ГОСТ Р МЭК 60239-2014
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГРАФИТИРОВАННЫЕ ЭЛЕКТРОДЫ ДЛЯ ЭЛЕКТРОДУГОВЫХ ПЕЧЕЙ
Размеры и обозначения
Electrodes en graphite pour les fours a arc - Dimensions et denomination
ОКС 25.180.10
Дата введения 2015-07-01
Предисловие
1 ПОДГОТОВЛЕН Открытым акционерным обществом "Уральский электродный институт" (ОАО "Уралэлектродин") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 109 "Электродная продукция"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 27 февраля 2014 г. N 52-ст
4 Настоящий стандарт идентичен международному стандарту МЭК 60239:2005* "Графитированные электроды для электродуговых печей. Размеры и обозначения" (IEC 60239:2005 "Electrodes en graphite pour les fours a arc - Dimensions et denomination", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Апрель 2020 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Настоящий стандарт подготовлен на основе собственного перевода на русский язык международного стандарта МЭК 60239:2005, который был разработан Техническим комитетом по стандартизации IEC/TC 27 "Промышленное электронагревательное оборудование".
Настоящее четвертое издание отменяет и заменяет третье издание, опубликованное в 1997 г., и представляет собой новую техническую редакцию.
Единообразие размеров и обозначений графитированных электродов для электродуговых печей в условиях значительного числа производителей электродов с различными техническими стандартами играет существенную роль в стабильной работе электродуговых печей.
Стандартизация размеров важна для взаимозаменяемости электродов различных производителей.
1 Область применения
Настоящий стандарт устанавливает размеры обточенных цилиндрических графитированных электродов для электродуговых печей и графитированных электродных ниппелей с резьбовыми элементами для использования при сборке электродных колонн на электродуговых печах, а именно:
- размеры и допуски длины и диаметра электродов;
- размеры, допуски и резьбовые элементы для электродных гнезд и ниппелей конусовидной формы, используемых с электродами.
Целью настоящего стандарта является достижение единообразия в части размеров и обозначений, а также увеличение соответствия рисунков, таблиц и символов между МЭК 60239 и другими стандартами.
Примечания
1 Стандартизация обеспечивает соответствие размеров электрода при повышенной температуре и ниппеля соответствующему размеру любого другого поставщика. Однако различие сырья и методик производства может привести к непредсказуемому поведению готовой продукции в термических условиях. Поэтому не рекомендуется использовать электроды и ниппели из различных источников (от различных изготовителей).
Приложение А содержит информацию о применяемых в некоторых странах моноэлектродах.
Приложение В содержит рекомендации по процедурам подачи и соединения электродов.
В качестве стандартной принята метрическая система измерений.
2 Использование десятичных чисел было намеренно ограничено до двух знаков после запятой.
2 Нормативные ссылки
В настоящем стандарте использована нормативная ссылка на следующий стандарт. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения).
IEC 60050-841:2004, International Electrotechnical Vocabulary (IEV) - Part 841: Industrial electroheat (Международный электротехнический словарь (IEV). Часть 841. Промышленный электроподогрев)
3 Термины и определения
В настоящем стандарте применены термины по МЭК 60050-841, а также следующие термины с соответствующими определениями
Объяснение терминам, относящимся к размерам, даны на рисунках 1-4.
3.1 электрод для дуговой печи (electrode arc furnace): Расходуемые токоподводы линии высокого напряжения, проходящие в печь сквозь входное отверстие свода печи, позволяющие разжечь и поддерживать горение дуги между торцом электрода и металлом или торцом другого электрода [IEV 841-26-38].
3.2 электроды графитированные для электродуговых печей (graphite electrodes for electric arc furnaces): Углеродные изделия на основе кокса, получаемые по классической технологической схеме электродного производства, включающей термические переделы обжига и графитации. Электроды на торцах имеют ниппельные гнезда с метрической или цилиндрической резьбой для соединения электродов друг с другом с помощью ниппеля для сборки колонны из нескольких электродов.
Примечание - Электроды имеют цилиндрическую форму для возможности крепления в гидравлическом зажиме токоподводов.
3.3 моноэлектрод (mono-electrode): Электрод дуговой печи, где соединение возможно без электродных ниппелей, но посредством механической обработки одного электродного торца в виде нанесения внешней (наружной) резьбы и другого торца в виде нанесения внутренней резьбы (ниппельное гнездо).
3.4 электродная колонна (electrode column): Соединение из нескольких электродов для электродуговых печей.
Примечание - Электродные колонны являются расходуемыми со стороны электрической дуги, и по мере их расхода производят с противоположной стороны наращивание новыми электродами.
3.5 ниппель (электродный) (nipple electrode): Часть электродной колонны, изготовленная в форме усеченного конуса с общим основанием, резьбой по обеим сторонам, соединяющая два электрода одного диаметра для электродуговых печей
[IEV 841-26-47, с изменениями].
3.6 ниппельное гнездо электрода (threaded socket electrode): Внутреннее углубление с конусовидной резьбой, расположенное у каждого торца электрода, в котором может находиться ниппель соответствующего электрода.
3.7 ниппельное соединение (threaded connection): Соединение торцов электродов с резьбой посредством соответствующего ниппеля.
3.8 конус (cone): Полный угол конуса, представленный делительной линией резьбы.
Примечание - Как показано на рисунках 3 и 4, конус может определяться с использованием текущих значений угла или его касательной линии.
3.9 наклон (tilt angle): Угол между делительной линией и осью резьбы.
Примечание - Угол наклона - половина угла конуса. Может определяться с использованием текущих значений угла или его касательной линии.
3.10 диаметр делительного конуса ниппеля (diameter cone nipples): Диаметр окружности, пересечение перпендикуляра с осью ниппеля на середине длины ниппеля с конусом включая делительные линии резьбы ниппеля.
Примечание - Диаметр делительного конуса ниппеля показан на рисунках 3 и 4.
3.11 наружный диаметр ниппеля (outside diameter of the nipple): Диаметр окружности, пересечение перпендикуляра с осью ниппеля на середине длины ниппеля с конусом включая линии, соединяющие максимальные значения резьбы ниппеля.
Примечание - Наружный диаметр ниппеля показан на рисунках 3 и 4.
3.12 номинальный диаметр ниппеля (nominal diameter of the nipple): Наружный диаметр ниппеля, округленный до целого числа.
3.13 диаметр делительного конуса гнезда (diameter cone socket): Диаметр окружности, пересечение перпендикуляра с осью гнезда, которое соответствует крайним значениям электродного цилиндра, с конусом включая делительные линии резьбы гнезда.
Примечание - Диаметр делительного конуса гнезда показан на рисунках 3 и 4.
3.14 внутренний диаметр резьбы (internal diameter of the thread): Диаметр окружности, пересечение перпендикуляра с осью гнезда, которое соответствует крайним значениям электродного цилиндра, с конусом, включающим линии, соединяющие максимальные значения резьбы гнезда.
Примечание - Внутренний диаметр резьбы показан на рисунках 3 и 4.
3.15 углубление (hollow): Участок цилиндрической части электрода, незатронутый инструментом во время механической обработки электрода.
4 Электроды
4.1 Описание
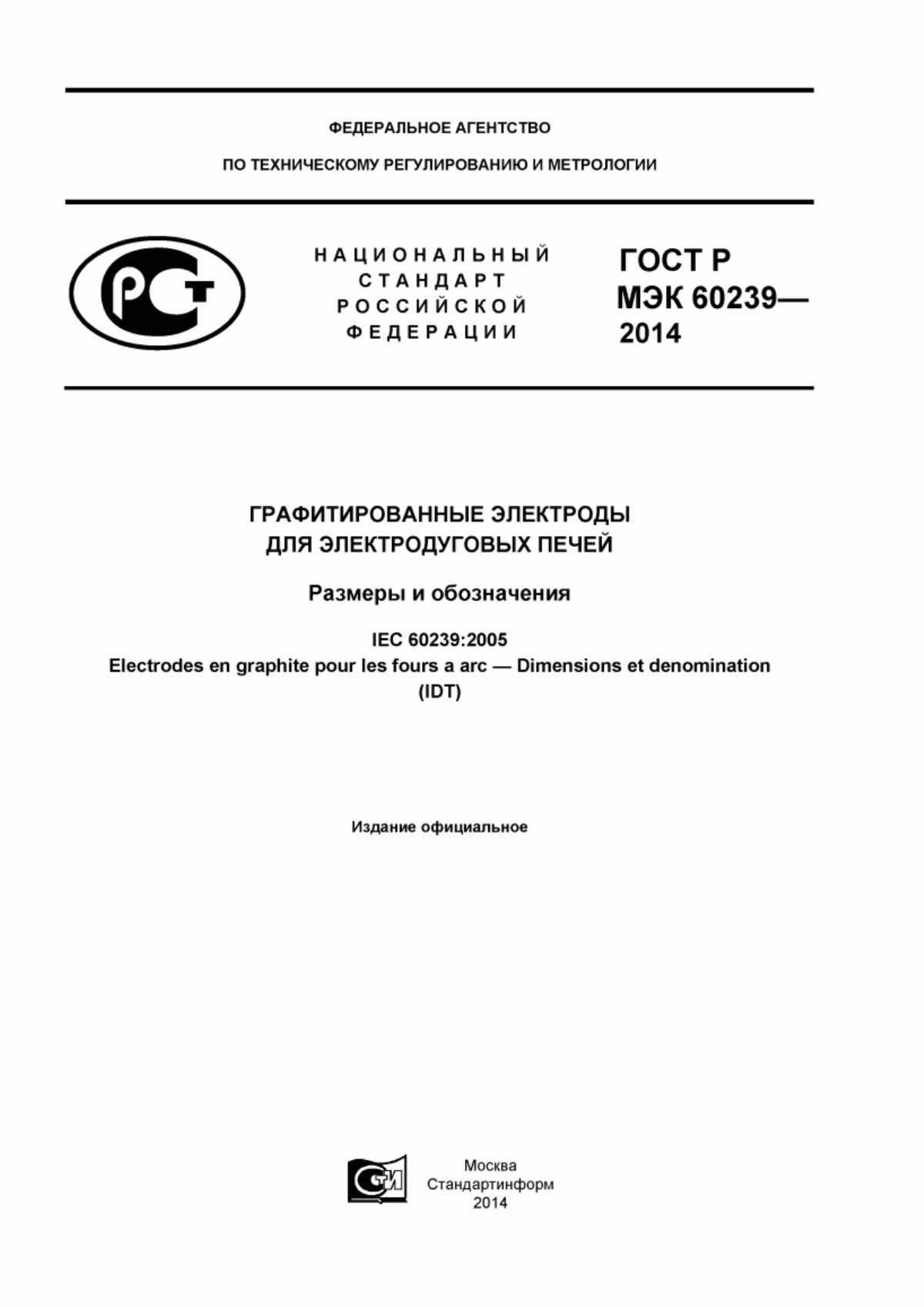
На рисунке 1 показан графитированный электрод для электродуговых печей с ниппелем, подготовленный для сборки в электродную колонну. Электроды могут быть отправлены заказчику, как показано на рисунке 1, с ниппелями в гнездах или с ниппелями, упакованными отдельно.
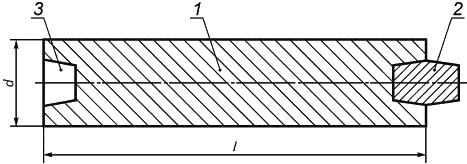
На рисунке 2 изображена электродная колонна после сборки. Обычно для сборки колонны используются 3 или 4 графитированных электрода.
|
- диаметр электрода;
- длина электрода; 1 - электрод; 2 - ниппель; 3 - гнездо
Рисунок 1 - Электрод с ниппелем
|
1 - электрод; 2 - ниппель; 3 - гнездо
Рисунок 2 - Электродная колонна
4.2 Диаметр электродов
Номинальные значения длины электродов для данного номинального диаметра, а также спецификации для значений фактического диаметра приведены в таблице 1. Для достижения указанного диаметра по всей длине электрода необходимо механически обработать электрод.
4.3 Длина электродов
Значения длины электродов (без ниппеля) должны отвечать требованиям спецификаций, указанных в таблице 2.
Таблица 1 - Размеры электродов по диаметру и номинальной длине
В миллиметрах
Номинальный диаметр | Спецификация фактического диаметра d | Номинальная длина | |
максимум | минимум | ||
75 | 78 | 73 | 1000/1200/1500 |
100 | 103 | 98 | 1000/1200/1500 |
130 | 132 | 127 | 1000/1200/1500 |
150 | 154 | 149 | 1200/1500/1800 |
175 | 179 | 174 | 1200/1500/1800 |
200 | 205 | 200 | 1500/1800 |
225 | 230 | 225 | 1500/1800 |
250 | 256 | 251 | 1500/1800/2100 |
300 | 307 | 302 | 1500/1800/2100 |
350 | 358 | 352 | 1500/1800/2100/2400 |
400 | 409 | 403 | 1500/1800/2100/2400 |
450 | 460 | 454 | 1500/1800/2100/2400/2700 |
500 | 511 | 505 | 1800/2100/2400/2700 |
550 | 562 | 556 | 1800/2100/2400/2700 |
600 | 613 | 607 | 2100/2400/2700 |
650 | 663 | 659 | 2100/2400/2700 |
700 | 714 | 710 | 2100/2400/2700 |
750 | 765 | 761 | 2400/2700 |
Примечания 1 Углубление (см. 3.15) может быть принято только в случае, если диаметр, измеренный в месте впадины, составляет не более 3 мм ниже спецификации минимального диаметра. 2 Поставщик и потребитель могут договориться об использовании различных спецификаций, отличающихся от приведенных. | |||
Таблица 2 - Размеры электродов по длине
В миллиметрах
Номинальная длина | Спецификация значений фактической длины для нормальных | Спецификация значений фактической длины для коротких электродов | ||
Максимум | Минимум | Максимум | Минимум | |
1000 | 1050 | 925 | 925 | 800 |
1200 | 1250 | 1100 | 1100 | 975 |
1500 | 1600 | 1400 | 1400 | 1225 |
1800 | 1900 | 1700 | 1700 | 1525 |
2100 | 2225 | 1975 | 1975 | 1825 |
2400 | 2525 | 2275 | 2275 | 2125 |
2700 | 2900 | 2550 | 2550 | 2400 |
Примечания 1 Приемлемое процентное соотношение числа коротких электродов на одну поставку должно быть оговорено между поставщиком и потребителем. 2 Поставщик и потребитель могут договориться об использовании различных спецификаций длины. | ||||
4.4 Размеры гнезд
Касательная конуса гнезда должна составлять 1/3 (наклонная касательная 1/6).
Можно использовать два типа гнезд с резьбой:
- гнезда с 4 витками резьбы на 1 дюйм (25,4 мм), (тип 4) для электродов с номинальным диаметром от 75 мм до 750 мм;
- гнезда с 3 витками резьбы на 1 дюйм (25,4 мм), (тип 3) для электродов с номинальным диаметром от 225 мм до 550 мм.
Для гнезд электродов с номинальным диаметром от 350 мм до 700 мм Т4 можно использовать два различных значения глубины гнезда: нормальные гнезда и длинные гнезда, относящиеся к двум разным значениям длины ниппеля.
Для гнезд электродов с номинальным диаметром от 350 мм до 500 мм Т3 можно использовать два различных значения глубины гнезда: нормальные гнезда и длинные гнезда, относящиеся к двум разным значениям длины ниппеля.
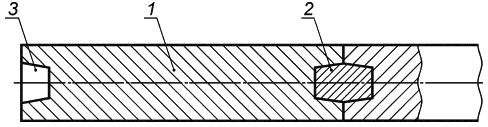
Для типа Т4 гнезда электродов должны отвечать размерным требованиям, указанным на рисунке 3 и в таблице 3.
|
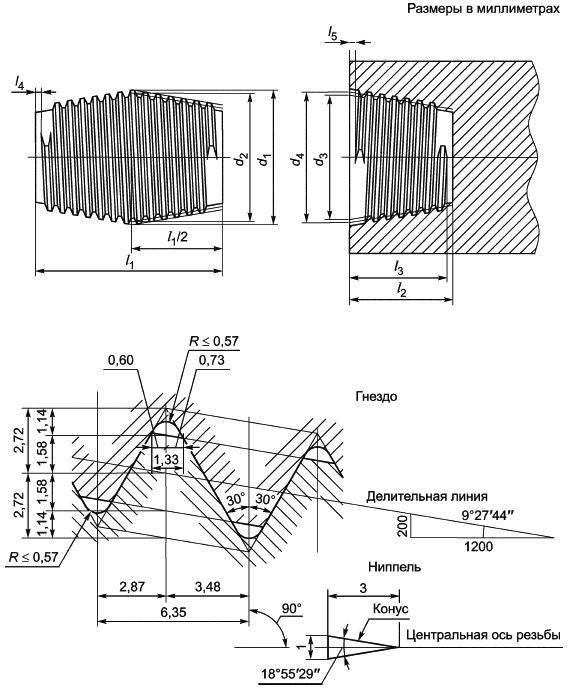
Рисунок 3 - Ниппель и ниппельное гнездо типа Т4
Таблица 3 - Размеры ниппелей и ниппельных гнезд электродов типа 4
В миллиметрах
Номи- | Обозна- | Диаметр делитель- | Наружный диаметр ниппеля | Длина ниппеля | Глубина гнезда | Длина резьбы (гнезда) |
75 | 45T4N | 42,88 | 46,04 | 76,20 | 44,10 | 40,10 |
100 | 69T4N | 66,69 | 69,85 | 101,60 | 56,80 | 52,80 |
130 | 79T4N | 76,22 | 79,38 | 127,00 | 69,50 | 65,50 |
150 | 92T4N | 88,92 | 92,08 | 139,70 | 75,90 | 71,90 |
175 | 107T4N | 104,79 | 107,95 | 165,10 | 88,60 | 84,60 |
200 | 122T4N | 119,08 | 122,24 | 177,80 | 94,90 | 90,90 |
225 | 139T4N | 136,54 | 139,70 | 177,80 | 94,90 | 90,90 |
250 | 152T4N | 149,24 | 152,40 | 190,50 | 101,30 | 97,30 |
300 | 177T4N | 174,64 | 177,80 | 215,90 | 114,00 | 110,00 |
350 | 203T4N | 200,04 | 203,20 | 254,00 | 133,00 | 129,00 |
350 | 203T4L | 200,04 | 203,20 | 304,80 | 158,40 | 154,40 |
400 | 222T4N | 219,09 | 222,25 | 304,80 | 158,40 | 154,40 |
400 | 222T4L | 219,09 | 222,25 | 355,60 | 183,80 | 179,80 |
450 | 241T4N | 238,14 | 241,30 | 304,80 | 158,40 | 154,40 |
450 | 241T4L | 238,14 | 241,30 | 355,60 | 183,80 | 179,80 |
500 | 269T4N | 266,72 | 269,88 | 355,60 | 183,80 | 179,80 |
500 | 269T4L | 266,72 | 269,88 | 457,20 | 234,60 | 230,60 |
550 | 298T4N | 295,29 | 298,45 | 355,60 | 183,80 | 179,80 |
550 | 298T4L | 295,29 | 298,45 | 457,20 | 234,60 | 230,60 |
600 | 317T4N | 314,34 | 317,50 | 355,60 | 183,80 | 179,80 |
600 | 317T4L | 314,34 | 317,50 | 457,20 | 234,60 | 230,60 |
650 | 355T4N | 352,44 | 355,60 | 457,20 | 234,60 | 230,60 |
650 | 355T4L | 352,44 | 355,60 | 558,80 | 285,40 | 281,40 |
700 | 374T4N | 371,49 | 374,65 | 457,20 | 234,60 | 230,60 |
700 | 374T4L | 371,49 | 374,55 | 558,80 | 285,40 | 281,40 |
750 | 406T4N* | 403,24 | 406,40 | 609,60 | 310,80 | 306,80 |
Примечания 1 Диаметр делительного конуса ниппеля 2 Внутренний диаметр гнезда 3 По соглашению между поставщиком и потребителем могут быть использованы другие комбинации номинального диаметра и соединения. | ||||||
* Соединение 406T4N позволяет достигнуть длины ниппеля в 584,20 мм. | ||||||
Для типа Т3 гнезда электродов должны отвечать размерным требованиям, указанным на рисунке 4 и в таблице 4.
|
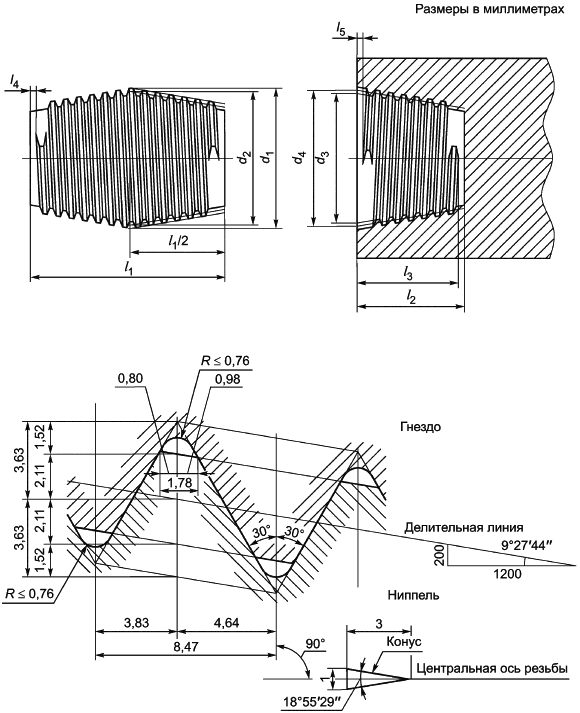
Рисунок 4 - Ниппель и ниппельное гнездо типа Т3
Таблица 4 - Размеры ниппелей и ниппельных гнезд электродов (тип Т3)
В миллиметрах
Номи- | Обозна- | Диаметр делитель- | Наружный диаметр ниппеля | Длина ниппеля | Глубина гнезда | Длина резьбы (гнезда) |
225 | 139T3N | 135,49 | 139,70 | 203,20 | 107,60 | 103,60 |
250 | 155T3N | 151,36 | 155,57 | 220,00 | 116,00 | 112,00 |
300 | 177T3N | 172,95 | 177,16 | 270,90 | 141,50 | 137,50 |
350/400 | 215T3N | 211,69 | 215,90 | 304,80 | 158,40 | 154,40 |
350/400 | 215T3L | 211,69 | 215,90 | 355,60 | 183,80 | 179,80 |
400/450 | 241T3N | 237,09 | 241,30 | 338,70 | 175,30 | 171,30 |
400/450 | 241T3L | 237,09 | 241,30 | 355,60 | 183,80 | 179,80 |
500 | 273T3N | 268,84 | 273,05 | 355,60 | 183,80 | 179,80 |
500 | 273T3L | 268,84 | 273,05 | 457,20 | 234,60 | 230,60 |
550 | 298T3L | 294,24 | 298,45 | 457,20 | 234,60 | 230,60 |
Примечания 1 Диаметр делительного конуса ниппеля 2 Внутренний диаметр гнезда 3 По соглашению между поставщиком и потребителем могут быть использованы другие комбинации номинального диаметра и соединения. | ||||||
4.5 Обозначения
4.5.1 Ниппельные гнезда должны обозначаться согласно номинальному диаметру соответствующего ниппеля: буква "Т" обозначает коническую резьбу с числом витков резьбы на 1 дюйм (25,4 мм), буква "N" или "L" обозначает гнездо нормальной длины или длинное гнездо.
Пример - условное обозначение ниппельных гнезд нормальной длины: гнездо 317T4N; гнездо 273T3N.
Пример - условного обозначения длинного ниппельного гнезда: гнездо 317T4L.
4.5.2 Электроды должны обозначаться согласно номинальному диаметру, номинальной длине и обозначению гнезда.
Пример - условное обозначение электродов с гнездом нормальной длины:
6002100
317T4N; 500
1800
273T3N.
Пример - условное обозначение электрода с длинным гнездом:
6002100
317T4L.
4.5.3 В некоторых странах используются отличные от указанных в данном стандарте системы соединения электродов, называемые "моноэлектродами". Как показано в приложении А, они имеют другое обозначение.
5 Ниппели
5.1 Размеры
Касательная конуса ниппеля должна составлять 1/3 (наклонная касательная 1/6).
Ниппели с 4 витками резьбы на 1 дюйм (25,4 мм), (тип Т4) в зависимости от номинального наружного диаметра соответствующего электрода, должны отвечать размерным требованиям, указанным на рисунке 3 и в таблице 3.
Ниппели с 3 витками резьбы на 1 дюйм (25,4 мм), (тип Т4), в зависимости от номинального наружного диаметра соответствующего электрода должны отвечать размерным требованиям, указанным на рисунке 4 и в таблице 4.
Наряду с соответствующими гнездами, описанными в п.4.4, используются два значения длины: нормального и длинного ниппеля.
5.2 Обозначение
Ниппели должны обозначаться согласно номинальному диаметру, где буква "Т" обозначает коническую резьбу с числом витков резьбы на 1 дюйм (25,4 мм), буква "N" или "L" обозначает ниппель нормальной длины или длинный ниппель соответственно.
Пример - условное обозначение ниппелей нормальной длины: ниппель 317T4N; ниппель 273T3N.
Пример - условного обозначения длинного ниппеля: ниппель 317T4L.
5.3 Нестандартные детали конструкции ниппелей
Пазы, предназначенные для удаления пыли в процессе соединения, могут быть механически обработаны вдоль делительной линии ниппеля.
Потребители могут требовать цилиндрических отверстий в ниппелях и наполнения их цементирующим веществом для предотвращения возможного развинчивания при эксплуатации.
6 Допуски для гнезд и ниппелей
6.1 Размеры допусков
Размеры гнезд и ниппелей должны соответствовать размерам, указанным в таблице 5 (для резьбы Т4) и таблице 6 (для резьбы Т3).
Таблица 5 - Допуски для ниппельных гнезд электродов и ниппелей (тип Т4)
В миллиметрах
Размер | Допуски для гнезд и ниппелей | |
минимум | максимум | |
Глубина гнезда | -3 | (+10) |
Длина резьбы | -2 | (+8) |
Длина ниппеля | (-4) | 0 |
Зачистка резьбы гнезда | 0 | +4 |
Зачистка резьбы ниппеля | 0 | +10 |
Диаметр делительного конуса ниппеля | (-1) | 0 |
Диаметр делительного конуса гнезда | 0 | (+0,5) |
Примечание - Допуски в скобках даны в качестве дополнительной информации и не являются браковочными. | ||
Таблица 6 - Допуски для ниппельных гнезд электродов и ниппелей (тип Т3)
В миллиметрах
Размер | Допуски для гнезд и ниппелей | |
минимум | максимум | |
Глубина гнезда | -3 | (+10) |
Длина резьбы | -2 | (+8) |
Длина ниппеля | (-4) | 0 |
Зачистка резьбы гнезда | 0 | +4 |
Зачистка резьбы ниппеля | 0 | +10 |
Диаметр делительного конуса ниппеля | (-1) | 0 |
Диаметр делительного конуса гнезда | 0 | (+0,5) |
Примечание - Допуски в скобках даны в качестве дополнительной информации и не являются браковочными. | ||
Приведенные допуски должны обеспечить единообразие электродов среди поставщиков, хотя использование различных поставщиков электродов, как показано в пункте 1, не рекомендуется.
6.2 Особые требования к допускам сечения резьбы гнезд ниппелей
Все допуски сечений резьбы ниппелей и гнезд не могут быть указаны в данном стандарте. Производитель, принимая во внимание термические свойства ниппелей и материалов электродов, а также условия работы электродуговых печей, должен отрегулировать размеры производимых им гнезд и ниппелей. Это должно выполняться при низкой температуре для поддержания механической целостности соединения.
Для обеспечения единообразия продукции среди поставщиков должны выполняться следующие требования:
а) на всем протяжении оси ниппеля его размер должен быть меньше или равен размеру ниппеля, указанному в табл.3 и 4 и показанному на рис.3 и 4. Обычно диаметр делительного конуса ниппеля должен находиться в пределах от -1,00 мм до 0,00 мм от указанного в табл.3 и 4 диаметра делительного конуса;
b) на всем протяжении оси гнезда его размер должен быть больше или равен размеру гнезда, указанному в табл.3 и 4 и показанному на рис.3 и 4. Обычно диаметр делительного конуса гнезда должен находиться в пределах от 0,00 мм до +0,50 мм от указанного в табл.3 и 4 диаметра делительного конуса.
6.3 Особые требования к допускам сечения гнезд и ниппелей без резьбы
Следующие требования необходимы для устранения помех, связанных с нижним основанием ниппеля и основанием гнезда.
6.3.1 Любая часть гнезда без резьбы должна быть больше в диаметре, чем линия, соединяющая вершины резьбы гнезда, если охватывает область без резьбы.
6.3.2 Любая часть ниппеля без резьбы должна быть меньше в диаметре, чем линия, соединяющая впадины резьбы ниппеля, если охватывает область без резьбы.
Приложение А
(справочное)
Моноэлектроды
А.1 Общая информация
В некоторых странах новые технологии обусловили применение моноэлектродов в качестве электродов для электродуговых печей. В силу ограниченного их использования размеры не стандартизированы, а приводятся в данном приложении в качестве дополнительной информации.
А.2 Размеры
Данное приложение содержит информацию о размерах и деталях резьбы для обоих торцов моноэлектродов, т.е. электродов, используемых без ниппелей.
Длина моноэлектродов должна определяться как длина полностью обточенного цилиндра, как указано на рис. А.1-А.3.
Таблицы 1 и 2 данного стандарта должны использоваться в качестве спецификаций для диаметра и длины моноэлектродов.
А.3 Обозначение
Моноэлектроды должны обозначаться согласно номинальному диаметру, номинальной длине, обозначению MF и 3, 4 или 8 для указания числа витков резьбы на дюйм (25,4 мм).
Пример - условного обозначения моноэлектродов: 1501500 MF8; 250
1800 MF4; 350
1800 MF3.
Могут применяться 3 типа резьбы:
a) 3 витка резьбы на 1 дюйм (25,4 мм), (MF3) для электродов с номинальным диаметром от 300 мм до 400 мм;
b) 4 витка резьбы на 1 дюйм (25,4 мм), (MF4) для электродов с номинальным диаметром от 175 мм до 250 мм;
с) 8 витков резьбы на 1 дюйм (25,4 мм), (MF8) для электродов с номинальным диаметром от 75 мм до 150 мм.
Детали резьбы графитированных моноэлектродов должны соответствовать размерам, указанным в таблице А.1 (для MF3), таблице А.2 (для MF4) и таблице А.3 (для MF8). Соответствующие чертежи показаны на рисунках А.1-А.3.
Таблица А.1 - Размеры моноэлектродов диаметром 300-400 мм (тип MF3)
В миллиметрах
Номи- | Длина охваты- | Длина сечения резьбы охватываемого электрода | Диаметр делительного конуса вывода охватываемого электрода | Глубина гнезда, | Длина сечения витка резьбы охватывающего электрода | Диаметр делительного конуса вывода охватывающего электрода |
300 | 166,49 | 158,44 | 119,02 | 171,45 | 162,41 | 273,00 |
350 | 192,09 | 183,85 | 134,70 | 196,85 | 187,81 | 317,50 |
400 | 217,49 | 209,25 | 160,53 | 222,25 | 231,21 | 361,95 |
Таблица А.2 - Размеры моноэлектродов диаметром 175-250 мм (тип MF4)
В миллиметрах
Номи- | Длина охваты- | Длина сечения резьбы охватываемого электрода | Диаметр делительного конуса вывода охватываемого электрода | Глубина гнезда | Длина сечения витка резьбы охватывающего электрода | Диаметр делительного конуса вывода охватывающего электрода |
175 | 106,36 | 99,44 | 74,45 | 109,54 | 101,85 | 160,02 |
200 | 119,06 | 112,14 | 94,55 | 122,24 | 114,55 | 182,04 |
225 | 131,76 | 124,81 | 95,99 | 134,94 | 127,55 | 205,23 |
250 | 144,46 | 137,54 | 104,44 | 147,64 | 139,95 | 225,55 |
Таблица А.3 - Размеры моноэлектродов диаметром 75-150 мм (тип MF4)
В миллиметрах
Номинальный диаметр | Диаметр делительного конуса вывода охватываемого электрода | Диаметр делительного конуса вывода охватывающего электрода | Диаметр расточенного отверстия |
75 | 29,79 | 67,76 | 28,57 |
100 | 29,79 | 88,40 | 28,57 |
130 | 54,49 | 116,98 | 53,29 |
150 | 67,26 | 139,20 | 53,10 |
|
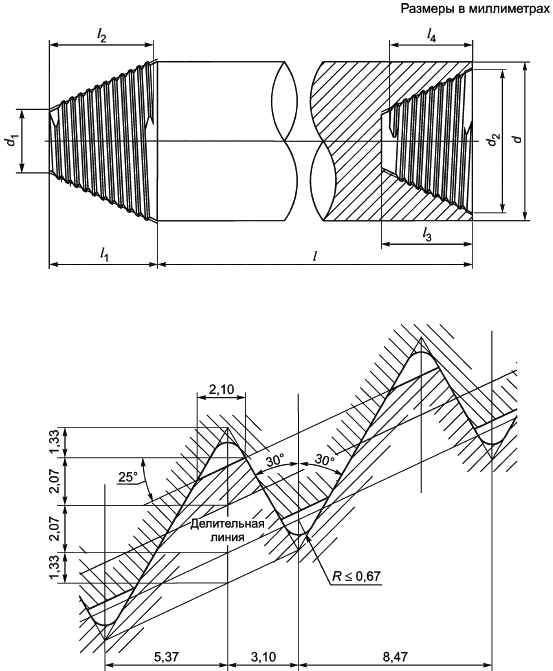
Рисунок А.1 - Моноэлектрод типа MF3
|
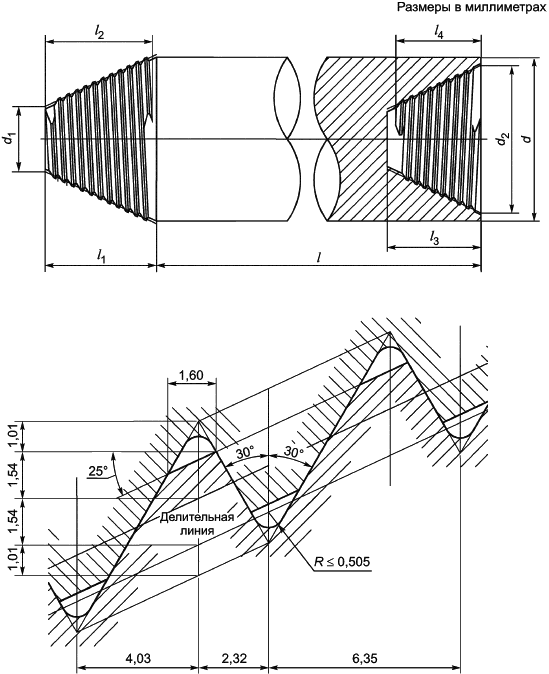
Рисунок А.2 - Моноэлектрод типа MF4
|
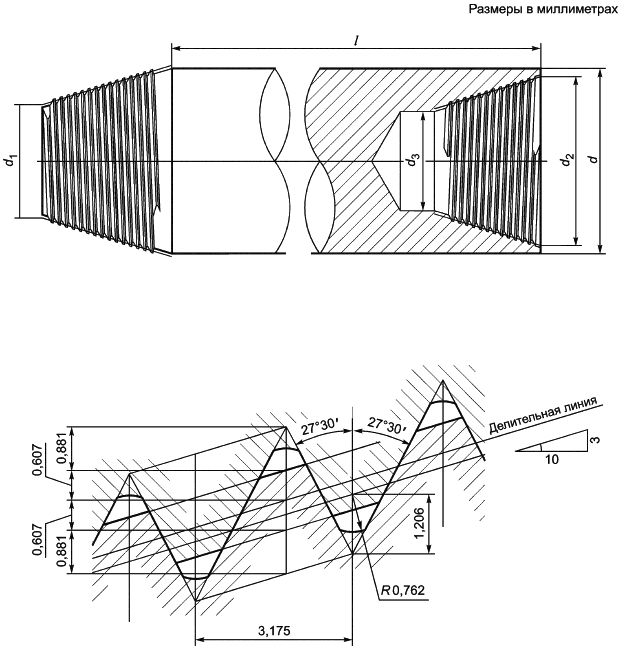
Рисунок А.3 - Моноэлектрод типа MF8
Приложение В
(справочное)
Эксплуатация и соединение электродов
В.1 Общая информация
Для достижения надежного соединения электродов друг с другом, обеспечения тесного контакта резьбы ниппеля с резьбой электрода, а также плотного контакта с торцевой поверхностью, операторам электродуговых печей необходимо внедрить методики работы при опасном режиме. Данные методики должны обеспечивать наилучшие условия использования электродов и должны предотвращать возникновение проблем безопасности при эксплуатации колонн с плохо закрепленными соединениями.
В.2 Подготовка нового электрода для соединения
Верхнее гнездо нового электрода позднее становится частью соединения и требует осторожного обращения:
a) поддержания уровня защиты до установки фальшниппеля;
b) проверки гнезда и торцевых поверхностей на чистоту и отсутствие повреждений;
c) использования чистых и неповрежденных фальшниппелей;
d) осторожной установки фальшниппеля в гнездо.
В.3 Подготовка соединения
При смене положения электрода с горизонтального на вертикальное для предотвращения повреждения резьбы установите защиту ниппеля на ее месте или, как вариант, наличие амортизирующего материала под ниппелем. Очистите сжатым воздухом гнездо и торцевые поверхности старой колонны и нового электрода.
Если загрязнение на резьбе необходимо удалить вручную, используйте щетку с мягкой щетиной. Не использовать щетки с металлической щетиной.
В.4 Соединение
Так как применяются различные техники соединения, только некоторые из них могут быть приведены в контрольном списке как часть данного приложения:
a) необходимо, чтобы техника соединения предотвратила любое повреждение резьбы от механических ударов;
b) необходимо, чтобы соответствующая пара была использована согласно рекомендациям каждого поставщика.
В.5 Методики фиксации (электродный зажим)
Необходимо избегать следующих методик фиксации:
- фиксации в районе ниппельных гнезд (риск повреждения гнезда);
- осуществления соединения выше электродных зажимов (риск ослабления/развинчивания соединения);
- фиксации в области соединения (риск повреждения гнезда и зажима на двух электродах незначительно отличающихся по диаметру). Поставщик должен идентифицировать область соединения линиями краски на наружном диаметре, представляющем место основания гнезда.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
IEC 60050-841:2004 | IDT | ГОСТ IEC 60050-841-2016 "Международный электротехнический словарь. Часть 841. Промышленный электронагрев" |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
УДК 621.3.035:006.354 | ОКС 25.180.10 |
Ключевые слова: электродуговые печи, графитированные электроды, ниппели, моноэлектроды, резьбовые соединения, размеры и обозначения | |
Электронный текст документа
и сверен по:
, 2020
