции соединения. Фасонную часть жестко фиксируют для возможности приложения нагрузки, которая вызывает деформацию смещения и момент силы
, вычисляемый по формуле
![]() ,
,
где - приложенная нагрузка, кН;
- плечо, м.
Длина должна составлять (1200±10) мм.
Требуемая нагрузка или деформация смещения
должны достигаться в течение от 1 до 20 с. Время действия нагрузки должно составлять 15 мин. Образцы подвергают визуальному осмотру для выявления разрушений, которыми являются трещины в стенке фасонных частей.
Для выявления разрушения, образцы после снятия нагрузки могут быть испытаны на герметичность в соответствии с 8.13. Обнаруженные протечки считаются разрушением.
8.12 Определение изменения внешнего вида после прогрева фасонных частей проводят по ГОСТ 27077 в воздушной среде при температуре (150±2) °С и времени выдержки 30 мин - для фасонных частей с толщиной стенки 10 мм и 60 мин - для фасонных частей с толщиной стенки
10 мм.
По окончании испытаний образцы подвергают визуальному осмотру. В случае наличия трещин, пузырей, расслоений, раскрытия линии спая определяют глубину проникновения повреждения и за результат испытаний принимают выраженное в процентах отношение наибольшего значения глубины проникновения повреждения к исходной толщине стенки в этом месте.
8.13 Для проверки герметичности сборных фасонных частей образец фасонной части снабжают концевыми заглушками, заполняют водой с температурой (19±9) °С, подсоединяют к источнику давления и удаляют воздух. Давление увеличивают до (50±5) кПа и выдерживают в течение не менее 1 мин. На образце фасонной части не должно быть видимых утечек.
8.14 Герметичность соединений с уплотнительным кольцом проверяют при деформации поперечного сечения трубы и раструба и угловом смещении осей трубы и раструба в соответствии с рисунком 14.
1 - манометр или вакуумметр; 2 - регулируемая опора для создания осевого смещения; 3 - труба или трубный конец фасонной части; 4 - зажимы; 5 - фиксатор раструба; 6 - труба или фасонная часть с раструбом; а - подключение к источнику давления
Рисунок 14 - Схема испытаний на герметичность соединений с уплотнительным кольцом
Конструкция концевых заглушек должна исключать передачу осевой нагрузки на соединение, вызванной действием внутреннего давления.
Для создания постоянной деформации поперечного сечения трубы (трубного конца) и раструба используют устройства, способные обеспечить нагрузку при сжатии - для деформации трубы 10% от среднего наружного диаметра трубы и нагрузку
- для деформации раструба 5% от среднего наружного диаметра раструба. Значение деформации поперечного сечения трубы и раструба допускается определять по изменению расстояния между зажимами
или
. Допускается деформация раструба более установленного настоящим стандартом значения, возникающая вследствие деформации трубы. Ширина зажима
для создания деформации трубы должна составлять 100 мм для труб наружным диаметром
710 мм или 150 мм - для труб наружным диаметром 710 мм
![]() 1000 мм. Расстояние
1000 мм. Расстояние от края раструба до зажима должно составлять (0,14-0,15)
или (100±5) мм, в зависимости от того что больше.
Ширина зажима для создания деформации раструба должна составлять 30 мм для труб наружным диаметром
110 мм, 40 мм - для труб наружным диаметром
315 мм или 60 мм - для труб наружным диаметром
315 мм. Для соединений с уплотнительным кольцом, которое устанавливается в канавке раструба, зажим для создания нагрузки
следует устанавливать вплотную к канавке раструба.
Зажимы должны быть установлены перпендикулярно оси трубы или раструба. Для труб диаметром 400 мм и более зажимы должны иметь эллиптическую поверхность контакта с трубой или раструбом. Длина зажимов должна быть более длины контакта с поверхностью трубы или раструба в процессе деформации.
Для создания смещения продольных осей раструб жестко фиксируется, а отрезок трубы отклоняется на угол 2° для труб наружным диаметром
315 мм,
1,5° - для труб диаметром 315 мм
![]() 630 мм или
630 мм или 1 ° - для труб диаметром
630 мм и фиксируется в таком положении. Предельное отклонение угла
составляет +0,2°. Длина трубного конца
должна быть не менее 1000 мм.
При проверке герметичности допускается одновременно создавать деформацию поперечного сечения и угловое смещение осей трубы и раструба.
Герметичность соединений проверяют последовательно при следующих режимах:
- в образце соединения создают пониженное давление воздуха - 30 кПа ±5%, выдерживают в течение 5 мин и отсоединяют от источника давления. Испытание проводят при окружающей температуре (23±5) °С, колебание температуры в течение времени испытаний не должно превышать 2 °С. Значение давления в образце через 15 мин должно составлять не более - 27 кПа ±5%;
- образец соединения заполняют водой с температурой (19±9) °С, удаляют воздух и выдерживают в течение не менее 15 мин. Плавно в течение не менее 5 мин увеличивают внутреннее давление до (5±0,5) кПа и выдерживают не менее 15 мин. Если на образце отсутствуют видимые утечки, испытания продолжают;
- внутреннее давление воды в течение не менее 5 мин плавно увеличивают до (50±5) кПа и выдерживают не менее 15 мин. При осмотре на образце не должно быть видимых утечек.
9 Транспортирование и хранение
9.1 Трубы и фасонные части транспортируют любым видом транспорта в соответствии с правилами перевозки грузов и техническими условиями погрузки и крепления грузов, действующими на транспорте данного вида.
9.2 Трубы и фасонные части при транспортировании следует оберегать от ударов и механических нагрузок, а их поверхность от нанесения царапин. Трубы необходимо укладывать на ровную поверхность транспортных средств, предохраняя от острых металлических углов и ребер платформы.
9.3 Трубы и фасонные части хранят в условиях, исключающих вероятность их механических повреждений, в неотапливаемых или отапливаемых (не ближе одного метра от отопительных приборов) складских помещениях или под навесами.
Трубы и фасонные части при длительном хранении следует защищать от воздействия прямых солнечных лучей.
Условия хранения труб и фасонных частей по ГОСТ 15150 (раздел 10) - условия 1 (Л), 2 (С) или 5 (ОЖ4). Допускается хранение труб в условиях 8 (ОЖЗ) не более 6 мес.
Высота штабеля труб при хранении не должна превышать 1,5 м.
10 Указания по применению
10.1 Проектирование, монтаж и эксплуатация трубопроводов из непластифицированного поливинилхлорида систем наружной подземной канализации должны осуществляться в соответствии с действующими нормативно-техническими документами и инструкцией изготовителя.
10.2 В качестве клеящего вещества применяется клей-растворитель, установленный изготовителем труб или фасонных частей.
10.3 В случае промышленных канализационных систем в расчет принимается отдельно химическая и термическая устойчивость.
11 Гарантии изготовителя
11.1 Изготовитель гарантирует соответствие труб и фасонных частей требованиям настоящего стандарта при соблюдении правил транспортирования и хранения.
11.2 Гарантийный срок - два года со дня изготовления труб и фасонных частей.
__________________________________________________________________________
УДК 628.252-036.742:006.354 МКС 91.140.80,
83.140.30
Ключевые слова: трубы, фасонные части, фитинги, наружная канализация, непластифицированный поливинилхлорид, размеры, технические требования, правила приемки, методы испытаний
__________________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
