
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
КИНОПЛЕНКА 70-мм
РАЗМЕРЫ. МЕТОДЫ КОНТРОЛЯ ГОСТ 11272-78

Издание официальное
и» f tMh
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ Москва
РАЗРАБОТАН Министерством химическом промышленное^
ИСПОЛНИТЕЛИ
А Ф. Закомарный, А С Спица, Н. И. Факторовмч
ВНЕСЕН Министерством химической промышленности
Член Коллегии в. О. Ростр»!
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного- комитета СССР по стандартам ат 17 августа 1978 г. № 1233
УДК 7 71 5 313 5:006 3 54 Группа У81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КИНОПЛЕНКА 70-мм
Размеры. Методы контроля
70-mnt FILMS. Dimensions.
Methods for control
ГОСТ 11272—78
Взамен
ГОСТ 11272—AS
Постановлением Государственного комитет СССР по стандартам от 1S августа 1973 г. На 2233 срок действия установлен
с 01.07. 1979 г, до 01 07 1984 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на 70-мм кинопленку на триацетатцеллюлозной, основе, предназначенную для изготовления ■широкоформатных кинофильмов, и устанавливает размеры кинопленки и методы их контроля.
Стандарт соответствует международному стандарту ИСО 3023—74, за исключением показателя «усадка».
1 РАЗМЕРЫ
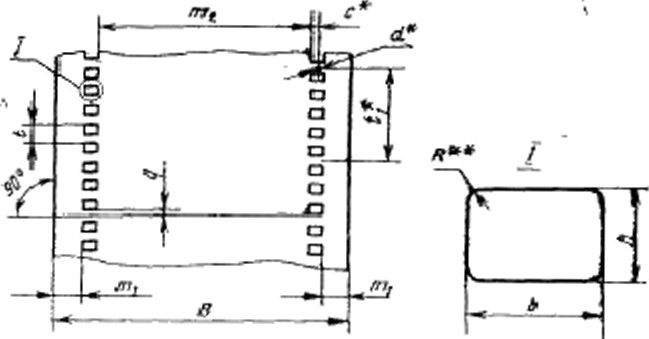
1.1. Размеры кинопленки» а также размеры и расположение перфораций должны соответствовать указанным на чертеже и в таблице.
1.2. Колебания расстояния от края до ближайшей кромки перфорации т, в пределах одного рулона не должны превышать 0.05 мм.
Издания официально*
Перепечатка воспрещена
4s) Издательство стандартов, 1978
Стр. 2 ГОСТ 11172—73
। I ■.■-„■■■!
• Размеры обеспеч. янигр.
*■ Размер для справок, мм
Hihhckmhk и <ИКОЖ>-чайке размеров | НФШтяыММ размеры | Пред«лм>ые отиаонеим | ||
при ИЗЛ>-томеимм | при г pt Мики • имение 12 нес с усаякоА | |||
О.2Ч | О.З М | |||
Ширина пленки R | 1 69,95 | —0.05 | ±0.05 | +0.06 |
-0.15 | -0.200 | |||
Шаг перфорации 1 | 4,75 | +0.01 | +0,01 | +■0.01 |
-0.015 | -0.020 | |||
Ширина перфорации * | 2.80 | 4-0,005 | +0.005 | +О.005 |
—0.015 | -0.015 | -0.020 | ||
Высота перфорации Л | 1.98 | ztO.Ol | +0,01 | -10.01 |
-0.015 | -0.015 | |||
Расстояний от края до | 5,47 | -±10.05 | +0,05 | +0.05 |
ближайшей кромки перфорации /Ид | -0.05 | -0.07 | ||
Расстояние между пер- | 53.40- | diO. 05 | ±0.05 | ±0.05 |
форациями го. | -0.И | -ОДб | ||
Шахматное -смете* Hue q | — | 0.05 | ■0,05 | 0.05 |
Диаметр вспомогательного отверстия J | 1.25 | — | — | |
мы
ГОСТ 11271—78 Стр. 8
Продолжение
НДЫЫЛНОММ* к сЛипа-ч«НИ» рЭЕ>и*ро» | Номкиельныс ДОиеры | Предельные огкммым | ||
При ИЭГ0-тоожемки | ори храпении и -мнение ts нес с уседкоа | |||
0.2% | | 0.3% | |||
Шаг вспомогательного отверстия 6 | 23.75 | — | — | — |
Расстояние от центра вслоиогагельмого отверстия до ближайшей кромки перфорации с | 1,4 | |||
Радиус окружении отверстия перфорации R | 0.5 | — | ||
Толщина кинопленки St черно-белой | 0.150 | +0.025 -0.010 | +0,025 -0.0Ю | +0.025 —0.010 |
цветной | 0,150 | +О.030 —0.000 | +О.О30 -0.000 | +0.030 0 000 |
Примечай и я:
I. Предельные отклонения при усадке 0,3% установлены до 01.04.1982 г.
2. Толщина кинопленки дана с учетом толшшш «свовы яс менее 0,135 мы
1,3. Колебания шаге перфорации / в пределах одного рулона кинопленки не должны превышать 0,02 мы.
2. МЕТОДЫ КОНТРОЛЯ
2.1. Контроль размеров кинопленки при изготовлении должен проводиться не позднее чем через 24 ч после перфорирования.
2.2. Отбор образцов кинопленки для контроля размеров должен проводиться от рулонов в неповрежденной первичной упаковке.
2.3. От каждого из отобранных рулонов кинопленки для контроля размеров берут два образца длиной не менее 15 м из любого места- но не менее чем на расстоянии 3,0 м от концов рулона.
2.4. Перед контролем образцы должны выдерживаться не менее 16 ч в помещении с кондиционированным воздухом или в эксикаторе при температуре 18—25°С и относительной влажности 65 + 5%. Контроль должен проводиться в помещении с теми же термогиг-роистричсскими параметрами воздуха.
Допускается проводить контроль размеров кинопленки при изготовлении без предварительного кондиционирования образно» при условии соблюдения постоянства термогигрометрических параметров воздуха в период времени между изготовлением и контролем.
Стр 4 ГОСТ 11172—78
2.5. Контроль размеров кинопленки должен проводиться при помощи приборов с погрешностью измерений не более 0,005 мм, использующих контактный иля оптический принцип действия.
Шахматное смещение перфораций должно контролироваться относительно перпендикуляра к краю кинопленки. Предельное отклонение от перпендикулярности не должно- быть более 1Л
2.6. Контроль размеров b. t, h и т, должен проводиться на каждом отобранном образце измерением этих .параметров на последовательных перфорациях с каждого края кинопленки:
(-нс менее чем на пяти перфорациях;
ЬУ Л, гп> — не менее чем на четырех перфорациях.
Контроль размеров В, т^ и <7 должен проводиться не менее чем в двух местах каждого образца.
Изменение А 1 ГОСТ 14272—78 Киношен» 70 мм. Размеры. .Методы контроля П<кшнпялеиием Государственного комитета СССР по стандартом от 08.&вЛ4 № ЮвЗгрвК МСЛСИИЯ )€ТМ₽МГИ
<ЛИ2£1
Под нэименгмикнем стандарта иростапить код: ОКСТУ 237 1
Внодпям ики.. Иослсший абзац изложни. я новой редакции: «Сгонмарг Мх»т»стстя>с1 международному стандарту ИСО 3023—74, м псклюли-писм раз-черен» «радиус скруглен к* отиерстин перфорации». «расстояние между перфо* рашычч».
Пункт 1.1. Таллина. Головка, Заменит!, слюни: «12 нее с усэлмнЪ нл «тя-рантийнкии срока»; исключить значение: 0,2 %; графу 0.3 % в от носятлисп к неб нормы ИСКЛЮЧИТ!.;
таблицу дополнить размером с саотвсгстующпмв нормами:
11 •MW'H.'niR.K- и «Ь.-мачсяве рахиаров | ЦлыааВШмМ рв^ы«рм | Вргаетыаи» >>Тк-еи.хи.и | |
Ярц M^fi-wr <•• MINI | мрч сГ >мен«л я теченье rnpiaalKtlHird крика | ||
JUmhi.i 100 послед оватсльяык шагов перфорация Т | <50,00 | *0.1 | -+0,4 — 1,3 |
дррнечаннн к таблице изложить и ниноА реакции: «Примечания: I. Топшема кпн«м1яеак11 дана с учетом год ныли основы нс менее 0.135 мм. 2 Раймер Г итюдмгеч факультятивни до 3 «пиар» 1987 г.».
Пепы 2 2 пчеле одно «контроля размеров.» дополнить елпизюп:
«при храпшим и течение гарантиймпго сроки*.
Пучит 2 3 Заметить слеша: «для контроля размеров берут дна образна длиной нс менее 1.5 м» на «берут образец длиной п« менее 0,8 м»
Пункт 2 4 Первый абзац. Зацепить слана и знл'пчшл «по менее 16. ч» ич «я revchM IS ч»; 18-Й °C in I#—24 ®С; «5*5 % на ЗО-тО %.
Пункт 2-6 лотюлин и. абзацем: «Кшироль размер* 7 должен н|мшолит|.ся ча никлом Риду 1и|>фарлции».
<ИУС № У 1484 г.) ^bO^J^^a
Имкме1ме Л» 2 ГОСТ 11272—78 Кинопленка 70-мм. Размеры Методы контроля Утверждено н введено в действие Постановлением Государственного комитета СССР по стандартам от 20.07.89 № 2479
Д ата в вед вння 01.01.90
Вводная часть. Последний абзац исключить
Пункт Ы. Таблица. Размер «Толщина кинопленки s> и все значения исключить.;
размер «Длина 300 последовательных шагов перфорации Т>. Заменить зиа-ченне: 4 50,00 на 475,0;
примечания I, 2 исключить.
(Пр^о.1хснме см. с. 326)
(Продолжение изменения к ГОСТ 11272—79)
Пункт 2.4. Заменить значения: 18—И*С на «от 18 до 24“С». 50—60 % на (55±5) %-
Пункт 2.5. Первый абзац изложите, в ионой редакции: «Контроль размеров кинопленки должен проводиться при помощи средств измерений с погрешностью нс более 0.005 мм. использующих контактный или оптический принцип действия, кроне размера Т. Размер Т должен контролироваться средствами измерения с погрешностью нс более 0.05 мм».
Раздел 2 дополнить пунктом — 2.7: «2.7. За результат измерений размеров принимается среднее арифметическое двух (для размеров В, ms и ^>, четырех (для размеров &, Л и mi) и пяти (для размера О измерений:, каждое из которых по абсолютному значению ие превышает допустимого предельного втхлонения».
(ИУС № 12 1989 г.)
Редактор Р. С. Федорова Т«1ячеап|4 редактор О. Н. Никитина Корректор М. А. Окопченхо
Слана * и в Дор И.ИЛ Пода, а ои.И.П.Я ОЛя. л. ОЛл- -изд. а Тар. WO> Umi 3 код.
Ордена «Зааж Почет*»- Hn*r«ietw crimuptak Масхва. Д 88Г, Ноаоаркяенсхн» вер , 3 Хмужсш типографии ствилартов. у*. Московская. М. Зач. МТ*
