ГОСТ 17232-2023
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПЛИТЫ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ
Технические условия
Aluminium and aluminium alloys strips. Specifications
МКС 77.150.10
Дата введения 2024-02-01
с правом досрочного применения
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Ассоциацией "Объединение производителей, поставщиков и потребителей алюминия", Открытым акционерным обществом "Каменск-Уральский металлургический завод" (ОАО "КУМЗ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 099 "Алюминий"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 31 августа 2023 г. N 164-П)
За принятие проголосовали:*
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 27 октября 2023 г. N 1250-ст межгосударственный стандарт ГОСТ 17232-2023 введен в действие в качестве национального стандарта Российской Федерации с 1 февраля 2024 г. с правом досрочного применения
5 ВЗАМЕН ГОСТ 17232-99
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
ВНЕСЕНА поправка, опубликованная на официальном сайте Росстандарта России rst.gov.ru по состоянию на 05.08.2024
1 Область применения
Настоящий стандарт распространяется на плиты из алюминия и алюминиевых сплавов.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 9.510 Единая система защиты от коррозии и старения. Полуфабрикаты из алюминия и алюминиевых сплавов. Общие требования к временной противокоррозионной защите, упаковке, транспортированию и хранению
ГОСТ 166 (ISO 599-76) Штангенциркули. Технические условия
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 1497 (ISO 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 3221 Алюминий первичный. Методы спектрального анализа
ГОСТ 4784 Алюминий и сплавы алюминиевые деформируемые. Марки
ГОСТ 6507 Микрометры. Технические условия
ГОСТ 7502 Рулетки измерительные металлические. Технические условия
ГОСТ 7727 Сплавы алюминиевые. Методы спектрального анализа
ГОСТ 8026 Линейки поверочные. Технические условия
ГОСТ 11069 Алюминий первичный. Марки
ГОСТ 11739.1 Сплавы алюминиевые литейные и деформируемые. Методы определения оксида алюминия
ГОСТ 11739.2 Сплавы алюминиевые литейные и деформируемые. Методы определения бора
ГОСТ 11739.3 Сплавы алюминиевые литейные и деформируемые. Методы определения бериллия
ГОСТ 11739.4 Сплавы алюминиевые литейные и деформируемые. Методы определения висмута
ГОСТ 11739.5 Сплавы алюминиевые литейные и деформируемые. Методы определения ванадия
ГОСТ 11739.6 Сплавы алюминиевые литейные и деформируемые. Методы определения железа
ГОСТ 11739.7 Сплавы алюминиевые литейные и деформируемые. Методы определения кремния
ГОСТ 11739.8 Сплавы алюминиевые литейные и деформируемые. Метод определения калия
ГОСТ 11739.9 Сплавы алюминиевые литейные и деформируемые. Методы определения кадмия
ГОСТ 11739.10 Сплавы алюминиевые литейные и деформируемые. Метод определения лития
ГОСТ 11739.11 Сплавы алюминиевые литейные и деформируемые. Методы определения магния
ГОСТ 11739.12 Сплавы алюминиевые литейные и деформируемые. Методы определения марганца
ГОСТ 11739.13 Сплавы алюминиевые литейные и деформируемые. Методы определения меди
ГОСТ 11739.14 Сплавы алюминиевые литейные и деформируемые. Методы определения мышьяка
ГОСТ 11739.15 Сплавы алюминиевые литейные и деформируемые. Метод определения натрия
ГОСТ 11739.16 Сплавы алюминиевые литейные и деформируемые. Методы определения никеля
ГОСТ 11739.17 Сплавы алюминиевые литейные и деформируемые. Методы определения олова
ГОСТ 11739.18 Сплавы алюминиевые литейные и деформируемые. Метод определения свинца
ГОСТ 11739.19 Сплавы алюминиевые литейные и деформируемые. Методы определения сурьмы
ГОСТ 11739.20 Сплавы алюминиевые литейные и деформируемые. Метод определения титана
ГОСТ 11739.21 Сплавы алюминиевые литейные и деформируемые. Методы определения хрома
ГОСТ 11739.22 Сплавы алюминиевые литейные и деформируемые. Методы определения редкоземельных элементов и иттрия
ГОСТ 11739.23 Сплавы алюминиевые литейные и деформируемые. Методы определения циркония
ГОСТ 11739.24 Сплавы алюминиевые литейные и деформируемые. Методы определения цинка
ГОСТ 12697.1 Алюминий. Методы определения ванадия
ГОСТ 12697.2 Алюминий. Методы определения магния
ГОСТ 12697.3 Алюминий. Методы определения марганца
ГОСТ 12697.4 Алюминий. Метод определения натрия
ГОСТ 12697.5 Алюминий. Метод определения хрома
ГОСТ 12697.6 Алюминий. Метод определения кремния
ГОСТ 12697.7 Алюминий. Методы определения железа
ГОСТ 12697.8 Алюминий. Методы определения меди
ГОСТ 12697.9 Алюминий. Методы определения цинка
ГОСТ 12697.10 Алюминий. Метод определения титана
ГОСТ 12697.11 Алюминий. Метод определения свинца
ГОСТ 12697.12 Алюминий. Методы определения мышьяка
ГОСТ 14192 Маркировка грузов
ГОСТ 19300 Средства измерений шероховатости поверхности профильным методом. Профилографы-профилометры контактные. Типы и основные параметры
ГОСТ 21631-2023 Листы из алюминия и алюминиевых сплавов
ГОСТ 24047 Полуфабрикаты из цветных металлов и их сплавов. Отбор проб для испытаний на растяжение
ГОСТ 24231 Цветные металлы и сплавы. Общие требования к отбору и подготовке проб для химического анализа
ГОСТ 25086 Цветные металлы и их сплавы. Общие требования к методам анализа
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в сети Интернет на официальном сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Классификация
3.1 Плиты подразделяют:
- по способу изготовления:
а) неплакированные - без дополнительного обозначения;
б) плакированные:
1) с технологической плакировкой - Б;
2) с нормальной плакировкой - А;
- по состоянию материала:
а) без термической обработки - без дополнительного обозначения;
б) отожженные - М;
в) четвертьнагартованные - Н1;
г) полунагартованные - Н2;
д) нагартованные - Н;
е) закаленные и естественно состаренные - Т;
ж) закаленные и искусственно состаренные - Т1;
- по точности изготовления по толщине:
а) нормальной точности - без дополнительного обозначения;
б) повышенной точности - П.
4 Технические требования
4.1 Плиты изготовляют в соответствии с требованиями настоящего стандарта:
- из алюминия марок: А7, А6, А5, А0 с химическим составом по ГОСТ 11069;
- из алюминия марок: АД00, АД0, АД, АД1 с химическим составом по ГОСТ 4784;
- из алюминиевых сплавов марок: АМц, АМцС, 1407, 1407ч, АМг2, АМгЗ*, АМг5, АМг6, 1565ч, 1580, 1581, 1915, АВ, Д1, Д16, В95, АК4-1, АД31, АД33, АД35 с химическим составом по ГОСТ 4784;
- из алюминиевых сплавов марок: Д19, Д20, ВАД1 по нормативным документам.
4.2 Основные параметры и размеры
4.2.1 Плиты в зависимости от марки сплава и плакировки изготовляют следующих размеров, указанных в таблице 1.
Таблица 1 - Размеры плит из алюминия и алюминиевых сплавов
В миллиметрах | |||||||
Марка алюминия или алюминиевого сплава, плакировка | Толщина плит | Ширина плит | Длина плит | ||||
А7, А6, А5, А0, АД0, АД00, АД1, АД, | Св. | 10,5 | до | 40,0 | включ. | От 1000 до 2500 | От 2000 до 15000 |
АМц, АМцС, АМг2, АВ | " | 40,0 | " | 100,0 | " | От 1000 до 3000 | От 2000 до 15000 |
" | 100,0 | " | 150,0 | " | От 1000 до 3000 | От 2000 до 10000 | |
" | 150,0 | " | 200,0 | " | От 1000 до 3000 | От 2000 до 8000 | |
1407, 1407ч | Св. | 10,5 | до | 80,0 | включ. | От 1000 до 2000 | От 2000 до 15000 |
Д1, Д1 Б, Д16, Д16 А, Д16 Б, Д19, Д19 А, | Св. | 10,5 | до | 45,0 | включ. | От 1000 до 2000 | От 2000 до 15000 |
Д19 Б, Д20, Д20 Б, ВАД1 Б | " | 45,0 | " | 100,0 | " | От 1000 до 2500 | От 2000 до 10000 |
" | 100,0 | " | 150,0 | " | От 1000 до 3000 | От 2000 до 8000 | |
" | 150,0 | " | 200,0 | " | От 1000 до 3000 | От 2000 до 6000 | |
АМгЗ*, Амг5, Амг6, Амг6 Б | Св. | 10,5 | до | 45,0 | включ. | От 1000 до 2000 | От 2000 до 15000 |
" | 45,0 | " | 100,0 | " | От 1000 до 2500 | От 2000 до 10000 | |
" | 100,0 | " | 150,0 | " | От 1000 до 3000 | От 2000 до 8000 | |
" | 150,0 | " | 200,0 | " | От 1000 до 3000 | От 2000 до 6000 | |
1565ч | Св. | 10,5 | до | 60,0 | включ. | От 1000 до 2000 | От 2000 до 15000 |
1580, 1581 | Св. | 10,5 | до | 50,0 | включ. | От 1000 до 2000 | От 2000 до 15000 |
1915 | Св. | 10,5 | до | 80,0 | включ. | От 1000 до 2000 | От 2000 до 15000 |
В95 Б, В95 А, В95 | Св. | 10,5 | до | 45,0 | включ. | От 1000 до 2000 | От 2000 до 15000 |
" | 45,0 | " | 100,0 | " | От 1000 до 2500 | От 2000 до 10000 | |
" | 100,0 | " | 150,0 | " | От 1000 до 3000 | От 2000 до 8000 | |
" | 150,0 | " | 200,0 | " | От 1000 до 3000 | От 2000 до 6000 | |
АК4-1, АК4-1Б | Св. | 10,5 | до | 45,0 | включ. | От 1000 до 2000 | От 2000 до 15000 |
" | 45,0 | " | 100,0 | " | От 1000 до 2000 | От 2000 до 10000 | |
" | 100,0 | " | 150,0 | " | От 1000 до 2500 | От 2000 до 8000 | |
" | 150,0 | " | 200,0 | " | От 1000 до 2500 | От 2000 до 6000 | |
АД31, АД33, АД35 | Св. | 10,5 | до | 45,0 | включ. | От 1000 до 2000 | От 2000 до 15000 |
" | 45,0 | " | 100,0 | " | От 1000 до 2500 | От 2000 до 10000 | |
" | 100,0 | " | 150,0 | " | От 1000 до 3000 | От 2000 до 8000 | |
" | 150,0 | " | 200,0 | " | От 1000 до 3000 | От 2000 до 6000 | |
4.2.2 Толщина и ширина плит, а также предельные отклонения по толщине в зависимости от толщины и ширины плит должны соответствовать значениям, приведенным в таблице 2.
Таблица 2 - Предельные отклонения по толщине плит
В миллиметрах | ||||||||||||||
Толщина плиты | Предельное отклонение по толщине при ширине | |||||||||||||
От 1000 до 1200 включ. | Св. 1200 до 1500 включ. | Св. 1500 до 2000 включ. | Св. 2000 до 2500 включ. | Св. 2500 до 3000 включ. | ||||||||||
нор- маль- ной точ- нос- ти | повы- шен- ной точ- нос- ти | нор- маль- ной точ- нос- ти | повы- шен- ной точ- нос- ти | нор- маль- ной точ- нос- ти | повы- шен- ной точ- нос- ти | нор- маль- ной точ- нос- ти | повы- шен- ной точ- нос- ти | нор- маль- ной точ- нос- ти | повы- шен- ной точ- нос- ти | |||||
Св. | 10,5 | до | 12,0 | включ. | ±0,50 | ±0,50 | ±0,75 | ±0,60 | ±1,00 | ±0,75 | ±1,25 | ±1,00 | - | - |
" | 12,0 | " | 20,0 | " | ±0,50 | ±0,50 | ±0,75 | ±0,70 | ±1,00 | ±0,85 | ±1,25 | ±1,15 | - | - |
" | 20,0 | " | 30,0 | " | ±0,75 | ±0,70 | ±1,00 | ±0,80 | ±1,25 | ±0,90 | ±1,50 | ±1,25 | - | - |
" | 30,0 | " | 45,0 | " | ±1,00 | ±0,80 | ±1,25 | ±0,90 | ±1,50 | ±1,10 | ±1,75 | ±1,45 | - | - |
" | 45,0 | " | 65,0 | " | ±1,50 | ±1,20 | ±1,75 | ±1,30 | ±2,00 | ±1,50 | ±2,25 | ±1,75 | ±2,50 | ±2,00 |
" | 65,0 | " | 80,0 | " | ±2,00 | ±1,50 | ±2,50 | ±1,60 | ±3,00 | ±1,80 | ±3,50 | ±2,00 | ±4,00 | ±2,20 |
" | 80,0 | " | 200,0 | " | ±3,00 | ±2,50 | ±3,50 | ±2,50 | ±4,00 | ±2,50 | ±4,50 | ±2,50 | ±5,00 | ±3,00 |
4.2.3 Предельное отклонение по ширине плит должно быть не более плюс 100 мм.
4.2.4 Плиты толщиной до 60 мм изготовляют мерной длины или кратной ей в пределах длин, установленных в таблице 1, с интервалами 500 мм и с обрезкой концов.
Предельные отклонения по длине обрезанных плит в зависимости от толщины должны быть:
- плюс 30 мм - для плит толщиной от 10,5 до 35 мм;
- плюс 50 мм - для плит толщиной свыше 35 до 60 мм.
4.2.5 Плиты толщиной более 60 мм изготовляют прокаткой из целого слитка без разрезки на мерные длины и без обрезки концов. Длина плит не нормируется.
Допускается изготавливать плиты толщиной свыше 60 мм мерной длины или кратной ей в пределах длин, установленных в таблице 1. Предельные отклонения по длине плюс 50 мм.
4.2.6 Неплоскостность в зависимости от ширины плит должна соответствовать указанной в таблице 3.
Таблица 3 - Неплоскостность плит в зависимости от ширины
В миллиметрах | ||||||||
Толщина плиты | Неплоскостность на 1 м длины в зависимости от ширины | |||||||
От 1000 до 1200 включ. | Св. 1200 до 1500 включ. | Св. 1500 до 2000 включ. | Св. 2000 до 3000 включ. | |||||
Св. | 10,5 | до | 20,0 | включ. | 4,0 | 6,0 | 8,0 | 10,0 |
" | 20,0 | " | 80,0 | " | 3,5 | 5,0 | 6,0 | 8,0 |
" | 80,0 | " | 200,0 | " | 3,5 | 4,0 | 5,0 | 7,0 |
Для вычисления теоретической массы плит из алюминия и алюминиевых сплавов других марок следует пользоваться переводными коэффициентами, указанными в приложении Б.
(Поправка).
4.2.8 Марку алюминия или алюминиевого сплава, плакировку, размеры плит и точность изготовления плит заказчик указывает в заказе. При отсутствии требований в заказе точность изготовления определяет изготовитель.
Условные обозначения плит при заказе проставляют по схеме в соответствии с рисунком 1.
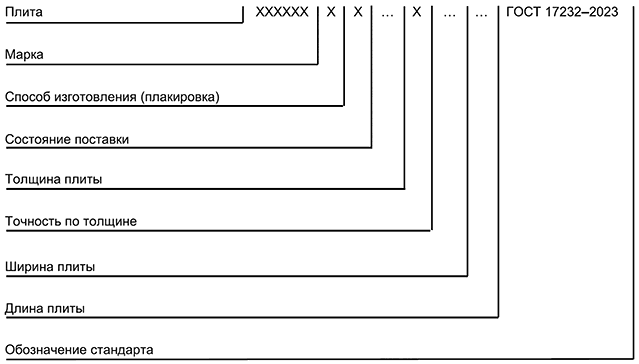 |
Рисунок 1 - Условные обозначения плит
Примеры условных обозначений:
Плита из алюминиевого сплава марки Д16 с нормальной плакировкой в закаленном и естественно состаренном состоянии Т, толщиной 20 мм, шириной 1200 мм, длиной 3000 мм, нормальной точности изготовления по толщине:
Плита Д16 А Т 20х1200х3000 ГОСТ 17232-2023
То же, повышенной точности изготовления по толщине:
Плита Д16 А Т 20Пх1200х3000 ГОСТ 17232-2023
4.3 Характеристики
4.3.1 Базовое исполнение
4.3.1.1 Плиты изготовляют из алюминия и алюминиевых сплавов всех марок, указанных в 4.1, нормальной точности изготовления, без плакировки, с технологической или нормальной плакировкой.
Толщина, ширина и длина плит, а также предельные отклонения по ним должны соответствовать значениям, приведенным в таблицах 1, 2 и в 4.2.3-4.2.5.
4.3.1.2 Плиты изготовляют без термообработки, в термообработанном или нагартованном состоянии.
4.3.1.3 Для плакировки плит, в зависимости от марки плакируемого сплава, применяют алюминиевые сплавы, химический состав которых приведен в таблице 4.
Таблица 4 - Химический состав плакирующего сплава
Марка | Марка | Массовая доля элементов, % | |||||||||
плаки- | плаки- | крем- | желе- | медь | мар- | маг- | цинк | титан | Прочие | алюминий | |
руемого сплава | рующего сплава | ний | зо | ганец | ний | каждый | сумма | ||||
АМг6, Д1, Д16, Д19, Д20, ВАД1, АК4-1 | АД1пл | 0,30 | 0,30 | 0,02 | 0,025 | 0,05 | 0,10 | 0,15 | 0,02 | - | Не менее 99,30 |
В95 | АЦпл | 0,30 | 0,30 | - | 0,025 | - | 0,90- 1,30 | 0,15 | 0,05 | 0,10 | Остальное |
Примечания 1 Допускается содержание меди в сплаве АД1пл устанавливать 0,05%. 2 Массовая доля элементов - максимальная, если не указаны пределы. | |||||||||||
4.3.1.4 Толщина плакирующего слоя на каждой стороне плиты от номинальной толщины должна составлять:
- не более 1,5% для технологической плакировки;
- от 2% до 4% для нормальной плакировки.
4.3.1.5 Механические свойства образцов, вырезанных из плит, должны соответствовать требованиям, приведенным в таблице 5.
4.3.1.6 Плиты изготовляют без обрезки боковых кромок. На кромках и на концах, выходящих за номинальные размеры плит, допускаются вмятины, забоины, трещины и другие дефекты, обусловленные способом производства.
Допускается изготовление плит с обрезкой боковых кромок по ширине. На плитах с обрезанными боковыми кромками допуск по ширине не более плюс 30 мм.
4.3.1.7 На плитах с обрезанными концами не должно быть расслоений.
4.3.1.8 Поверхность плит должна быть без трещин, расслоений, пятен коррозионного происхождения, диффузионных пятен (на плитах с нормальной плакировкой), шлаковых включений и обнаженных от плакировки участков (на плитах с нормальной плакировкой).
Таблица 5 - Механические свойства плит при растяжении
Марка | Состояние | Состояние | Направление | Толщина плит, мм | Механические свойства при растяжении | ||||||
алюминия и алюминиевого сплава | материала плит | испытываемых образцов | вырезки образцов | Временное сопротивление , МПа (кгс/мм ), не менее | Предел текучести , МПа (кгс/мм ), не менее | Относительное удлинение , %, не менее | |||||
А7, А6, А5, А0, АД0, АД1, | Без термической | Без термической | Поперек направления | Св. | 10,5 | до | 25,0 | включ. | 78 (8,0) | - | 18,0 |
АД00, АД | обработки | обработки | прокатки | " | 25,0 | " | 80,0 | " | 64 (6,5) | - | 15,0 |
Отожженное | Отожженные | Св. | 10,5 | до | 25,0 | включ. | 78 (8,0)
| - | 18,0 | ||
" | 25,0 | " | 80,0 | " | 64 (6,5) | - | 15,0 | ||||
Д1, Д1 Б | Без термической | Закаленные и естественно | Поперек направления | Св. | 10,5 | до | 25,0 | включ. | 370 (38,0) | 215 (22,0) | 11,0 |
| обработки | состаренные | прокатки | " | 25,0 | " | 40,0 | " | 365 (37,0) | 215 (22,0) | 8,0 |
| " | 40,0 | " | 70,0 | " | 345 (35,0) | 195 (20,0) | 6,0 | |||
" | 70,0 | " | 80,0 | " | 315 (32,0) | 195 (20,0) | 5,0 | ||||
Перпендикулярно к плоскости плиты | Св. | 40,0 | до | 80,0 | включ. | 295 (30,0) | - | 4,0 | |||
Закаленное и естественно | Поперек направления | Св. | 10,5 | до | 25,0 | включ. | 370 (38,0) | 215 (22,0) | 11,0 | ||
состаренное | прокатки
| " | 25,0 | " | 40,0 | " | 365 (37,0) | 215 (22,0) | 8,0 | ||
| " | 40,0 | " | 70,0 | " | 345 (35,0) | 195 (20,0) | 6,0 | |||
" | 70,0 | " | 80,0 | " | 315 (32,0) | 195 (20,0) | 5,0 | ||||
Перпендикулярно к плоскости плиты | Св. | 40,0 | до | 80,0 | включ. | 295 (30,0) | - | 4,0 | |||
АК4-1, АК4-1 Б
| Без термической | Закаленные и искусственно | Поперек направления | Св. | 10,5 | до | 25,0 | включ. | 390 (40,0) | 325 (33,0) | 6,0 |
обработки | состаренные | прокатки | "
| 25,0 | " | 80,0 | " | 385 (39,5) | 295 (30,0) | 6,0 | |
Перпендикулярно к плоскости плиты | Св. | 40,0 | до | 80,0 | включ. | 370 (38,0) | - | 4,0 | |||
Закаленное и искусственно | Поперек направления | Св. | 10,5 | до | 25,0 | включ. | 390 (40,0) | 325 (33,0) | 6,0 | ||
состаренное | прокатки | " | 25,0 | " | 80,0 | " | 385 (39,5) | 295 (30,0) | 6,0 | ||
Перпендикулярно к плоскости плиты | Св. | 40,0 | до | 80,0 | включ. | 370 (38,0) | - | 4,0 | |||
Д16, Д16 А, Д16 Б | Без термической | Закаленные и естественно | Поперек направления | Св. | 10,5, | до | 25,0 | включ. | 420 (43,0) | 275 (28,0) | 7,0 |
обработки | состаренные | прокатки | "
| 25,0 | " | 40,0 | " | 390 (40,0) | 255 (26,0) | 5,0 | |
"
| 40,0 | " | 70,0 | " | 370 (38,0) | 245 (25,0) | 4,0 | ||||
" | 70,0 | " | 80,0 | " | 345 (35,0) | 245 (25,0) | 3,0 | ||||
Перпендикулярно к плоскости плиты | Св. | 40,0 | до | 80,0 | включ. | 345 (35,0) | - | 3,0 | |||
Закаленное и естественно | Поперек направления | Св. | 10,5 | до | 25,0 | включ. | 420 (43,0) | 275 (28,0) | 7,0 | ||
состаренное | прокатки | "
| 25,0 | " | 40,0 | " | 390 (40,0) | 255 (26,0) | 5,0 | ||
"
| 40,0 | " | 70,0 | " | 370 (38,0) | 245 (25,0) | 4,0 | ||||
" | 70,0 | " | 80,0 | " | 345 (35,0) | 245 (25,0) | 3,0 | ||||
Перпендикулярно к плоскости плиты | Св. | 40,0 | до | 80,0 | включ. | 345 (35,0) | - | 3,0 | |||
Д19, Д19 А, Д19 Б | Без термической | Закаленные и естественно | Поперек направления | Св. | 10,5 | до | 25,0 | включ. | 420 (43,0) | 275 (28,0) | 7,0 |
обработки | состаренные | прокатки | "
| 25,0 | " | 40,0 | " | 390 (40,0) | 255 (26,0) | 5,0 | |
"
| 40,0 | " | 70,0 | " | 370 (38,0) | 245 (25,0) | 4,0 | ||||
" | 70,0 | " | 80,0 | " | 345 (35,0) | 245 (25,0) | 3,0 | ||||
Перпендикулярно к плоскости плиты | Св. | 40,0 | до | 80,0 | включ. | 345 (35,0) | - | 3,0 | |||
Поперек направления | Св. | 10,5 | до | 25,0 | включ. | 420 (43,0) | 255 (26,0) | 7,0 | |||
прокатки | "
| 25,0 | " | 40,0 | " | 390 (40,0) | 255 (26,0) | 5,0 | |||
"
| 40,0 | " | 70,0 | " | 370 (38,0) | 245 (25,0) | 4,0 | ||||
" | 70,0 | " | 80,0 | " | 345 (35,0) | 245 (25,0) | 3,0 | ||||
Закаленное и естественно состаренное | Перпендикулярно к плоскости плиты | Св. | 40,0 | до | 80,0 | включ. | 345 (35,0) | - | 3,0 | ||
ВАД1 Б | Без термической | Закаленные и естественно | Поперек направления | Св. | 10,5 | до | 25,0 | включ. | 410 (42,0) | 265 (27,0) | 7,0 |
обработки | состаренные | прокатки | "
| 25,0 | " | 40,0 | " | 380 (39,0) | 245 (25,0) | 5,0 | |
"
| 40,0 | " | 70,0 | " | 365 (38,0) | 235 (24,0) | 4,0 | ||||
" | 70,0 | " | 80,0 | " | 335 (34,0) | 235 (24,0) | 3,0 | ||||
Закаленное и естественно | Св. | 10,5 | до | 25,0 | включ. | 410 (42,0) | 265 (27,0) | 7,0 | |||
состаренное | "
| 25,0 | " | 40,0 | " | 380 (39,0) | 245 (25,0) | 5,0 | |||
"
| 40,0 | " | 70,0 | " | 365 (38,0) | 235 (24,0) | 4,0 | ||||
" | 70,0 | " | 80,0 | " | 335 (34,0) | 235 (24,0) | 3,0 | ||||
Д20, Д20 Б | Без термической обработки | Закаленные и естественно состаренные | Поперек направления прокатки | Св. | 10,5 | до | 80,0 | включ. | 275 (28,0) | - | 12,0 |
Закаленные и искусственно состаренные |
| Св. | 10,5 | до | 80,0 | включ. | 370 (38,0) | 275 (28) | 8,0 | ||
Закаленное и естественно состаренное | Закаленные и естественно состаренные | Св. | 10,5 | до | 80,0 | включ. | 275 (28,0) | - | 12,0 | ||
Закаленное и искусственно состаренное | Закаленные и искусственно состаренные | Св. | 10,5 | до | 80,0 | включ. | 370 (38,0) | 275 (28) | 8,0 | ||
АМц, АМцС | Без термической | Без термической | Поперек направления | Св. | 10,5 | до | 25,0 | включ. | 120 (12,0) | - | 15,0 |
обработки | обработки | прокатки | " | 25,0 | " | 80,0 | " | 110 (11,0) | - | 12,0 | |
Отожженное | Отожженные | Св.
| 10,5 | до | 25,0 | включ. | 120 (12,0) | - | 15,0 | ||
" | 25,0 | " | 80,0 | " | 110 (11,0) | - | 12,0 | ||||
1407, 1407ч | Без термической | Без термической | Поперек направления | Св. | 10,5 | до | 25,0 | включ. | 145 (15,0) | 95 (10,0) | 15,0 |
обработки | обработки | прокатки | " | 25,0 | " | 80,0 | " | 130 (13,5) | 90 (9,0) | 13,0 | |
Отожженное | Отожженные | Св.
| 10,5 | до | 25,0 | включ. | 145 (15,0) | 95 (10,0) | 15,0 | ||
" | 25,0 | " | 80,0 | " | 130 (13,5) | 90 (9,0) | 13,0 | ||||
АМг2 | Без термической | Без термической | Поперек направления | Св. | 10,5 | до | 25,0 | включ. | 175 (18,0) | - | 7,0 |
обработки | обработки | прокатки | " | 25,0 | " | 80,0 | " | 155 (16,0) | - | 6,0 | |
Отожженное | Отожженные | Св.
| 10,5 | до | 25,0 | включ. | 175 (18,0) | - | 7,0 | ||
" | 25,0 | " | 80,0 | " | 155 (16,0) | - | 6,0 | ||||
АМгЗ* | Без термической | Без термической | Поперек направления | Св. | 10,5 | до | 25,0 | включ. | 185 (19,0) | 69 (7,0) | 12,0 |
обработки | обработки | прокатки | " | 25,0 | " | 80,0 | " | 165 (17,0) | 59 (6,0) | 11,0 | |
Отожженное | Отожженные | Св.
| 10,5 | до | 25,0 | включ. | 185 (19,0) | 69 (7,0) | 12,0 | ||
" | 25,0 | " | 80,0 | " | 165 (17,0) | 59 (6,0) | 11,0 | ||||
АМг5 | Без термической | Без термической | Поперек направления | Св. | 10,5 | до | 25,0 | включ. | 265 (27,0) | 120 (12,0) | 13,0 |
обработки | обработки | прокатки | " | 25,0 | " | 80,0 | " | 255 (26,0) | 110 (11,0) | 12,0 | |
Отожженное | Отожженные | Св.
| 10,5 | до | 25,0 | включ. | 265 (27,0) | 120 (12,0) | 13,0 | ||
" | 25,0 | " | 80,0 | " | 255 (26,0) | 110 (11,0) | 12,0 | ||||
АМг6, АМг6 Б | Без термической | Без термической | Поперек направления | Св. | 10,5 | до | 25,0 | включ. | 305 (31,0) | 145 (15,0) | 11,0 |
обработки | обработки | прокатки | "
| 25,0 | " | 50,0 | " | 295 (30,0) | 135 (14,0) | 6,0 | |
" | 50,0 | " | 80,0 | " | 275 (28,0) | 130 (13,0) | 4,0 | ||||
Отожженное | Отожженные | Св.
| 10,5 | до | 25,0 | включ. | 305 (31,0) | 145 (15,0) | 11,0 | ||
"
| 25,0 | " | 50,0 | " | 295 (30,0) | 135 (14,0) | 6,0 | ||||
" | 50,0 | " | 80,0 | " | 275 (28,0) | 130 (13,0) | 4,0 | ||||
1565ч | Без термической | Без термической | Поперек направления | Св. | 10,5 | до | 50,0 | включ. | 335 (34,2) | 175 (17,8) | 15,0 |
обработки | обработки | прокатки | " | 50,0 | " | 60,0 | " | 330 (33,7) | 175 (17,8) | 12,0 | |
Отожженное | Отожженные | Св.
| 10,5 | до | 50,0 | включ. | 335 (34,2) | 175 (17,8) | 15,0 | ||
" | 50,0 | " | 60,0 | " | 330 (33,7) | 175 (17,8) | 12,0 | ||||
Четверть- нагартованное | Четверть- нагартованное | Св. | 10,5 | до | 30,0 | включ. | 345 (35,0) | 220 (22,0) | 12,0 | ||
Полу- нагартованное | Полу- нагартованное | Св. | 10,5 | до | 30,0 | включ. | 370 (37,7) | 270 (27,5) | 10,0 | ||
1580 | Без термической | Без термической | Поперек направления | Св. | 10,5 | до | 25,0 | включ. | 360 (36,5) | 235 (24,0) | 11,0 |
обработки | обработки | прокатки | " | 25,0 | " | 50,0 | " | 350 (35,5) | 230 (23,5) | 11,0 | |
Отожженное | Отожженные | Св.
| 10,5 | до | 25,0 | включ. | 360 (36,5) | 220 (22,0) | 10,0 | ||
" | 25,0 | " | 50,0 | " | 350 (35,5) | 230 (23,5) | 11,0 | ||||
1581 | Без термической обработки | Без термической обработки | Поперек направления прокатки | Св. | 10,5 | до | 50,0 | включ. | 340 (34,5) | 190 (19,5) | 13,0 |
Отожженное | Отожженные |
| Св. | 10,5 | до | 50,0 | включ. | 340 (34,5) | 190 (19,5) | 13,0 | |
АД31 | Без термической | Закаленные и искусственно | Поперек направления | Св. | 10,5 | до | 40,0 | включ. | 185 (19,0) | 135 (14,0) | 8,0 |
обработки | состаренные | прокатки | " | 40,0 | " | 100,0 | " | 195 (20,0) | 145 (15,0) | 8,0 | |
Закаленное и искусственно | Св. | 10,5 | до | 40,0 | включ. | 185 (19,0) | 135 (14,0) | 8,0 | |||
состаренное | " | 40,0 | " | 100,0 | " | 195 (20,0) | 145 (15,0) | 8,0 | |||
АД33 | Без термической | Закаленные и искусственно | Поперек направления | Св. | 10,5 | до | 40,0 | включ. | 290 (29,5) | 240 (24,5) | 8,0 |
обработки | состаренные | прокатки | "
| 40,0 | " | 100,0 | " | 290 (29,5) | 240 (24,5) | 6,0 | |
" | 100,0 | " | 150,0 | " | 275 (28,0) | 240 (24,5) | 5,0 | ||||
Закаленное и искусственно | Св. | 10,5 | до | 40,0 | включ. | 290 (29,5) | 240 (24,5) | 8,0 | |||
состаренное | "
| 40,0 | " | 100,0 | " | 290 (29,5) | 240 (24,5) | 6,0 | |||
" | 100,0 | " | 150,0 | " | 275 (28,0) | 240 (24,5) | 5,0 | ||||
АВ | Без термической | Закаленные и естественно | Поперек направления | Св. | 10,5 | до | 25,0 | включ. | 175 (18,0) | - | 14,0 |
обработки | состаренные | прокатки | "
| 25,0 | " | 40,0 | " | 165 (17,0) | - | 12,0 | |
" | 40,0 | " | 80,0 | " | 165 (17,0) | - | 10,0 | ||||
Закаленные и искусственно | Св. | 10,5 | до | 25,0 | включ. | 295 (30,0) | - | 7,0 | |||
состаренные | "
| 25,0 | " | 40,0 | " | 285 (29,0) | - | 6,0 | |||
" | 40,0 | " | 80,0 | " | 275 (28,0) | - | 6,0 | ||||
Закаленное и естественно | Закаленные и естественно | Св. | 10,5 | до | 25,0 | включ. | 175 (18,0) | - | 14,0 | ||
состаренное | состаренные | "
| 25,0 | " | 40,0 | " | 165 (17,0) | - | 12,0 | ||
| " | 40,0 | " | 80,0 | " | 165 (17,0) | - | 10,0 | |||
Закаленные и искусственно | Св.
| 10,5 | до | 25,0 | включ. | 295 (30,0) | - | 7,0 | |||
состаренные | "
| 25,0 | " | 40,0 | " | 285 (29,0) | - | 6,0 | |||
| " | 40,0 | " | 80,0 | " | 275 (28,0) | - | 6,0 | |||
Закаленное и искусственно | Закаленные и искусственно | Св. | 10,5 | до | 25,0 | включ. | 295 (30,0) | - | 7,0 | ||
состаренное | состаренные | "
| 25,0 | " | 40,0 | " | 285 (29,0) | - | 6,0 | ||
" | 40,0 | " | 80,0 | " | 275 (28,0) | - | 6,0 | ||||
АД35 | Без термической | Закаленные и искусственно | Поперек направления | Св. | 10,5 | до | 60,0 | включ. | 295 (30,0) | 240 (24,5) | 8,0 |
обработки | состаренные | прокатки | "
| 60,0 | " | 100,0 | " | 295 (30,0) | 240 (24,5) | 7,0 | |
" | 100,0 | " | 150,0 | " | 275 (28,0) | 240 (24,5) | 6,0 | ||||
Закаленное и искусственно | Св. | 10,5 | до | 60,0 | включ. | 295 (30,0) | 240 (24,5) | 8,0 | |||
состаренное | "
| 60,0 | " | 100,0 | " | 295 (30,0) | 240 (24,5) | 7,0 | |||
" | 100,0 | " | 150,0 | " | 275 (28,0) | 240 (24,5) | 6,0 | ||||
1915 | Без термической обработки | Закаленные и естественно состаренные в течение 30 сут | Поперек направления прокатки | Св. | 10,5 | до | 20,0 | включ. | 315 (32,0) | 195 (20,0) | 10,0 |
Закаленные и естественно состаренные в течение 4 сут | Св. | 10,5 | до | 20,0 | включ. | 275 (28,0) | 165 (17,0) | 10,0 | |||
Закаленное и естественно состаренное | Закаленные и естественно состаренные в течение 30 сут | Св. | 10,5 | до | 20,0 | включ. | 315, (32,0) | 195 (20,0) | 10,0 | ||
Закаленные и естественно состаренные в течение 4 сут | Св. | 10,5 | до | 20,0 | включ. | 275 (28,0) | 165 (17,0) | 10,0 | |||
В95 А, В95 Б, В95 | Закаленное и искусственно | Закаленные и искусственно | Поперек направления | Св. | 10,5 | до | 25,0 | включ. | 490 (50,0) | 410 (42,0) | 4,0 |
состаренное | состаренные | прокатки | "
| 25,0 | " | 40,0 | " | 490 (50,0) | 410 (42,0) | 3,0 | |
" | 40,0 | " | 50,0 | " | 470 (48,0) | 390 (40,0) | 2,0 | ||||
Перпендикулярно к плоскости плиты | Св. | 40,0 | до | 50,0 | включ. | 390 (40,0) | - | 2,0 | |||
В95 А, В95 Б, В95 | Без термической | Закаленные и искусственно | Поперек направления | Св. | 10,5 | до | 25,0 | включ. | 490 (50,0) | 410 (42,0) | 4,0 |
обработки | состаренные | прокатки | "
| 25,0 | " | 40,0 | " | 490 (50,0) | 410 (42,0) | 3,0 | |
" | 40,0 | " | 50,0 | " | 470 (48,0) | 390 (40,0) | 2,0 | ||||
Перпендикулярно к плоскости плиты | Св. | 40,0 | до | 50,0 | включ. | 390 (40,0) | - | 2,0 | |||
Примечание 1 Механические свойства плит толщиной свыше указанных в таблице не нормируют, устанавливаются изготовителем и заказчиком при заказе. 2 Механические свойства плит из сплавов АМц, АМцС, АМг2, АМг3, АМг5, АМг6 в нагартованном состоянии не нормируют, устанавливаются изготовителем и заказчиком при заказе. Механические свойства плит в нагартованном состоянии определяются не позднее 2 месяцев со дня изготовления. 3 Для сплавов АВ, Д20 состояние испытываемых образцов оговаривается при заказе, при отсутствии - устанавливает изготовитель. | |||||||||||
Таблица 5 (Поправка).
4.3.1.9 На поверхности плит допускаются:
- металлические закаты, забоины, царапины и отпечатки в виде вмятин и выпуклостей, если глубина их залегания не выводит плиту за предельные отклонения по толщине;
- подпланшетные пузыри и обнаженные от плакировки участки на плитах с технологической плакировкой;
- подпланшетные пузыри и обнаженные от плакировки участки на плитах с нормальной плакировкой, общей площадью не более 5%.
Допускается зачистка дефектов поверхности в пределах минусовых отклонений по толщине.
4.3.2 Исполнение по требованию заказчика
Плиты изготовляют из алюминия и алюминиевых сплавов всех марок, указанных в 4.1, повышенной точности изготовления по толщине, без плакировки, с технологической или нормальной плакировкой.
Размеры плит и предельные отклонения по ним должны соответствовать значениям, приведенным в таблицах 1, 2 и в 4.2.3-4.2.5.
4.3.3 Исполнение по согласованию изготовителя с заказчиком
4.3.3.1 Плиты изготовляют с промежуточными размерами по толщине, ширине и длине с предельными отклонениями как для ближайшего меньшего размера, приведенными в таблицах 1, 2 и в 4.2.3-4.2.5.
4.3.3.2 Допускается изготовление плит с размерами, не указанными в таблице 1.
4.3.3.3 Плиты изготовляют специальной точности по толщине с предельными отклонениями, приведенными в таблице 2.
4.3.3.4 Допускается требования к качеству поверхности устанавливать по согласованным эталонам.
5 Маркировка
5.1 На каждой плите, на одном из углов, на расстоянии не более 25 м от кромки по ширине плиты должна быть выбита металлическим клеймом или ударно-точечной установкой маркировка с указанием марки алюминия или алюминиевого сплава, плакировки, толщины плиты, номера партии и клейма технического контроля изготовителя.
Маркировка изделия должна выполняться таким образом, чтобы не оказывать негативного воздействия на последующую обработку материала и не создавать напряжений, которые могут отрицательно повлиять на функционирование готового изделия.
5.2 Транспортная маркировка грузовых мест - по ГОСТ 14192.
5.3 Допускается проводить маркировку плит в соответствии с требованиями заказчика, оговоренными в технических условиях, договоре или контракте.
6 Упаковка
Временная противокоррозионная защита и упаковка - по ГОСТ 9.510.
7 Правила приемки
7.1 Плиты предъявляют к приемке партиями. Партия должна состоять из плит алюминия или алюминиевого сплава одной марки, одной плавки, одного размера и быть оформлена документом о качестве, содержащим:
- товарный знак или товарный знак и наименование изготовителя;
- наименование заказчика;
- условное обозначение плит;
- номер плавки;
- номер партии;
- массу нетто партии;
- результаты испытаний (для механических свойств указывают только максимальные и минимальные значения);
- результаты химического анализа (по требованию заказчика);
- дату отгрузки;
- обозначение настоящего стандарта.
Масса партии не ограничивается.
Допускается комплектовать партию из плит разных плавок.
7.2 Химический состав - легирующие компоненты и основные примеси - определяют на одной плите от партии, состоящей из одной плавки или на одной плите от каждой плавки в партии, состоящей из нескольких плавок.
Прочие примеси не определяют.
Допускается изготовителю определять химический состав на каждой плавке.
7.3 Проверке размеров подвергают каждую плиту.
7.4 Проверке неплоскостности подвергают каждую плиту.
7.5 Проверке качества кромок подвергают каждую плиту.
7.6 Проверке обрезанных концов на отсутствие расслоений подвергают каждую плиту.
7.7 Проверке качества поверхности подвергают каждую плиту.
7.8 Для контроля механических свойств при растяжении плит толщиной до 200 мм всех сплавов для любого состояния материала от партии отбирают не менее 10% плит, но не менее одной плиты.
Механические свойства обеспечиваются технологией изготовления и проверяются по требованию заказчика, оговоренному при заказе.
7.9 При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей, по нему проводят повторные испытания на удвоенной выборке, взятой от той же партии. Результаты повторных испытаний распространяют на всю партию.
При неудовлетворительных результатах повторных испытаний допускается поштучный контроль, результат которого является окончательным.
7.10 Толщина и качество плакирующего слоя гарантируются изготовителем без дополнительного определения.
8 Методы испытаний
8.1 Для анализа химического состава от каждой отобранной по 7.2 плиты вырезают по одному образцу.
Отбор и подготовку проб для анализа химического состава проводят по ГОСТ 24231.
8.2 Анализ химического состава плит из алюминия проводят химическим методом по ГОСТ 25086, ГОСТ 12697.1 - ГОСТ 12697.12 или спектральным методом по ГОСТ 3221, плит из алюминиевых сплавов - химическим методом по ГОСТ 25086, ГОСТ 11739.1 - ГОСТ 11739.24 или спектральным методом по ГОСТ 7727.
При возникновении разногласий в оценке химического состава анализ проводят химическим методом.
8.3 Контроль размеров
8.3.1 Измерение толщины плиты проводят на каждой отобранной по 7.3 плите на расстоянии не менее 115 мм от вершины угла и не менее 25 мм от кромок плиты штангенциркулем по ГОСТ 166.
Допускается измерение толщины плит проводить на расстоянии не менее 25 мм от кромок плиты микрометром по ГОСТ 6507.
8.3.2 Ширину и длину плит измеряют рулеткой по ГОСТ 7502.
8.4 Неплоскостность плит определяют максимальной стрелой прогиба между поверхностью плиты, положенной на плоскую поверхность, и приложенной к плите метровой линейкой по ГОСТ 8026 в любом направлении с помощью измерительной линейки по ГОСТ 427.
8.5 Контроль кромок и обрезанных концов на отсутствие расслоений проводят визуально, без применения увеличительных приборов.
8.6 Осмотр поверхности плит проводят без применения увеличительных приборов.
Глубину залегания дефектов измеряют профилометром по ГОСТ 19300 или индикаторным (специальным) глубиномером по нормативному документу.
8.7 Отбор образцов для механических испытаний проводят по ГОСТ 24047.
Испытания на растяжение проводят по ГОСТ 1497.
Для испытаний на растяжение отбирают один образец от каждой испытываемой плиты.
Образцы, вырезанные перпендикулярно к плоскости плиты, должны быть с начальной расчетной длиной, вычисленной по формуле
Допускается по согласованию между заказчиком и изготовителем применять образцы, вырезанные из плит поперек направления прокатки, с начальной расчетной длиной, вычисленной по формуле
Проверку механических свойств плит из сплава марки 1915 изготовитель проводит спустя от 2 до 4 сут естественного старения, которые являются сдаточными для изготовителя, а заказчик - спустя от 30 до 35 сут.
8.8 При возникновении разногласий между изготовителем и заказчиком в оценке толщины плакирующего слоя, ее определение проводят в соответствии с ГОСТ 21631-2023 (приложение В).
9 Транспортирование и хранение
9.1 Транспортирование плит - по ГОСТ 9.510.
9.2 При хранении плиты должны быть защищены от механических повреждений, действия влаги и активных химических веществ.
При соблюдении указанных условий потребительские свойства плит при хранении не изменяются.
Приложение А
(обязательное)
Теоретическая масса плит нормальной и повышенной точности изготовления
Таблица А.1
Толщина плиты, мм | Теоретическая масса 1 м плиты, кг, при ширине плиты, мм | |||||
1200 | 1500 | 1800 | 2000 | 2500 | 3000 | |
11
| 39,188 | 49,593 | 57,998 | 64,268 | 80,334 | 96,401 |
12
| 42,750 | 53,010 | 63,270 | 70,110 | 87,638 | 105,165 |
13
| 46,313 | 57,428 | 68,543 | 75,953 | 94,941 | 113,929 |
14
| 49,875 | 61,845 | 73,815 | 81,795 | 102,244 | 122,693 |
15
| 53,438 | 66,263 | 79,088 | 87,638 | 109,547 | 131,456 |
16
| 57,000 | 70,680 | 84,360 | 93,480 | 116,850 | 140,220 |
17
| 60,563 | 76,098 | 89,633 | 99,323 | 124,153 | 148,984 |
18
| 64,125 | 79,515 | 94,905 | 105,165 | 131,456 | 157,748 |
19
| 67,688 | 83,933 | 100,178 | 111,008 | 138,759 | 166,511 |
20
| 71,250 | 88,350 | 105,450 | 116,850 | 146,063 | 175,275 |
22
| 78,375 | 97,185 | 115,450 | 128,535 | 160,669 | 192,803 |
25
| 89,063 | 110,438 | 131,813 | 146,063 | 182,578 | 219,094 |
28
| 99,750 | 123,690 | 147,630 | 163,590 | 204,488 | 245,385 |
30
| 106,875 | 132,525 | 158,175 | 175,275 | 219,094 | 262,913 |
32
| 114,000 | 141,360 | 168,720 | 186,960 | 233,700 | 280,440 |
35
| 124,688 | 154,470 | 184,538 | 204,488 | 255,609 | 306,731 |
38
| 135,375 | 167,865 | 200,355 | 222,015 | 277,519 | 333,023 |
40
| 142,500 | 176,700 | 210,900 | 233,700 | 292,125 | 350,550 |
45
| 160,313 | 198,788 | 237,263 | 262,913 | 328,641 | 394,369 |
50
| 178,125 | 220,875 | 263,625 | 292,125 | 365,156 | 438,188 |
55
| 195,938 | 242,963 | 289,988 | 321,338 | 401,672 | 482,006 |
60
| 213,750 | 265,050 | 316,350 | 350,550 | 438,188 | 525,825 |
65
| 231,563 | 287,138 | 342,713 | 379,763 | 474,703 | 569,644 |
70
| 249,375 | 309,225 | 369,075 | 408,975 | 511,219 | 613,463 |
75
| 267,188 | 331,313 | 395,438 | 438,188 | 547,734 | 657,281 |
80
| 285,000 | 353,400 | 421,800 | 467,400 | 584,250 | 701,100 |
85
| 302,813 | 375,488 | 448,163 | 496,613 | 620,766 | 744,919 |
90
| 320,625 | 397,575 | 474,525 | 525,825 | 657,281 | 788,738 |
100
| 356,250 | 441,750 | 527,250 | 584,250 | 730,313 | 876,375 |
120
| 427,500 | 530,100 | 632,700 | 701,100 | 876,375 | 1051,650 |
140
| 498,750 | 618,450 | 738,150 | 817,950 | 1022,438 | 1226,925 |
160
| 570,000 | 706,800 | 843,600 | 934,800 | 1168,500 | 1402,200 |
180
| 641,250 | 795,150 | 949,050 | 1051,650 | 1314,563 | 1577,475 |
200 | 712,500 | 883,500 | 1054,500 | 1168,500 | 1460,625 | 1752,750 |
Приложение Б
(справочное)
Переводные коэффициенты для вычисления теоретической массы плит из алюминия и алюминиевых сплавов
Таблица Б.1
Марка | Переводной коэффициент | Марка | Переводной коэффициент |
Алюминий всех марок
| 0,950 | ||
Алюминиевые сплавы:
| Алюминиевые сплавы: | ||
Д1
| 0,982 | АМгЗ* | 0,937 |
АК4-1
| 0,982 | АМг5 | 0,930 |
Д16
| 0,976 | АМг6 | 0,926 |
Д19
| 0,968 | 1565ч | 0,930 |
ВАД-1
| 0,968 | 1580 | 0,926 |
Д20
| 0,996 | 1581 | 0,926 |
АМц
| 0,958 | АД31 | 0,947 |
АМцС
| 0,958 | АД33 | 0,947 |
1407
| 0,947 | АВ | 0,947 |
1407ч
| 0,947 | АД35 | 0,947 |
АМг2 | 0,940 | 1915 | 0,972 |
УДК 669.715-418.2:006.354 | МКС 77.150.10 |
Ключевые слова: алюминий и алюминиевые сплавы, плиты из алюминия и алюминиевых сплавов, технические требования, механические свойства, методы испытаний, правила приемки, транспортирование, хранение | |
