ГОСТ 23590-79
Группа Э02
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МОНТАЖ ЭЛЕКТРИЧЕСКИЙ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ И ПРИБОРОВ
Технические требования к монтажу соединителей 2РМ
Mounting of electric radioelectronic equipment and instruments.
Technical requirements for mounting of connectors 2PM
Дата введения 1980-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Минобщемашем СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.04.79 N 1536
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта | |||
1 | ||||
1 | ||||
29 | ||||
4. ПЕРЕИЗДАНИЕ, апрель 2000 г., с Изменениями N 1, 2, утвержденными в декабре 1983 г. и марте 1990 г.
1. Настоящий стандарт распространяется на электрический монтаж (далее - монтаж) радиоэлектронной аппаратуры и приборов.
Стандарт устанавливает требования к монтажу приборных частей электрических соединителей 2РМ.
Термины, примененные в стандарте, соответствуют ГОСТ 21962 и ГОСТ 14312.
2. Монтаж соединителей 2РМ должен производиться в соответствии с требованиями настоящего стандарта, нормативной документации (НД), конструкторской и технологической документации, утвержденной в установленном порядке.
3. Монтаж однотипных соединителей в изделии должен быть идентичным.
4. Для обеспечения идентичности монтажа соединителей следует изготовлять контрольный образец монтажа, утвержденный в установленном порядке.
Для опытных образцов изделий контрольные образцы монтажа не устанавливают.
5. Требования к монтажу приборных частей соединителей 2РМ, установленные настоящим стандартом, должны быть указаны в конструкторской документации.
Пример: "Технические требования к электромонтажу приборных частей соединителей 2РМ по ГОСТ 23590".
6. Дополнительные требования к монтажу соединителей, не снижающие его качество, должны указываться в конструкторской и технологической документации.
7. Площадь сечения проводов, подводимых к контакт-деталям (далее - контакт) соединителей 2РМ, не должна превышать площади сечения, установленной в технических условиях на соединители конкретных типов, и соответствовать указанным в табл.1.
Таблица 1
Размеры в мм
Диаметр контакта | 1,0 | 1,5 | 2,0 | 3,0 | |
Диаметр отверстия контакта | 2РМ | 1,0 | 1,3 | 1,7 | 3,8 |
2РМД | - | 2,2 | 4,9 | ||
Наибольшая площадь сечения припаиваемого провода, мм | 2РМ | 0,5 | 1,0 | 1,5 | 6,0 |
2РМД | - | 2,5 | 10,0 | ||
Длина паяной части провода | 3,8-4,0 | 6,0-6,5 | |||
8. Если в одно отверстие контакта соединителя необходимо впаять несколько проводов меньшего сечения, то жилы всех проводов должны быть скручены вместе, а суммарный диаметр облуженных проводов должен быть меньше диаметра соответствующего отверстия в контакте соединителя.
9. Длина паяной части провода, входящего в отверстие крепежной части контакта, должна быть равна длине монтажной части внутренней полости контакта и соответствовать указанной в табл.1 и на черт.1.

1 - припой; 2 - жила; 3 - изоляционная трубка; 4 - провод; 5 - соединитель
Черт.1
10. При диаметре отверстия контакта свыше 2,0 мм, а также для проводов с полиэтиленовой изоляцией оголение провода от изоляции не должно быть более 3,0 мм.
11. При монтаже соединителей не допускается применять провода, у которых наружный диаметр по изоляции вместе с надеваемой на провод изоляционной трубкой больше, чем расстояние между осями контактов в соединителе.
12. Резервные контакты в соединителе необходимо запаять отрезками проводов одной из марок, которыми производится монтаж. Рекомендуемая длина проводов 40-100 мм.
13. Резервные контакты не следует запаивать в соединителях, заливаемых герметиком или работающих непродолжительное время (до 15 мин разового действия) при воздействии вибрации, соответствующей техническим условиям на соединители.
14. Концы резервных проводов следует заделать в общий жгут в соответствии с черт.2-5.

1 - жгут;
2 - изоляционная лента; 3 - резервные провода
Черт.2

1 - жгут;
2 - нитяной бандаж; 3 - изоляционная трубка; 4 - провод
Черт.3
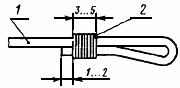
1 - провод; 2 - нитяной бандаж
Черт.4

1 - провод; 2 - изоляционная трубка
Черт.5
15. Провода, заделываемые в соединители, должны быть закреплены у корпуса соединителя c применением кронштейнов или на панели в соответствии с черт.6.

1 - жгут;
2 - изоляционная трубка; 3 - скоба; 4 - соединитель; 5 - панель
Черт.6
16. Высота укладки проводов с полиэтиленовой и фторопластовой изоляцией не должна быть более 35 мм (черт.7), с поливинилхлоридной изоляцией - не более 20 мм.

1 - жгут;
2 - изоляционная трубка; 3 - скоба; 4 - соединитель; 5 - кронштейн
Черт.7
(Измененная редакция, Изм. N 2).
17. Укладка проводов с поливинилхлоридной изоляцией площадью сечения не более 0,20 мм должна соответствовать черт.8.

1 - жгут;
2 - изоляционная трубка; 3 - скоба; 4 - соединитель; 5 - кронштейн
Черт.8
18. Рихтовка проводов после пайки не допускается.
19. Перемычки в соединителе, выполненные монтажным проводом, следует вводить петлей в жгут. Петли перемычек следует располагать ступенчато. Длина петли перемычки в этом случае не должна превышать 100 мм от крепления жгута у соединителя.
Необходимость введения перемычек петлей в жгут определяет разработчик конструкторской документации.
(Измененная редакция, Изм. N 2).
20. Перемычки выполняются в соответствии с черт.9 только при заливке соединителей компаундом или герметиком. При этом петли должны быть минимального размера, позволяющего на контакты соединителя надеть изоляционные трубки.

1 - жгут;
2 - изоляционная трубка; 3 - скоба; 4 - соединитель; 5 - кронштейн; 6 - перемычка
Черт.9
21. При большом количестве перемычек в соединителе и малом количестве цепей (до 10 цепей) перемычки следует вводить ступенчато в ствол жгута в соответствии с черт.10. Длина части перемычки в стволе жгута не должна превышать 100 мм.

1 - соединитель; 2 - цепи жгута; 3 - перемычки; 4 - жгут; 5 - кронштейн
Черт.10
22. Заливка или обволакивание монтажной части соединителя для защиты от пыли и влаги производится герметиком или компаундом в соответствии с черт.11.

1 - первый слой герметика; 2 - второй слой герметика; 3 - изоляционная трубка
Черт.11
23. Провода при монтаже не должны иметь повреждений (поджогов, надрезов) и других дефектов, снижающих механическую и электрическую прочность.
24. Провода к контактам соединителей должны подходить свободно без натяжения, быть отрихтованы и иметь запас по длине на перепайку в соответствии с требованием п.38. При заливке компаундом запас может отсутствовать.
25. Зачистку проводов от изоляции следует производить на глубину отверстия контакта в соответствии с табл.2.
Таблица 2
мм
Диаметр контакта | Размер зачистки, пред. откл. +1,0 | |
2РМ | 2РМД | |
1,0 | 6,0 | - |
1,5 | 6,0 | 6,0 |
2,0 | 7,5 | 8,0 |
3,0 | 8,0 | 9,0 |
26. Жилы проводов следует скрутить в сторону повива, облудить и отрезать в размер.
27. Монтаж соединителей с плавающими контактами не допускается производить жесткими однопроволочными проводами.
28. Монтаж, заливку и обволакивание соединителей с плавающими контактами следует производить с технологической ответной частью.
29. При заделке в соединители экранированных проводов, разделанных по ГОСТ 23585, не допускается, чтобы оплетка экранов этих проводов входила в изоляционные трубки, надеваемые на контакты соединителей.
30. Перед пайкой концы проводов жгута следует продеть в отверстие специального шаблона (имитатора контактного поля соединителя) для предупреждения перекрещивания проводов в зоне монтажа.
31. Перед пайкой в контакты соединителей на провода должны быть надеты изоляционные трубки диаметром, обеспечивающим плотную посадку их после пайки на контакте и (или) проводе (проводах).
Если соединители подлежат заливке или обволакиванию, возможны два варианта монтажа:
а) с трубками;
б) без трубок - в соответствии с черт.11.
(Измененная редакция, Изм. N 2).
32. Длина изоляционных трубок, надеваемых на контакты соединителей, должна быть 10-12 мм.
33. Соединитель при монтаже следует установить в положение, исключающее затеки флюса внутрь соединителя, так, чтобы срезанная часть контактов была направлена в сторону электромонтажника.
34. В расчлененном состоянии контактная сторона соединителя должна быть закрыта технологической крышкой.
35. Пайку проводов к соединителю следует производить по рядам контактов, начиная с нижнего ряда в направлении слева направо.
36. При пайке жил проводов в соединители выбор мощности паяльника следует производить в соответствии с указаниями НД на соединители.
27. Время пайки жил проводов в контакты соединителей устанавливают в соответствии с указаниями НД на соединители.
36, 37. (Измененная редакция, Изм. N 2).
38. В негерметичных соединителях перепайка контактов диаметром 1 мм не производится более одного раза, контактов диаметром более 1,5 мм - двух раз.
39. Паяная поверхность монтажных соединений должна быть блестящей или матовой без темных пятен, трещин, раковин, загрязнений, острых выпуклостей и посторонних включений. Припой должен заливать место соединения со всех сторон, заполняя щели и зазоры между жилами проводов и контактами, с незначительными наплывами припоя на наружной поверхности контакта (черт.12).

Черт.12
Количество припоя, необходимого для пайки, должно быть минимальным.
Качество пайки в соединителях следует проверять после пайки каждого ряда контактов.
(Измененная редакция, Изм. N 1).
40. При выполнении монтажа не должно нарушаться защитное покрытие деталей соединителя, а также покрытие деталей, на которых производится монтаж соединителей.
41. По окончании монтажа соединители должны быть очищены от остатков монтажных материалов и загрязнений.
Требование не распространяется на монтаж с применением флюсов, допускающих не производить очистку.
42. Качество пайки соединителей проверяется при межоперационном контроле до надевания на контакты изоляционных трубок.
43. После монтажа и проверки качества пайки изоляционные трубки должны быть надвинуты на контакты до упора в изолятор соединителя.
44. Прозвонку соединителей следует производить с применением технологической ответной части.
Текст документа сверен по
М.: ИПК Издательство стандартов, 2000
