ГОСТ 26634-91
(ИСО 1797-85)
Группа Р25
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ИНСТРУМЕНТЫ СТОМАТОЛОГИЧЕСКИЕ ВРАЩАЮЩИЕСЯ. ХВОСТОВИКИ
Dental rotary instruments. Shanks
ОКП 94 5226
Дата введения 1992-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством здравоохранения СССР
РАЗРАБОТЧИКИ
В.Ш.Винокур; А.Р.Салихзянова (руководитель темы); Л.А.Смирнова, канд.техн. наук; Л.М.Галковская
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 22.05.91 N 723
3. Срок первой проверки - IV квартал 1996 г., периодичность проверки - 5 лет
4. Настоящий стандарт подготовлен методом прямого применения стандарта ИСО 1797-85*
_______________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
5. ВЗАМЕН ГОСТ 26634-85
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер раздела |
2, 8 | |
2, 7 | |
МИ 41-88 | 2, 7 |
Настоящий стандарт входит в серию основополагающих стандартов на стоматологические вращающиеся инструменты и является важным связующим звеном между стандартами на стоматологические инструменты и стоматологические наконечники.
Требования настоящего стандарта являются обязательными.
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает требования к хвостовикам стоматологических вращающихся инструментов и определяет методы измерений для контроля размеров. Требование к контролю качества включено в целях обеспечения высокого уровня качества.
Настоящий стандарт применяется совместно с приложением.
2. ССЫЛКИ
ГОСТ 19300-86 (ИСО 3274-75) "Средства измерений шероховатости поверхности профильным методом. Профилографы-профилометры контактные. Типы и основные параметры".
ГОСТ 2999-75 (ИСО 6507/1-82) "Металлы и сплавы. Метод измерения твердости по Виккерсу".
МИ 41-88 (ИСО 4288-85) "Методика выполнения измерений параметров шероховатости поверхности по ГОСТ 2789-73 при помощи приборов профильного метода".
3. КЛАССИФИКАЦИЯ
В зависимости от диаметра и конструкции хвостовики стоматологических вращающихся инструментов классифицируют по типам следующим образом:
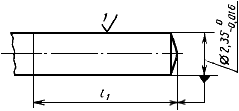
тип 1 - диаметр 2,35 мм с канавкой и плоской лыской;
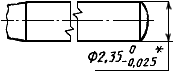
тип 2 - диаметр 2,35 мм цилиндрический;
тип 3 - диаметр 1,6 мм цилиндрический с коническим или сферическим торцем.
4. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
(Черт.1-3)
Хвостовик типа 1
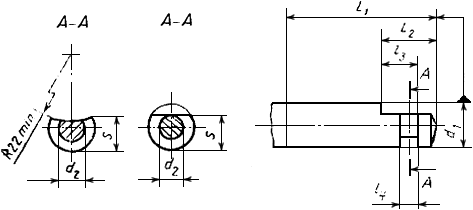
Черт.1
Хвостовик типа 2
Черт.2
Хвостовик типа 3

Черт.3
Обозначения к черт.1-3
- диаметр хвостовика;
- диаметр на уровне канавки;
- размер лыски по диаметру;
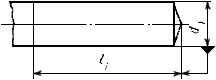
- длина хвостовика;
- расстояние между краем лыски и нерабочим концом;
- расстояние между (торцем) краем лыски и канавкой;
- ширина канавки
5. МАТЕРИАЛ
Хвостовики изготовляют из стали или другого подходящего материала.
Тип материала и способ его обработки выбираются изготовителем.
6. РАЗМЕРЫ
Размеры и допуски должны соответствовать значениям, указанным на черт.4, 5, 6, 7 и 8 и приведены в табл.1.
Хвостовик типа 1
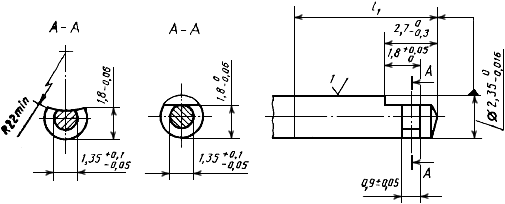
Черт.4
Хвостовик типа 2
Черт.5
Хвостовик типа 3
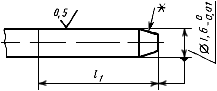
_______________
* Коническая или сферическая форма торца выбирается изготовителем.
Черт.6
Таблица 1
мм | ||||
Диаметр |
| |||
Длина хвостовиков типов 1 и 3. | Длина хвостовика типа 2 | |||
миниатюрный, короткий | стандартный, длинный | сверхдлинный | ||
1,6 | 9 | 11 | 12 | - |
2,35 | 11* | 12* | 30 | |
_______________ * Не допускается | ||||
Размеры даны в миллиметрах, шероховатость - в микрометрах.
Торец хвостовиков типов 1 и 2 должен быть плоский, конический или сферический. Право выбора формы торца предоставляется изготовителю.
7. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ
Шероховатость поверхности, определяемая по методам, описанным в ГОСТ 19300 и МИ 41 должна быть такой, как указано на чертежах.
8. ТВЕРДОСТЬ
Твердость хвостовиков, изготовленных из стали или из вольфрамового сплава, определяемая по методу, изложенному в ГОСТ 2999, должна быть не менее 250 HV 5.
9. МЕТОДЫ ИЗМЕРЕНИЯ
9.1. Диаметр хвостовика
Измерения следует проводить с использованием регулярно проверяемых твердосплавных калибров, воздушных манометров или индикаторов с круговой шкалой, градуированных в 0,001 мм.
Диаметр следует измерять перпендикулярно к продольной оси хвостовика на длине
.
9.2. Другие размеры
Измерения следует проводить при помощи соответствующих измерительных приборов: штангенциркулей с твердосплавными поверхностями, инструментальных микроскопов или индикаторов с круговой шкалой.
10. КОНТРОЛЬ КАЧЕСТВА
10.1. Тип хвостовиков
При контроле качества хвостовики инструментов должны классифицироваться в соответствии с разд.3.
10.2. Дефекты
Значительными дефектами считают те отклонения от требований, которые перечислены в табл.2. Незначительными дефектами являются все отклонения в присоединительных размерах, не указанные в табл.2.
Примечания:
1. К значительным относятся только те дефекты, которые мешают нормальной работе инструмента.
2. К незначительным дефектам относятся все другие отклонения от требований, снижающие качество инструмента.
Таблица 2
Значительные дефекты
Тип хвостовика | |||||
1 | >2,35 | >1,45 | <1,80 | <0,85 | >1,80 |
2 | >2,35 | - | - | - | - |
3 | >1,60 | ||||
<1,59 | - | - | - | - |
10.3. Отбор образцов
Метод отбора образцов и количество инструментов, необходимое для испытания, должны быть указаны в нормативно-технической документации на инструменты конкретного вида.
10.4. Приемочный уровень дефектности (AQL)
Приемочный уровень дефектности, выраженный количеством дефектов на сто изделий для каждого типа инструментов, должен соответствовать указанному в табл.3. (Для народного хозяйства СССР табл.4).
Таблица 3
Приемочный уровень дефектности AQL, %
Тип хвостовика | Значительные дефекты | Незначительные дефекты |
1 | 2,5 | 6,5 |
2 | 2,5 | 6,5 |
3 | 1,5 | 4,0 |
ПРИЛОЖЕНИЕ
Обязательное
ДОПОЛНИТЕЛЬНЫЕ ТРЕБОВАНИЯ, ОТРАЖАЮЩИЕ ПОТРЕБНОСТИ НАРОДНОГО ХОЗЯЙСТВА СССР
Хвостовик типа 1
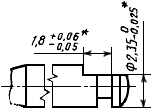
Черт.7
Хвостовик типа 2
Черт.8
_______________
* До 01.01.94
Допускается изготовлять торец хвостовиков инструментов с фаской 0,345°, переходящий на сферу.
10.4* Приемочный уровень дефектности AQL, %
_______________
* Нумерация соответствует оригиналу. - .
Таблица 4
Тип хвостовика | Значительные дефекты | Незначительные дефекты |
1, 2, 3 | 1,5 | 4,0 |
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1991
