ГОСТ Р ЕН 1010-4-2011
Группа Т34
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ОБОРУДОВАНИЕ ПОЛИГРАФИЧЕСКОЕ
Требования безопасности для конструирования и изготовления
Часть 4
Машины брошюровочно-переплетные, машины для переработки и отделки бумаги
Printing trades machinery. Safety requirements for design and construction. Part 4. Bookbeinding, paperconverting and finishing machines
ОКС 37.100.10
85.100
ОКП 51 6500
Дата введения 2013-01-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Закрытым акционерным обществом "Научно-исследовательский институт полиграфического машиностроения" и Техническим комитетом по стандартизации ТК 237 "Оборудование полиграфическое" на основе собственного аутентичного перевода на русский язык европейского регионального стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 237 "Оборудование полиграфическое"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 13 декабря 2011 г. N 953-ст
4 Настоящий стандарт идентичен европейскому региональному стандарту ЕН 1010-4:2004+А1:2009![]() "Безопасность оборудования. Требования безопасности по конструированию и изготовлению печатных и бумагоперерабатывающих машин. Часть 4. Брошюровочно-переплетные машины, машины для переработки и отделки бумаги" (EN 1010-4:2004+А1:2009 "Safety of machinery - Safety requirements for the design and construction of printing and paper converting machines - Part 4: Bookbeinding, paperconverting and finishing machines").
"Безопасность оборудования. Требования безопасности по конструированию и изготовлению печатных и бумагоперерабатывающих машин. Часть 4. Брошюровочно-переплетные машины, машины для переработки и отделки бумаги" (EN 1010-4:2004+А1:2009 "Safety of machinery - Safety requirements for the design and construction of printing and paper converting machines - Part 4: Bookbeinding, paperconverting and finishing machines").
________________![]() Доступ к международным и зарубежным документам, упомянутым здесь и далее по тексту, можно получить перейдя по ссылке на сайт . - .
Доступ к международным и зарубежным документам, упомянутым здесь и далее по тексту, можно получить перейдя по ссылке на сайт . - .
Наименование настоящего стандарта изменено относительно наименования указанного европейского регионального стандарта для приведения в соответствие с ГОСТ Р 1.5 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных европейских региональных стандартов соответствующие им национальные стандарты Российской Федерации и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 В настоящем стандарте реализованы нормы технического регламента "О безопасности машин и оборудования", утвержденного постановлением Правительства РФ от 15.09.2009 N 753, и технического регламента "О безопасности машин и оборудования", принятого решением Комиссии Таможенного союза от 18.10.2011 N 823
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Введение
Цель разработки настоящего стандарта, содержащего идентичный текст европейского стандарта ЕН 1010-4:2004+А1:2009, соответствующего Директивам ЕС по безопасности машин и оборудования 98/37/ЕС и 2006/42/ЕС и правилам Европейской ассоциации свободной торговли (ЕАСТ), предоставить конструкторам, изготовителям оборудования и другим заинтересованным сторонам общие требования и рекомендации по обеспечению безопасности брошюровочно-переплетных машин, машин для переработки и отделки бумаги (включая изделия из бумаги), гармонизированные с соответствующими требованиями европейских стандартов, способствовать выполнению важнейших требований действующих в Российской Федерации технических регламентов "О безопасности машин и оборудования"* и Директив ЕС 98/37/ЕС и 2006/42/ЕС.
________________
* См. раздел "Сведения о стандарте", пункт 5.
Европейский стандарт ЕН 1010-4:2004+А1:2009 подготовлен Техническим комитетом СЕН/ТК 198 "Оборудование для печати и для изготовления и переработки бумаги - Безопасность", секретариат которого ведет DIN (Германия).
Настоящий документ является стандартом типа C по ГОСТ ЕН 1070-2003. Он содержит дополнительные требования безопасности и/или отступления от ГОСТ Р ЕН 1010-1:2009.
Оборудование, на которое распространяется действие настоящего стандарта, а также относящиеся к нему риски, опасные ситуации и события указаны в области применения настоящего стандарта.
Для машин, спроектированных и изготовленных согласно положениям настоящего стандарта типа C, применяется следующее условие: если положения настоящего стандарта отличаются от положений, установленных в стандартах типа A или B, то положения настоящего стандарта превосходят по важности соответствующие требования других стандартов.
С момента введения в действие настоящего стандарта с учетом действующего стандарта ГОСТ Р ЕН 1010-1 применяемый в настоящее время стандарт ГОСТ Р 12.2.133 "Система стандартов безопасности труда. Оборудование полиграфическое. Требования безопасности и методы испытаний", охватывающий все виды полиграфического оборудования, прекращает свое действие в отношении машин, на которые распространяется действие настоящего стандарта (см. раздел 1).
Серия стандартов ГОСТ Р ЕН 1010 состоит из следующих частей:
- часть 1. Общие требования;
- часть 2. Машины печатные и лакировальные, включая допечатное оборудование;
- часть 3. Машины резальные;
- часть 4. Машины брошюровочно-переплетные, машины для переработки и отделки бумаги;
- часть 5. Машины для производства гофрокартона и машины для переработки плоского и гофрированного картона.
1 Область применения
Действие настоящего стандарта распространяется на:
- брошюровочно-переплетные машины, включая:
- проволокошвейные машины, машины для скрепления картонажей скобами, машины для прикрепления "глазков";
- вкладочно-швейные машины;
- листоподборочные машины;
- машины для клеевого скрепления;
- станки для просверливания отверстий в стопе бумаги (изделий из бумаги);
- паковально-обжимные прессы;
- обжимные переплетные прессы;
- фальцевальные машины;
- поточные линии для изготовления книг в твердой переплетной крышке;
- машины для крушения и обжимки корешка блока;
- оклеечно-каптальные машины;
- книговставочные машины;
- штриховальные (штриховально-обжимные) машины (прессы);
- машины для переработки бумаги и изделий из бумаги, включая:
- машины для изготовления конвертов;
- машины для изготовления санитарно-гигиенических изделий;
- машины для вкладывания дополнительных элементов (вкладок);
- счетно-комплектующие устройства;
- прессы для тиснения бумаги (изделий из бумаги);
- машины отделочные, включая:
- машины для нанесения жидких покрытий;
- машины для ламинирования (припрессовки покрытий).
Настоящий стандарт следует применять совместно с ГОСТ Р ЕН 1010-1. В обеих частях установлены все существенные опасности, относящиеся к машинам брошюровочно-переплетным, машинам для переработки и отделки бумаги и изделий из бумаги при использовании их по назначению и в условиях предвидимого изготовителем неправильного применения в допустимых пределах (см. раздел 4). Специфические требования настоящего стандарта превосходят по важности соответствующие требования, установленные ГОСТ Р ЕН 1010-1.
В настоящем стандарте не рассмотрены риски, вызываемые шумом машин. Эти вопросы в основном рассмотрены в ГОСТ Р ЕН 1010-1. Тем не менее, например, для машин для фальцовки листов и машин для изготовления конвертов и машин для изготовления предметов санитарии и гигиены приведены некоторые специальные предложения по мерам для снижения шума.
Настоящий стандарт не может быть применен к машинам, изготовленным до даты введения настоящего стандарта в действие.
2 Нормативные ссылки
________________![]() В настоящем разделе в скобках после обозначения замененного стандарта указан соответствующий заменяющий стандарт.
В настоящем разделе в скобках после обозначения замененного стандарта указан соответствующий заменяющий стандарт.
В настоящем стандарте использованы датированные и недатированные ссылки на европейские стандарты![]() . При недатированных ссылках действительно последнее издание приведенного стандарта (включая любые изменения), за исключением приведенной ниже рекомендации. Для однозначного соблюдения требований настоящего стандарта, выраженных в датированных ссылках, а также в недатированных ссылках, когда соответствующий европейский стандарт заменен на другой (международный) стандарт, имеющий другой регистрационный номер, рекомендуется использовать только данный ссылочный стандарт.
. При недатированных ссылках действительно последнее издание приведенного стандарта (включая любые изменения), за исключением приведенной ниже рекомендации. Для однозначного соблюдения требований настоящего стандарта, выраженных в датированных ссылках, а также в недатированных ссылках, когда соответствующий европейский стандарт заменен на другой (международный) стандарт, имеющий другой регистрационный номер, рекомендуется использовать только данный ссылочный стандарт.
_______________![]() Таблицу соответствия национальных стандартов международным см. по ссылке. - .
Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ЕН 292-1:1991 (ЕН ИСО 12100:2010) Безопасность машин - Основные понятия, общие принципы конструирования - Часть 1: Основные термины, методология (EN 292-1, Safety of machinery - Basic concepts, general principles for design - Part 1: Basic terminology, methodology)
ЕН 292-2:1991+A1:1995 (ЕН ИСО 12100:2010) Безопасность машин - Основные понятия, общие принципы конструирования - Часть 2: Технические принципы и технические требования (EN 292-1, Safety of machinery - Basic concepts, general principles for design - Part 2: Technical principles and specifications)
ЕН 294:1992 (ЕН ИСО 13857:2008) Безопасность оборудования - Безопасные расстояния для предохранения верхних конечностей от попадания в опасную зону (EN 294:1992, Safety of machinery - Safety distances to prevent danger zones being reached by the upper limbs)
ЕН 349:1993 (ЕН 349:1993+А1:2008) Безопасность оборудования - Минимальные расстояния для предотвращения защемления частей человеческого тела (EN 349:1993, Safety of machinery - Minimum gaps to avoid crushing of parts of the human body)
ЕН 626-1 (ЕН 626-1:1994+А1.2008) Безопасность оборудования - Снижение риска для здоровья от опасных веществ, выделяемых оборудованием - Часть 1: Основные положения и технические требования для изготовителей оборудования (EN 626-1:1994, Safety of machinery - Reduction of risks to health from hazardous substances emitted by machinery - Part 1: Principles and specifications for machinery manufacturers)
ЕН 626-2 (ЕН 626-2:1996+А1.2008) Безопасность оборудования - Снижение риска для здоровья от опасных веществ, выделяемых оборудованием - Часть 2: Методика выбора методов проверки (EN 626-2:1996, Safety of machinery - Reduction of risks to health from hazardous substances emitted by machinery - Part 2: Methodology leading to verification procedures)
ЕН 954-1:1996 (ЕН ИСО 13849-1:2008) Безопасность оборудования - Части систем управления, обеспечивающие безопасность - Часть 1: Общие принципы конструирования (EN 954-1:1996, Safety of machinery - Safety-related parts of control systems - Part 1: General principles for design)
ЕН 1010-1:2004+А1:2010 Безопасность оборудования - Требования безопасности для конструирования и изготовления печатных и бумагоперерабатывающих машин - Часть 1: Общие требования (EN 1010-1:2004+А1:2010, Safety of machinery - Safety requirements for the design and construction of printing and paper converting machines - Part 1: Common requirements)
ЕН 1010-2:2006 (ЕН 1010-2:2006+А1:2010) Безопасность оборудования -Требования безопасности для конструирования и изготовления печатных машин и бумагоперерабатывающих машин - Часть 2: Печатные и лакировальные машины, включая допечатное оборудование (EN 1010-2:2006, Safety of machinery - Safety requirements for the design and construction of printing and paper converting machines - Part 2: Printing and varnishing machines including pre-press machinery)
ЕН 1010-3:2003+А1:2010 Безопасность оборудования - Требования безопасности для конструирования и изготовления печатных машин и бумагоперерабатывающих машин - Часть 3: Резальные машины (ЕН 1010-3:2002+А1:2009+А1:2010, Safety of machinery - Safety requirements forthe design and construction of printing and paper converting machines - Part 3: Cutting machines)
ЕН 1050:1996 (ЕН ИСО 14121-1:2007) Безопасность машин - Принципы оценки и определения риска (EN 1050:1996, Safety of machinery - Principles for risk assessment)
ЕН 1070:1998* Безопасность оборудования - Терминология (EN 1070:1998, Safety of machinery - Terminology)
________________
* Отменен.
ЕН 1539:2000 (ЕН 1539:2009) Безопасность оборудования - Сушильные устройства и печи, в которых выделяются горючие вещества - Требования безопасности (EN 1539:2000, Dryers and ovens, in which flammable substances are released - Safety requirements)
ЕН 13023 Методы измерения шума печатных, бумагоперерабатывающих и бумагоделательных машин и вспомогательного оборудования - Степени точности 2 и 3 (EN 13023:2003, Noise measurements methods for printing, paper converting, paper making machines and auxiliary equipment - Accuracy grades 2 and 3)
ЕН 61000-6-4:2002 (ЕН 61000-6-4:2007) Электромагнитная совместимость - Часть 6-4. Общие стандарты. Помехоэмиссия для промышленных зон (МЭК 61000-6-4:1997) (EN 61000-6-4:2002, Electromagnetic compatability (EMC) - Generic standards - Part 6-4: Emission standard for industrial environment (IEC 61000-6-4:1997)
ЕН ИСО 4871 (ЕН ИСО 4871:2009) Акустика - Заявление и контроль значений шумовых характеристик машин и оборудования (ИСО 4871:1996) (EN ISO 4871:1998, Acoustics - Declaration and verification of noise emission values of machinery and equipment (ISO 4871:1996)
3 Термины и определения
________________![]() В настоящем разделе после термина на русском языке указан эквивалент термина на английском и немецком языках соответственно.
В настоящем разделе после термина на русском языке указан эквивалент термина на английском и немецком языках соответственно.
В настоящем стандарте применены термины и определения по ЕН 1070:1998, ЕН 1010-1, а также следующие термины с соответствующими определениями:
3.1 проволокошвейные машины, машины для скрепления картонажей скобами, машины для прикрепления "глазков" (stitching, riveting, eyeletting and attaching machines; Heft-, ![]() , Ansetzmaschinen): Машины и устройства, предназначенные:
, Ansetzmaschinen): Машины и устройства, предназначенные:
- для скрепления материала металлическими элементами, или
- для прикрепления металлических элементов ("глазков", пистонов) непосредственно к материалам.
3.2 вкладочно-швейные машины (gang stitcher, Sammelhefter): Машины для сшивания проволокой сфальцованных бумажных листов, в которых отдельные сфальцованные листы в раскрытом виде выводятся из самонаклада захватами и укладываются друг на друга на цепной транспортер и затем сшиваются по корешку (см. рисунок 1).
Рисунок 1 - Принципиальная схема вкладочно-швейной машины
|

A1-A4 - самонаклады
Рисунок 1 - Принципиальная схема вкладочно-швейной машины
3.3 листоподборочные машины (gathering machines, Zusammentragmaschinen): Машины для подборки сфальцованных бумажных листов, в которых отдельные сфальцованные листы выводятся из самонаклада захватами и укладываются друг на друга на цепной транспортер в необходимой последовательности (см. рисунок 2).
Рисунок 2 - A1-A4 - самонаклады
|

Рисунок 2 - A1-A4 - самонаклады
3.4 машины для клеевого скрепления (perfect binders, Klebebindemaschine): Машины для изготовления брошюр (в мягкой обложке) или книжных блоков книг в твердом переплете, в которых подобранные сфальцованные листы или отдельные листы скрепляются в блок книги или брошюры путем нанесения клея на предварительно обработанный корешок и в которых блок книги или брошюры вставляются в переплетную крышку или обложку приклеиванием их по корешку и/или сторонкам.
3.5 станки для просверливания отверстий в стопе бумаги (paper drills, Papierbormaschinen): Машины для просверливания отверстий в стопах бумаги.
3.6 паковально-обжимные прессы (book signature presses, Bundelpressen): Прессы для обжимки книжных тетрадей, в которых пачки тетрадей укладываются и выравниваются (сталкиваются) вручную, а обжимка осуществляется механическим путем.
3.7 обжимные переплетные прессы (book presses, Bucherpressen): Прессы, применяемые для обжимки книжных блоков после ручного скрепления в целях обеспечения стабильности их размеров по толщине.
3.8 фальцевальные машины (sheet folding machine, Bogenfalzmaschinen): Машины, применяемые для одно- или многократной фальцовки бумажного листа, включая разрезку, перфорирование и биговку.
3.9 поточные линии для изготовления книг в переплетной крышке (book production lines, ![]() ): Машины и оборудование для изготовления книг, в которых книжные блоки, состоящие из тетрадей или листов, скрепляются, обрезаются с трех сторон и вставляются в твердую или гибкую переплетную крышку.
): Машины и оборудование для изготовления книг, в которых книжные блоки, состоящие из тетрадей или листов, скрепляются, обрезаются с трех сторон и вставляются в твердую или гибкую переплетную крышку.
3.10 машины для кругления и обжимки корешка блока (back rounding and pressing machines, ![]() und Abpressmaschinen): Машины для кругления корешка книжного блока и окончательного его формирования посредством обжимки.
und Abpressmaschinen): Машины для кругления корешка книжного блока и окончательного его формирования посредством обжимки.
3.11 оклеечно-каптальные машины (backlining and head banding machines, Buchblockhinterklebe-Und Kapitalmaschinen): Машины для изготовления книг с кругленым или прямым корешком, в которых книжные блоки проклеиваются, заклеиваются марлей, оклеиваются капталом и бумажкой.
3.12 книговставочные машины (casing-in maschines, ![]() ): Машины для изготовления книг, в которых книжные блоки с кругленым или прямым корешком вставляются в твердые или гибкие переплетные крышки путем приклейки форзацев на лицевой и задней стороне книжного блока к внутренним сторонам переплетных крышек.
): Машины для изготовления книг, в которых книжные блоки с кругленым или прямым корешком вставляются в твердые или гибкие переплетные крышки путем приклейки форзацев на лицевой и задней стороне книжного блока к внутренним сторонам переплетных крышек.
3.13 штриховальные (штриховально-обжимные) машины (прессы) (book cover crease forming machines (presses), Falzeinbrennmaschinen (Buchformpressen)): Машины для изготовления книг (твердый переплет), в которых после склеивания книжного блока с крышкой под действием нагревания и давления на переплетной крышке формируется сгиб (рубчик) и производится обжимка книги по всей поверхности.
3.14 машины для изготовления конвертов (machines for the production of envelopes; Briefumschlag- maschinen-, Versandtaschemaschinen): Машины для изготовления конвертов и других видов бумажных мешков и пакетов.
3.15 машины для изготовления санитарно-гигиенических изделий (machines for the production of sanitary items, Hygieneartikelmaschinen): Машины для изготовления предметов санитарии и гигиены из бумаги, основы бумаги санитарно-гигиенического назначения и нетканых материалов, таких, например, как бумажные носовые платки, бумажные салфетки, тампоны и т.д.
3.16 машины для вкладывания дополнительных элементов (inserting machines, Einsteck-maschinen): Машины, взаимодействующие, например, с рулонными печатными машинами, в которых предварительно запечатанные материалы (к примеру, проспекты или журналы) вкладываются в установленное место в другие печатные изделия (например, в газеты или журналы) (см. рисунок 3).
Рисунок 3 - Принципиальная схема машины для вкладки
|

A - самонаклад основного изделия; B1-BЗ - самонаклады вкладок
Рисунок 3 - Принципиальная схема машины для вкладки
3.17 счетно-комплектующие устройства (counter-stackers, Kreuzleger): Машины для счета и крестообразной укладки пачек брошюр, книг, газет и журналов.
3.18 машины для тиснения бумаги (paper embossing machines,![]() ): Машины для отделки поверхности бумаги (включая изделия из бумаги) посредством валов для тиснения.
): Машины для отделки поверхности бумаги (включая изделия из бумаги) посредством валов для тиснения.
3.19 отделочные машины (paper finishing machines, Veredelungsmaschinen): Машины для нанесения жидких или твердых покрытий на основу из бумаги или подобных материалов, таких, как гладкий или гофрированный картон, полимерная пленка, фольга, листы металла, или на фотобумагу. Примером отделочных машин являются машины для нанесения жидких покрытий, машины для припрессовки покрытий (ламинаторы).
3.19.1 машины для нанесения жидких покрытий (coaters, Beschichtungsmaschinen): Один из видов отделочных машин, предназначенный для нанесения жидкого вещества определенной толщины (например, клея, лака, краски) на основу. Дозирование наносимого материала осуществляется с помощью ракеля или зазора между двумя валиками (дозирующий зазор).
3.19.2 машины для ламинирования (припрессовки покрытий) (laminators, Kaschiermaschinen): Один из видов отделочных машин (ламинаторы), предназначенный для наложения (припрессовки) твердого материала (например, пленки, бумаги) на основу.
4 Перечень существенных опасностей
4.1 Настоящий раздел содержит все существенные опасности (шум в основном был рассмотрен в ЕН 1010-1:2004+А1), имеющие отношение к данному стандарту, признанные путем оценки риска существенными для данного типа машин и которые требуют принятия мер для устранения или уменьшения риска. При оценке риска конструктор должен проверить, является ли перечень опасностей, приведенный в таблице 1, полным и применимым для данной конкретной машины.
4.2 Весьма важно, чтобы пользователи настоящего стандарта, т.е. конструктор или изготовитель, имели в виду следующие принципиальные аспекты в соответствии с ЕН 1050:
- использование машины по назначению, включая наладку, чистку и техническое обслуживание, с учетом прогнозируемого неправильного применения в допустимых пределах;
- выявление всех опасностей, имеющихся в машине.
Таблица 1 - Существенные опасности, опасные зоны, меры безопасности
Существенные опасности | Опасная зона | Меры безопасности: ссылки на подпункты в | ||
настоящем стандарте | ЕН 292-1:1991 | ЕН 1010-1:2004+А1 | ||
Механические опасности: | Машины с ограждениями в открытом положении | 5.1.2 | 4.2.1 | 5.2.2.3 |
- раздавливание, придавливание, (защемление); | Зоны стыковки отдельных машин | 5.1.5, | ||
- порезы; | Проволокошвейные машины, машины для скрепления картонажей скобами, машины для прикрепления "глазков": | |||
- между инструментами | 5.2.1.1-5.2.1.3 | 5.2.8 | ||
- наматывание; | Вкладочно-швейные машины: | |||
- затягивание, | - самонаклад | 5.2.2.1-5.2.2.3 | 5.3.4.8, | |
задерживание, | - швейная секция | 5.2.2.4 | 5.2.6.1.5 | |
захватывание; | - зона затягивания на контроле толщины | 5.2.2.5 | ||
- попадание под удар | - цепной транспортер | 5.2.2.7 | ||
- пуск при открытых защитных ограждениях | 5.2.2.8, 7.1.7 | |||
- трехсторонняя резальная машина | 5.2.2.10 | |||
Листоподборочные машины: | ||||
- самонаклад | 5.2.3.1-5.2.3.3 | 5.3.4.8 | ||
- ручной наклад, цепной транспортер | 5.2.3.4 | 5.2.10.2 | ||
- подборочное устройство (транспортер) | 5.2.3.5 | |||
- пуск при открытых защитных ограждениях | 5.2.3.7 | |||
Машины для клеевого скрепления: | ||||
- зажимы блока | 5.2.4.1 | 5.3.4.8 | ||
- клеевые валики | 5.2.4.2 | |||
- самонаклад обложки | 5.2.4.8 | |||
- приемное устройство | 5.2.4.9 | |||
- пуск при открытых защитных ограждениях | 5.2.4.11, 7.1.2.2 | |||
- фрезерные головки | 5.2.4.12, 7.1.2.1 | |||
Станки для просверливания отверстий в стопе бумаги (изделий из бумаги): | ||||
- сверло | 5.2.5.1 | |||
- сверло/зажимные патроны | 5.2.5.2 | |||
Паковально-обжимные прессы: | ||||
- прессующие плиты/материал | 5.2.6 | |||
Обжимные переплетные прессы: | ||||
- прессующие плиты | 5.2.7.1, 5.2.7.2 | 5.2.10.2 | ||
- прессующие плиты/кожух машины | 5.2.7.3 | |||
Фальцевальные машины: | ||||
- зоны затягивания на фальцваликах | 5.2.8.1 | |||
- устройство резки, биговки и перфорирования | 5.2.8.2 | |||
- фальцнож | 5.2.8.3 | |||
- пуск при открытых защитных ограждениях | 5.2.8.4 | |||
Поточные линии для изготовления книг: | ||||
- загрузочное отверстие | 5.2.9.1 | |||
- устройство предварительного разогрева, транспортер | 5.2.9.2 | |||
- секция обжимки | 5.2.9.3 | |||
- клеевая секция | 5.2.9.4 | |||
- марлевая секция | 5.2.9.6 | |||
- секция приклейки каптала и бумажки | 5.2.9.7 | 5.2.1.1, b) | ||
- магазин переплетных крышек | 5.2.9.8 | 5.3.4.8 | ||
- секция биговки переплетных крышек | 5.2.9.9 | |||
- секция вставки в переплетную крышку | 5.2.9.10 | |||
- пуск при открытых защитных ограждениях | 5.2.9.11, 7.1.7 | |||
Машины для кругления и обжимки корешка: | ||||
- зоны затягивания на ленточных транспортерах, цепных транспортерах, загрузочное отверстие | 5.2.10.1 | |||
- секция переворачивания блока | 5.2.10.2 | |||
- секция предварительного разогрева | 5.2.10.3 | |||
- секция предварительной обжимки, кругления, обжимки корешка | 5.2.10.5 | |||
Оклеечно-каптальные машины: | ||||
- загрузочное отверстие, подающий транспортер | 5.2.11.1 | |||
- клеевая секция, клеевые валики | 5.2.11.2 | |||
- секция приклейки марли | 5.2.11.4 | |||
- секция приклейки каптала | 5.2.11.5 | |||
- секция прикатки | 5.2.11.6 | |||
Книговставочные машины: | ||||
- поводковый палец транспортера | 5.2.12.1 | 5.3.4.8 | ||
- самонаклад переплетных крышек | 5.2.12.2 | |||
- секция биговки переплетных крышек | 5.2.12.3 | |||
- секция кругления корешка переплетных крышек | 5.2.12.4 | |||
- секция вставки, проклейки | 5.2.12.6 | |||
- секция обжимки | 5.2.12.7 | |||
- приемное устройство, выводное отверстие | 5.2.12.8 | |||
Штриховальные машины (прессы): | ||||
- отверстия для ввода и вывода | 5.2.13.1 | |||
- секция укладки, устройства транспортирования | 5.2.13.2 | |||
- обжимная секция | 5.2.13.3 | |||
- пуск при открытых защитных ограждениях | 5.2.13.5, 7.1.7 | |||
Машины для изготовления конвертов: | ||||
- установка для размотки рулонов | 5.3.1.1 | 5.3.5 | ||
- самонаклад | 5.3.1.2 | 5.3.4.8 | ||
- печатная секция | 5.3.1.3.1, 5.3.1.3.2 | 5.2.1.1 | ||
- поперечная и продольная биговка | 5.3.1.4.1, 5.3.1.4.2 | 5.3.2.1 | ||
- секция фасонной высечки | 5.3.1.5 | |||
- направляющие валики | 5.3.1.6.1, 5.3.1.6.2 | |||
- секция высечки окошек | 5.3.1.7 | |||
- секция подачи материала для окошек | 5.3.1.8.1-5.3.1.8.4 | |||
- ракельный клеевой аппарат | 5.3.1.9.1, 5.3.1.9.2 | 5.2.1.1 | ||
- секция разделяющей рубки | 5.3.1.10.1-5.3.1.10.3 | 5.2.1.1 | ||
- секция загибки нижнего клапана | 5.3.1.11.1, 5.3.1.11.2 | |||
- валики транспортирующие | 5.3.1.12.1, 5.3.1.12.2 | 5.2.1.1 | ||
- колесо каскадного выклада | 5.3.1.13.1, 5.3.1.13.2, 7.1.3.1 | 5.2.1.1, b) | ||
- валковый клеевой аппарат | 5.3.1.14.1-5.3.1.14.4, 7.1.3.3 | 5.2.1.1 | ||
- устройства для сушки горячим воздухом | 5.3.1.15.1, 5.3.1.15.2 | |||
- разделяющий валик перед выравнивающей секцией | 5.3.1.16 | 5.2.1.1 | ||
- секция выравнивания | 5.3.1.17 | 5.2.1.1 | ||
- секция загибки закрывающего клапана | 5.3.1.18 | |||
- каскадный дисковый выклад | 5.3.1.19.1, 5.3.1.19.2 | |||
- пуск при открытых защитных ограждениях | 5.3.1.20.1, 7.1.7 | 5.2.3.4 | ||
Машины для изготовления санитарно-гигиенических изделий: | ||||
- установка для размотки рулонов | 5.3.2.1.1-5.3.2.1.4 | 5.3.5.1 | ||
- секция каландрирования и тиснения | 5.3.2.2.1, 5.3.2.2.2 | 5.2.1.1 | ||
- секция продольной разрезки | 5.3.2.3 | |||
- секция продольной сгибки | 5.3.2.4 | 5.3.2 | ||
- устройство для отсоса отходов в резальной секции | 5.3.2.5 | |||
- счетно-передающая секция | 5.3.2.6 | |||
- секция контроля продукции | 5.3.2.7 | |||
- приемное устройство | 5.3.2.8.1, 7.1.4.2 | 5.2.1.1 | ||
- пуск при открытых защитных ограждениях | 5.3.2.9.1, 7.1.7 | |||
Машины для вкладывания дополнительных элементов: | ||||
- самонаклад | 5.3.3.1, 5.3.3.2 | 5.3.4.8 | ||
- транспортирующее устройство/элементы привода | 5.3.3.3 | |||
- пуск при открытых защитных ограждениях | 5.3.3.5, 7.1.5 | |||
Счетно-комплектующие устройства: | ||||
- зоны затягивания транспортерных лент | 5.3.4.1 | |||
- отделитель макулатуры | 5.3.4.2 | |||
- поворотный стол | 5.3.4.3 | |||
- приемные устройства | 5.3.4.4 | |||
- аккумулированная энергия (пневмосистема) | 5.3.4.5 | |||
Машины для тиснения бумаги (изделий из бумаги): | ||||
- опасные зоны устройства проводки ленты | 5.3.5.2 | 5.2.3.5 | ||
- установки для размотки, намотки рулонов | 5.3.5.3 | 5.3.5 | ||
- направляющие валики | 5.3.5.4 | 5.2.1.1 | ||
- валик натяжения | 5.3.5.5 | |||
- зона затягивания тиснильный цилиндр/ опорный цилиндр | 5.3.5.6 | |||
- движение опорного цилиндра | 5.3.5.7, 7.1.5 | 5.2.3.2, а), 2) | ||
- дисковые ножи | 5.3.5.9 | |||
Машины для нанесения жидких покрытий: | ||||
- опасные зоны устройства проводки полотна | 5.4.1.2 | |||
- установки для размотки, намотки рулонов | 5.4.1.3 | 5.3.5 | ||
- направляющие валики | 5.4.1.4 | |||
- дозирующий зазор | 5.4.1.5 | |||
- секция нанесения покрытия | 5.4.1.8 | |||
- подвод, отвод валиков | 5.4.1.9 | |||
- зоны затягивания на лентах | 5.4.1.10 | |||
- сушильное устройство | 5.4.1.13.2, | |||
- машина в целом | 5.4.1.13.5, 5.4.1.13.6, 7.1.6.3 | |||
Машины для ламинирования пленкой: | ||||
- устройства для размотки, намотки рулонов | 5.4.2.1.1 | 5.3.5 | ||
- ручной наклад | 5.4.2.1.2 | |||
- направляющие валики | 5.4.2.1.3, 5.4.2.1.4 | 5.2.1.1 | ||
- сближение и разведение ламинирующих цилиндров | 5.4.2.1.5 | |||
- зоны затягивания на ламинирующих цилиндрах | 5.4.2.1.6 | 5.2.1.1 | ||
- резальное устройство | 5.4.2.1.8 | |||
Машины для ламинирования с нанесением клея: | ||||
- опасные зоны устройства проводки полотна | 5.4.2.2.2 | |||
- установки для размотки/намотки рулонов | 5.4.2.2.3 | 5.3.5 | ||
- самонаклад, приемка | 5.4.2.2.4 | 5.3.4 | ||
- зоны затягивания на ленточном транспортере | 5.4.2.2.5 | |||
- направляющие валики | 5.4.2.2.6 | 5.2.1.1 | ||
- прочная лента | 5.4.2.2.7 | |||
- дисковый нож | 5.4.2.2.8 | 5.3.2 | ||
- транспортирующие валики | 5.4.2.2.9 | |||
- клеевая секция | 5.4.2.2.10 | |||
- ламинирующие цилиндры | 5.4.2.2.11, 5.4.2.2.12 | 5.2.3.2, а), 2) | ||
- листорезальное устройство | 5.4.2.2.13 | |||
- обжимной транспортер | 5.4.2.2.14, 5.4.2.2.15 | 5.2.1.1, а) | ||
- упор для формирования пачек, ленточный транспортер | 5.4.2.2.16 | |||
- поворотный транспортер | 5.4.2.2.17 | |||
Избежание непосредственной или грозящей опасной ситуации | Вкладочно-швейные машины | 5.2.2.6, 5.2.2.9 | 5.2.7.2 | |
Листоподборочные машины | 5.2.3.6, 5.2.3.8 | 5.2.7.2 | ||
Машины для клеевого скрепления | 5.2.4.10, 5.2.4.13 | |||
Фальцевальные машины | 5.2.8.6 | |||
Поточные линии для изготовления книг | 5.2.9.12, 5.2.9.13 | |||
Круглильно-кашировальные машины | 5.2.10.6 | |||
Каптально-оклеечные машины | 5.2.11.7 | |||
Книговставочные машины | 5.2.12.9 | |||
Штриховальные машины | 5.2.13.6 | |||
Машины для изготовления конвертов | 5.3.1.21, 5.3.1.23 | 5.2.7.2 | ||
Машины для изготовления санитарно-гигиенических изделий | 5.3.2.11, 5.3.2.12 | 5.2.7.2 | ||
Машины для вкладок | 5.3.3.4, 5.3.3.6 | |||
Приемно-комплектующие устройства | 5.3.4.6 | |||
Машины для тиснения бумаги | 5.3.5.1, 5.3.5.10 | 5.2.7.2 | ||
Машины для нанесения жидких покрытий | 5.4.1.1, 5.4.1.15 | 5.2.7.2 | ||
Машины для ламинирования пленкой | 5.4.2.1.9 | |||
Машины для ламинирования с применением клея | 5.4.2.2.19 | |||
Электрические опасности. | Электрооборудование всех машин | 5.1.3 | 4.3 | 5.2.5 |
Термические опасности. | Машины для клеевого скрепления: | 4.4 | ||
- клеевые ванны для термоклея | 5.2.4.6 | 5.2.14 | ||
Ожоги при прикосновении | Поточные линии для изготовления книг: | |||
- секция предварительного разогрева | 5.2.9.2, 7.1.8 | |||
Круглильно-кашировальные машины: | ||||
- секция предварительного разогрева | 5.2.10.4, 7.1.8 | |||
Каптально-оклеечные машины: | ||||
- термоклей | 5.2.11.3, 7.1.8 | 5.2.14 | ||
Книговставочные машины: | ||||
- нагретая секция кругления обложки | 5.2.12.5, 7.1.8 | |||
Штриховальные машины: | ||||
- нагретые штриховальные ножи | 5.2.13.4, 7.1.8 | 5.2.14 | ||
Машины для изготовления конвертов: | ||||
- сопла для сушки горячим воздухом, горячие части машины | 5.3.1.15.3 | 5.2.14 | ||
Машины для тиснения бумаги: | ||||
- нагретый тиснильный цилиндр | 5.3.5.8, 7.1.8 | |||
Машины для нанесения жидких покрытий: | ||||
- расплавленный жидкий материал | 5.4.1.6 | |||
- встроенная сушильная установка | 5.4.1.13.4 | 5.2.14 | ||
Машины для ламинирования пленкой: | ||||
- нагретые ламинирующие цилиндры | 5.4.2.1.7 | 5.2.14 | ||
Опасности, вызываемые шумом, приводящие, например, к потере слуха (глухота) | Фальцевальные машины | 5.2.8.5 | 4.5 | |
Машины для изготовления конвертов | 5.3.1.22 | |||
Машины для изготовления санитарно-гигиенических изделий | 5.3.2.10 | |||
Опасности излучений; УФ-излучение, лазер | Машины для клеевого скрепления: | 4.7 | ||
-сушилки с излучением (УФ-, ВЧ-сушилки) | 5.2.4.7 | 5.2.16.2 | ||
Опасности возгорания и взрыва | Машины для изготовления санитарно-гигиенических изделий | 5.3.2.5 | 4.8 | |
Машины для нанесения жидких покрытий | 5.4.1.11, 5.4.1.13.1, 7.1.6.2, 5.4.1.13.1 | |||
Машины для ламинирования с применением клея | 5.4.2.2.18 | 5.2.4 | ||
Опасности, вызываемые производственными материалами, а также другими веществами, которые перерабатываются, используются в работе машины или выделяются в технологическом процессе. | Машины для клеевого скрепления: | 4.8 | ||
- горячий полиуретановый клей | 5.2.4.3-5.2.4.5, 7.1.2.3 | |||
Поточные линии для изготовления книг: | ||||
- горячий клей | 5.2.9.5 | |||
Машины для нанесения жидких покрытий: | ||||
- вещества, опасные для здоровья | 5.4.1.7, 7.1.6.1 | |||
Опасности, вызываемые несоблюдением принципов эргономики в конструкции машины. | Проволокошвейные машины, машины для скрепления картонажей скобами, машины для прикрепления "глазков": | 4.9 | 8 | |
- регулировки | 5.2.1.2 | |||
Поточные линии для изготовления книг: | ||||
Вредная осанка | - пополнение клея | 5.2.9.4 | ||
Нарушения, ошибочные срабатывания системы управления. | Системы управления всех машин | 5.1.4 | 5.2.6.1 | |
Проволокошвейные машины, машины для скрепления картонажей скобами, машины для прикрепления "глазков" | 5.2.1.1, 5.2.1.4 | 5.2.6 | ||
Ошибки в электроцепях, обеспечивающих безопасность | Листоподборочные машины | 5.2.3.1, 5.2.3.4 | 5.2.6.1.5 5.2.10.1 | |
Машины для клеевого скрепления | 5.2.4.8 | 5.2.6.1.5 | ||
Станки для просверливания отверстий в бумаге (изделиях из бумаги) | 5.2.5.2 | 5.2.8 | ||
Машины для изготовления санитарно- гигиенических изделий: | ||||
- водоструйные ножи | 5.3.2.8.2 | 5.2.6.2.1 | ||
Машины для вкладок: | ||||
- контроль за остатком стопы | 5.3.3.1 | 5.2.6.1.5 |
5 Требования и/или меры безопасности
5.1 Общие положения
5.1.1 Оборудование должно соответствовать требованиям и/или мерам по обеспечению безопасности, установленным в данном разделе. Кроме того, машина должна быть сконструирована в соответствии с принципами, установленными ЕН 292 для опасностей, которые являются характерными, но не существенными и не рассматриваются в настоящем стандарте (например, острые кромки станины машины). Также должны быть учтены общие требования ЕН 1010-1:2004+А1.
5.1.2 Защитные ограждения, которые часто снимают в процессе работы или для выполнения наладки, должны быть блокирующими по ЕН 1010-1:2004+А1 (подпункт 5.2.2.3).
5.1.3 Электрооборудование должно соответствовать ЕН 1010-1:2004+А1 (пункт 5.2.5).
5.1.4 Цепи управления, связанные с обеспечением безопасности, должны соответствовать ЕН 1010-1:2004+А1 (подпункт 5.2.6.1).
5.1.5 В случае когда машины образуют комплексные линии (поточные линии) с общей централизованной системой управления, должны быть выполнены требования приложения А.
5.2 Брошюровочно-переплетные машины
5.2.1 Проволокошвейные машины, машины для скрепления картонажей скобами, машины для прикрепления "глазков" (с ручным накладом)
5.2.1.1 В проволокошвейных машинах, машинах для скрепления картонажей скобами, машинах для прикрепления "глазков" (см. рисунок 4) опасные зоны между инструментами (верхним подвижным и нижним неподвижным) должны быть устранены или защищены.
Рисунок 4 - Шитье втачку
|

1 - верхний инструмент; 2 - защитное ограждение
Рисунок 4 - Шитье втачку
Это требование считается выполненным, если:
- соблюдается максимальное расстояние 4 мм между инструментами в разомкнутом положении, или
- обеспечивается усилие зажатия при опускании подвижного инструмента менее 50 Н, большее усилие допускается применять только после того, как с помощью сенсорного устройства обеспечено отсутствие частей тела человека между двумя инструментами.
Сенсорное устройство может действовать, например, за счет разницы электрического сопротивления обрабатываемой детали и частей тела человека или разницы их плотности. Системы управления должны соответствовать, как минимум, категории В по ЕН 954-1:1996.
Опасные зоны считаются защищенными, если:
- предусмотрены ограждения с отверстиями и безопасными расстояниями в соответствии с ЕН 294:1992 (таблица 4), или
- машина может быть пущена только управлением двумя руками. Должно быть предусмотрено устройство для наклада и фиксирования обрабатываемого изделия. Двуручные управляющие устройства должны соответствовать требованиям ЕН 1010-1:2004+А1 (пункт 5.2.8).
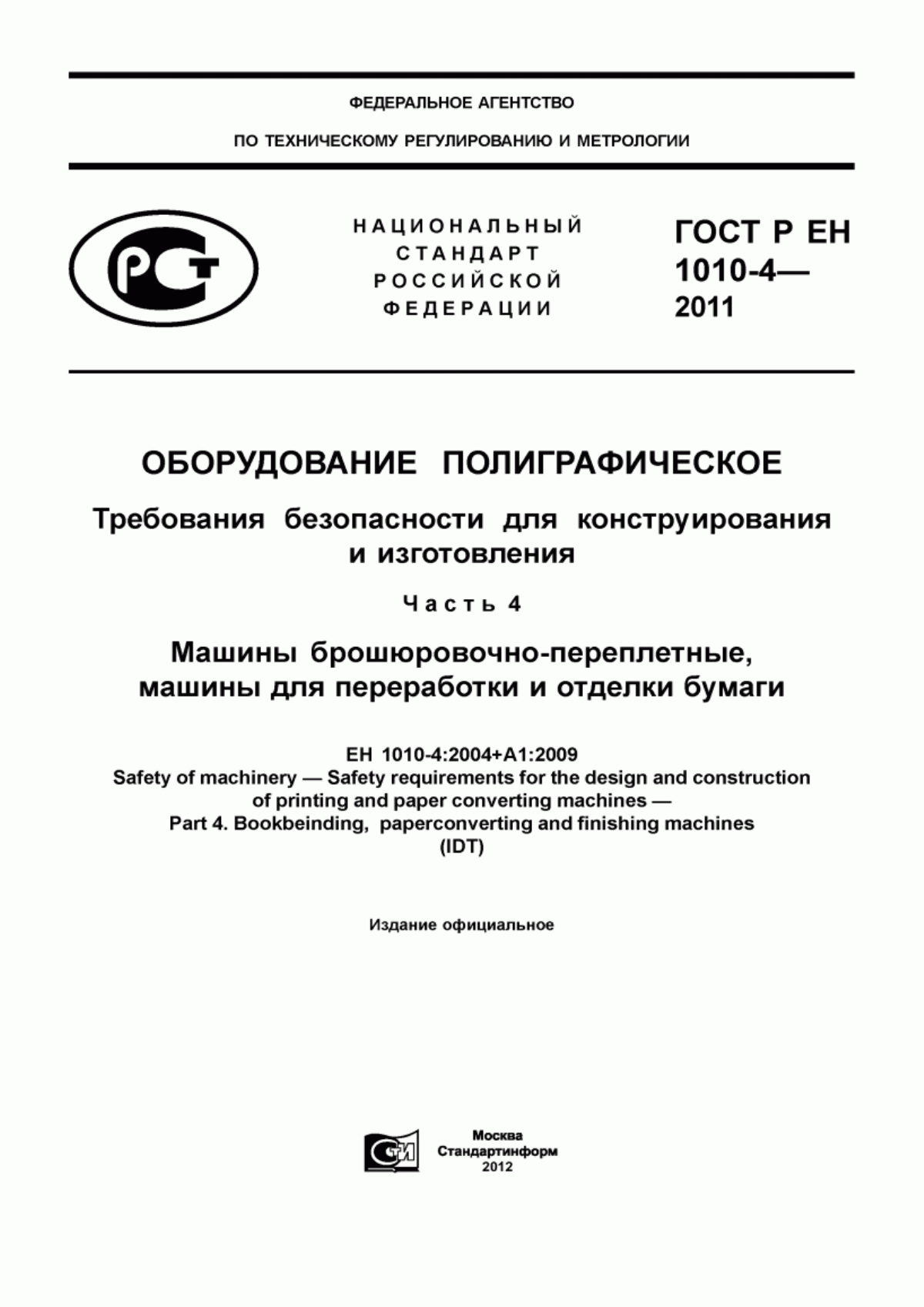
5.2.1.2 В проволокошвейных машинах для шитья втачку или внакидку (см. рисунки 4 и 5), а также в комбинированных машинах для шитья втачку и внакидку по условиям их эксплуатации требуется установка регулируемых защитных ограждений. В случае применения автоматически закрывающихся передвижных защитных ограждений должны быть выполнены требования ЕН 1010-1:2004+А1 (подпункт 5.2.2.4).
Рисунок 5 - Шитье внакидку
|

1 - верхний край седла; 2 - защитное устройство; 3 - обрабатываемое изделие
Рисунок 5 - Шитье внакидку
Для предотвращения непреднамеренного доступа в опасную зону защитные регулируемые ограждения при шитье втачку должны достигать уровня поверхности обрабатываемого изделия, а при шитье внакидку - уровня верхнего края нижнего инструмента. Верхний инструмент должен плотно прилегать к ограждению.
На машине в ясной и понятной форме должны быть инструкции по правильной регулировке защитных ограждений. Это требование выполняется, например, с помощью схематических рисунков и размеров для выполнения требуемой регулировки ограждения в зависимости от толщины шитья.
Необходимые для этого указания в инструкции по эксплуатации приведены в 7.1.1.
5.2.1.3 В машинах, не защищенных неподвижными или перемещаемыми ограждениями, должны быть предусмотрены управление двумя руками ЕН 1010-1:2004+А1 (пункт 5.2.8) и стол для укладки обрабатываемых изделий.
В случае если форма или размер обрабатываемого изделия требуют удерживания его одной рукой за пределами опасной зоны, для пуска машины вместо управления двумя руками должно быть предусмотрено управление с удержанием (толчкового типа).
5.2.1.4 Цепи управления, связанные с обеспечением безопасности, должны соответствовать ЕН 1010-1:2004+А1 (пункт 5.2.6).
5.2.2 Вкладочно-швейные машины (рисунок 6)
Рисунок 6 - Вкладочно-швейная машина
|

1 - цепной транспортер; 2 - самонаклады; 3 - контроль толщины; 4 - швейная секция; 5 - обрезка с трех сторон (трехножевая)
Рисунок 6 - Вкладочно-швейная машина
5.2.2.1 При ручной загрузке магазинов самонакладов вкладочно-швейной машины опасные зоны на отделяющих механизмах самонакладов должны быть защищены в соответствии с ЕН 1010-1:2004+А1 (подпункт 5.3.4.8), конструкция устройства контроля остатка стопы должна соответствовать ЕН 1010-1:2004+А1 (подпункт 5.2.6.1.5).
5.2.2.2 При автоматической загрузке магазина самонаклада вместо мер, перечисленных в 5.2.2.1, защита опасных зон должна быть обеспечена с помощью ограждения тоннельного типа с безопасным расстоянием не менее 550 мм от ближайшей опасной зоны.
5.2.2.3 На самонакладе со всех сторон должны быть предусмотрены неподвижные или блокирующие защитные ограждения.
Для предотвращения прямого доступа к опасным зонам со стороны цепного транспортера в зоне подачи (сторона цепного транспортера) самонаклад должен быть защищен. В случае если по технологическим причинам (например, в случае использования воздушных вихрей) цепные транспортеры не могут быть полностью огорожены (см. рисунок 7), нижние края ограждений цепного транспортера должны находиться так низко, насколько это технически возможно.
Рисунок 7 - Самонаклад
|

1 - ручная укладка; 2 - низ самонаклада; 3 - цепной транспортер
Рисунок 7 - Самонаклад
5.2.2.4 Опасные зоны в швейной секции должны быть защищены блокирующими ограждениями на стороне обслуживания, в других местах - неподвижными или блокирующими ограждениями. Вводные отверстия защитных ограждений швейной секции могут быть достаточно надежно защищены эластичным материалом (например, щетками).
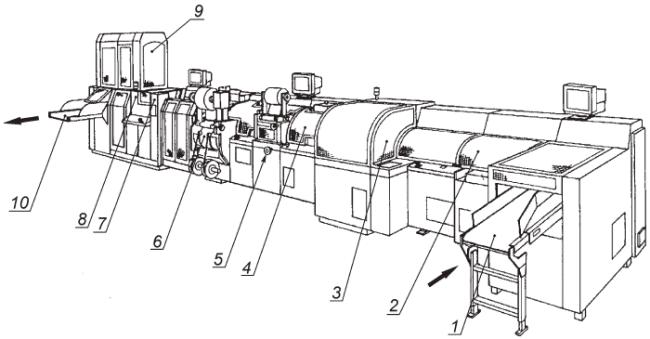
5.2.2.5 В случае если у ролика, используемого для контроля толщины скомплектованного изделия, имеется зона затягивания (см. рисунок 8), должно быть выполнено одно из следующих требований:
- максимальное усилие прижима ролика должно быть не более 50 Н, или
- величина вертикального смещения ролика должна быть не менее 20 мм, или
- обеспечено наличие защитного ограждения.
Рисунок 8 - Ролик для контроля толщины скомплектованного изделия
|
1 - сфальцованные листы; 2 - место затягивания у ролика-толщиномера; 3 - захват цепного транспортера
Рисунок 8 - Ролик для контроля толщины скомплектованного изделия
5.2.2.6 Вкладочно-швейные машины должны быть оборудованы устройством предупредительной сигнализации о пуске согласно ЕН 1010-1:2004+А1 (подпункт 5.2.7.2).
5.2.2.7 Между захватами цепного транспортера и неподвижными частями машины должно быть безопасное расстояние не менее 25 мм.
5.2.2.8 Пуск машины при открытых блокирующих защитных ограждениях и в толчковом режиме управления со скоростью более 10 м/мин должен быть возможен только двуручным управлением и только если при этом:
- имеется взаимное блокирование зон с ограниченной видимостью согласно ЕН 1010-1:2004+А1 (подпункт 5.2.3.4);
- предусмотрен переключатель режимов для этого вида управления;
- скорость работы в толчковом режиме управления является максимально низкой по технологическим требованиям.
О дополнительных указаниях в инструкции по эксплуатации см. 7.1.7.
5.2.2.9 В системе аварийного останова должны быть предусмотрены кнопки аварийного останова на каждом главном пульте управления. В зоне самонакладов кнопки аварийного останова должны быть предусмотрены через каждые 5 м.
5.2.2.10 В устройстве трехсторонней обрезки должны быть предусмотрены меры защиты по ЕН 1010-3:2002 (подраздел 5.5).
Пуск устройства для обрезки с трех сторон при открытых блокирующих защитных ограждениях должен быть возможен только управлением двумя руками. При приведении в действие двуручного управляющего устройства должен выполняться только одиночный ход ножей.
5.2.3 Листоподборочные машины
5.2.3.1 При ручной загрузке самонакладов опасные зоны на отделяющих механизмах самонаклада должны быть защищены в соответствии с ЕН 1010-1:2004+А1 (подпункт 5.3.4.8) и должно быть предусмотрено устройство для контроля остатка стопы согласно ЕН 1010-1:2004+А1 (подпункт 5.2.6.1.5).
5.2.3.2 Для подборочных станций, которые не используются и не могут быть остановлены, для защиты опасных зон отделяющих механизмов вместо обрабатываемых изделий должны быть предусмотрены заглушки, соответствующие по размеру максимальному формату обрабатываемой продукции. Применение таких заглушек не должно вызывать остановку машины системой контроля остатка стопы.
5.2.3.3 При автоматической загрузке магазинов самонаклада вместо мер, установленных в 5.2.2.1, должно быть предусмотрено ограждение тоннельного типа с безопасным расстоянием до ближайшей опасной зоны не менее 550 мм.
5.2.3.4 Для защиты опасных зон в секции ручной загрузки между цепным транспортером и неподвижными частями машины должно быть обеспечено минимальное расстояние 25 мм.
Там, где необходимое минимальное расстояние обеспечить невозможно, в качестве меры защиты должны быть применены автоматически отключающие планки в соответствии с ЕН 1010-1:2004+А1 [подпункты 5.2.10.1 (категория 3) и 5.2.10.2].
Опасные зоны, которые могут быть доступны из секции ручного наклада в примыкающем самонакладе, должны быть защищены неподвижными или блокирующими тоннельными ограждениями.
5.2.3.5 Опасные зоны на подборочном устройстве (транспортере) (см. рисунок 9, позиция 4) должны быть защищены неподвижными или блокирующими ограждениями.
Рисунок 9 - Подборочная машина (вид сверху)
|

1 - ручная подача; 2 - ограждение тоннельного типа; 3 - самонаклад; 4 - подборочное устройство (транспортер); 5 - направление к последующей машине
Рисунок 9 - Подборочная машина (вид сверху)
5.2.3.6 Листоподборочные машины должны быть оснащены устройством предупредительной сигнализации о пуске согласно ЕН 1010-1:2004+А1 (подпункт 5.2.7.2).
5.2.3.7 Пуск машины с открытыми блокирующими защитными ограждениями со скоростью более 10 м/мин должен быть возможен только управлением двумя руками и если при этом:
- предусмотрено взаимное блокирование зон с ограниченной видимостью согласно ЕН 1010-1:2004+А1 (подпункт 5.2.3.4);
- предусмотрен переключатель режимов для этого вида управления;
- скорость работы в толчковом режиме управления является максимально низкой по технологическим требованиям.
О дополнительных указаниях в инструкции по эксплуатации см. 7.1.7.
5.2.3.8 В системе аварийного останова по крайней мере на каждом главном пульте управления должны быть предусмотрены кнопки аварийного останова. В зоне самонакладов кнопки аварийного останова должны быть предусмотрены через каждые 5 м.
5.2.4 Машины для клеевого скрепления (рисунок 11)
5.2.4.1 Опасные зоны между зажимами книжного блока и между зажимами и станиной машины, а также в процессе обжимки обложки должны быть защищены неподвижными или блокирующими ограждениями (см. рисунок 10). Для отверстий в защитных ограждениях следует применять безопасные расстояния до опасных мест по ЕН 294:1992 (таблица 4).
Рисунок 10 - Зажимы книжного блока
|

1 - открытый зажим книжного блока; 2 - закрытый зажим книжного блока; 3 - книжный блок
Рисунок 10 - Зажимы книжного блока
Рисунок 11 - Машина для клеевого скрепления
|

1 - секция фрезерования; 2 - клеевая секция; 3 - самонаклад обложек; 4 - обжимная секция; 5 - зажимы книжного блока; 6 - приемно-выводное устройство
Рисунок 11 - Машина для клеевого скрепления
5.2.4.2 Опасные зоны в клеевой секции (клеевые валики, клеенаносящие валики), а также опасные зоны между корешком блока и/или зажимами блока и клеевыми валиками и неподвижными частями машины должны быть защищены неподвижными или блокирующими ограждениями.
5.2.4.3 В клеевых ваннах для термоклея должны быть предусмотрены регулирование температуры и контроль предельно допустимого уровня температуры. Любые испарения термоклея в ваннах для предварительного разогрева клея, в которых невозможно предусмотреть непроницаемые укрытия, должны быть удалены из площади машины и окружающего пространства.
5.2.4.4 Конструкция машин для клеевого скрепления, в которых используется полиуретановый термоклей, должна обеспечивать отсутствие опасной для здоровья концентрации изоцианатов, выделяющихся во время всего рабочего процесса (разогрев, скрепление, чистка). Соответствие этому требованию обеспечено, если предусмотрено удаление паров и аэрозолей изоцианатов.
Должны быть выполнены требования ЕН 626-1:1994 и ЕН 626-2:1996.
Конкретные требования к оборудованию для вытяжки определяются типом применяемого клея. Особое внимание должно быть уделено конструкции клеевой секции (клеевые ванны, распыляющие сопла), а также габаритам и планировке машины. Отсасываемый воздух должен выводиться через крышу без риска для окружающей среды. Минимальный объем отсасываемого воздуха должен быть не менее 500 м![]() /ч.
/ч.
При применении фильтрующих систем с рециркуляцией отсасываемого воздуха ее эффективность должна контролироваться измерением содержания испарений и аэрозоли изоцианатов для того, чтобы в окружающем воздухе не было опасной для здоровья концентрации этих веществ.
5.2.4.5 В случае если при удалении клеевых ванн из машины или при чистке клеевых ванн риск появления испарений изоцианатов полностью исключить невозможно, должны быть предусмотрены респираторные маски с соответствующими фильтрами для защиты органов дыхания.
В случае если при обращении с полиуретановыми горячими клеями риск разбрызгивания полностью исключить невозможно, должны быть предусмотрены соответствующие защитные очки и рукавицы.
О дополнительных указаниях в инструкции по эксплуатации и остаточных рисках при обращении с полиуретаном см. 7.1.2.3.
5.2.4.6 Контакт с горячими поверхностями термоклеевой ванны должен быть предотвращен посредством ограждений согласно ЕН 1010-1:2004+А1 (подпункт 5.2.14).
5.2.4.7 При применении УФ-сушильных устройств предельно допустимые величины излучения в окружающую среду должны соответствовать ЕН 1010-1:2004+А1 (подпункт 5.2.16.2), для ВЧ-сушильных устройств - предельно допустимым величинам, установленным ЕН 6100-6-4:2002 (раздел 9).
5.2.4.8 Опасные зоны на отделяющих механизмах самонаклада обложки должны быть защищены согласно ЕН 1010-1:2004+А1 (подпункт 5.3.4.8), должно быть предусмотрено устройство контроля остатка стопы согласно ЕН 1010-1:2004+А1 (подпункт 5.2.6.1.5).
В машинах с автоматической загрузкой в отступление от 5.2.2.1 должны быть предусмотрены ограждения тоннельного типа с безопасным расстоянием до опасной зоны не менее 550 мм.
5.2.4.9 Опасные зоны в приемно-выводном устройстве машины клеевого скрепления (зажимы блока) должны быть недоступны. Для защиты могут быть предусмотрены неподвижные или блокирующие ограждения тоннельного типа. Безопасное расстояние до опасной зоны должно составлять не менее 550 мм.
5.2.4.10 В машинах клеевого скрепления длиной 7 м или более должно быть предусмотрено устройство предупредительной сигнализации о пуске согласно ЕН 1010-1:2004+А1 (подпункт 5.2.7.2).
5.2.4.11 Пуск машины при открытых блокирующих защитных ограждениях в толчковом режиме управления со скоростью более 10 м/мин должен быть возможен только управлением двумя руками и только при следующих условиях:
- обеспечено взаимное блокирование зон с ограниченной видимостью согласно ЕН 1010-1:2004+А1 (подпункт 5.2.3.4);
- предусмотрен переключатель режимов работ для этого вида управления;
- скорость работы в толчковом режиме управления является максимально низкой по технологическим требованиям.
В случае если конструкцией предусмотрена ручная подача обложки при наладке машины, пуск машины при открытых защитных ограждениях должен быть возможен только в толчковом режиме управления со скоростью не более 10 м/мин.
О дополнительных указаниях в инструкции по эксплуатации см. 7.1.2.2.
5.2.4.12 Если по условиям производства остановка устройства для фрезерования корешка при открытом блокирующем ограждении на зажимах блока не предусмотрена, должны быть выполнены следующие требования:
- доступ к фрезерной головке должен быть по возможности предотвращен дополнительными ограждениями (например, перемещаемыми ограждениями над фрезерной головкой, которые могут быть открыты при нажатии на них, вертикальными ограждениями перед ножами фрезерной головки);
- рядом с фрезерной головкой должен быть знак, предупреждающий об опасности.
О дополнительных указаниях в инструкции по эксплуатации см. 7.1.2.1.
5.2.4.13 В системе аварийного останова должны быть предусмотрены кнопки аварийного останова на каждом главном пульте управления через каждые 5 м.
5.2.5 Станки для просверливания отверстий в стопе бумаги (изделий из бумаги)
5.2.5.1 В станках с ручным накладом рабочий ход сверла или обрабатываемого изделия следует выполнять ручным или ножным устройством управления с удержанием или вручную. При отпускании устройства управления (органа ручного управления или ножной педали) сверло или обрабатываемое изделие должно немедленно возвращаться в исходное положение.
Для надежного фиксирования обрабатываемого изделия и одновременно для защиты персонала от непреднамеренных контактов должно быть предусмотрено прижимное устройство (см. рисунок 12). Расстояние между прижимным устройством и кулачком зажимного патрона должно составлять не менее 25 мм (см. рисунок 12, изображение в разрезе).
Рисунок 12 - Станок для просверливания отверстий в стопе бумаги
|

1 - кулачок зажимного патрона; 2 - сверло; 3 - прижимное устройство; 4 - обрабатываемый материал; 5 - защитное ограждение
Рисунок 12 - Станок для просверливания отверстий в стопе бумаги
5.2.5.2 В многошпиндельном сверлильном станке опасные зоны кулачков зажимных патронов и сверл должны быть защищены посредством:
- блокирующего ограждения (см. рисунок 12, позиция 5); или
- управления двумя руками в соответствии с ЕН 1010-1:2004+А1 (пункт 5.2.8).
5.2.6 Паковально-обжимные прессы
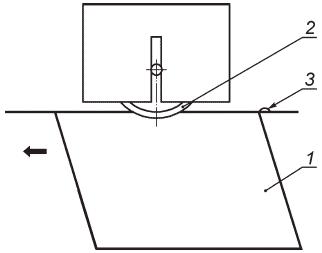
5.2.6.1 В паковально-обжимных прессах перемещение прессующей плиты (см. рисунок 13) в сторону материала (опасное место между прессующей плитой и уложенным материалом или вставленной промежуточной прокладкой) должно быть возможно при управлении в толчковом режиме.
Рисунок 13 - Паковально-обжимной пресс
|

1 - книжные тетради; 2 - промежуточная прокладка; 3 - прессующая плита
Рисунок 13 - Паковально-обжимной пресс
5.2.7 Обжимные переплетные прессы
5.2.7.1 Опасная зона между подвижной и неподвижной прессующими плитами (см. рисунок 14) или подвижной прессующей плитой и формирующим устройством (при наличии) должна быть защищена. В случае автоматического перемещения защита опасной зоны возможна с помощью планки автоматического отключения. Приведение в действие планки должно останавливать движение прессующей плиты вверх. Устройства автоматического отключения должны соответствовать ЕН 1010-1:2004+А1 (подпункт 5.2.10.1, предложение 1 и подпункт 5.2.10.2).
Рисунок 14 - Обжимной переплетный пресс
|
1 - планка автоматического отключения; 2 - подвижная прессующая плита; 3 - неподвижная прессующая плита; 4 - кожух машины
Рисунок 14 - Обжимной переплетный пресс
5.2.7.2 В обжимных переплетных прессах с несколькими независимо перемещающимися прессующими плитами опасная зона между подвижными прессующими плитами должна быть дополнительно защищена неподвижными, жесткими перегородками с гладкой поверхностью (см. рисунок 15, позиция 4).
Рисунок 15 - Обжимной переплетный пресс с двумя подвижными прессующими плитами
|

1 - планка автоматического отключения; 2 - подвижная прессующая плита; 3 - неподвижная прессующая плита; 4 - защитная перегородка; 5 - кожух машины
Рисунок 15 - Обжимной переплетный пресс с двумя подвижными прессующими плитами
Расстояние между перегородками и подвижными прессующими плитами должно составлять не более 6 мм.
5.2.7.3 Опасная зона между подвижной прессующей плитой (снизу) и кожухом машины должна быть защищена минимальным безопасным расстоянием 120 мм согласно ЕН 349:1992.
5.2.7.4 Должно быть предусмотрено устройство аварийного останова с кнопкой аварийного останова на стороне обслуживания.
5.2.8 Фальцевальные машины (рисунок 16)
Рисунок 16 - Фальцевальная машина
|

1 - несфальцованный лист; 2 - фальцевальные валики; 3 - фальцкассета; 4 - звукозащитный кожух; 5 - резальное, перфорировальное, биговальное устройство; 6 - фальцнож; 7 - сфальцованный лист
Рисунок 16 - Фальцевальная машина
5.2.8.1 Зоны затягивания на фальцевальных валиках должны быть защищены неподвижными или блокирующими ограждениями в соответствии с ЕН 1010-1:2004+А1 (подпункт 5.2.1.1).
Работы по регулировке следует выполнять или с наружной стороны ограждений, или через отверстия в ограждениях, в которых должна быть предусмотрена дополнительная защита с помощью кожухов для предотвращения попадания в опасные зоны.
Защита также допускается использованием в качестве ограждения фальцкассеты или транспортирующего стола, если при этом обеспечивается полная безопасность.
5.2.8.2 Опасные зоны в резальных, биговальных и перфорировальных устройствах должны быть защищены неподвижными или блокирующими ограждениями.
5.2.8.3 Зоны защемления между фальцевальным ножом и фальцевальными валиками должны быть защищены неподвижными или блокирующими ограждениями.
5.2.8.4 В отступление от ЕН 1010-1:2004+А1 пуск машины при открытых блокирующих защитных ограждениях в толчковом режиме управления с производственной скоростью должен быть возможен только управлением двумя руками и только если при этом:
- предусмотрено взаимное блокирование зон с ограниченной видимостью согласно ЕН 1010-1:2004+А1 (подпункт 5.2.3.4);
- для этого вида управления предусмотрен переключатель режимов.
О дополнительных указаниях в инструкции по эксплуатации см. 7.1.7.
5.2.8.5 В фальцевальной машине должны быть приняты меры по снижению уровня шума (см. также ЕН 1010-1:2004), например, посредством шумозащитных кожухов для нижних и верхних фальцевальных кассет.
5.2.8.6 Должно быть предусмотрено устройство аварийного останова с кнопкой аварийного останова на каждом пульте управления.
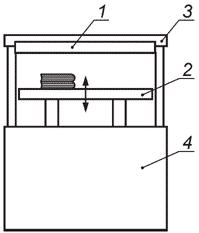
5.2.9 Поточные линии для изготовления книг в твердой переплетной крышке (рисунок 17)
Рисунок 17 - Поточная линия для изготовления книг в твердом переплете
|
1 - загрузочный транспортер; 2 - нагреватель; 3 - секция кругления и обжимки; 4 - клеевая секция; 5 - марлевая секция; 6 - оклеечно-каптальная секция; 7 - магазин переплетных крышек; 8 - секция биговки, кругления переплетной крышки; 9 - секция вставки блока в переплетную крышку; 10 - выводной транспортер
Рисунок 17 - Поточная линия для изготовления книг в твердом переплете
5.2.9.1 Доступ в любую опасную зону в машине через загрузочное отверстие должен быть предотвращен. В зависимости от конструкции загрузочного отверстия должно быть применено безопасное расстояние согласно ЕН 294:1992 (таблица 4).
5.2.9.2 Опасные зоны на нагревателе, создаваемые нагревающими валиками и транспортером, должны быть защищены неподвижными или блокирующими ограждениями.
В случае если нагреватель оказывается доступным при открытых защитных ограждениях, рядом с нагревателем должны быть предусмотрены графические символы, предупреждающие о наличии горячих частей.
О дополнительных указаниях в инструкции по эксплуатации см. 7.1.8.
5.2.9.3 Опасные зоны в секциях кругления корешка и обжимки (опасные зоны, образуемые прессующими колодками, транспортером) должны быть защищены неподвижными или блокирующими ограждениями.
5.2.9.4 Опасные зоны в клеевой секции (зоны затягивания между клеевыми валиками, между книжным блоком и клеевыми валиками) должны быть защищены неподвижными или блокирующими ограждениями согласно ЕН 1010-1:2004+А1 [подпункт 5.2.1.1, перечисление а)]. Должно быть обеспечено безопасное пополнение клея в процессе работы машины, например, с помощью трубопроводов или возможностью пополнения клея с внешней стороны устройств безопасности.
5.2.9.5 При использовании термоклея клеевые ванны для термоклея должны иметь регулятор температуры и контроль предельно допустимого уровня температуры.
5.2.9.6 Опасные места пореза и защемления на ноже и зажимах марли в марлевой секции должны быть защищены неподвижными или блокирующими ограждениями. Зоны затягивания на валиках (устройство размотки марли) должны быть защищены согласно ЕН 1010-1:2004+А1 [подпункт 5.2.1.1, перечисление b)].
5.2.9.7 Зоны рассечения и защемления в оклеечно-каптальной секции и опасности пореза, создаваемые ножом для отрезания каптала и дисковым ножом в устройстве для размотки материала в секции приклейки каптала и оклейки корешка бумагой, должны быть защищены неподвижными или блокирующими ограждениями. Зоны затягивания на валиках устройства размотки должны быть защищены согласно ЕН 1010-1:2004+А1 [подпункт 5.2.1.1, перечисление b)].
5.2.9.8 Опасные зоны, создаваемые отделяющими механизмами магазина переплетных крышек и транспортером, должны быть защищены неподвижными или блокирующими ограждениями.
5.2.9.9 Зоны защемления в секциях биговки и кругления переплетной крышки (например, опасные зоны, создаваемые валиками, транспортерами) должны быть защищены неподвижными или блокирующими ограждениями.
5.2.9.10 Зоны защемления и рассечения в секции вставки в переплетную крышку (например, опасные зоны, создаваемые транспортирующими устройствами, валиками) должны быть защищены неподвижными или блокирующими ограждениями.
5.2.9.11 Пуск машины при открытых блокирующих ограждениях в толчковом режиме управления со скоростью более 10 м/мин должен быть возможен только управлением двумя руками и только если:
- имеется взаимное блокирование зон с ограниченной видимостью согласно ЕН 1010-1:2004+А1 (подпункт 5.2.3.4);
- предусмотрен переключатель режимов для этого вида управления;
- скорость работы в толчковом режиме управления является максимально низкой по технологическим требованиям и не превышает 20 м/мин.
О дополнительных указаниях в инструкции по эксплуатации см. 7.1.7.
Примечание - В поточных линиях скорости работы в толчковом режиме управления различаются из-за отклонений цикловых скоростей, в результате чего при непрерывном движении отдельные составные части линии на различных стадиях обработки могут иметь более высокую скорость.
5.2.9.12 Кнопки аварийного останова должны быть предусмотрены на каждом главном пульте управления.
5.2.9.13 Поточные линии должны быть оборудованы устройством предупредительной сигнализации о пуске в соответствии с ЕН 1010-1:2004+А1 (подпункт 5.2.7.2).
5.2.10 Машины для кругления и обжимки корешка блока
5.2.10.1 Зоны затягивания ленточного транспортера на вводе и выводе должны быть защищены. Доступ в любые опасные зоны внутри машины через вводные или выводные отверстия должен быть предотвращен. Безопасное расстояние от отверстия до ближайшего опасного места должно быть не менее 550 мм.
5.2.10.2 Зоны защемления и рассечения в устройстве для переворачивания блока (см. рисунок 18, позиция 2) должны быть защищены неподвижными или блокирующими ограждениями.
Рисунок 18 - Машина для кругления и обжимки корешка блока
|

1 - ввод блока; 2 - переворачивание блока; 3 - секция предварительного кругления; 4 - секция окончательного кругления и обжимки корешка; 5 - вывод
Рисунок 18 - Машина для кругления и обжимки корешка блока
5.2.10.3 Опасные зоны, создаваемые транспортирующими устройствами в секции нагревания, должны быть защищены неподвижными или блокирующими ограждениями.
5.2.10.4 В случае если нагреватель оказывается доступным после открытия блокирующего защитного ограждения, рядом с нагревателем должны быть предусмотрены знаки, предупреждающие о наличии горячих частей (см. ЕН 1010-1:2004+А1, пункт 5.2.14).
О дополнительных указаниях в инструкции по эксплуатации см. 7.1.8.
5.2.10.5 Зоны защемления в секциях предварительного кругления, окончательного кругления корешка и обжимки (см. рисунок 18, позиции 3 и 4) должны быть защищены неподвижными или блокирующими ограждениями.
5.2.10.6 Кнопки аварийного останова должны быть предусмотрены на каждом главном пульте управления.
5.2.11 Оклеечно-каптальные машины
5.2.11.1 В процессе транспортирования книжных блоков между вертикальными лентами транспортера зона затягивания между двумя лентами со стороны подачи должна быть защищена ограждением тоннельного типа. Между входным отверстием ограждения тоннельного типа и зоной затягивания должно быть обеспечено безопасное расстояние не менее 550 мм.
5.2.11.2 В клеевых секциях (см. рисунок 19, позиции 1 и 3) зоны затягивания на клеевых валиках должны быть защищены неподвижными или блокирующими ограждениями в соответствии с ЕН 1010-1:2004+А1 (подпункт 5.2.1.1).
Рисунок 19 - Машины для приклейки марли и каптала с бумажной полоской (принцип работы)
|

1 - клеевые секции; 2 - марлевая секция; 3 - бумажно-каптальная секция; 4 - секция прикатки
Рисунок 19 - Машины для приклейки марли и каптала с бумажной полоской (принцип работы)
5.2.11.3 Контакт с горячими частями должен быть предотвращен неподвижными или передвижными защитными ограждениями по ЕН 1010-1:2004+А1 (подпункт 5.2.14). В случае если клеевые ванны оказываются доступными после открытия ограждений, на машине должны быть предусмотрены знаки, предупреждающие о наличии горячих частей.
О дополнительных указаниях в инструкции по эксплуатации см. 7.1.
5.2.11.4 Зона пореза на ноже марлевой секции (см. рисунок 19, позиция 2) должна быть защищена неподвижными защитными ограждениями. Зоны затягивания на валиках (устройство размотки марли) должны быть защищены согласно ЕН 1010-1:2004+А1 (подпункт 5.2.1.1).
5.2.11.5 Зоны защемления и рассечения в бумажно-каптальной секции (см. рисунок 19, позиция 3) и зоны пореза на рубящем ноже и дисковых ножах в устройстве размотки бумажно-каптальной секции должны быть защищены неподвижными или блокирующими ограждениями.
5.2.11.6 Опасные зоны в секциях прикатки (см. рисунок 19, позиция 4) должны быть защищены неподвижными или блокирующими ограждениями.
5.2.11.7 В системе аварийного останова должны быть предусмотрены кнопки аварийного останова на каждом главном пульте управления.
5.2.12 Книговставочные машины
5.2.12.1 Опасные зоны между транспортирующими блок поводковыми пальцами и неподвижными частями машины должны быть защищены неподвижными или блокирующими ограждениями. Отверстия для подачи и приемки должны иметь безопасное расстояние не менее 550 мм.
5.2.12.2 Опасные зоны на отделяющих и подающих механизмах магазина переплетных крышек должны быть защищены по ЕН 1010-1:2004+А1 (подпункт 5.3.4.8).
5.2.12.3 Зоны захвата валиков в секции биговки переплетной крышки (см. рисунок 20, позиция 3) должны быть защищены неподвижными или блокирующими ограждениями.
Рисунок 20 - Книговставочная машина (принцип работы)
|

1 - ввод блоков; 2 - самонаклад переплетных крышек (и каландрирование); 3 - секция биговки переплетных крышек; 4 - секция кругления корешка переплетных крышек; 5 - секция промазки клеем; 6 - секция вставки блока в переплетную крышку; 7 - секция обжимки (обкатки); 8 - вывод
Рисунок 20 - Книговставочная машина (принцип работы)
5.2.12.4 Зоны защемления и затягивания в нагреваемой секции кругления корешка переплетной крышки должны быть защищены неподвижными или блокирующими ограждениями.
5.2.12.5 В случае если горячие части являются доступными после открытия блокирующих защитных ограждений, рядом с этими местами должны быть предусмотрены графические символы, предупреждающие о наличии горячих частей (см. ЕН 1010-1:2004+А1, пункт 5.2.14).
О дополнительных указаниях в инструкции по эксплуатации см. 7.1.8.
5.2.12.6 Зоны защемления во вставочной секции (см. рисунок 20, позиция 6) и зоны затягивания в клеевой секции (см. рисунок 20, позиция 5) должны быть защищены неподвижными или блокирующими ограждениями.
5.2.12.7 Зоны затягивания и защемления в секции обжимки (обкатки) (см. рисунок 20, позиция 7) должны быть защищены неподвижными или блокирующими ограждениями.
5.2.12.8 Зоны защемления и рассечения на выводном транспортере (см. рисунок 20, позиция 8) должны быть защищены неподвижными или блокирующими ограждениями. Расстояние между приемным отверстием и ближайшей опасной зоной должно быть не менее 550 мм.
5.2.12.9 Кнопки аварийного останова должны быть предусмотрены на каждом главном пульте управления.
5.2.13 Штриховальные (штриховально-обжимные) машины (прессы)
5.2.13.1 Доступ в любую опасную зону внутри машины через отверстия для подачи и вывода подающих и выводных транспортеров должен быть невозможен (см. рисунок 21, позиции 1 и 6). При конструировании отверстий для ввода и вывода должно быть соблюдено безопасное расстояние не менее 550 мм.
Рисунок 21 - Штриховальная машина
|

1 - подающий транспортер; 2 - книжный блок; 3 - секция укладки и выравнивания; 4 - зажимные устройства; 5 - штриховальный нож; 6 - выводной транспортер
Рисунок 21 - Штриховальная машина
5.2.13.2 Зоны защемления, создаваемые в секции укладки и выравнивания устройством укладки и транспортером (см. рисунок 21, позиция 3), должны быть защищены неподвижными или блокирующими ограждениями.
5.2.13.3 Зоны защемления в секции обжимки (например, между книгой и штриховальным механизмом) должны быть защищены неподвижными или блокирующими ограждениями (см. рисунок 21, позиция 4).
5.2.13.4 Вблизи от нагреваемых штриховальных механизмов, доступных за блокирующими защитными ограждениями, должны быть предусмотрены графические символы, предупреждающие о наличии горячих частей (см. ЕН 1010-1:2004+А1, пункт 5.2.14).
О дополнительных указаниях в инструкции по эксплуатации см. 7.1.8.
5.2.13.5 Пуск машины при открытых блокирующих защитных ограждениях в толчковом режиме управления со скоростью более 10 м/мин должен быть возможен только управлением двумя руками и только если:
- имеется взаимное блокирование зон с ограниченной видимостью согласно ЕН 1010-1:2004+А1 (подпункт 5.2.3.4);
- предусмотрен переключатель режимов для этого вида управления;
- скорость работы при управлении в толчковом режиме является максимально низкой по технологическим требованиям и не превышает 20 м/мин.
О дополнительных указаниях в инструкции по эксплуатации см. 7.1.7.
Примечание - В случае применения более низкой скорости работы при управлении в толчковом режиме возможно возгорание блока в машине.
5.2.13.6 В системе аварийного останова на каждом главном пульте управления должны быть предусмотрены кнопки аварийного останова.
5.3 Машины для переработки бумаги (изделий из бумаги)
5.3.1 Машины для изготовления конвертов (рисунок 22)
Рисунок 22 - Машина для изготовления конвертов
|

1 - установка для размотки рулонов; 2 - бумажная лента; 3 - опорный (печатный) цилиндр; 4 - формный цилиндр; 5 - анилоксовый (растровый) вал; 6 - печатная секция; 7 - поперечная биговка; 8 - продольная биговка; 9 - секция фасонной высечки; 10 - секция высечки окошек; 11 - секция подачи материала окошек; 12 - размотка материала окошек; 13 - ракельный клеевой аппарат; 14 - секция разъединяющей рубки; 15 - сегментный валик; 16 - секция загибки нижнего клапана; 17 - резиновые транспортирующие валики; 18 - каскадное колесо; 19 - валковый клеевой аппарат; 20 - устройство для сушки горячим воздухом; 21 - разделяющий валик; 22 - устройство для выравнивания; 23 - секция загибки закрывающего клапана; 24 - каскадный дисковый выклад; 25 - конверты
Рисунок 22 - Машина для изготовления конвертов
.
5.3.1.1 Должны быть выполнены требования к устройствам для размотки и намотки рулонов согласно ЕН 1010-1:2004+А1 (пункт 5.3.5).
5.3.1.2 Должны быть выполнены требования к самонакладам согласно ЕН 1010-1:2004+А1 (подпункт 5.3.4.8).
5.3.1.3 Печатная секция
5.3.1.3.1 Зоны затягивания в печатной секции должны быть защищены блокирующими ограждениями в соответствии с ЕН 1010-1:2004+А1 (подпункт 2.1.1).
После открытия блокирующего ограждения продолжение движения формного цилиндра и/или анилоксового (растрового) вала должно быть возможно только в случае, если выполнены следующие требования:
- зона затягивания между формным цилиндром и анилоксовым валом должна быть защищена неподвижным защитным ограждением согласно ЕН 1010-1:2004+А1 [подпункт 5.2.1.1, перечисление b)];
- отверстия с обеих сторон ограждения для введения инструмента в целях измерения расстояния между анилоксовым валом и формным цилиндром должны быть шириной не более 35 мм и высотой не более 20 мм. Должен быть предусмотрен знак, предупреждающий о том, что требования ЕН 294 не соблюдены;
- окружная скорость самого большого цилиндра составляет не более 6 м/мин.
О дополнительных указаниях в инструкции по эксплуатации см. 7.1.3.4.
Примечание 1 - Отверстие в ограждении для введения измерительного инструмента во время остановки машины требуется для точного измерения расстояния между формным цилиндром и анилоксовым валом.
Примечание 2 - Необходимо, чтобы после открытия блокирующих защитных ограждений валики/цилиндры продолжали вращаться для предотвращения высыхания краски на них.
5.3.1.3.2 После приведения в действие кнопки аварийного останова продолжение вращения формного цилиндра и анилоксового вала допускается при условии выполнения требований второго абзаца 5.3.1.3.1.
5.3.1.4 Поперечная и продольная биговка
5.3.1.4.1 Зоны затягивания и места пореза в секции поперечной биговки должны быть защищены блокирующими ограждениями.
5.3.1.4.2 Дисковые ножи для продольной биговки должны иметь защиту согласно ЕН 1010-1:2004+А1 (подпункт 5.3.2.1).
5.3.1.5 Секция фасонной высечки
Опасные зоны на ноже должны быть защищены блокирующими ограждениями. При конструировании вводных и выводных отверстий должны быть соблюдены безопасные расстояния согласно ЕН 294:1992 (таблица 4).
5.3.1.6 Приводные ведущие валики (например, после секции фасонной высечки, секции высечки окошек)
5.3.1.6.1 Зоны затягивания на приводных ведущих валиках должны быть защищены неподвижными ограждениями. В случае если бумаговедущие направляющие проходят от места ввода до места вывода, высота вводного отверстия на ведущих валиках должна составлять не более 10 мм, безопасное расстояние - не менее 15 мм.
Должна быть обеспечена возможность снятия бумаговедущих направляющих для устранения неисправностей без демонтажа защитного ограждения.
5.3.1.6.2 Защитное ограждение на стороне вывода снизу должно достигать не менее чем половины высоты ведущего валика, с тем чтобы при смене формата или обрыве бумажного полотна можно было удалять бумагу без образования здесь новых зон затягивания между ограждением и ведущим валиком.
5.3.1.7 Секция высечки окошек
Опасная зона на ноже в секции высечки окошек должна быть защищена блокирующим ограждением. При конструировании отверстий для ввода и вывода материала должны быть предусмотрены безопасные расстояния по ЕН 294:1992 (таблица 4).
5.3.1.8 Секция подачи материала для окошек с устройством для размотки рулонного материала
5.3.1.8.1 Зоны затягивания должны быть защищены неподвижными или блокирующими ограждениями согласно ЕН 1010-1:2004+А1 (подпункт 5.2.1.1). При конструировании отверстия для ввода и вывода материала должны быть соблюдены безопасные расстояния по ЕН 294:1992 (таблица 4).
5.3.1.8.2 Валик размотки должен иметь гладкую поверхность, чтобы не создавать риска захвата или наматывания.
5.3.1.8.3 Зона затягивания между осью размотки и подшипниками оси должна быть защищена блокирующим ограждением согласно ЕН 1010-1:2004+А1 (подпункт 5.2.1.1).
5.3.1.8.4 Зоны пореза и защемления на ноже автосклейки должны быть защищены неподвижными или блокирующими ограждениями.
5.3.1.9 Ракельный клеевой аппарат
5.3.1.9.1 Зоны затягивания между валиками клеевого аппарата должны быть защищены неподвижными или блокирующими ограждениями.
5.3.1.9.2 В случае если клеевые аппараты вынимаются вверх, они должны надежно закрепляться в поднятом положении с помощью самофиксирующихся приспособлений. Движение выемки должно быть сблокировано с приводом машины.
5.3.1.10 Секция разъединяющей рубки
5.3.1.10.1 Опасные зоны ножей должны быть защищены неподвижными или блокирующими ограждениями.
5.3.1.10.2 Сегментный валик должен быть защищен неподвижными или блокирующими ограждениями. Вводное отверстие должно быть сконструировано в соответствии с ЕН 294:1992 (таблица 4).
5.3.1.10.3 В случае если отверстие на сегментном валике со стороны вывода не может быть сконструировано с учетом требований безопасных расстояний по ЕН 294:1992 (таблица 4) из-за наличия последующих частей машины, необходимых для надежной передачи изделий, отверстие должно быть настолько малым, а безопасное расстояние настолько большим, насколько это технически возможно.
Примечание - Прямой доступ обычно предотвращен последующими частями машины.
5.3.1.11 Секция загибки нижнего клапана
5.3.1.11.1 Зона затягивания между валиками загибки нижнего клапана должна быть защищена неподвижными или блокирующими ограждениями согласно ЕН 1010-1:2004+А1 (подпункт 5.2.1.1). В случае если вводное отверстие не может быть выполнено в соответствии с безопасными расстояниями согласно ЕН 294:1992 (таблица 4), оно должно быть настолько малым, а безопасное расстояние настолько большим, насколько это технически возможно.
5.3.1.11.2 При конструировании выводного отверстия должны быть соблюдены безопасные расстояния по ЕН 294:1992 (таблица 4).
5.3.1.12 Транспортирующие валики
5.3.1.12.1 Зоны затягивания на транспортирующих валиках должны быть защищены неподвижными защитными ограждениями согласно ЕН 1010-1:2004+А1 [подпункт 5.2.1.1, перечисление b)].
5.3.1.12.2 В случае если диаметр транспортирующих валиков составляет не более 40 мм, зона затягивания может быть достаточно защищена в случае, если они могут сдвигаться не менее чем на 10 мм.
5.3.1.13 Каскадное колесо
5.3.1.13.1 Опасные зоны между каскадным колесом и частями машины должны быть защищены неподвижными ограждениями. При наличии зазоров между отдельными дисками каскадного колеса наружная поверхность дисков должна быть гладкой для уменьшения опасности захвата.
Примечание - Каскадные колеса используют для укладки каскадом (разделения) конвертов.
5.3.1.13.2 Зоны затягивания между бумагонаправляющими опорами и каскадным колесом должны быть устранены применением минимального расстояния 25 мм. Там, где это невозможно, должна быть предусмотрена планка автоматического отключения, которая срабатывает, как только палец оказывается затянутым между бумагонаправляющими опорами и каскадным колесом.
О дополнительных указаниях в инструкции по эксплуатации см. 7.1.3.1.
5.3.1.14 Валковый клеевой аппарат
5.3.1.14.1 Зоны затягивания должны быть защищены неподвижными или блокирующими ограждениями согласно ЕН 1010-1:2004+А1 (подпункт 5.2.1.1). В случае если вводное отверстие не может быть выполнено с соблюдением безопасных расстояний согласно ЕН 294:1992 (таблица 4), отверстие должно быть настолько малым, а безопасное расстояние настолько большим, насколько это технически возможно.
Примечание - Прямой доступ в зону затягивания предотвращается каскадным колесом, расположенным непосредственно перед клеевым аппаратом.
5.3.1.14.2 Зона затягивания между дозирующим и дукторным валиком (см. рисунок 23) должна быть защищена неподвижными или блокирующими ограждениями согласно ЕН 1010-1:2004+А1 (подпункт 5.2.1.1). В случае применения ракеля вместо дозирующего валика образования зоны затягивания между ракелем и дукторным валиком можно избежать конструктивным путем, установкой ракеля под углом около 90° к поверхности дукторного валика и на расстоянии между ними даже при отведенном ракеле не более 4 мм (см. рисунок 24).
5.3.1.14.3 Зона затягивания между дукторным и наносящим валиком (см. рисунки 23 и 24) должна быть защищена неподвижными или блокирующими ограждениями согласно ЕН 1010-1:2004+А1 (подпункт 5.2.1.1).
Рисунок 23 - Валковый клеевой аппарат с дозирующим валиком
|

1 - дозирующий валик; 2 - дукторный валик; 3 - клеенаносящий валик; 4 - зона затягивания
Рисунок 23 - Валковый клеевой аппарат с дозирующим валиком
Рисунок 24 - Валковый клеевой аппарат с ракелем на дукторном валике
|

1 - ракель; 2 - дукторный валик; 3 - наносящий валик; 4 - зона затягивания
Рисунок 24 - Валковый клеевой аппарат с ракелем на дукторном валике
5.3.1.14.4 Приведение в действие кнопки аварийного останова не должно вызывать остановку дозирующего и дукторного валиков при условии, что все опасные зоны при этом защищены.
Примечание - Продолжение вращения дозирующего и дукторного валиков необходимо для предотвращения засыхания клея.
О дополнительных указаниях в инструкции по эксплуатации см. 7.1.3.3.
5.3.1.15 Устройства для сушки горячим воздухом
5.3.1.15.1 Зоны затягивания на ленточных транспортерах должны быть защищены неподвижными или блокирующими ограждениями.
5.3.1.15.2 Зоны защемления качающихся приводных сопел должны быть защищены неподвижными или блокирующими ограждениями.
5.3.1.15.3 В случае возможного доступа к горячим частям машины должны быть выполнены требования ЕН 1010-1:2004+А1 (пункт 5.2.14).
5.3.1.16 Разделяющий валик перед секцией выравнивания
Зона затягивания должна быть защищена неподвижными или блокирующими ограждениями согласно ЕН 1010-1:2004+А1 (подпункт 5.2.1.1). В случае если при конструировании вводного отверстия безопасные расстояния, предусмотренные ЕН 294:1992 (таблица 4), не могут быть соблюдены, отверстие должно быть настолько малым, а безопасное расстояние настолько большим, насколько это технически возможно.
Примечание - Прямой доступ обычно предотвращается предыдущими частями машины.
5.3.1.17 Секция выравнивания
Зоны затягивания на валиках или роликах должны быть защищены неподвижными или блокирующими ограждениями согласно ЕН 1010-1:2004+А1 (подпункт 5.2.1.1).
5.3.1.18 Секция загибки закрывающего клапана
Опасная зона между двумя валиками, загибающими клапан, должна быть защищена неподвижными или блокирующими ограждениями. В случае если при конструировании входное отверстие с соблюдением безопасных расстояний в соответствии с ЕН 294:1992 (таблица 4) не может быть обеспечено, отверстие должно быть настолько малым, а безопасное расстояние настолько большим, насколько это технически возможно.
Примечание - Прямой доступ обычно предотвращается последующими узлами машины (транспортирующими валиками).
5.3.1.19 Каскадный дисковый выклад
5.3.1.19.1 Зона затягивания между каскадным диском и находящимся перед ним валиком должна быть защищена посредством:
a) неподвижных боковых ограничителей, закрывающих зоны затягивания таким образом, чтобы исключить попадание в них пальцев. В дополнение к этому по обеим сторонам снаружи каскадных дисков должны быть предусмотрены неподвижные ограждения для предотвращения непреднамеренного доступа к дискам сбоку.
Примечание - Расположение каскадных дисков обычно предотвращает любое непреднамеренное попадание в зоны затягивания;
или
b) блокирующих ограждений, закрывающих каскадный диск, с выводным отверстием, соответствующим по ширине наибольшему формату обрабатываемой продукции. Высота выводного отверстия должна составлять не более 220 мм. Безопасное расстояние между выводным отверстием и каскадным диском должно составлять не менее 550 мм.
5.3.1.19.2 Опасная зона между дисками каскадного выклада и приемным столом должна быть защищена.
Защита может быть обеспечена, например:
- минимальным безопасным расстоянием 25 мм между обеими частями, или
- откидывающейся вниз крышкой приемного стола при надавливании на нее с усилием более 50 Н, шириной не менее 25 мм (см. рисунок 25).
Рисунок 25 - Откидывающаяся крышка приемного стола
|

1 - каскадный диск; 2 - откидывающаяся крышка приемного стола
Рисунок 25 - Откидывающаяся крышка приемного стола
5.3.1.20 Пуск машины при открытых блокирующих защитных ограждениях
5.3.1.20.1 Пуск машины с открытыми блокирующими ограждениями в толчковом режиме управления со скоростью более 10 м/мин допускается только при управлении двумя руками и только если при этом:
- имеется взаимное блокирование зон с ограниченной видимостью согласно ЕН 1010-1:2004 (подпункт 5.2.3.4); и
- предусмотрен переключатель режимов для этого вида работы; и
- скорость работы в толчковом режиме управления является максимально низкой по технологическим требованиям.
О дополнительных указаниях в инструкции по эксплуатации см. 7.1.7.
5.3.1.20.2 Пуск машины с блокирующими защитными ограждениями в открытом положении для обнаружения и устранения неисправности с помощью стробоскопа должен быть разрешен только в толчковом режиме управления и только если при этом:
- имеется взаимное блокирование зон с ограниченной видимостью согласно ЕН 1010-1:2004+А1 (подпункт 5.2.3.4); и
- предусмотрен запираемый переключатель режимов для этого вида работы; и
- предусмотрен контроль времени для ограничения времени работы в течение не более 2 мин; и
- скорость работы в толчковом режиме управления является максимально низкой по технологическим требованиям.
О дополнительных указаниях в инструкции по эксплуатации см. 7.1.3.2.
5.3.1.21 В системе аварийного останова кнопки аварийного останова должны быть предусмотрены по крайней мере на каждом главном пульте управления и на расстоянии между ними не более 5 м.
5.3.1.22 На машине должны быть приняты меры по снижению уровня шума (см. также ЕН 1010-1:2004+А1) посредством, например, звукоизолирующих кожухов, в особенности в секциях загибки, с тем чтобы избежать рисков для здоровья, вызываемых шумом.
5.3.1.23 Машины для изготовления конвертов должны быть оснащены устройством предупредительной сигнализации о пуске согласно ЕН 1010-1:2004+А1 (подпункт 5.2.7.2).
5.3.2 Машины для изготовления санитарно-гигиенических изделий (рисунок 27)
5.3.2.1 Установка для размотки рулонного материала
5.3.2.1.1 Зона затягивания между приводным ремнем и рулоном материала должна быть защищена согласно ЕН 1010-1:2004+А1 (подпункт 5.3.5.1).
5.3.2.1.2 Для предотвращения непреднамеренного спадания приводного ремня установки для размотки на подъемных цилиндрах приводного ремня должны быть предусмотрены преобладающие обратные клапаны.
5.3.2.1.3 Горизонтальная поворотная установка для размотки рулонного материала (рисунок 26) должна поворачиваться только вручную или в толчковом режиме управления со скоростью не более 5 м/мин.
Рисунок 26 - Горизонтальная поворотная установка для размотки рулонного материала
|

1 - ось размотки; 2 - ось поворота; 3 - рулон материала
Рисунок 26 - Горизонтальная поворотная установка для размотки рулонного материала
5.3.2.1.4 Расстояние между плавающим валиком и упором-ограничителем должно составлять в процессе работы машины не менее 120 мм. На упоре-ограничителе должна быть предусмотрена эластичная накладка.
5.3.2.2 Секция каландрирования и тиснения
5.3.2.2.1 Зоны затягивания на валиках для натяжения ленты материала и между верхним и нижним каландрирующими валами должны быть защищены неподвижными или блокирующими ограждениями согласно ЕН 1010-1:2004+А1 (подпункт 5.2.1.1). Это требование также относится к зонам затягивания на стороне вывода между верхними каландрирующими валами и неподвижными частями машин, а также между нижними каландрирующими валами и неподвижными частями машин. Отверстия для ввода и вывода должны быть сконструированы с соблюдением безопасных расстояний по ЕН 294:1992 (таблица 4).
5.3.2.2.2 Опасные зоны на тиснильных валах должны быть защищены неподвижными или блокирующими ограждениями. Отверстия для ввода и вывода должны быть сконструированы с соблюдением безопасных расстояний по ЕН 294:1992 (таблица 4).
5.3.2.3 Секция продольной разрезки
На дисковых ножах должны быть предусмотрены средства защиты согласно ЕН 1010-1:2004+А1 (пункт 5.3.2).
5.3.2.4 Секция продольной сгибки
Автоматическая установка формата допускается только в толчковом режиме управления при скорости не более 3 м/мин. Должна иметься возможность обозревать опасные зоны с места управления устройством с удержанием.
5.3.2.5 Устройство для отсоса отходов в резальной секции
Трубопроводы устройства отсоса отходов должны соответствовать ЕН 1010-1:2004+А1.
5.3.2.6 Счетная и передающая секция
Зоны затягивания и защемления должны быть защищены неподвижными или блокирующими ограждениями.
5.3.2.7 Секция контроля продукции
Зоны затягивания на ленточном транспортере должны быть защищены неподвижными или блокирующими ограждениями согласно ЕН 1010-1:2004+А1 (подпункт 5.2.1.1). В случае если при конструировании вводного отверстия безопасные расстояния согласно ЕН 294:1992 (таблица 4) обеспечить невозможно, отверстие должно быть настолько малым, а безопасное расстояние настолько большим, насколько это технически возможно. Прямой непреднамеренный доступ в опасные зоны должен быть предотвращен неподвижными защитными ограждениями.
5.3.2.8 Приемно-выводное устройство
5.3.2.8.1 На машинах, оснащенных ленточной пилой, режущая кромка ленточной пилы со стороны вывода должна быть защищена:
- ограждением тоннельного типа с безопасным расстоянием 550 мм от выводного отверстия;
- регулируемым по высоте и ширине тоннелем в соответствии с размером продукции.
О дополнительных указаниях в инструкции по эксплуатации см. 7.1.4.2.
Рисунок 27 - Машина для изготовления санитарно-гигиенических изделий
|

1 - установка для размотки рулонов; 2 - плавающий валик; 3 - валик регулирования натяжения; 4 - секция каландрирования; 5 - верхний каландрирующий вал; 6 - нижний каландрирующий вал; 7 - секция тиснения; 8 - валы для тиснения; 9 - секция продольной разрезки; 10 - устройство для приводки; 11 - секция продольной сгибки; 12 - цилиндр поперечной резки; 13 - цилиндр поперечной сгибки; 14 - устройство для отсоса отходов; 15 - счетная и передающая секция
Рисунок 27 - Машина для изготовления санитарно-гигиенических изделий
5.3.2.8.2 Для обеспечения безопасного доступа к водоструйным ножам в целях устранения неисправностей и для технического обслуживания системы управления, связанные с обеспечением безопасности водоструйных ножей и прерывания подачи воды, должны соответствовать повышенным требованиям к системе управления согласно ЕН 1010-1:2004+А1 (подпункт 5.2.6.1).
5.3.2.9 Пуск машины при открытых блокирующих защитных ограждениях
5.3.2.9.1 Пуск машины при открытых блокирующих ограждениях и в толчковом режиме управления со скоростью более 10 м/мин допускается только управлением двумя руками и только если при этом:
- имеется взаимное блокирование зон с ограниченной видимостью согласно ЕН 1010-1:2004+А1 (подпункт 5.2.3.4); и
- предусмотрен переключатель режимов для этого вида управления; и
- скорость работы в толчковом режиме управления является максимально возможно низкой по технологическим требованиям.
О дополнительных указаниях в инструкции по эксплуатации см. 7.1.7.
5.3.2.9.2 Пуск машины при открытых блокирующих ограждениях в толчковом режиме управления со скоростью более 10 м/мин для поиска и устранения неисправностей с помощью стробоскопа разрешается только при управлении двумя руками и только если при этом:
- имеется взаимное блокирование зон с ограниченной видимостью согласно ЕН 1010-1:2004+А1 (подпункт 5.2.3.4); и
- предусмотрен запираемый переключатель режимов для этого вида управления; и
- имеется контроль времени для ограничения времени работы в таком режиме до 2 мин; и
- скорость работы в толчковом режиме управления является максимально возможно низкой по технологическим требованиям.
О дополнительных указаниях в инструкции по эксплуатации см. 7.1.4.1.
5.3.2.10 Во избежание рисков для здоровья в секциях резки и сгибки должны быть приняты меры по снижению уровня шума (см. также ЕН 1010-1:2004+А1) посредством, например, звукозащитных кожухов.
5.3.2.11 Должны быть предусмотрены кнопки аварийного останова на каждом главном пульте управления на расстоянии между ними не более 5 м.
5.3.2.12 Машины должны быть оснащены устройством предупредительной сигнализации о пуске согласно ЕН 1010-1:2004+А1 (подпункт 5.2.7.2).
5.3.3 Машины для вкладывания дополнительных элементов (вкладок) (рисунок 28)
Рисунок 28 - Машина для вкладывания дополнительных элементов
|

1 - секция привода; 2 - самонаклад основного изделия; 3 - самонаклады вкладок; 4 - приемное устройство; 5 - поворотное устройство; 6 - секции для вкладывания; 7 - цепной транспортер
Рисунок 28 - Машина для вкладывания дополнительных элементов
5.3.3.1 В машинах для вкладывания дополнительных элементов с ручной загрузкой самонакладов опасные зоны отделяющих механизмов самонакладов (самонакладов основного изделия, самонакладов вкладок) должны быть защищены по ЕН 1010-1:2004+А1 (подпункт 5.3.4.8) и должно быть предусмотрено устройство контроля остатка стопы согласно ЕН 1010-1:2004+А1 (подпункт 5.2.6.1.5).
5.3.3.2 В машинах с автоматическими самонакладами, где не требуется ручное вмешательство и доступ в опасные места затруднен обрабатываемой продукцией, вместо мер, предусмотренных 5.3.3.1, защита может быть обеспечена ограждениями тоннельного типа с безопасным расстоянием не менее 550 мм до ближайшей опасной зоны.
5.3.3.3 Опасные зоны на транспортере и элементах привода должны быть защищены неподвижными или блокирующими ограждениями.
5.3.3.4 В машинах для вкладок общей длиной более 7 м должно быть предусмотрено устройство предупредительной сигнализации о пуске согласно ЕН 1010-1:2004+А1 (подпункт 5.2.7.2).
5.3.3.5 Пуск машины при открытых защитных ограждениях в толчковом режиме управления со скоростью более 10 м/мин допускается только управлением двумя руками и только если при этом:
- имеется взаимное блокирование зон с ограниченной видимостью согласно ЕН 1010-1:2004+А1 (подпункт 5.2.3.4); и
- для этого вида работ предусмотрен переключатель режимов; и
- скорость работы в толчковом режиме управления является максимально низкой по технологическим требованиям.
О дополнительных указаниях в инструкции по эксплуатации см. 7.1.7.
5.3.3.6 Кнопки аварийного останова должны быть предусмотрены на каждом главном пульте управления и на расстоянии между ними не более 5 м.
5.3.4 Счетно-комплектующие устройства
5.3.4.1 Зоны затягивания на подающих и приемных ленточных транспортерах должны быть защищены неподвижными или блокирующими ограждениями.
5.3.4.2 Зоны защемления на макулатурном стрелочном транспортере (см. рисунок 29) должны быть защищены. Это может быть обеспечено ограничением усилия при закрывании транспортера до 200 Н.
Рисунок 29 - Приемно-комплектующее устройство
|

1 - подающий транспортер; 2 - макулатурный стрелочный транспортер; 3 - поворотный стол; 4 - приемный тоннель с выводным транспортером
Рисунок 29 - Приемно-комплектующее устройство
5.3.4.3 Зоны рассечения на поворотном столе должны быть защищены неподвижными или блокирующими ограждениями. При конструировании отверстий в защитных ограждениях должны быть соблюдены безопасные расстояния по ЕН 294:1992 (таблица 4).
Для обеспечения доступа в целях удаления застрявшей продукции по крайней мере одна сторона поворотного стола должна быть защищена блокирующим ограждением.
5.3.4.4 Доступ к поворотному столу со стороны приемки стапелированного материала должен быть предотвращен неподвижным ограждением или блокирующим ограждением тоннельного типа. Безопасное расстояние до опасной зоны должно составлять не менее 850 мм.
5.3.4.5 При открытых блокирующих ограждениях давление в пневмосистеме, включая любые пневмоаккумуляторы приемно-комплектующего устройства, должно автоматически сбрасываться, с тем чтобы предотвратить непреднамеренное опасное движение счетно-комплектующего устройства.
5.3.4.6 На главном пульте управления должна быть предусмотрена кнопка аварийного останова. При приведении в действие кнопки аварийного останова давление в пневматической системе, включая любые пневмоаккумуляторы, должно автоматически сбрасываться.
5.3.5 Машины для тиснения бумаги (изделий из бумаги)
5.3.5.1 В машинах для тиснения бумаги (изделий из бумаги) (рисунок 30) длиной более 7 м должно быть предусмотрено предупредительное устройство о пуске согласно ЕН 1010-1:2004+А1 (подпункт 5.2.7.2).
Рисунок 30 - Машина для тиснения бумаги
|

1 - устройство размотки рулонов; 2 - бумажная лента; 3 - валик для регулирования натяжения; 4 - тиснильный вал; 5 - опорный вал; 6 - направляющие валики; 7 - узел резки; 8 - приводной тянущий валик; 9 - устройство намотки рулонов
Рисунок 30 - Машина для тиснения бумаги
5.3.5.2 Должны быть выполнены требования к устройству для проводки бумажной ленты по ЕН 1010-1:2004+А1 (подпункт 5.2.3.5).
5.3.5.3 Установки для размотки и намотки рулонов должны соответствовать ЕН 1010-1:2004+А1 (пункт 5.3.5).
5.3.5.4 Зоны затягивания между направляющими валиками и между направляющими валиками и неподвижными частями машины должны быть защищены. Защита может быть обеспечена:
- минимальным расстоянием 120 мм между валиками; или
- неподвижными или блокирующими защитными ограждениями согласно ЕН 1010-1:2004+А1 (подпункт 5.2.1.1).
5.3.5.5 Расстояние между валиками для регулирования натяжения и опорными валами должно быть не менее 120 мм.
5.3.5.6 Зона затягивания между тиснильным валом и опорным валом должна быть защищена неподвижными или блокирующими ограждениями согласно ЕН 1010-1:2004+А1 (подпункт 5.2.1.1).
5.3.5.7 Перемещение опорного вала должно быть защищено. Защита возможна посредством:
- управления в толчковом режиме согласно ЕН 1010-1:2004+А1 [подпункт 5.2.3.2, перечисление а)]; или
- ограничением скорости непрерывного движения до 0,5 м/мин. В непосредственной близости должна быть предусмотрена кнопка аварийного останова.
О дополнительных указаниях в инструкции по эксплуатации см. 7.1.5.
5.3.5.8 В случае если предусмотрено нагревание тиснильного вала, на машине должен быть знак, предупреждающий оператора о нагретых частях.
О дополнительных указаниях в инструкции по эксплуатации см. 7.1.8.
Подающие горячие трубопроводы (например, паро-, маслотрубопроводы) должны быть надежно изолированы до высоты 2,7 м согласно ЕН 1010-1:2004+А1 (подпункт 5.2.14).
5.3.5.9 Должны быть предусмотрены меры защиты на дисковых ножах резальной секции по ЕН 1010-1:2004+А1 (пункт 5.3.2).
5.3.5.10 В системе аварийного останова кнопки аварийного останова должны быть на каждом главном пульте управления.
5.4 Отделочные машины
5.4.1 Машины для нанесения жидких покрытий
5.4.1.1 Машины для нанесения жидких покрытий должны быть оснащены устройством предупредительной сигнализации о пуске согласно ЕН 1010-1:2004+А1 (подпункт 5.2.7.2).
5.4.1.2 Должны быть выполнены требования к устройствам проводки ленты в соответствии с ЕН 1010-1:2004+А1 (подпункт 5.2.3.5).
5.4.1.3 Установки для размотки и намотки рулонов должны быть защищены в соответствии с ЕН 1010-1:2004+А1 (пункт 5.3.5).
5.4.1.4 В случае если зоны затягивания между направляющими валиками и между направляющими валиками и неподвижными частями машины не могут быть защищены минимальным безопасным расстоянием 120 мм, должны быть предусмотрены ограждения согласно ЕН 1010-1:2004+А1 (подпункт 5.2.1.1).
5.4.1.5 Зона затягивания на дозирующем зазоре (см. рисунок 35) должна быть защищена ограждением.
5.4.1.6 В случае применения для покрытия горячего расплава материала соприкосновение с горячими частями должно быть предотвращено неподвижными защитными ограждениями.
5.4.1.7 В случае применения для покрытий опасных веществ машина должна быть оснащена местным отсосом в секциях нанесения покрытия. Конкретные требования к устройству для отсоса определяются спецификой применяемых для покрытия веществ.
О дополнительных требованиях в инструкции по эксплуатации см. 7.1.6.1.
5.4.1.8 Зона затягивания в секции нанесения покрытия (рисунок 31, позиция 3) между наносящим валом и охлаждающим валом/наносящим валом должна быть защищена неподвижным или блокирующими ограждениями согласно ЕН 1010-1:2004+А1 (подпункт 5.2.1.1).
Рисунок 31 - Машина для нанесения покрытий и ламинирования
|

1 - сушильное устройство; 2 - установка для размотки рулона; 3 - секция нанесения покрытия; 4 - секция ламинирования; 5 - установка для намотки рулона; 6 - направляющие валики
Рисунок 31 - Машина для нанесения покрытий и ламинирования
5.4.1.9 Движение сведения и разведения наносящих валов или наносящего вала и охлаждающего вала должно быть защищено. Защита может быть выполнена:
- управлением в толчковом режиме согласно ЕН 1010-1:2004+А1 [подпункт 5.2.3.2, перечисление а)]; или
- блокирующими ограждениями.
5.4.1.10 Зоны затягивания на тефлоновой ленте (см. рисунок 32) должны быть защищены неподвижными или блокирующими ограждениями согласно ЕН 1010-1:2004+А1 (подпункт 5.2.1.1).
Рисунок 32 - Нанесение полиэтиленового покрытия
|
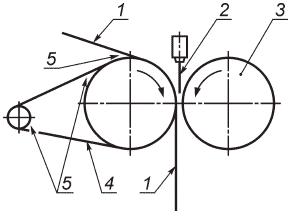
1 - лента материала; 2 - полиэтилен; 3 - охлаждающий вал; 4 - тефлоновая лента; 5 - место затягивания
Рисунок 32 - Нанесение полиэтиленового покрытия
5.4.1.11 Требования по предупреждению и защите от взрыва должны соответствовать ЕН 1010-1:2004+А1 (пункт 5.2.4).
5.4.1.12 Зоны затягивания между лентой материала с покрытием, тефлоновой лентой и направляющими валиками (см. рисунок 33, позиция 4), доступные из проходов в машине, угол обхвата материалом которых составляет 45° и более, должны быть защищены неподвижными ограждениями.
Рисунок 33 - Угол обхвата на направляющих валиках
|

1 - лента материала с покрытием; 2 - направляющий валик; 3 - угол обхвата; 4 - зона затягивания
Рисунок 33 - Угол обхвата на направляющих валиках
5.4.1.13 Встроенные сушильные устройства
5.4.1.13.1 В случае применения покрытий, выделяющих в процессе сушки воспламеняющиеся вещества, должны быть выполнены требования ЕН 1539:2000.
О дополнительных указаниях в инструкции по эксплуатации см. 7.1.6.2.
5.4.1.13.2 Опасная зона между верхней и нижней частью сушильного устройства при их смыкании должна быть защищена. Защита может быть выполнена:
- управлением в толчковом режиме или
- планками автоматического отключения. Автоматическое смыкание допускается, только если проем между верхней и нижней частью составляет не более 300 мм.
5.4.1.13.3 Воспламенение ленты материала при прохождении ее через сушилку не должно происходить. Воспламенение предотвращается:
- остановкой секции нанесения покрытия или
- остановкой машины.
При этом должны быть обеспечены необходимое снижение производительности сушилки и, если это необходимо, удержание ленты материала на достаточном расстоянии от источника излучения посредством воздушного ножа.
5.4.1.13.4 Температура поверхности частей, доступных снаружи, не должна превышать предельно допустимых величин согласно ЕН 1010-1:2004+А1 (подпункт 5.2.14).
5.4.1.13.5 Во избежание непреднамеренного опускания верхней части сушилки в случае утечки или разрыва трубопровода в системе гидро- или пневмоцилиндров на гидро- или пневмоцилиндрах должны быть установлены преобладающие обратные клапаны, обеспечивающие безопасность.
5.4.1.13.6 Должны быть предусмотрены механические приспособления, которые удерживают сушилку в открытом положении в процессе технического обслуживания.
Для этого могут быть использованы, например, распорки, вставляемые во время технического обслуживания.
О дополнительных указаниях в инструкции по эксплуатации см. 7.1.6.3.
5.4.1.14 В системе аварийного останова должны быть предусмотрены кнопки аварийного останова на каждом рабочем месте оператора.
5.4.2 Машины для ламинирования (припрессовки покрытий)
5.4.2.1 Машина для ламинирования пленкой (с липким слоем) (рисунок 34)
Рисунок 34 - Машина для ламинирования пленкой
|
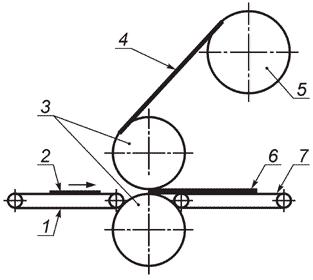
1 - подающий транспортер; 2 - обрабатываемое изделие (отдельный лист); 3 - ламинирующие валы; 4 - лента пленки; 5 - узел размотки; 6 - ламинированные отдельные листы; 7 - приемный транспортер
Рисунок 34 - Машина для ламинирования пленкой
5.4.2.1.1 Устройства для размотки и намотки рулонов должны соответствовать ЕН 1010-1:2004+А1 (пункт 5.3.5).
5.4.2.1.2 В машинах с ручной подачей отдельных листов в зонах затягивания на подающих и приемных ленточных транспортерах должны быть предусмотрены неподвижные защитные ограждения.
5.4.2.1.3 Зоны затягивания между направляющими валиками и между направляющими валиками и неподвижными частями машины должны быть защищены минимальным безопасным расстоянием 120 мм или ограждениями по ЕН 1010-1:2004+А1 (подпункт 5.2.1.1).
5.4.2.1.4 Зоны затягивания между ламинированной лентой и направляющими валиками (см. рисунок 33, позиция 4), доступными из проходов в машине, угол обхвата которых составляет 45° и более, должны быть защищены неподвижными или блокирующими защитными ограждениями.
5.4.2.1.5 Движение сведения и разведения ламинирующих цилиндров при наладке и чистке должно быть защищено:
- управлением в толчковом режиме со скоростью работы не более 5 м/мин или
- блокирующими ограждениями.
5.4.2.1.6 Зона затягивания на ламинирующих цилиндрах должна быть защищена неподвижными или блокирующими ограждениями согласно ЕН 1010-1:2004+А1 (подпункт 5.2.1.1). Если ширина ленты материала составляет 18 мм и более, ширина отверстия не должна превышать 30 мм, а безопасное расстояние должно быть не менее 200 мм.
5.4.2.1.7 При горячем ламинировании пленкой нагреваемые ламинирующие цилиндры для предохранения от прикосновений к ним должны быть защищены ограждениями в соответствии с ЕН 1010-1:2004+А1 (пункт 5.2.14).
5.4.2.1.8 В случае применения резальных устройств они должны быть защищены неподвижными или блокирующими ограждениями.
5.4.2.1.9 В системе аварийного останова должны быть предусмотрены кнопки аварийного останова на каждом пульте управления.
5.4.2.2 Машины для ламинирования с нанесением клея
5.4.2.2.1 В машинах для ламинирования длиной более 7 м должны быть предусмотрены устройства предупредительной сигнализации о пуске согласно ЕН 1010-1:2004+А1 (подпункт 5.2.7.2).
5.4.2.2.2 Должны быть выполнены требования к устройствам проводки ленты согласно ЕН 1010-1:2004+А1 (подпункт 5.2.3.5).
5.4.2.2.3 Должны быть выполнены требования к устройствам для размотки и намотки рулонов (см. рисунок 31) согласно ЕН 1010-1:2004+А1 (пункт 5.3.5).
5.4.2.2.4 Самонаклад для подачи материала для ламинирования и приемное устройство должны быть защищены по ЕН 1010-1:2004+А1 (пункт 5.3.4).
5.4.2.2.5 Зоны затягивания на ленточных транспортерах должны быть защищены неподвижными или блокирующими ограждениями.
5.4.2.2.6 Зоны затягивания между направляющими валиками и между направляющими валиками и неподвижными частями машины должны быть защищены минимальным расстоянием 120 мм или ограждениями согласно ЕН 1010-1:2004+А1 (подпункт 5.2.1.1).
5.4.2.2.7 Зоны затягивания между ламинированной лентой и направляющими валиками (см. рисунок 33), доступные из проходов в машине, угол обхвата которых составляет 45° и более, должны быть защищены неподвижными или блокирующими ограждениями.
5.4.2.2.8 В случае применения дисковых ножей (рисунок 36, позиция 5) должны быть применены меры защиты по ЕН 1010-1:2004+А1 (пункт 5.3.2).
5.4.2.2.9 Зоны затягивания на листопередающих валиках (см. рисунок 36, позиция 6) должны быть защищены. Защита может быть обеспечена при условии, что:
- валики имеют возможность смещаться не менее чем на 25 мм, или
- контакт валиков осуществляется под действием только их собственного веса.
5.4.2.2.10 Зоны затягивания на клеевых валиках (см. рисунок 36, позиция 7) и дозирующем зазоре (см. рисунок 35) должны быть защищены блокирующими ограждениями.
Рисунок 35 - Дозирующий зазор
|

1 - сборное корыто; 2 - дозирующий зазор; 3 - лента материала
Рисунок 35 - Дозирующий зазор
5.4.2.2.11 Зона затягивания между ламинирующими валами (см. рисунок 36, позиция 9) должна быть защищена неподвижными или блокирующими ограждениями согласно ЕН 1010-1:2004+А1 (подпункт 5.2.1.1). В случае если ширина материала составляет 18 мм и более, ширина отверстия не должна превышать 30 мм, а безопасное расстояние должно быть не менее 200 мм.
Рисунок 36 - Рулонный ламинатор для листовых материалов
|

1 - устройство для размотки рулона; 2 - направляющий валик; 3 - стапель; 4 - самонаклад; 5 - дисковые ножи; 6 - листопередающие валики; 7 - клеевая секция; 8 - листорезальное устройство; 9 - ламинирующие валы; 10 - обжимной ленточный транспортер; 11 - ленточный транспортер; 12 - упор для формирования пачек; 13 - поворотный транспортер; 14 - стапель; 15 - приемное устройство
Рисунок 36 - Рулонный ламинатор для листовых материалов
5.4.2.2.12 Движение разведения и сведения ламинирующих валов должно быть защищено, если величина перемещения составляет более 6 мм.
Защита может быть обеспечена:
- управлением в толчковом режиме в соответствии с ЕН 1010-1:2004+А1 [подпункт 5.2.3.2, перечисление а)] или
- блокирующими ограждениями.
5.4.2.2.13 Опасные зоны листорезального устройства (см. рисунок 36, позиция 8) должны быть защищены неподвижными или блокирующими ограждениями.
5.4.2.2.14 Зоны затягивания между обжимными и направляющими валиками и между обжимными лентами транспортера (см. рисунок 36, позиция 10) должны быть защищены:
- неподвижными или блокирующими ограждениями или
- опиранием обжимных валиков в занимаемом ими положении только под действием собственного веса и возможностью их смещения не менее чем на 120 мм.
5.4.2.2.15 Зона затягивания на лентах обжимного транспортера между верхней и нижней лентой со стороны подачи должна быть защищена одним из следующих способов:
- защитными ограждениями согласно ЕН 1010-1:2004+А1 [подпункт 5.2.1.1, перечисление a)];
- безопасным расстоянием 850 мм от места входа обжимной ленты в опасную зону до места, где обжимные ленты находятся на расстоянии не менее 10 мм между ними при величине проема со стороны подачи между обжимными лентами не менее 120 мм (см. рисунок 37), и защитными ограждениями с боковых сторон;
- смещением обжимных валиков, доступных в зоне 850 мм, обеспечивающим расстояние в свету 120 мм между обжимными лентами при максимальном обжимном усилии этих валиков, не превышающем 200 Н, и защитными ограждениями с боковых сторон.
Рисунок 37 - Обжимной ленточный транспортер
|

1 - верхняя обжимная лента; 2 - нижняя обжимная лента; 3 - обжимные валики; 4 - направляющие валики; а - направление движения полотна
Рисунок 37 - Обжимной ленточный транспортер
5.4.2.2.16 Зона защемления между упором для формирования пачек и ленточным транспортером (см. рисунок 36, позиция 12) должна быть защищена:
- неподвижными или блокирующими ограждениями или
- ограничением давления контакта на упоре до 200 Н.
5.4.2.2.17 На поворотном транспортере места рассечения между поворотным транспортером (рисунок 36, позиция 13) и предыдущим и последующим транспортерами должны быть защищены неподвижными или блокирующими ограждениями.
5.4.2.2.18 Для клеев, содержащих растворитель, следует соблюдать требования по предупреждению и защите от взрыва по ЕН 1010-1:2004+А1 (пункт 5.2.4).
5.4.2.2.19 В системе аварийного останова должны быть предусмотрены кнопки аварийного останова на каждом рабочем месте.
6 Проверка выполнения требований и/или мер безопасности
В таблице 2 изложены методы, используемые для проверки выполнения требований и мер безопасности, изложенных в разделе 5. Таблица содержит также ссылки на соответствующие пункты настоящего стандарта.
Таблица 2 - Методы проверки выполнения требований и мер безопасности
Пункт | Требования безопасности и/или меры | A | B | C | D |
5.1 Общие | |||||
5.1.1 | Меры в соответствии с ЕН 12100, ЕН 1010-1 | X | X | ||
5.1.2 | Блокирующие ограждения | X | X | ||
5.1.3 | Электрооборудование | X | X | ||
5.1.4 | Цепи управления, связанные с обеспечением безопасности | X | X | X | |
5.1.5 | Машины, объединенные в комплексные линии | X | X | ||
5.2.1 Проволокошвейные машины, машины для скрепления картонажей скобами, машины для прикрепления "глазков" | |||||
5.2.1.1 | Средства защиты опасной зоны между верхним и нижним инструментами | X | X | X | |
5.2.1.2 | Регулируемые ограждения | X | X | X | |
5.2.1.3 | Управление двумя руками, управление с удержанием (толчкового типа) | X | X | X | |
5.2.1.4 | Цепи управления, связанные с безопасностью | X | X | X | X |
5.2.2 Вкладочно-швейные машины | |||||
5.2.2.1 | Средства защиты на отделяющих механизмах самонаклада, контроль остатка стопы | X | X | ||
5.2.2.2 | Ограждения тоннельного типа для автоматической загрузки самонаклада | X | X | X | |
5.2.2.3 | Ограждения на самонакладе | X | X | X | |
5.2.2.4 | Средства защиты в швейной секции | X | X | X | |
5.2.2.5 | Зона затягивания у ролика для контроля толщины | X | X | X | |
5.2.2.6 | Устройство предупредительной сигнализации о пуске | X | X | X | |
5.2.2.7 | Безопасное расстояние на цепных транспортерах | X | X | X | |
5.2.2.8 | Управление в толчковом режиме при открытых ограждениях | X | X | X | |
5.2.2.9 | Кнопки аварийного останова | X | X | ||
5.2.2.10 | Устройство для трехсторонней обрезки | X | X | X | |
5.2.3 Листоподборочные машины | |||||
5.2.3.1 | Средства защиты на отделяющих механизмах, контроль остатка стопы | X | X | ||
5.2.3.2 | Приспособления для приостановки действия устройств для контроля остатка стопы на неиспользуемых самонакладах | X | X | ||
5.2.3.3 | Ограждения тоннельного типа в устройстве для автоматической загрузки самонакладов | X | X | ||
5.2.3.4 | Минимальные расстояния на цепных транспортерах, планки для автоматического отключения при ручной загрузке, тоннельные ограждения | X | X | X | |
5.2.3.5 | Средства защиты на подборочном устройстве (транспортере) | X | X | ||
5.2.3.6 | Устройство предупредительной сигнализации о пуске | X | X | ||
5.2.3.7 | Управление в толчковом режиме при открытых ограждениях | X | X | X | |
5.2.3.8 | Кнопки аварийного останова | X | X | ||
5.2.4 Машина для клеевого скрепления | |||||
5.2.4.1 | Ограждения на зажимах книжного блока | X | X | ||
5.2.4.2 | Средства защиты на клеевых валиках, валиках для нанесения клея | X | X | ||
5.2.4.3 | Регулирование температуры и контроль предельно допустимого уровня температуры термоклея, вытяжные устройства | X | X | ||
5.2.4.4 | Вытяжные системы для полиуретанового термоклея | X | X | X | |
5.2.4.5 | Обращение с полиуретановым термоклеем | X | X | ||
5.2.4.6 | Защита от контактов с горячими поверхностями | X | X | ||
5.2.4.7 | Рекомендуемые предельные величины УФ-излучений, ВЧ-излучений (излучения сушильных устройств) | X | X | X | |
5.2.4.8 | Контроль остатка стопы, средства защиты на отделяющих механизмах | X | X | ||
5.2.4.9 | Средства защиты в приемных отверстиях | X | X | X | |
5.2.4.10 | Устройство предупредительной сигнализации о пуске | X | X | ||
5.2.4.11 | Управление в толчковом режиме при открытых ограждениях | X | X | ||
5.2.4.12 | Устройства безопасности на ножах фрезерной головки | X | X | ||
5.2.4.13 | Кнопки аварийного останова | X | X | X | |
5.2.5 Станки для просверливания отверстий в стопе бумаги (изделий из бумаги) | |||||
5.2.5.1 | Управление в толчковом режиме при подъеме | X | X | ||
5.2.5.2 | Средства защиты в многошпиндельном сверлильном станке | X | X | X | |
5.2.6 Паковально-обжимные прессы | |||||
5.2.6.1 | Защита перемещения прессующей плиты управлением в толчковом режиме | X | X | X | |
5.2.7 Обжимные переплетные прессы | |||||
5.2.7.1 | Устройства автоматического отключения | X | X | X | |
5.2.7.2 | Ограждения между подвижными прессующими плитами | X | X | ||
5.2.7.3 | Минимальные расстояния между прессующей плитой и кожухом машины | X | X | X | |
5.2.8 Фальцевальные машины | |||||
5.2.8.1 | Ограждения на фальцевальных валиках | X | X | ||
5.2.8.2 | Средства защиты в устройствах для резки, биговки и перфорирования | X | X | ||
5.2.8.3 | Средства защиты опасной зоны на фальцевальном ноже | X | X | ||
5.2.8.4 | Управление в толчковом режиме при открытых ограждениях | X | X | X | X |
5.2.8.5 | Снижение уровня шума | X | X | X | |
5.2.8.6 | Кнопки аварийного останова | X | X | ||
5.2.9 Линии для изготовления книг в твердой переплетной крышке | |||||
5.2.9.1 | Средства защиты в отверстиях на подаче | X | X | ||
5.2.9.2 | Ограждения на нагревателе | X | X | X | |
5.2.9.3 | Средства защиты в секции кругления и обжимки корешка | X | X | ||
5.2.9.4 | Ограждения в клеевой секции, автоматическое пополнение клея | X | X | X | |
5.2.9.5 | Регулирование и ограничение температуры в клеевой ванне для термоклея | X | X | X | |
5.2.9.6 | Ограждения в марлевой секции | X | X | X | |
5.2.9.7 | Ограждения в оклеечно-каптальной секции | X | X | X | |
5.2.9.8 | Средства защиты опасных зон самонаклада переплетных крышек | X | X | ||
5.2.9.9 | Ограждения в секции биговки и кругления переплетной крышки | X | X | X | |
5.2.9.10 | Ограждения в секции вставки | X | X | X | |
5.2.9.11 | Управление в толчковом режиме при открытых ограждениях | X | X | X | |
5.2.9.12 | Кнопки аварийного останова | X | X | ||
5.2.9.13 | Устройство предупредительной сигнализации о пуске | X | X | X | |
5.2.10 Машины для кругления и обжимки корешка блока | |||||
5.2.10.1 | Средства защиты зон затягивания на транспортерах и загрузочных отверстиях | X | X | X | |
5.2.10.2 | Средства защиты в устройстве переворачивания блока | X | X | ||
5.2.10.3 | Ограждения в секции нагревания | X | X | X | |
5.2.10.4 | Предупреждение о горячих частях | X | |||
5.2.10.5 | Ограждения в секции предварительного кругления, окончательного кругления корешка и обжимки | X | X | X | |
5.2.10.6 | Кнопки аварийного останова | X | X | ||
5.2.11 Оклеечно-каптальные машины | |||||
5.2.11.1 | Ограждения со стороны подачи | X | X | X | |
5.2.11.2 | Ограждения в клеевой секции | X | X | X | |
5.2.11.3 | Ограждения горячих частей (термоклей), предупреждение | X | X | X | |
5.2.11.4 | Ограждения в марлевой секции | X | X | X | |
5.2.11.5 | Ограждения в бумажно-каптальной секции | X | X | X | |
5.2.11.6 | Ограждения в секции прикатки | X | X | X | |
5.2.11.7 | Кнопки аварийного останова | X | X | ||
5.2.12 Книговставочные машины | |||||
5.2.12.1 | Ограждения в системе транспортирования, средства защиты в отверстиях для подачи и приемки | X | X | X | |
5.2.12.2 | Средства защиты в самонакладе переплетных крышек | X | X | ||
5.2.12.3 | Ограждения в секции биговки обложки | X | X | X | |
5.2.12.4 | Ограждения в секции крушения | X | X | X | |
5.2.12.5 | Предупреждения о горячих частях | X | |||
5.2.12.6 | Ограждения в секции вставки, проклейки | X | X | X | |
5.2.12.7 | Ограждения в секции прижимки (обкатки) | X | X | X | |
5.2.12.8 | Ограждения на стороне приемки | X | X | X | |
5.2.12.9 | Кнопки аварийного останова | X | X | ||
5.2.13 Штриховальные (штриховально-обжимные) машины (прессы) | |||||
5.2.13.1 | Средства защиты в отверстиях для подачи и приемки | X | X | X | |
5.2.13.2 | Ограждения в устройствах для укладки | X | X | X | |
5.2.13.3 | Ограждения в секции обжимки | X | X | ||
5.2.13.4 | Предупреждение о горячих частях | X | |||
5.2.13.5 | Управление в толчковом режиме при открытых ограждениях | X | X | X | X |
5.2.13.6 | Кнопки аварийного останова | X | X | ||
5.3.1 Машины для изготовления конвертов | |||||
5.3.1.1 | Ограждения в устройствах для размотки и намотки рулонов | X | X | X | |
5.3.1.2 | Ограждения в самонакладах | X | X | X | |
5.3.1.3.1 | Ограждения зон затягивания в печатной секции | X | X | X | |
5.3.1.3.2 | Состояние печатной секции после аварийного останова | X | X | ||
5.3.1.4.1 | Ограждения в секции поперечной биговки | X | X | X | |
5.3.1.4.2 | Средства защиты на ноже поперечной биговки | X | X | ||
5.3.1.5 | Ограждения в секции фасонной высечки | X | X | X | |
5.3.1.6.1 | Ограждения на ведущих валиках, средства защиты в отверстиях для подачи | X | X | X | |
5.3.1.6.2 | Средства защиты в приемных отверстиях | X | X | X | |
5.3.1.7 | Ограждения в секции высечки окошек | X | X | X | |
5.3.1.8.1 | Ограждения зон затягивания и отверстий для подачи | X | X | X | |
5.3.1.8.2 | Гладкая поверхность оси устройства размотки | X | X | ||
5.3.1.8.3 | Средства защиты зоны затягивания между осью размотки и подшипниками устройства размотки | X | X | ||
5.3.1.8.4 | Средства защиты на ноже автосклейки | X | X | X | |
5.3.1.9.1 | Ограждения в зонах затягивания ракельного клеевого аппарата | X | X | X | |
5.3.1.9.2 | Средства защиты в клеевом аппарате после его вертикальной выемки | X | X | X | |
5.3.1.10.1 | Средства защиты на ноже в секции разъединяющей рубки | X | X | X | |
5.3.1.10.2 | Средства защиты на сегментном валике | X | X | ||
5.3.1.10.3 | Безопасные расстояния в приемном отверстии | X | X | X | |
5.3.1.11.1 | Ограждения зоны затягивания в секции загибки нижнего клапана | X | X | X | |
5.3.1.11.2 | Безопасное расстояние в приемном отверстии | X | X | X | |
5.3.1.12.1 | Средства защиты зон затягивания на транспортирующих валиках | X | X | X | |
5.3.1.12.2 | Необходимое смещение транспортирующих валиков | X | X | X | |
5.3.1.13.1 | Средства защиты опасных зон каскадного колеса | X | X | X | |
5.3.1.13.2 | Минимальное расстояние бумагонаправляющих опор на каскадном колесе | X | X | X | |
5.3.1.14.1 | Средства защиты в валковом клеевом аппарате | X | X | X | |
5.3.1.14.2 | Средства защиты зоны затягивания между дозирующим валиком/ракелем и дукторным валиком | X | X | X | |
5.3.1.14.3 | Средства защиты зоны затягивания между дукторным валиком и наносящим валиком | X | X | X | |
5.3.1.14.4 | Состояние дозирующего и дукторного валика после аварийной остановки | X | X | ||
5.3.1.15.1 | Средства защиты зон затягивания на ленточных транспортерах устройства для сушки горячим воздухом | X | X | ||
5.3.1.15.2 | Средства защиты опасных зон качающихся сопел | X | X | ||
5.3.1.15.3 | Защита от температур горячих поверхностей | X | X | X | |
5.3.1.16 | Ограждения на разделяющем валике | X | X | X | |
5.3.1.17 | Ограждения в секции выравнивания | X | X | ||
5.3.1.18 | Ограждения в секции загибки закрывающего клапана | X | X | X | |
5.3.1.19.1 | Средства защиты опасной зоны между каскадным диском и валиком | X | X | X | |
5.3.1.19.2 | Средства защиты опасной зоны между каскадными дисками и приемным столом | X | X | X | |
5.3.1.20.1 | Управление в толчковом режиме при открытых ограждениях | X | X | X | X |
5.3.1.20.2 | Пуск для поиска неисправностей с помощью стробоскопа | X | X | X | |
5.3.1.21 | Кнопки аварийного останова | X | X | X | |
5.3.1.22 | Снижение шума | X | X | X | |
5.3.1.23 | Устройство предупредительной сигнализации о пуске | X | X | X | |
5.3.2 Машины для изготовления санитарно-гигиенических изделий | |||||
5.3.2.1.1 | Ограждения на приводном ремне | X | X | ||
5.3.2.1.2 | Обратные клапаны на подъемном цилиндре | X | X | ||
5.3.2.1.3 | Средства защиты на поворотной установке | X | X | X | |
5.3.2.1.4 | Средства защиты на натяжном валике | X | X | ||
5.3.2.2.1 | Средства защиты в секции каландрирования | X | X | X | |
5.3.2.2.2 | Средства защиты на тиснильных валах | X | X | X | |
5.3.2.3 | Средства защиты на дисковых ножах | X | X | ||
5.3.2.4 | Управление в толчковом режиме для установки формата в секции продольной сгибки | X | X | X | |
5.3.2.5 | Электропроводимость труб для отсоса отходов | X | X | ||
5.3.2.6 | Устройства безопасности в счетной и передающей секции | X | X | ||
5.3.2.7 | Ограждения в секции контроля продукции | X | X | ||
5.3.2.8.1 | Средства защиты на ленточной пиле | X | X | X | |
5.3.2.8.2 | Средства защиты на водоструйных ножах | X | X | X | |
5.3.2.9.1 | Управление в толчковом режиме при открытых ограждениях | X | X | X | |
5.3.2.9.2 | Управление в толчковом режиме, обнаружение неисправности с помощью стробоскопа | X | X | X | |
5.3.2.10 | Снижение уровня шума | X | X | X | |
5.3.2.11 | Кнопки аварийного останова | X | X | X | |
5.3.2.12 | Предупредительное устройство о пуске | X | X | X | |
5.3.3 Машины для вкладывания дополнительных элементов (вкладок) | |||||
5.3.3.1 | Ограждения, контроль остатка стопы на самонакладе | X | X | ||
5.3.3.2 | Ограждения на самонакладе | X | X | X | |
5.3.3.3 | Устройства безопасности на транспортере и механизмах привода | X | X | ||
5.3.3.4 | Устройство предупредительной сигнализации о пуске | X | X | X | |
5.3.3.5 | Управление в толчковом режиме при открытых ограждениях | X | X | X | |
5.3.3.6 | Кнопки аварийного останова | X | X | ||
5.3.4 Счетно-комплектующие устройства | |||||
5.3.4.1 | Средства защиты зон затягивания на ленточных транспортерах | X | X | ||
5.3.4.2 | Средства защиты в устройстве для удаления отходов | X | X | X | |
5.3.4.3 | Ограждения на поворотном столе | X | X | X | |
5.3.4.4 | Ограждения в приемном устройстве | X | X | X | |
5.3.4.5 | Сброс давления в системе пневмопривода | X | X | ||
5.3.4.6 | Кнопки аварийного останова | X | X | ||
5.3.5 Машины для тиснения бумаги (изделий из бумаги) | |||||
5.3.5.1 | Устройство предупредительной сигнализации о пуске | X | X | X | |
5.3.5.2 | Требования к устройствам для проводки ленты | X | X | ||
5.3.5.3 | Средства защиты в установках для размотки и намотки | X | X | ||
5.3.5.4 | Средства защиты зон затягивания на направляющих валиках | X | X | X | |
5.3.5.5 | Минимальное расстояние на валиках натяжения ленты | X | X | ||
5.3.5.6 | Средства защиты зоны затягивания на тиснильном валу | X | X | X | |
5.3.5.7 | Средства защиты перемещения опорного вала | X | X | X | |
5.3.5.8 | Защита горячих трубопроводов, предупреждающие надписи | X | X | X | |
5.3.5.9 | Средства защиты на дисковых ножах | X | X | ||
5.3.5.10 | Кнопки аварийного останова | X | X | ||
5.4.1 Машины для нанесения жидких покрытий | |||||
5.4.1.1 | Устройство предупредительной сигнализации о пуске | X | X | X | |
5.4.1.2 | Требования к устройствам для проводки ленты | X | X | ||
5.4.1.3 | Средства защиты в устройствах для размотки и намотки рулонов | X | X | X | |
5.4.1.4 | Средства защиты зон затягивания на направляющих валиках | X | X | X | |
5.4.1.5 | Средства защиты места затягивания на дозирующем зазоре | X | X | ||
5.4.1.6 | Ограждения для защиты от горячего расплава материала покрытия | X | X | ||
5.4.1.7 | Выделение опасных веществ | X | X | ||
5.4.1.8 | Средства защиты зон затягивания между валами для нанесения покрытий | X | X | ||
5.4.1.9 | Средства защиты движения сведения и разведения валов для нанесения покрытий | X | X | X | |
5.4.1.10 | Средства защиты зон затягивания на лентах (тефлоновая лента) | X | X | ||
5.4.1.11 | Предупреждение и защита от взрыва | X | X | ||
5.4.1.12 | Средства защиты зоны затягивания между лентой и направляющими валиками | X | X | ||
5.4.1.13.1 | Требования к сушильным устройствам, в которых выделяются воспламеняющиеся вещества | X | X | X | |
5.4.1.13.2 | Средства защиты опасных зон между верхней и нижней частью сушильного устройства | X | X | X | |
5.4.1.13.3 | Защита от самовоспламенения ленты материала | X | X | X | |
5.4.1.13.4 | Защита от контакта с горячими частями | X | X | X | |
5.4.1.13.5 | Обратные клапаны на подъемном цилиндре | X | X | ||
5.4.1.13.6 | Меры безопасности при выполнении работ по техническому обслуживанию | X | X | ||
5.4.1.14 | Кнопки аварийного останова | X | X | ||
5.4.2.1 Машины для ламинирования (припрессовки покрытий) | |||||
5.4.2.1.1 | Средства защиты в устройствах размотки и намотки рулонов | X | X | X | |
5.4.2.1.2 | Средства защиты зон затягивания на ленточных транспортерах | X | X | ||
5.4.2.1.3 | Средства защиты зон затягивания на направляющих валиках | X | X | X | |
5.4.2.1.4 | Средства защиты зон затягивания между лентой материала и направляющими валиками | X | X | X | |
5.4.2.1.5 | Средства защиты движения сведения/разведения ламинирующих валов | X | X | X | |
5.4.2.1.6 | Средства защиты зон затягивания между ламинирующими валами | X | X | X | |
5.4.2.1.7 | Защита от прикосновений к горячим частям | X | X | ||
5.4.2.1.8 | Средства защиты мест обрезки | X | X | ||
5.4.2.1.9 | Кнопки аварийного останова | X | X | ||
5.4.2.2 Машины для ламинирования с нанесением клея | |||||
5.4.2.2.1 | Устройство предупредительной сигнализации о пуске | X | X | X | |
5.4.2.2.2 | Требования к устройствам для проводки ленты | X | X | X | |
5.4.2.2.3 | Средства защиты в устройствах для намотки и размотки рулона | X | X | X | |
5.4.2.2.4 | Средства защиты в самонакладах и приемных устройствах | X | X | X | |
5.4.2.2.5 | Средства защиты зон затягивания на ленточных транспортерах | X | X | ||
5.4.2.2.6 | Средства защиты зон затягивания на направляющих валиках | X | X | ||
5.4.2.2.7 | Средства защиты зон затягивания между ламинированной лентой материала и направляющими валиками | X | X | ||
5.4.2.2.8 | Средства защиты на дисковых ножах | X | X | X | |
5.4.2.2.9 | Средства защиты на транспортирующих валиках | X | X | X | |
5.4.2.2.10 | Средства защиты зон затягивания клеевых валиков и дозирующего зазора | X | X | ||
5.4.2.2.11 | Средства защиты зоны затягивания между ламинирующими валами | X | X | X | |
5.4.2.2.12 | Средства защиты движения разведения и сведения ламинирующих валов | X | X | X | |
5.4.2.2.13 | Ограждения на листорезальных устройствах | X | X | X | |
5.4.2.2.14 | Средства защиты зон затягивания на обжимных лентах | X | X | X | |
5.4.2.2.15 | Средства защиты зоны затягивания между верхней и нижней лентой обжимного транспортера | X | X | X | |
5.4.2.2.16 | Средства защиты опасной зоны на упоре для формирования пачек | X | X | ||
5.4.2.2.17 | Средства защиты опасных зон на поворотном транспортере | X | X | X | |
5.4.2.2.18 | Предупреждение и защита от взрыва | X | X | X | |
5.4.2.2.19 | Кнопки аварийного останова | X | X | ||
Обозначения: |
7 Информация для пользователя
7.1 Инструкция по эксплуатации
7.1.1 Проволокошвейные машины, машины для скрепления картонажей скобами, машины для прикрепления "глазков"
Инструкция по эксплуатации проволокошвейных машин, машин для скрепления картонажей скобами и машин для прикрепления "глазков" с регулируемыми защитными ограждениями должна содержать указания в ясной и понятной форме (схематические рисунки и чертежи) по их правильной установке.
7.1.2 Машины для клеевого скрепления
7.1.2.1 В случае если по условиям производственного процесса фреза не должна останавливаться при открытии блокирующих ограждений на зажимах блока (фреза может застрять в книжном блоке и, вполне вероятно, разрушиться), в инструкции по эксплуатации должно быть указано о наличии остаточного риска, вызываемого остановкой фрезы. Кроме того, рядом с фрезой должен быть предупреждающий знак.
7.1.2.2 В случае если по условиям производственного процесса пуск машины для клеевого скрепления при открытых блокирующих защитных ограждениях должен быть произведен в толчковом режиме с более высокой скоростью, имеется остаточный риск. Поэтому в инструкции по эксплуатации должно быть указано, что работник, который осуществляет управление устройством управления с удержанием/двуручным управляющим устройством, до приведения в действие управляющего устройства должен убедиться в том, что другие работники не находятся в опасной зоне.
7.1.2.3 При применении полиуретанового термоклея (PUR-термоклей) инструкция по эксплуатации должна содержать следующую информацию:
- указание о необходимости наличия соответствующего вытяжного устройства в зоне клеевой ванны и устройства разогрева термоклея с указанием минимально необходимого объема вытяжки;
- указание по выемке термоклеевых баков из машины для клеевого скрепления и по чистке клеевых баков (например, удаление непосредственно под вытяжным колпаком, чистка клеевого бака малоопасными неароматизированными веществами);
- указание о необходимости достаточного проветривания рабочей зоны;
- указание о необходимости соблюдения требований паспорта безопасности материала;
- предупреждение о том, что емкости с клеем и клеевые ванны не следует оставлять открытыми;
- указание по использованию респираторов с соответствующим фильтром, если при замене клеевого резервуара, удалении клеевой ванны из машины и чистке клеевой ванны выделение изоцианатов не может быть полностью исключено;
- указание по использованию респираторов с соответствующим фильтром, если при замене клеевого резервуара, удалении клеевой ванны из машины и чистке клеевой ванны не может быть полностью исключено выделение изоцианатов;
- предупреждение о необходимости применения соответствующих защитных очков и защитных рукавиц, в случае если существует опасность разбрызгивания термоклея, о том, что должны быть в наличии средства для промывания и очистки глаз на случай возможного попадания брызг клея в глаза, о том, что для очистки одежды от брызг клея в рабочей зоне должны быть смывочные средства;
- после окончания работы и перед перерывом руки тщательно моются, так как PUR-термоклей может оказывать раздражающее действие. Рабочий персонал, имеющий дело с клеем такого типа, должен использовать крем для рук, содержащий дубильные вещества;
- одежду, загрязненную клеем, следует немедленно сменить.
7.1.3 Машины для изготовления конвертов
7.1.3.1 В инструкции по эксплуатации должно содержаться предупреждение об остаточном риске, имеющемся между каскадными колесами и находящимися рядом направляющими бумаги, если при пуске машины требуется вмешательство оператора.
7.1.3.2 В случае если для выявления и устранения неисправности требуется применение лампы-стробоскопа, существует остаточный риск, поскольку машины должны работать с очень высокими скоростями в толчковом режиме управления при открытых защитных ограждениях. Инструкция по эксплуатации должна содержать указание об этом остаточном риске, а также должно быть дано указание о том, что оператор, приводящий в действие управляющее устройство с удержанием/двуручное управляющее устройство, должен до начала воздействия на орган управления убедиться в том, что другие работники не находятся в опасной зоне.
7.1.3.3 В инструкции по эксплуатации должно содержаться указание о том, что дозирующий и дукторный валики будут продолжать вращаться после аварийного останова. В ней должно также быть указание о том, что главный выключатель для проверки и ремонта должен быть отключен и защищен от повторного включения.
7.1.3.4 В инструкции по эксплуатации должно содержаться предупреждение об остаточных рисках. На машине должны быть предусмотрены предупреждающие знаки общего характера об опасности (предупреждающая пиктограмма об опасности повреждения рук).
7.1.4 Машины для изготовления санитарно-гигиенических изделий
7.1.4.1 В случае если для выявления и устранения неисправности требуется применение лампы-стробоскопа, существует остаточный риск, поскольку машины должны работать в толчковом режиме управления на очень высокой скорости при открытых защитных ограждениях. В инструкции по эксплуатации должны содержаться предупреждение об этом остаточном риске, а также предупреждение оператора, приводящего в действие устройство управления с удержанием/двуручное управляющее устройство, о необходимости убедиться до начала воздействия на орган управления в том, что другие работники не находятся в опасной зоне.
7.1.4.2 В инструкции по эксплуатации должны быть предоставлены сведения по установке тоннельного ограждения у ленточной пилы со стороны приемки. В ней должно быть указано об опасности порезаться, если установленное защитное ограждение не отрегулировано по формату продукции.
7.1.5 Машины для тиснения бумаги (изделий из бумаги)
В инструкции по эксплуатации должна содержаться информация об остаточной опасности при движении на малых скоростях. В ней должно быть указано, что оператор должен предварительно выяснить и удостовериться, где находится кнопка аварийного останова.
7.1.6 Машины для нанесения жидких покрытий
7.1.6.1 В инструкции по эксплуатации должно быть указано, что производительность вытяжного устройства должна соответствовать применяемым веществам. По этому вопросу необходимо получить консультации у изготовителей вещества.
7.1.6.2 В инструкции по эксплуатации должна быть предоставлена информация, для каких рабочих веществ спроектировано сушильное устройство, и содержаться четкое указание, если сушильное вещество не предназначено для рабочих веществ, содержащих растворители.
7.1.6.3 Должны быть даны инструкции о том, что при техническом обслуживании и проверках следует применять предусмотренные механические устройства для защиты персонала при работе на сушильном устройстве.
7.1.7 Толчковый режим работы со скоростью более 10 м/мин при управлении двумя руками
Имеется остаточный риск в случае, если по условиям производства пуск машины должен выполняться при открытых защитных ограждениях посредством управления двумя руками со скоростью более 10 м/мин. Поэтому в инструкции по эксплуатации должно содержаться указание, что работник, который приводит в действие двуручное управляющее устройство, до начала воздействия на орган управления должен убедиться, что другие работники не находятся в опасной зоне.
7.1.8 Высокие температуры контакта
В инструкции по эксплуатации должны содержаться информация о наличии горячих мест в машине и предупреждение об опасности ожога при открытых защитных ограждениях.
Поблизости от горячих мест должны быть предусмотрены предупреждающие знаки в виде пиктограмм о наличии риска (предупреждение о горячих поверхностях).
Приложение A (обязательное). Общие требования безопасности
Приложение A
(обязательное)
A.1 Производственные линии
При совместном построении машин в линию для переработки (поточные линии) с централизованным управлением любые дополнительные риски, вызываемые таким объединением (например, интегрированные линии для производства книг), должны быть подвержены оценке.
Должны действовать требования к отдельным машинам (например, требования по режиму управления устройством с удержанием).
По мнению Рабочей группы 1 ТС 198, это приложение должно быть включено в ЕН 1010-1:2004 при последующей переработке.
A.2 Предупредительное устройство о пуске
Система управления предупредительным устройством о пуске должна соответствовать категории В.
По мнению Рабочей группы 1 ТС 198, это приложение должно быть включено в ЕН 1010-1:2004 при последующей переработке.
A.З Предельные значения для блокирующих защитных ограждений
Блокирующее защитное ограждение с фиксацией закрытия требуется в тех случаях, когда ширина отверстия, при котором защитное ограждение, перемещаясь из своей защитной позиции, достигает положения, в котором приводится в действие датчик положения (на останов машины), не соответствует таблице А.1.
Таблица A.1 - Предельные величины для защитных ограждений с блокировкой
Безопасное расстояние | Допустимая ширина отверстия |
|
|
80 мм |
|
500 мм |
|
|
|
Блокирующее ограждение с фиксацией закрытия требуется также тогда, когда опасное движение не может быть остановлено в пределах максимум 10 с после изменения положения датчика положения.
По мнению Рабочей группы 1 ТС 198, это приложение должно быть включено в ЕН 1010-1:2004 при последующей переработке, однако это не должно применяться к части 3.
Приложение ZA (справочное). Взаимосвязь между настоящим европейским стандартом и основополагающими требованиями Директивы ЕС 98/37/ЕС
Приложение ZA
(справочное)
Настоящий европейский стандарт подготовлен на основании поручения, данного Комитету по стандартизации (CEN) Европейской комиссией и Европейской ассоциацией свободной торговли (EFTA) обеспечить средства подтверждения соответствия основополагающим требованиям Нового подхода Директивы по оборудованию ЕС 98/37 с изменениями, установленными Директивой ЕС 98/79.
После опубликования информации о настоящем стандарте в официальном бюллетене Европейского союза на основании указанной Директивы и его введения в действие в качестве национального стандарта по крайней мере одним государством - его членом соответствие нормативным положениям настоящего стандарта дает основание для признания его соответствия основополагающим требованиям упомянутой Директивы и связанным с ней правилам EFTA в пределах рамок действия настоящего стандарта.
Предупреждение - К продукции, на которую распространяется действие настоящего стандарта, могут быть применены также и другие требования, и другие Директивы ЕС.
Приложение ZB (справочное). Взаимосвязь между настоящим европейским стандартом и основополагающими требованиями Директивы ЕС 2006/42/ЕС
Приложение ZB
(справочное)
Настоящий европейский стандарт подготовлен на основании поручения, данного Комитету по стандартизации (CEN) Европейской комиссией и Европейской ассоциацией свободной торговли (EFTA) обеспечить средства подтверждения соответствия основополагающим требованиям Нового подхода Директивы ЕС 2006/42/ЕС по машинам и оборудованию.
После опубликования информации о настоящем стандарте в официальном бюллетене Европейского союза на основании указанной Директивы и его введения в действие в качестве национального стандарта по крайней мере одним государством - его членом соответствие разделам настоящего стандарта, приведенное в таблице 2, дает основание для признания его соответствия основополагающим требованиям упомянутой Директивы и связанным с ней правилам EFTA в пределах рамок действия настоящего стандарта.
Предупреждение - К продукции, на которую распространяется действие настоящего стандарта, могут быть применены также и другие требования, и другие Директивы ЕС.
Приложение ДА (справочное) . Сведения о соответствии ссылочных европейских стандартов ссылочным национальным стандартам Российской Федерации (и действующим в этом качестве межгосударственным стандартам)
Приложение ДА
(справочное)
Таблица ДА.1
Обозначение ссылочного европейского стандарта | Степень соответ- | Обозначение и наименование соответствующего национального (межгосударственного) стандарта |
ЕН 292-1:1991 | IDT | ГОСТ Р ИСО 12100-1-2007 "Безопасность машин. Основные понятия, общие принципы конструирования. Часть 1. Основные термины, методология" |
ЕН 292-2:1991+А1:1995 | IDT | ГОСТ Р ИСО 12100-2-2007 "Безопасность машин. Основные понятия, общие принципы конструирования. Часть 2. Технические принципы" |
ЕН 294:1992 | IDT | ГОСТ Р 51334-99 "Безопасность машин. Безопасные расстояния для предохранения верхних конечностей от попадания в опасную зону" |
ЕН 349:1993 | IDT | ГОСТ Р 51335-99 "Безопасность машин. Минимальные расстояния для предотвращения защемления частей человеческого тела" |
ЕН 626-1 | IDT | ГОСТ ИСО 14123-1-2000 "Безопасность оборудования. Снижение риска для здоровья от опасных веществ, выделяемых оборудованием. Часть 1. Основные положения и технические требования" |
ЕН 626-2 | IDT | ГОСТ ИСО 14123-2-2001 "Безопасность оборудования. Снижение риска для здоровья от опасных веществ, выделяемых оборудованием. Часть 2. Методика выбора методов проверки" |
ЕН 954-1:1996 | IDT | ГОСТ Р ИСО 13849-1-2003 "Безопасность оборудования. Элементы систем управления, связанные с безопасностью. Часть 1. Общие принципы конструирования" |
ЕН 1010-1:2004+А1:2010 | IDT | ГОСТ Р ЕН 1010-1-2009 "Оборудование полиграфическое. Требования безопасности для конструирования и изготовления. Часть 1. Общие требования" |
ЕН 1010-2:2006 | IDT | ГОСТ Р ЕН 1010-2 "Оборудование полиграфическое. Требования безопасности для конструирования и изготовления. Часть 2. Машины печатные и лакировальные" |
ЕН 1010-3:2002+А1:2010 | IDT | ГОСТ Р ЕН 1010-3-2009 |
________________ | ||
ЕН 1050:1996 | IDT | ГОСТ Р 51344-99 "Безопасность машин. Принципы оценки и определения риска" |
ЕН 1070:1998 | IDT | ГОСТ ЕН 1070-2003 "Безопасность оборудования. Термины и определения" |
ЕН 1539:2000 | - | * |
ЕН 13023 | MOD | ГОСТ Р 53479-2009 "Оборудование полиграфическое. Методы определения шумовых характеристик. Степени точности 2 и 3" |
ЕН 61000-6-4:2002 | IDT | ГОСТ Р 51317.6.4-2009 "Совместимость технических средств электромагнитная. Помехоэмиссия от технических средств, применяемых в промышленных зонах. Нормы и методы испытаний" |
ЕН ИСО 4871 | MOD | ГОСТ ЕН 30691-2001 "Акустика. Заявление и контроль значений шумовых характеристик (ИСО 4871:1996)" |
______________ | ||
* Соответствующий национальный стандарт отсутствует. До его утверждения рекомендуется использовать перевод на русский язык данного международного стандарта. Перевод данного международного стандарта находится в Федеральном информационном фонде технических регламентов и стандартов. |
Электронный текст документа
и сверен по:
официальное издание
М.: Стандартинформ, 2012
