ГОСТ 1468-90
Группа В53
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
АНОДЫ КАДМИЕВЫЕ
Технические условия
Cadmium anodes.
Specifications
ОКП 18 3210
Срок действия с 01.01.92
до 01.01.97
_______________
* Ограничение срока действия снято по протоколу N 7-95
Межгосударственного Совета по стандартизации,
метрологии и сертификации (ИУС N 11, 1995 г.). -
Примечание "КОДЕКС".
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
РАЗРАБОТЧИКИ
Ю.М.Лейбов, канд. техн. наук; В.В.Гузеева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 24.10.90 N 2672
3. ВЗАМЕН ГОСТ 1467-71*
________________
* Вероятно, ошибка оригинала. Следует читать: ГОСТ 1468-71. - .
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, | Номер пункта, подпункта |
3.2 | |
3.2 | |
ГОСТ 1467-77 | 1.3.1 |
1.5.1 | |
1.5.1 | |
1.5.1 | |
1.5.1 | |
3.3 | |
1.5.4 | |
1.5.1 | |
1.5.2 | |
3.3 | |
2.2 | |
2.2 | |
1.5.5 | |
1.5.1 | |
1.5.1 | |
3.3 | |
1.5.1 | |
1.5.1 | |
1.5.1 | |
3.4 | |
ТУ 48-21-777-85 | 1.5.1 |
5. ПЕРЕИЗДАНИЕ
Настоящий стандарт распространяется на горячекатаные и холоднокатаные аноды, применяемые для кадмирования деталей гальваническим способом.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Аноды изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
1.2. Основные параметры и размеры
1.2.1. Размеры анодов и предельные отклонения по ним должны соответствовать требованиям, приведенным в табл.1.
Таблица 1
Размеры, мм
Способ изготовления | Толщина | Ширина | Длина | ||||
номи- | предель- | номинальная | предельные отклонения при длине | номинальная | предель- | ||
|
| 100-500 | 600-1000 |
| |||
Холоднокатаные | 4,0 | -0,5 | |||||
5,0 | -0,5 | 100-300 (кратная | -5 | -10 | 400-1000 (кратная | -15 | |
6,0 | -0,8 | ||||||
Горячекатаные | 8,0 | -0,8 |
|
| |||
10,0 | -1,0 | (кратная | -5 | -10 | (кратная | -15 | |
12,0 | -1,0 | ||||||
15,0 | -1,5 | ||||||
Примечание. Теоретическая масса анодов приведена в приложении.
Условные обозначения проставляют по схеме
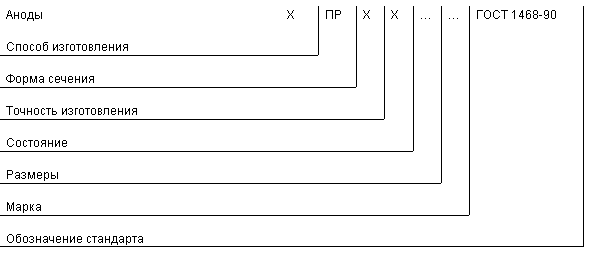
при следующих сокращениях:
способ изготовления:
горячекатаный - Г;
холоднокатаный - Д.
Форма сечения прямоугольная - ПР
Вместо отсутствующих данных ставится знак Х.
Примеры условных обозначений:
Анод холоднокатаный размером 5,0х150х500 мм из кадмия марки Кд0:
Анод ДПРХХ 5,0х150х500 Кд0 ГОСТ 1468-90
Анод горячекатаный размером 10х300х500 мм из кадмия марки Кд1:
Анод ГПРХХ 10х300х500 Кд1 ГОСТ 1468-90
1.3. Характеристики
1.3.1. Аноды изготовляют из кадмия марок Кд0 и Кд1 с химическим составом по ГОСТ 1467.
1.3.2. Поверхность анодов должна быть без раковин, трещин, плен и свободной от загрязнений, затрудняющих визуальный осмотр.
1.3.3. Аноды должны быть ровно обрезаны.
1.3.4. Характеристики базового исполнения
1.3.4.1. Толщина, ширина, длина анодов и предельные отклонения по ним должны соответствовать приведенным в п.1.2.1.
1.3.4.2. На поверхности допускаются дефекты (царапины, вмятины, забоины и уколы), не выводящие аноды при контрольной зачистке за предельные отклонения по толщине, а также цвета побежалости.
1.3.4.3. Косина реза не должна выводить аноды за предельные отклонения по ширине и длине.
1.3.5. Характеристики исполнения, устанавливаемые по требованию потребителя
1.3.5.1. Требования к качеству поверхности устанавливают по образцам, утвержденным в установленном порядке.
1.3.6. Характеристики исполнения, устанавливаемые по согласованию потребителя и изготовителя
1.3.6.1. Аноды допускается изготовлять промежуточных толщин с предельными отклонениями для следующей большей толщины, приведенной в табл.1.
1.3.6.2. Аноды допускается изготовлять других размеров по ширине и длине, при этом предельные отклонения по ширине и длине и требования к качеству поверхности устанавливаются по согласованию с потребителем.
1.3.6.3. Аноды допускается изготовлять с двумя необрезанными кромками.
1.4. Маркировка
1.4.1. На каждом аноде должны быть выбиты или не смываемой водой краской указаны:
товарный знак или наименование и товарный знак предприятия-изготовителя;
марка кадмия;
толщина анода;
штамп технического контроля;
номер партии.
1.5. Упаковка
1.5.1. Аноды транспортируют в контейнерах по ГОСТ 18477, ГОСТ 15102 без упаковывания.
По требованию потребителя аноды упаковывают в ящики типа III по ГОСТ 2991 или ТУ 48-21-777 (тип 1-1).
По согласованию изготовителя с потребителем допускается применять другие ящики по нормативно-технической документации, по прочности не уступающие перечисленным выше и обеспечивающие сохранность качества продукции в соответствии с ГОСТ 26838 и ГОСТ 21140.
Укрупнение грузовых мест в транспортные пакеты массой до 1250 кг проводится в соответствии с требованиями ГОСТ 26663. Габаритные размеры пакетов по ГОСТ 24597. Формирование пакетов осуществляется на поддонах по ГОСТ 9557 или без поддонов с использованием деревянных брусков размерами 50х50 мм. Для связки используют проволоку по ГОСТ 3282, ленту по ГОСТ 3560 или другие способы и средства формирования пакетов по нормативно-технической документации с учетом требований ГОСТ 26663, ГОСТ 21650.
1.5.2. Упаковывание анодов для районов Крайнего Севера и приравненные к ним районы по ГОСТ 15846 по группе "Металлы и металлические изделия".
1.5.3. Транспортная маркировка - по ГОСТ 14192 с нанесением манипуляционного знака "Боится сырости".
1.5.4. На каждом грузовом месте должны быть нанесены:
товарный знак или товарный знак и наименование предприятия-изготовителя;
масса брутто, нетто;
штамп технического контроля;
условное обозначение анода.
2. ПРИЕМКА
2.1. Аноды принимают партиями не более 3000 кг. Партия должна состоять из одной марки кадмия, одного размера и одного сечения, одной точности изготовления и сопровождаться документом о качестве, содержащим:
товарный знак или товарный знак и наименование предприятия-изготовителя;
условное обозначение анодов;
номер партии;
массу партии нетто.
2.2. Для контроля качества поверхности и размеров анодов применяют одноступенчатый нормальный план выборочного контроля по альтернативному признаку в соответствии с ГОСТ 18242, с приемочным уровнем дефектности 2,5%. План выборочного контроля приведен в табл.2. Отбор анодов в выборку осуществляют "вслепую" (методом наибольшей объективности) по ГОСТ 18321.
Таблица 2
Количество анодов в | Количество контролируемых анодов, шт. | Браковочное число |
6-50 | 5 | 1 |
51-150 | 20 | 2 |
151-280 | 32 | 3 |
281-500 | 50 | 4 |
501-1200 | 80 | 6 |
1201-3200 | 125 | 8 |
Примечание. Если объем партии не превышает 5 анодов, то проверке подвергают каждый анод партии.
Партия бракуется, если количество дефектных анодов в выборке, не соответствующих требованиям табл.1 и п.1.3.4.2, больше или равно браковочному числу, приведенному в табл.2.
Допускается изготовителю контроль качества поверхности и размеров анодов проводить в процессе изготовления при условии обеспечения соответствия качества анодов требованиям настоящего стандарта.
Допускается изготовителю при получении неудовлетворительного результата контролировать каждый анод партии.
2.3. Для определения химического состава отбирают три анода или три ящика от партии. От каждого отобранного ящика берут по одному аноду. Допускается изготовителю проводить отбор проб от расплавленного металла.
2.4. При получении неудовлетворительных результатов химического анализа по нему проводят повторные испытания на удвоенной выборке.
Результаты повторных испытаний распространяют на всю партию.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Осмотр поверхности анодов проводят без применения увеличительных приборов. Контроль качества поверхности анодов проводят с заданной вероятностью 97,5% (=2,5%).
3.2. Толщину анодов измеряют на расстоянии не менее 15 мм от края и не менее 100 мм от вершины угла анода штангенциркулем по ГОСТ 166. Ширину и длину анодов измеряют измерительной линейкой по ГОСТ 427.
Контроль размеров анодов проводят с заданной вероятностью 97,5% (=2,5%).
3.3. Для определения химического состава от каждого отобранного анода берут по одной пробе. Отбор проб проводится по ГОСТ 24231.
Анализ химического состава анодов проводят по ГОСТ 12072.0 - ГОСТ 12072.10 или по ГОСТ 17262.1 или другими методами, не уступающими по точности указанным. При возникновении разногласий в оценке химического состава анализ проводят по ГОСТ 12072.0 - ГОСТ 12072.10.
3.4. Косину реза определяют в соответствии с ГОСТ 26877.
3.5. Допускается применять другие методы испытаний, обеспечивающие необходимую точность. При возникновении разногласий в определении показателя контроль проводят методом, указанным в стандарте.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Аноды транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозок грузов, действующими на транспорте данного вида; по железной дороге мелкими или повагонными отправками.
4.2. Аноды хранят в крытых помещениях, исключающих попадание на них активных химических веществ. Аноды должны быть защищены от механических повреждений. При соблюдении этих условий свойства анодов не меняются.
Приложение
Справочное
ТЕОРЕТИЧЕСКАЯ МАССА АНОДОВ
Толщина анода, мм | Теоретическая масса 1 м |
4,0 | 32,40 |
5,0 | 42,04 |
6,0 | 48,40 |
8,0 | 65,66 |
10,0 | 82,08 |
12,0 | 99,36 |
15,0 | 123,12 |
Теоретическая масса вычислена по номинальной толщине анода с исключением из нее 50% поля предельных отклонений.
При вычислении теоретической массы анодов плотность кадмия принята равной 8,64 кг/дм.
Текст документа сверен по:
Сортамент цветных металлов.
Часть 1. Том 1. Плоский прокат: Сб. ГОСТов. -
М.: Издательство стандартов, 1993
