ГОСТ 29175-91
(ИСО 2491-74)
Группа Г14
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Основные нормы взаимозаменяемости
ШПОНКИ ПРИЗМАТИЧЕСКИЕ НИЗКИЕ И ШПОНОЧНЫЕ ПАЗЫ
Размеры и допуски
Thin parallel keys and their corresponding keyways.
Dimensions and tolerances
MКС 21.120.30
ОКСТУ 0071
Дата введения 1994-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Всесоюзным научно-исследовательским институтом экспертизы общесоюзных стандартов
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартизации и метрологии СССР от 19.12.91 N 1999
Настоящий стандарт разработан методом прямого применения международного стандарта ИСО 2491-74 "Шпонки призматические тонкие и шпоночные пазы (размеры в миллиметрах)" с дополнительными требованиями, отражающими потребности народного хозяйства
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
Приложение, п.3 | |
2 | |
Приложение, п.8 | |
Приложение, п.8 | |
Приложение, п.8 |
5. ПЕРЕИЗДАНИЕ. Июль 2004 г.
1. НАЗНАЧЕНИЕ
Настоящий стандарт устанавливает размерные характеристики низких призматических шпонок (далее - шпонки) и соответствующих им шпоночных пазов на валу и во втулке.
Стандарт устанавливает требования к материалу, из которого изготавливают шпонки, и указывает соотношение между диаметром вала и сечением шпонки.
Дополнительные требования, необходимые для потребностей народного хозяйства, приведены в приложении.
Требования пп.1-10 и приложения являются обязательными.
2. ОБЛАСТЬ ПРИМЕНЕНИЯ
Стандарт применяют в основном для цилиндрических концов валов.
Рекомендуется придерживаться указанных размеров и для других случаев применения.
Шпонки применяют для таких специальных случаев, как, например, установка их в тонкостенных деталях. В обычных случаях и если требуется передать достаточно большое усилие, следует применять призматические шпонки и соответствующие им пазы по ГОСТ 23360.
3. ФОРМА, РАЗМЕРЫ И ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ШПОНОК
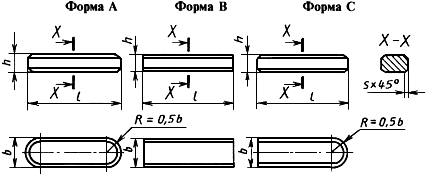
- ширина;
- высота;
- фаска;
- длина
Черт.1
Таблица 1
мм
|
|
|
| ||||
номинальный размер | пред. откл. | номинальный размер | пред. откл. | мин. | макс. | ряд | |
от | до | ||||||
5 | 0 | 3 | 0 | 0,25 | 0,40 | 10 | 56 |
6 | 4 | 0 | 0,25 | 0,40 | 14 | 70 | |
8 | 0 | 5 | 0,25 | 0,40 | 18 | 90 | |
10 | 6 | 0,40 | 0,60 | 22 | 110 | ||
12 | 0 | 6 | 0,40 | 0,60 | 28 | 140 | |
14 | 6 | 0,40 | 0,60 | 36 | 160 | ||
16 | 7 | 0 | 0,40 | 0,60 | 45 | 180 | |
18 | 7 | 0,40 | 0,60 | 50 | 200 | ||
20 | 0 | 8 | 0,60 | 0,80 | 56 | 220 | |
22 | 9 | 0,60 | 0,80 | 63 | 250 | ||
25 | 9 | 0,60 | 0,80 | 70 | 280 | ||
28 | 10 | 0,60 | 0,80 | 80 | 320 | ||
32 | 0 | 11 | 0 | 0,60 | 0,80 | 90 | 360 |
36 | 12 | 1,00 | 1,20 | 100 | 400 | ||
_____________
* Фаски снимают только на продольных кромках и на закругленных концах шпонок, остальные кромки притупляют.
** Длины шпонок выбирают из ряда: 10, 12, 14, 16, 18, 20, 22, 25, 28, 32, 36, 40, 45, 50, 56, 63, 70, 80, 90, 100, 110, 125, 140, 160, 180, 200, 220, 250, 280, 320, 360 и 400 мм.
4. МАТЕРИАЛ
Сталь, имеющая временное сопротивление разрыву 590 Н/мм (60 кгс/мм
), если по соглашению заинтересованных сторон не установлены другие значения.
5. ФОРМА, РАЗМЕРЫ И ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ПАЗОВ ШПОНОК
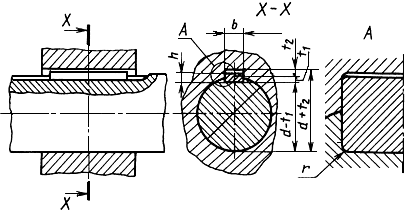
Черт.2
Таблица 2
мм
Вал | Шпонка* | Шпоночный паз | ||||||||||||
Ширина | Глубина** | Радиус | ||||||||||||
Диаметр | Сечение | Но- | Посадки и предельные отклонения | Вал | Втулка | макс. | мин. | |||||||
Св. | до | Свободная посадка | Нормальная посадка | Плотная посадка Вал и втулка Р9 | но- | пред. откл. | но- | пред. откл. | ||||||
Вал | Втулка D10 | Вал | Втулка Js9 | |||||||||||
12 | 17 | 5х3 | 5 | +0,030 0 | +0,078 | 0 -0,030 | ±0,015 | -0,012 | 1,8 | +0,1 0 | 1,4 | +0,1 0 | 0,25 | 0,16 |
17 | 22 | 6х4 | 6 | 2,5 | 1,8 | 0,25 | 0,16 | |||||||
22 | 30 | 8х5 | 8 | +0,036 0 | +0,098 | 0 -0,036 | ±0,018 | -0,015 | 3 | 2,3 | 0,25 | 0,16 | ||
30 | 38 | 10х6 | 10 | 3,5 | 2,8 | 0,40 | 0,25 | |||||||
38 | 44 | 12х6 | 12 | +0,043 0 | +0,120 | 0 -0,043 | ±0,0215 | -0,018 | 3,5 | 2,8 | 0,40 | 0,25 | ||
44 | 50 | 14х6 | 14 | 3,5 | 2,8 | 0,40 | 0,25 | |||||||
50 | 58 | 16х7 | 16 | 4 | +0,2 0 | 3,3 | +0,2 0 | 0,40 | 0,25 | |||||
58 | 65 | 18х7 | 8 | 4 | 3,3 | 0,40 | 0,25 | |||||||
65 | 75 | 20х8 | 20 | +0,052 0 | +0,149 | 0 -0,052 | ± 0,026 | -0,022 | 5 | 3,3 | 0,60 | 0,40 | ||
75 | 85 | 22х9 | 22 | 5,5 | 3,8 | 0,60 | 0,40 | |||||||
85 | 95 | 25х9 | 25 | 5,5 | 3,8 | 0,60 | 0,40 | |||||||
95 | 110 | 28 x 10 | 28 | 6 | 4,3 | 0,60 | 0,40 | |||||||
110 | 130 | 32х11 | 32 | +0,062 0 | +0,180 | 0 | ±0,031 | -0,026 | 7 | 4,4 | 0,60 | 0,40 | ||
130 | 150 | 36х12 | 36 | 7,5 | 4,9 | 1,00 | 0,70 | |||||||
_____________
* Соотношение между диаметром вала и сечением шпонки должно строго соблюдаться.
** Глубина шпоночных пазов на валах и во втулках устанавливается прямым измерением или измерением размеров () и (
). Предельные отклонения, применимые к
и
, относятся и к двум составным размерам (
) и (
), но знак предельного отклонения, данный в таблице для
, должен быть изменен на обратный. Глубина шпоночных пазов не должна измеряться от бокового угла паза. Предельные отклонения размеров
и
приблизительно соответствуют полю допуска К12, который получается, если высоту шпонки принять за номинальный размер.
ПРИЛОЖЕНИЕ
ДОПОЛНИТЕЛЬНЫЕ ТРЕБОВАНИЯ К ШПОНКАМ И ШПОНОЧНЫМ ПАЗАМ,
НЕОБХОДИМЫЕ ДЛЯ ПОТРЕБНОСТЕЙ НАРОДНОГО ХОЗЯЙСТВА
1. Стандарт не распространяется на соединения, спроектированные до введения в действие настоящего стандарта.
Стандарт не распространяется на шпоночные соединения, собираемые подгонкой или подбором шпонок.
2. Наименьшая фаска шпонки, указанная в табл.1, дана для ответственных шпоночных соединений.
3. Допускается применять шпонки длиной, выходящей за указанные в табл.1 пределы диапазонов длин. При этом длины свыше 400 мм следует выбирать из ряда Ra20 по ГОСТ 6636.
4. В ответственных шпоночных соединениях сопряжения дна паза с боковыми сторонами выполняются по радиусу, величина и предельные отклонения которого должны указываться на рабочем чертеже.
5. Допускаются для ширины паза вала и втулки любые сочетания полей допусков, указанных в табл.2.
6. Для термообработанных деталей допускаются отличные от указанных в табл.2 предельные отклонения размера ширины паза вала Н11, втулки D11, если это не влияет на работоспособность соединения.
7. Предельные отклонения размера длины паза вала должны соответствовать полю допуска H15.
8. Контроль размеров шпоночных пазов и их расположение относительно соответствующих цилиндрических поверхностей - по ГОСТ 24109-ГОСТ 24118, ГОСТ 24120 и ГОСТ 24121.
9. При контроле размеров () и (
) предельные отклонения должны соответствовать указанным в табл.3.
Таблица 3
мм
Высота шпонок | Предельные отклонения размеров | |
От 2 до 6 | 0 | +0,1 |
Св. 6 до 18 | 0 | + 0,2 |
Св. 18 до 50 | 0 | +0,3 |
10. Пример условного обозначения шпонки формы A, 18 мм,
7 мм,
1000 мм:*
________________
* Письмом Росстандарта от 01.09.2021 г. N 3201-ОГ/03 разъясняется, что "В п.10 Приложения ГОСТ 29175-91 допущена опечатка". Следует читать: Пример условного обозначения шпонки формы A, 18 мм,
7 мм,
100 мм. - .
![]()
То же, формы В:*
![]()
________________
* Письмом Росстандарта от 01.09.2021 г. N 3201-ОГ/03 разъясняется, что "В п.10 Приложения ГОСТ 29175-91 допущена опечатка". Следует читать: ![]() . - .
. - .
11. ТЕОРЕТИЧЕСКАЯ МАССА ШПОНОК
Таблица 4
Размеры в мм
5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 25 | 28 | 32 | 36 | |
3 | 4 | 5 | 6 | 6 | 6 | 7 | 7 | 8 | 9 | 9 | 10 | 11 | 12 | |
Теоретическая масса 1000 шпонок формы В в кг | ||||||||||||||
10 | 1,2 | - | - | - | - | - | - | - | - | - | - | - | - | - |
12 | 1,44 | - | - | - | - | - | - | - | - | - | - | - | - | |
14 | 1,68 | 2,63 | - | - | - | - | - | - | - | - | - | - | - | - |
16 | 1,92 | 3,04 | - | - | - | - | - | - | - | - | - | - | - | - |
18 | 2,16 | 3,44 | 5,64 | - | - | - | - | - | - | - | - | - | - | - |
20 | 2,34 | 3,82 | 6,28 | - | - | - | - | - | - | - | - | - | - | - |
22 | 2,68 | 4,22 | 6,93 | 10,7 | - | - | - | - | - | - | - | - | ||
25 | 2,94 | 4,76 | 7,85 | 12,07 | - | - | - | - | - | - | - | - | - | |
28 | 3,30 | 5,36 | 8,78 | 13,5 | 15,8 | - | - | - | - | - | - | - | - | |
32 | 3,78 | 6,09 | 10,07 | 15,07 | 18,1 | - | - | - | - | - | - | - | - | - |
36 | 4,26 | 6,83 | 11,3 | 16,95 | 10,7 | 23,9 | - | - | - | - | - | - | - | - |
40 | 4,68 | 7,57 | 12,6 | 18,8 | 22,7 | 26,5 | - | - | - | - | - | - | - | - |
45 | 5,28 | 8,51 | 14,1 | 21,1 | 25,7 | 29,9 | 39,3 | - | - | - | - | - | - | - |
50 | 5,88 | 9,51 | 15,7 | 23,3 | 30,0 | 33,5 | 42,0 | 49,7 | ||||||
56 | 6,60 | 10,65 | 17,6 | 26,1 | 33,6 | 37,5 | 47,6 | 55,5 | 70,5 | - | - | - | - | - |
63 | - | 11,9 | 19,7 | 29,9 | 39,2 | 42,2 | 58,8 | 60,8 | 77,7 | 93,8 | - | - | - | - |
70 | - | 13,27 | 21,99 | 33,0 | 39,6 | 46,4 | 61,5 | 69,6 | 88,4 | 108,9 | 123,7 | - | - | - |
80 | - | - | 24,99 | 37,6 | 45,0 | 53,0 | 70,4 | 79,6 | 101,0 | 124,4 | 141,3 | 175,9 | - | - |
90 | - | 28,3 | 42,4 | 50,9 | 59,6 | 79,1 | 89,5 | 113,6 | 139,9 | 159,0 | 197,8 | 248,3 | - | |
100 | - | - | - | 47,3 | 56,3 | 60,3 | 85,2 | 98,6 | 125,3 | 155,6 | 173,6 | 222,0 | 275,7 | 339,0 |
110 | - | - | - | 52,0 | 61,9 | 66,3 | 97,0 | 108,5 | 137,9 | 171,2 | 191,0 | 242,0 | 303,0 | 373,0 |
125 | - | - | - | - | 70,6 | 76,9 | 110,0 | 123,5 | 156,9 | 194,4 | 218,0 | 275,2 | 344,9 | 423,6 |
140 | - | - | - | - | 78,0 | 86,8 | 123,3 | 138,4 | 175,9 | 217,8 | 244,8 | 307,2 | 386,1 | 474,7 |
160 | - | - | - | - | - | 100,5 | 144,2 | 156,2 | 199,0 | 248,9 | 279,6 | 351,9 | 441,2 | 542,5 |
180 | - | - | - | - | - | - | 158,6 | 178,2 | 226,3 | 280,0 | 314,9 | 395,9 | 496,4 | 610,3 |
200 | - | - | - | - | - | - | - | 199,0 | 252,6 | 311,2 | 353,2 | 439,4 | 551,4 | 678,0 |
220 | - | - | - | - | - | - | - | 277,8 | 342,3 | 389,0 | 483,3 | 606,6 | 745,8 | |
250 | - | - | - | - | - | - | - | - | - | 388,4 | 443,7 | 551,9 | 691,7 | 846,0 |
280 | - | - | - | - | - | - | - | - | - | - | 495,0 | 615,3 | 772,1 | 949,3 |
320 | - | - | - | - | - | - | - | - | - | - | - | 703,3 | 883,0 | 1085,4 |
360 | - | - | - | - | - | - | - | - | - | - | - | - | 993,3 | 1221,1 |
400 | - | - | - | - | - | - | - | - | - | - | - | - | - | 1356,6 |
Для формы А масса уменьшается на | 0,145 | 0,243 | 0,543 | 1,01 | 1,46 | 1,98 | 3,01 | 3,82 | 5,39 | 7,2 | 9,7 | 13,2 | 19 | 26 |
Для формы С масса уменьшается на | 0,072 | 0,121 | 0,271 | 0,51 | 0,73 | 0,99 | 1,51 | 1,91 | 2,67 | 3,6 | 4,9 | 6,6 | 9,5 | 13,1 |
12. ЗАВИСИМОСТЬ ПАРАМЕТРОВ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
ОТ ДОПУСКОВ РАЗМЕРОВ
Таблица 5
Допуск размера по квалитетам | Ra, мкм, не более для номинальных размеров | |||
до 18 | св. 18 до 50 | св. 50 до 120 | св. 120 до 500 | |
IT9 | 3,2 | 3,2 | 6,3 | 6,3 |
IТ10 | 3,2 | 6,3 | 6,3 | 6,3 |
IT11 | 6,3 | 6,3 | 12,5 | 12,5 |
IT12, IT13 | 12,5 | 12,5 | 25 | 25 |
IT14, IT15 | 12,5 | 25 | 50 | 50 |
Примечания:
1. Параметры шероховатости поверхностей с неуказанными предельными отклонениями - Ra 20 мкм.
2. Параметр шероховатости дна шпоночного паза рекомендуется принимать равным Ra 6,3 мкм.
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 2004
