ГОСТ Р 70004-2022
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Сохранение объектов культурного наследия
ОКОННЫЕ И ДВЕРНЫЕ ПРИБОРЫ
Общие требования
Preservation of cultural heritage objects. Window and door appliances. General requirements
ОКС 97.195
Дата введения 2022-04-01
Предисловие
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием "Центральные научно-реставрационные проектные мастерские" (ФГУП ЦНРПМ), Федеральным автономным учреждением "РосКапСтрой" (ФАУ "РосКапСтрой"), Обществом с ограниченной ответственностью "Научно-производственное объединение музейной реставрации и консервации" (ООО "НПО музейной реставрации и консервации")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 082 "Культурное наследие"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 11 февраля 2022 г. N 62-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
Введение
Конструктивные элементы памятников деревянного и каменного зодчества - дверные и оконные заполнения подвержены нагрузкам и воздействиям окружающей среды, внешним механическим повреждениям, естественному физическому износу и деградации свойств материалов во времени.
В зависимости от объема, характера повреждений их деталей и конструкций для каждого объекта культурного наследия в соответствии с проектом реставрации и приспособления выбирается вид работ по сохранению поврежденных скобяных изделий оконных и дверных проемов. В случае полной утраты работоспособности либо уничтожения оконных и дверных приборов возникает необходимость их полной замены с воссозданием конструкций и узлов по историческим аналогам и технологиям.
Для установления единых требований к порядку выбора вида работ по сохранению поврежденных оконных и дверных приборов памятников деревянного и каменного зодчества, а также к правилам обращения с воссозданными скобяными изделиями появилась необходимость разработки национального стандарта по данной тематике.
1 Область применения
Настоящий стандарт определяет общие правила и виды работ по сохранению оконных и дверных приборов, применяемых для запирания, закрывания и обеспечения функционирования оконных и дверных заполнений, ворот, ставень и решеток объектов культурного наследия.
Настоящий стандарт предназначен для применения юридическими лицами и индивидуальными предпринимателями, которые выполняют работы по сохранению объектов культурного наследия, независимо от их категории историко-культурного значения и формы собственности, а также выявленных объектов культурного наследия, специалистами федеральных, региональных и муниципальных органов охраны объектов культурного наследия, экспертами по проведению государственной историко-культурной экспертизы, преподавателями учебных заведений, осуществляющими подготовку реставрационных кадров, заказчиками работ по сохранению объектов культурного наследия, собственниками или иными законными владельцами объекта культурного наследия, представителями общественных организаций в сфере сохранения объектов культурного наследия.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 538 Изделия замочные и скобяные. Общие технические условия
ГОСТ 5090 Изделия скобяные для деревянных окон и дверей. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в действующую версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 538, а также следующие термины с соответствующими определениями:
3.1 замок: Приспособление, металлический прибор для запирания ключом.
Примечание - Замки бывают: висячие, накладные (коробчатые, английские), врезные (внутренние, французские).
3.2 ключевина (замочная скважина): Отверстие для ключа.
Примечание - Ключевиной также называются вращающиеся накладки на замочную скважину.
3.3 крацевание: Механическая обработка металлических изделий при помощи металлических щеток.
Примечание - Крацевание используют для декоративной отделки изделия, а также в качестве подготовительной операции очистки изделия перед дальнейшей обработкой.
3.4 лапки: Небольшие металлические пластины с отверстиями для шурупов, которыми скобы крепятся к полотнищу.
Примечание - Лапки бывают: заостренные, скругленные, фигурные, комбинированные.
3.5 металлические скобяные изделия: Металлические элементы, предназначенные для крепления, открывания-закрывания и фиксации створных оконных переплетов, форточек, арматур, фрамуг и дверных полотен.
3.6 петля: Приспособление, служащее для крепления полотнищ к коробке, откосу и позволяющее им закрываться и открываться.
3.7 подручечная розетка (накладка): Металлическая пластина с замочной скважиной или отверстием для ручки (или с тем и другим вместе), предназначенная для декорирования места крепления и предотвращения механических повреждений дерева ключом.
3.8 пятник: Стержень, служащий для вращения дверных полотен, оконных створок, форточек и фрамуг.
3.9 угольник: Металлическое приспособление в виде уголка, предназначенное для скрепления места соединения продольного и поперечного полотен с целью придания жесткости.
3.10 фалевая ручка: Разновидность устройств с защелкой (язычком) подвижного типа для открывания (закрывания) двери.
Примечание - Фалевые ручки бывают: крутящиеся и нажимные.
3.11 шпингалет: Приспособление в виде подвижной металлической пластины или стержня, которое применяется с целью фиксации оконной или дверной створки в открытом или закрытом положении.
Примечание - Шпингалеты бывают: сквозные и накладные.
4 Общие положения
4.1 К оконным и дверным приборам (далее - скобяные изделия) относят фалевые ручки с подручечными розетками, платами, ключевинами, накладками; глухие ручки с платами, кронштейнами (или кнопками) и деталями крепления ручек; шпингалеты (сквозные, накладные), дверные и оконные петли, угольники, пятники, замки и воротные приборы.
4.2 Скобяные изделия предназначены для запирания, закрывания и обеспечения функционирования оконных и дверных блоков, ворот, ставень, решеток, применяемых в зданиях и сооружениях объектов культурного наследия.
4.3 По своему устройству и оформлению скобяные изделия подразделяют на четыре категории сложности:
I - скобяные изделия простой формы, гладкие, состоящие из двух и более частей - скобы с платой, ручкой, розеткой, замки шкафной и ящичный, дверные и оконные, петли с облицовкой, шкафные и форточные петли, угольники, накладные шпингалеты, задвижки;
II - скобяные изделия нескольких профилей, состоящих из трех и более частей, - прибор из двух ручек, скоб, врезной замок с облицовкой, врезные шпингалеты с обкладкой, массивные дверные, угловые пятники;
III - скобяные изделия, состоящие из деталей, орнаментованных с рисунком простой и средней сложности, невысокого рельефа, фигурные - прибор из двух ручек с фалевым замком, накладные шпингалеты длиной до 2,5 м;
IV - скобяные изделия сложной конфигурации, ажурным рельефом, орнаментованные, с мелким рисунком и деталями скульптурного характера - накладные и врезные замки с двумя корпусами, сквозные шпингалеты длиной от 2,5 до 4 м.
Примечание - Настоящий стандарт не распространяется на скобяные изделия специального назначения в части дополнительных требований к пожарной безопасности, защите от взлома и т.д., а также на конкретные виды работ по воссозданию утраченных скобяных изделий и реставрации сохранившихся старинных изделий.
4.5 Классификация оконных приборов
4.5.1 Основными видами оконных приборов являются:
- петли;
- ручки;
- задвижки (шпингалеты, завертки, балансики);
- ветровые крюки;
- остановы;
- подставки, отвесы и противовесы.
4.5.2 Оконные приборы изготавливают из металла (железо, чугун, медь, латунь, бронза). При этом железо и чугун несут конструктивные, силовые нагрузки, а медь, латунь и бронза - декоративные. Приборы железные, чугунные, без латунной обертки обязательно красят черной краской. Покраска является консервационной мерой по предохранению от коррозии. Окраска прибора не исключает применение латуни, меди и бронзы.
4.5.3 Петли по способу крепления разделяют на пяточные, вколотные, врезные и накладные, по конструкции - на шарнирные (три и более членения) и полушарнирные (два членения).
4.5.4 Ручки, в зависимости от исторического периода изготовления, могут быть в виде кольца, шарнирной скобы, костыля (костылька), скобы и иметь следующие формы: граненые, цилиндрические, У-образные, валиковые. Встречаются асимметричные Г-образные костыльки.
4.5.5 Задвижки могут быть продольными и поперечными. Продольные задвижки называются шпингалетами, поперечные - завертками и балансиками, применяемыми для фиксации фрамуг, форточек и зимних рам. Форточные завертки применяются двух типов: внутренние и наружные. Конструкция внутренних заверток предусматривает наличие шайбы с наружной стороны рамы, язычка и пробоя. Костыли внутренних заверток по преимуществу имеют трубчатую и дуговую форму.
4.5.6 Шпингалеты бывают двух основных типов: автономные и раздвижные. Автономные шпингалеты состоят из хомутиков, крепимых к планке, которые держат движущийся стержень прямоугольного или квадратного сечения. Сечение стержня является датировочным признаком. Раздвижной шпингалет состоит из единой планки, на которой верхний и нижний стержни приводятся в движение ручкой в средней части шпингалета.
4.5.7 Устройства, фиксирующие шпингалеты в закрытом состоянии, одинаковы как для раздвижных, так и для автономных шпингалетов. Верхний шпингалет фиксируется колпачком, нижний - пробоем. Пробой крепится к коробке или подоконнику, колпачок - к фрамуге. Если фрамуга отсутствует, крепление верхнего шпингалета осуществляется пробоем, крепимым к коробке.
4.5.8 Вместо шпингалетов иногда применяются крючки для крепления рам к коробке. Крючки также используются в случаях утрат шпингалетов или неудобства их применения в силу особой конструкции коробки.
4.5.9 Ветровые крюки крепятся на оконных рамах и могут быть как одинарными (для летних створок), так и двойными - для внутренних и наружных створок, отворяемых в разные стороны. В зависимости от исторического периода могут быть следующей формы: прямоугольные, с развитой концевой частью, клиновидные.
4.5.10 Остановы применяются в качестве ограничителей для рам, открывающихся внутрь.
4.5.11 В целях фиксации подъемных рам применяются подставки, а также отвесы и противовесы, спрятанные в массиве оконной коробки или стены.
4.5.12 Для крепления конструкций оконных рам используются гвозди, шурупы и наугольники. Наугольники (накладки) применяются для придания рамам жесткости и накладываются на их углы.
4.6 Классификация дверных приборов
4.6.1 Основными видами дверных приборов являются:
- петли;
- задвижки;
- крюки;
- замки;
- ручки.
4.6.2 Первоочередными материалами для изготовления дверных приборов являются металл и чугун, обеспечивающие крепость замков и запоров, а также медь, латунь и бронза.
4.6.3 Исторически петли по способу крепления разделяются на пяточные и прикрепляемые. Пяточные петли выполняются едино с дверью из того же материала. Прикрепляемые петли подразделяют на однокартные (навесные, на крюках, на полупетлях) и двухкартные створные (накладные, врезные и вколотные). По своей конструкции - на шарнирные (три и более членения) и полушарнирные (два членения). На лицевую сторону железных врезных карт часто крепится винтами декоративная латунная пластина - накладка. Также применяются винтовые петли - с резьбой на стержне и гильзе для самопроизвольного закрывания дверей.
4.6.4 Дверные задвижки бывают двух видов - продольные и поперечные, при этом поперечные задвижки выполняются врезными и накладными, а продольные задвижки представляют собой шпингалеты. При этом шпингалеты бывают раздвижными, непрерывными (во всю высоту двери с коробкой и ручкой в средней части) и автономными (отдельно верхний и нижний). В зависимости от расположения на двери шпингалеты могут быть врезными и накладными. Для наружных шпингалетов верхним фиксатором является колпачок, нижним - пробой. Для врезных шпингалетов верхним и нижним фиксатором являются пробои.
4.6.5 Дверные кованые крюки служат в качестве дешевого заменителя либо шпингалетов в двустворных дверях, либо поперечных задвижек.
4.6.6 На объектах культурного наследия применяются следующие типы замков:
- висячие;
- накладные (коробчатые);
- врезные (внутренние).
4.6.7 Ручки-скобы изготавливают как полые внутри (из латуни), спаянные из двух половинок, так и цельнолитые и цельнокованые (из железа и чугуна). По способу крепления скобы бывают вбивными, на лапках и на планках.
4.6.8 Для симметрии на створке двери, на которой нет замка, часто применяются "ложные" приборы, представляющие собой ручки с личиной.
4.6.9 При изготовлении скобяных изделий используются методы художественного литья, чеканки, ковки, сверления, пайки и пр.
4.7 Технология выполнения основных видов работ по реставрации и воссозданию скобяных изделий должна соответствовать требованиям реставрационно-консервационных работ на памятниках декоративно-прикладного искусства - памятниках из металла.
4.8 Внешний вид основных скобяных изделий представлен в приложении А.
5 Работы по сохранению оконных и дверных приборов объектов культурного наследия
5.1 При проведении работ по консервации, ремонту, реставрации и воссозданию следует учитывать, что скобяные изделия не только составляют единый комплект, обусловленный определенными техническими и стилевыми характеристиками, но и находятся в непосредственной связи с деревянными заполнениями окон и дверей, их конструктивными типами, габаритами, расстекловкой, профилированными деталями, пространственными характеристиками. Форма петель и конструкция их крепления к дереву оконных и дверных заполнений являются наиболее надежными датировочными признаками.
5.2 Перед началом проведения работ по сохранению скобяных изделий из цветных и черных металлов необходимо тщательно изучить и определить, из какого металла или сплава изготовлено изделие, его сохранность, наличие или отсутствие металлического ядра, толщину слоя продуктов коррозии, наличие активных очагов. При определении типа металла, из которого выполнено изделие, возможно применение простейших химических методов с набором незначительного количества реактивов.
5.3 После демонтажа скобяных изделий и разборки на детали снятых приборов осуществляется их измерение.
Скобяные изделия лучше фиксировать в демонтированном состоянии потому, что фиксации подлежат конструкции и детали, скрытые в коробке и в толще переплета. На кроки окон и дверей показывают только общие габариты и координатную привязку приборов.
Приборы измеряют и вычерчивают по правилам выполнения машиностроительных чертежей. Для измерения скобяных изделий применяют штангенциркуль точностью 0,1 мм, которую можно считать достаточной.
Фиксации подлежат также гвозди и шурупы с указанием размеров, места применения и материала. Шурупы измеряют по одному на тип, гвозди - 3-4 однотипных.
Фотофиксацию проводят с использованием масштабной линейки с контрастными делениями. Лучше использовать складную шкалу, которую можно раздвигать под углом 90°. Фотофиксации подлежат сами скобяные изделия, профилировка коробок, рельефные и живописные детали.
5.4 Работы по ремонту скобяных изделий
5.4.1 При деформации латунной пустотелой части ручки производят продольную распайку ручки по шву, выравнивание поверхности с тыльной стороны с последующей запайкой. После запайки шов не должен быть виден на поверхности ручки. Затем латунную часть ручки чистят химическим или механическим способом и консервируют для предохранения поверхности от окислительных реакций.
Если резьба сорвана на гайке, то ее заменяют, если на стержне, то резьбовой штырь наваривают на 0,1-0,2 мм меньше диаметра резьбы, а затем резьбу нарезают заново. При замене резьбы на гайке и стержне одновременно резьба может быть современной метрической (не обязательно дюймовой).
При расшатывании ручки в отверстии проводят расклинивание деревянными или металлическими пластинами.
5.4.2 При отставании и задирании фольги на шпингалетах ее плотно прижимают к стержню и укрепляют пайкой. Утраченные части фольги докомпоновывают.
При потере подвижности вследствие загрязнения движущихся частей шпингалета его разбирают, чистят, смазывают и собирают с последующим монтажом.
При потере подвижности вследствие деформации каких-либо деталей шпингалет подлежит выпрямлению (рихтовке).
Латунные детали шпингалетов чистят и консервируют, железные окрашивают черной краской.
5.4.3 Отставшую от железной основы фольгу на наружной части полушарнирных вколотных петель закрепляют пайкой. Обычные полушарнирные петли состоят из двух карт с отверстиями для шурупов. Карты соединяются круглым стержнем, называемым баутом. При сильном трении в место соединения трубок баутов помещают кольцо из более мягкого металла, чем трубка баута, надевая его на стержень. При деформации стержня петли его выравнивают, реже заменяют другим из более прочного, но не хрупкого металла.
Шарнирные петли изнашиваются в местах соприкосновения элементов баута. Устранить это можно наваркой металлом сносившихся частей. После чего снимают лишний металл и проводят отделку и консервацию поверхности петли.
5.5 Работы по реставрации скобяных изделий
5.5.1 К основным видам работ по реставрации скобяных изделий относят:
- демонтаж скобяных изделий из цветных металлов;
- разборку на детали снятого изделия;
- расчистку от старого отделочного слоя деталей изделия;
- рихтовку деформации латунной облицовки латунных деталей (в случае необходимости);
- шлифовку гладких поверхностей;
- полировку гладких поверхностей;
- проверку и выправку деталей (в случае необходимости);
- ремонт механизма, ключей и смену латунной обкладки (в случае необходимости);
- покрытие лаком латунных лицевых поверхностей;
- сборку простых деталей изделия с пригонкой со слесарной обработкой и без нее и изготовлением крепежа;
- крепление сложных деталей изделия между собой с механической слесарной обработкой (сверлением и обработкой отверстий, пайкой и другими работами);
- установку изготовленных вновь или реставрированных изделий старинного образца, включая разметку места установки, долбление или ремонт гнезда для врезных изделий, установку и крепление изделия, укрепление латунной облицовки, проверку правильности действия изделия.
5.5.2 Очистка изделий от загрязнений
5.5.2.1 Перед общей очисткой от загрязнений изделия из металла необходимо сделать пробную расчистку. Подбирают очищающий раствор, начиная с более слабого, переходя затем к более сильному. При этом первую пробу делают тампоном, если грязь не убирается сразу, то на поверхность накладывают компресс. После выяснения авторской отделки поверхности, наличия патины и пр. приступают к общей очистке.
5.5.2.2 Очистку загрязнений проводят как органическими растворителями или водными растворами неорганических соединений, так и механическим или химико-механическим способом с помощью порошков и паст.
5.5.2.3 Очистка органическими растворителями основана на их способности растворять вещества жирового характера, масла, консервирующие покрытия, удаляя их с обрабатываемой поверхности. Изделия очищают погружением, протиранием, компрессами. Органические растворители применяют в тех случаях, когда другие способы очистки не дают удовлетворительного результата, например, при удалении воско-жировых загрязнений из глубоких углублений.
5.5.2.4 Изделия со сложной декоративной отделкой поверхности (искусственная патина, втертая в рисунок паста, наличие красочного слоя, сочетание металла с материалами органического происхождения) очищают от загрязнений только органическими растворителями, начиная с наиболее безвредного для изделия - этилового спирта и переходя к более сильным.
5.5.2.5 Для удаления остатков жировых загрязнений, а также снятия загрязнений, не растворимых в использованных органических растворителях, применяют щелочные растворы, нагретые до температуры 50°С-60°С. Активным компонентом водных моющих составов является кальцинированная сода (карбонат натрия), которая обеспечивает щелочность среды и оказывает омыляющее действие на растительные и животные жиры. Фосфаты улучшают моющую способность растворов, способствуют растворению карбонатов и оксидов меди. Чаще всего используют ортофосфат натрия. Введение в раствор метафосфата, полифосфатов и триполифосфата натрия заметно повышает моющую активность раствора.
5.5.2.6 Для удаления старой краски рекомендуются растворители, состоящие из смеси различных органических веществ. Скорость удаления старой краски зависит от многих причин, поэтому лучше удалять ее с помощью компрессов, определяя время выдержки опытным путем.
5.5.3 Очистка скобяных изделий из цветных металлов от продуктов коррозии
5.5.3.1 Для литых изделий из медных сплавов естественная патина не представляет опасности. Образование пленок ведет только к потере изделием металлической фактуры, блеска и к изменению цвета.
5.5.3.2 Главным разрушителем для медных сплавов является хлор. Значительный урон изделию наносит "бронзовая болезнь" - рецидивная коррозия, связанная с особенностями металла.
5.5.3.3 Работу над изделием из цветного металла начинают с определения наличия хлора в корках, наросших на изделии. Для выявления присутствия вредных хлористых соединений применяют увлажнение изделия в специализированной камере, определяя при этом допустимость продолжительного хранения изделия на открытом воздухе.
5.5.3.4 Механический способ очистки цветных металлов не рекомендуется применять как самостоятельный метод, он, как правило, всегда сопутствует другим методам. Для удаления бугорков, бородавок, шишек, грубых слоев окислов и пр. допускается аккуратное использование молотков, резцов и т.п. Для вскрытия шишек предпочтительно использовать особый нож с коротким клинком, имеющим форму около четверти окружности с заостренным концом впереди. Также механическую очистку применяют в отношении размягченных после химической обработки наслоений, которые удаляются с поверхности металла.
5.5.3.5 Термический способ очистки от коррозии цветных металлов не получил широкого распространения, так как при температуре около 300°С начинается разрушение патины вследствие разложений углекислых соединений меди.
5.5.3.6 При химическом способе очистки применяют химические реактивы, способные растворить наслоения на цветных металлах. Для химической очистки изделий из меди и медных сплавов можно использовать 30%-ный раствор муравьиной кислоты. В процессе обработки необходимо следить, чтобы с поверхности предмета удалялись только солевые и оксидные загрязнения и новообразования, но не происходило бы растравливания металла и вторичного отложения меди. Хорошо очищают поверхность меди и медных сплавов 5-10%-ные растворы лимонной и уксусной кислот, но после обработки в этих растворах изделия необходимо тщательно промывать. Медные и бронзовые предметы можно очистить от оксидно-солевых загрязнений, неравномерной и "дикой" патины в 10-15%-ных растворах аммиака и карбоната аммония. Высокой очищающей способностью по отношению к оксидно-солевым и карбонатно-кальциевым загрязнениям обладает 10%-ный раствор трилон Б. Специфическим мягким растворителем продуктов коррозии меди и бронзы является 10-15%-ный раствор гексаметафосфата натрия. Значительно ускоряется обработка при использовании горячего 20%-ного раствора гексаметафосфата натрия (40°С-50°С). В качестве очищающего средства широко используются пастообразные пленкообразующие очищающие составы на основе поливинилового спирта (ПВС) и поливинилацетатной дисперсии (ПВАД), содержащие глицерин или другие многоатомные спирты, а также этилендиамин или полиэлектролиты, содержащие карбоксильные группы (метакриловую кислоту, гидролизованный сополимер стирола с малеиновым ангидридом - стиромаль).
5.5.3.7 Электрохимические и электролитические способы очистки поверхности изделий из цветных металлов применяются при необходимости удаления локальных оксидно-солевых и других загрязнений. С этой целью на очищаемый участок наносят пасту из порошкообразного цинка, алюминия или магния в 10-15%-ном растворе едкого натра или едкого калия. Выделяющийся в ходе реакции водород способствует восстановлению солей и оксидов меди до металла и удалению загрязнений.
5.5.3.8 Электролитический способ очистки от коррозии является наилучшим способом очистки для цветных металлов. Обычно этим способом очищают достаточно крупные изделия, если они имеют хорошо сохранившуюся металлическую сердцевину, так как очистка происходит до полного обнажения металлической поверхности, или одновременно однородные мелкие предметы с одинаковой сохранностью. Этот метод позволяет наиболее полно очистить цветной металл от продуктов коррозии, выводя их из пор и трещин.
5.5.3.9 Электрохимическая очистка представляет собой катодное удаление продуктов коррозии без внешнего источника электрического тока. Ее можно использовать для металла в том случае, если металлическое ядро отсутствует. Этим методом также можно обрабатывать мелкие тонкие изделия. Электрохимическая очистка может быть осуществлена в растворах ортофосфорной кислоты с добавками хромового ангидрида и некоторых органических соединений. Процесс проводят при комнатной температуре. Возможна локальная обработка участка стержневым электродом, заключенным в стеклянную трубку, через которую медленно подается электролит. Удовлетворительных результатов можно достичь при электрохимической очистке поверхности в одном из следующих растворов: хромовый ангидрид, сульфат аммония, хлорид аммония, хлорид натрия. Процесс также ведут при комнатной температуре.
5.5.4 Очистка скобяных изделий из черных металлов от продуктов коррозии
5.5.4.1 Основными видами коррозионного разрушения являются ржавчина и соединения железа с хлором.
5.5.4.2 Механические способы удаления коррозии не могут рассматриваться отдельно от остальных способов очистки черных металлов. В качестве вспомогательного средства механическая обработка значительно ускоряет срок проведения работы. Механические способы разбивают на ручные и механизированные приемы.
5.5.4.3 При термическом способе удаления коррозии изделие нагревается до красного каления. При остывании различная степень расширения черного металла и ржавчины приводит к отслаиванию и разрыхлению последней, что позволяет ее легче удалить механическим путем. При необходимости изделие подвергается нескольким циклам нагревания и охлаждения. Данный способ применяется только к изделиям, сохранившим подлинный металл в значительном объеме.
Термическое восстановление окисленного железа с помощью оксида углерода проводят в электрической печи под слоем древесного угля при ограниченном доступе воздуха и температуре 800°С. Термическое восстановление окисленного железа с помощью водорода осуществляется в трубчатых печах с регулируемой по длине печи температурой. В реакционную часть печи подается аммиак, который на катализаторе при температуре 400°С-600°С разлагается на азот и водород, при этом отходящие газы, содержащие значительное количество непрореагировавшего водорода, сжигаются. Изделия после термического восстановления оксидов железа имеют развитую поверхность ("губчатый" металл), поэтому их тщательно промывают сначала в кипящем растворе едкого натра, а затем в дистиллированной воде и сушат.
5.5.4.4 Химическую обработку проводят для основательного освобождения металла от наличия солей, особенно хлористых. Наиболее лучшими реактивами являются реактивы на основе щавелевой, лимонной, фосфорной кислот. Также эффективной является обработка черных металлов в насыщенном растворе карбоната аммония в нашатырном спирте, раствором гидроксида лития в этиловом спирте. После очистки и промывки железное изделие ополаскивают раствором нитрита натрия. При реставрации изделий из черных металлов используют преобразователи ржавчины в тех случаях, когда по какой-либо причине оксиды железа не могут быть удалены. Преобразователем ржавчины служит танин.
Очистку изделий из черных металлов от масел, восков, красок и других временных консервирующих покрытий, а также органических загрязнений, образовавшихся за время эксплуатации изделия, выполняют с помощью индивидуальных органических растворителей или их смесей. Из органических растворителей для обезжиривания чаще всего применяют хлорированные углеводороды: тетрахлорэтилен или трихлорэтилен (две-три смены раствора). При обезжиривании полированных поверхностей к хлорированным углеводородам добавляют поверхностно-активные вещества. Очистку поверхностей от жиров растительного или животного происхождения и восков проводят растворами щелочей (едкая щелочь, фосфат натрия, карбонат натрия). Для очистки от масел и красок рекомендуется использовать водные растворы синтетических моющих средств (карбонат натрия, полифосфат натрия, сульфонол, ситанол и т.п.).
5.5.4.5 Электролитический способ очистки от коррозии изделий из черных металлов аналогичен способу очистки цветных металлов.
5.5.4.6 Электрохимический способ очистки изделий из черных металлов также практически идентичен способу очистки изделий из цветных металлов, за исключением применения ряда химических кислот и растворов (например, серную кислоту не допускается применять, так как она уничтожит железо). Изделие из черного металла при этом подключается к отрицательному полюсу источника питания, а анодом служит свинцовая или железная пластина. Состав раствора, применяемого для электрохимической обработки, приблизительно такой же, как и для обезжиривания, но обычно без добавления эмульгаторов. Процесс проводят при температуре раствора 60°С-80°С и высокой плотности тока. Периодически проводят перемену полярности. Тонкостенные изделия целесообразно подвергать только анодной обработке.
5.5.5 Промывка и просушка изделий
5.5.5.1 После проведения процедур по удалению коррозии любым из вышеуказанных способов изделие в обязательном порядке требуется промыть и просушить.
5.5.5.2 Применяется так называемая интенсивная промывка, при которой изделие рекомендуется длительно вымачивать в дистиллированной воде, чередуя нагрев и охлаждение. Применением многократного чередования нагрева и охлаждения и периодической заменой воды можно добиться практически полностью растворимых хлористых соединений.
5.5.5.3 Метод, при котором осуществляется длительное кипячение в дистиллированной воде, менее результативен, чем метод интенсивной промывки. Наличие хлора в промывочной воде определяют при помощи раствора азотнокислого серебра и азотной кислоты. При этом промывку продолжают до полного исчезновения помутнения при контроле пробы.
5.5.5.4 Если последним процессом была очистка изделия посредством кислоты, необходимо обеспечить ее нейтрализацию щелочью (с помощью кипячения в содовой или натриевой ванне).
5.5.5.5 После промывки изделие высушивают и выдерживают в сушильном шкафу.
5.5.6 Огневые работы при реставрации скобяных изделий
5.5.6.1 При реставрации исторических изделий из цветных металлов не допускается применять инородные материалы - железо, свинец, цинк, олово и различные замазки и шпаклевки. При проведении работ (вставка заплат, заделка раковин, трещин, швов и т.п.) следует использовать металл соответствующего состава, а соединение выполнять посредством сварки или зачеканки при условии максимального выравнивания качества поверхности изделия.
5.5.6.2 Железные элементы изделий и крепления необходимо тщательно изолировать в местах контакта с медью или бронзой, а также от окружающей среды.
5.5.6.3 При проведении работ по реставрации следует учитывать, что хорошая обработка поверхности (заварка раковин и трещин, зачеканка пор, шлифование и полирование) намного увеличивают коррозионную стойкость металла.
5.5.6.4 Наиболее распространенным видом реставрационных работ в части изделий из черных металлов (чугуна) является заварка трещин и раковин.
5.5.6.5 Восполнение утрат элементов изделий из металлов осуществляется путем снятия слепка с сохранившихся аналогичных фрагментов и дальнейшей отливки элемента изделия.
5.5.6.6 Крепление отлитого элемента может осуществляться следующими способами: склеиванием, пайкой и сваркой.
5.5.6.7 При склеивании меди и медных сплавов применяют клеи на основе термореактивных олигомеров - фенолоформальдегидных, полиуретановых, эпоксидных, кремнийорганических и цианакрилатных. Эпоксидные клеи для улучшения пластичности и долговечности модифицируют кремнийорганическими соединениями. Возможно применение клеев как холодного, так и горячего отверждения.
5.5.6.8 При пайке изделий из цветных металлов применяются припои, имеющие более низкую температуру плавления, чем металл соединяемых фрагментов изделия. В зависимости от состояния реставрируемого объекта применяют легкоплавкие или тугоплавкие припои.
5.5.6.9 К легкоплавким относятся припои, температура плавления которых не превышает 450°С: олово-свинцовые, свинцово-серебряные, олово-кадмиевые, олово-цинковые, висмутовые и индиевые. Олово-свинцовые припои (ПОС) наиболее широко используются в реставрационной практике. Они пластичны, обладают хорошей смачиваемостью, коррозионной стойкостью и высокой технологичностью. Свинцово-серебряные припои имеют более высокую температуру плавления, чем припои на основе олова. Добавка к свинцу 2%-3% серебра, при снижении температуры плавления припоя, увеличивает его прочность и смачивающую способность. Олово-кадмиевые припои по сравнению с олово-свинцовыми обладают более высокой прочностью и пластичностью. Добавка кадмия к олову снижает температуру плавления припоя. Висмутовые припои имеют низкие температуры плавления, но плохо смачивают поверхность большинства металлов, хрупки и имеют низкую прочность паяных соединений. Особенностью припоев (как и сплавов) является увеличение объема при кристаллизации, что может оказаться полезным при пайке изделий из меди и бронзы сложной конфигурации. Индиевые припои наряду с низкой температурой плавления обладают хорошей смачивающей способностью по отношению к металлам. Припои на основе индия обладают высокой коррозионной стойкостью.
5.5.6.10 К тугоплавким припоям относятся сплавы на основе меди и серебра. Медно-фосфористые припои обладают хорошей смачивающей способностью, высокой текучестью, небольшой пластичностью. Благодаря присутствию фосфора они характеризуются способностью к самофлюсированию при пайке меди и некоторых ее сплавов. Серебряные припои имеют сравнительно низкие температуры плавления, хорошую текучесть и пластичность, применяются особенно в тех случаях, когда необходимо получить высокопрочное соединение фрагментов или запаять трещину. В состав серебряных припоев, кроме серебра, входят медь, цинк, кадмий, олово, фосфор, марганец, никель.
5.5.6.11 Для очистки паяемого металла от поверхностных оксидов и загрязнений, снижения поверхностного натяжения и улучшения растекания припоя применяется активное химическое вещество - флюс.
5.5.6.12 По степени эффективности флюсы подразделяют на три основные группы:
- некоррозионноактивные (защитные) флюсы. К таким флюсам относятся канифоль и ее растворы в этиловом спирте и других органических растворителях, древесные смолы (бальзамы), воск, стеарин, вазелин. Защитные флюсы этой группы пригодны при пайке только легкоплавкими припоями;
- слабокоррозионноактивные флюсы. Состоят из животных жиров, минеральных масел, органических кислот (молочной, лимонной, олеиновой, стеариновой, щавелевой и др.), их растворов в воде или низших спиртах (этиловом, изопропиловом), производных органических кислот и оснований. Применяются при пайке легкоплавкими припоями;
- коррозионноактивные флюсы: состоят из неорганических кислот, хлоридов и фторидов некоторых металлов. Большое распространение в качестве флюсов для низкотемпературной пайки металлов получили водные растворы хлорида цинка и составы на его основе. Применяются в тех случаях, когда существует возможность полностью удалить остатки флюса после пайки, так как они снижают коррозионную стойкость шва.
5.5.6.13 Для пайки тугоплавкими припоями используют флюсы, изготовленные на основе бората натрия (буры) и борной кислоты, хлоридов и фторидов. Наиболее распространены флюсы на основе буры.
5.5.6.14 Флюсы на основе фторидов позволяют удалить при пайке с поверхности металла и припоя устойчивые оксидные пленки. Эти флюсы не образуют при пайке стекловидных шлаков, их остатки удаляют горячей проточной водой или горячим 10%-ным раствором лимонной кислоты.
5.5.6.15 Флюсы на основе хлоридов состоят из смеси хлоридов и фторидов калия, натрия, лития, цинка. Имеют большую коррозионную активность, их не рекомендуется применять для изделий, находящихся на открытом воздухе.
5.5.6.16 Для пайки швов сложной конфигурации применяют паяльные пасты - консистентные составы из флюса и порошка припоя.
5.5.6.17 В состав высоковязких (пастообразных) паяльных паст могут входить эффективные очищающие средства (хлорид анилина, триэтаноламин), что улучшает качество образующегося паяного шва.
5.5.6.18 При проведении сварочных работ на изделиях из бронзы в качестве присадочного материала следует использовать сплав точно такого же состава, из меди - фосфористую медь, из латуни - латунь с присадкой кремния. При этом путем механической обработки (проковки швов, шабровки, чеканки) необходимо добиваться возможно большей однородности поверхности изделия и заделки.
5.5.6.19 Перед проведением сварочных работ на изделии из чугуна осуществляются подготовительные работы - устройство металлического короба с засыпкой его песком, подогрев стыков, запиловка фасок, сверление отверстий на концах шва. После проведения сварочного процесса поверхность околошовной зоны зачищают и полируют.
5.5.7 После завершения реставрационных работ установка изготовленных вновь или отреставрированных изделий включает в себя:
- разметку места установки;
- долбление или ремонт гнезда для врезных изделий;
- установку и крепление изделия;
- укрепление латунной облицовки;
- проверку правильности действия изделия.
5.5.8 Консервация скобяных изделий
5.5.8.1 Консервация применяется:
- после проведенных работ по реставрации и воссозданию;
- в целях уменьшения скорости коррозионного процесса или полного его подавления (с помощью ингибиторов).
5.5.8.2 При подборе ингибиторов рекомендуется учитывать, что вещества, замедляющие коррозию для одних металлов, могут оказаться стимуляторами коррозии для других.
5.5.8.3 Для защиты приборов от атмосферной коррозии используют контактные ингибиторы, которые наносят на поверхность изделия, и летучие, которые способны испаряться и самостоятельно попадать на поверхность металла. Способы применения ингибиторов для защиты изделий из металлов от атмосферной коррозии:
- нанесение ингибитора на поверхность предмета из водных растворов или органических растворителей;
- сублимация ингибиторов на поверхность изделия из воздуха, насыщенного парами ингибитора;
- нанесение на поверхность изделия полимерной пленки, содержащей ингибитор коррозии.
5.5.8.4 Металлические изделия перед нанесением ингибитора должны быть тщательно очищены от загрязнений, обезжирены и высушены.
5.5.8.5 Для скобяных изделий из черных металлов наибольшее распространение нашли водные и особенно вязкие растворы нитрита натрия. Из летучих ингибиторов, используемых для защиты изделий из черных металлов, - нитрит дициклогексиламин. Этот ингибитор, являясь одним из лучших, может стимулировать коррозию медных сплавов.
5.5.8.6 Для защиты от коррозии приборов из цветных металлов используется контактный ингибитор бензотриазол, который реагирует с солями меди и образует полимерные соединения, не растворяемые в воде и устойчивые при температуре до 200°С. Благодаря образованию новых нерастворимых соединений бензотриазол задерживает также развитие "бронзовой болезни". Обработкой бензотриазолом также может быть замедлено потемнение отполированных изделий. Приборы, на которых активный коррозионный процесс уже начался, или с которых коррозионные продукты удалены не полностью, бензотриазолом не защищаются.
5.5.8.7 Для защиты скобяных изделий от действия наружного воздуха рекомендуется покрывать их предохраняющими веществами. Длительная защита поверхности черных металлов от коррозии может быть обеспечена предохранительными смазками, составами на основе природных и синтетических восков, лаковыми покрытиями на основе натуральных и модифицированных масел и полимерными покрытиями. Также находят применение защитные смазки, основу которых составляют продукты конденсации синтетических жирных кислот, а также кремнийорганические жидкости и силиконовые каучуки. В ряде случаев в пленкообразующие и восковые составы допускается вводить летучие ингибиторы коррозии - в основном органические амины.
5.5.8.8 Одним из старейших видов защиты приборов из черных металлов от коррозии является оксидирование. Оксидные пленки представляют собой искусственно образованный слой окалины и состоят, в основном, из магнитной окиси железа. Оксидные пленки можно получать различными путями. Старейший способ оксидирования заключается в нагревании стальных и чугунных изделий на воздухе и погружении их на несколько минут в льняное масло. Обработанные маслом предметы нагревают в некоптящем пламени или в печи до обугливания нанесенного масла. Операцию повторяют несколько раз. Потемневшую поверхность протирают сукном и консервируют льняным маслом. Оксидные пленки могут быть как черного цвета, так и различных оттенков синего, фиолетового, цвета воронова крыла, вследствие чего оксидирование издавна называли воронением.
5.5.8.9 Еще одним видом защиты приборов из черных металлов от коррозии является фосфатирование. Сущность этого метода заключается в образовании на поверхности металла тонкой мелкокристаллической пленки, состоящей из нерастворимых фосфатов. Фосфатный слой, образующийся в результате химического взаимодействия с железом, обладает хорошей адгезией к металлу и хорошими изоляционными свойствами. Поэтому он является защитной пленкой, препятствующей образованию продуктов коррозии на поверхности металла. Фосфатный слой имеет хорошее сцепление с поверхностью металла, но является достаточно пористым, что позволяет наносить на него защитные лаковые, восковые или полимерные покрытия. Фосфатирование не нарушает отделку предмета - воронение, чернение, меднение при этой обработке сохраняются. Фосфатирование проводят в горячих и холодных специальных растворах. Путем фосфатирования можно проводить консервацию железных предметов со значительными слоями продуктов коррозии.
5.5.8.10 Для скобяных изделий из цветных металлов проводят искусственное патинирование - создание искусственной минеральной пленки (оксидной или оксидно-солевой) на их поверхности, которая придает поверхности металла определенную окраску и фактуру и в определенной степени изолирует металл от внешней среды, предохраняет его от коррозии. Труднее всего патинируется латунь, легче - чистая медь и сплав меди с оловом. Для патинировки крупных изделий или в том случае, если нужен более интенсивный цвет, прибегают к химическим способам. Распространенной является патинировка серной печенью (сплав поташа и серы). Также применяются электрохимические методы патинирования, которые осуществляются как в ваннах, так и с помощью обработки специальными электродами отдельных участков изделия. При проведении процедуры патинирования следует учитывать, что искусственные патины неустойчивы в атмосферных условиях, и их обычно покрывают слоем воска, лака, олифы.
6 Работы по воссозданию оконных и дверных приборов
6.1 Скобяные изделия воссоздаются, в первую очередь, по подобию таких же взятых за основу элементов, находящихся в объекте культурного наследия. Полностью утраченные элементы воссоздаются в металле близкого к оригиналу состава с сохранением исторической технологии изготовления и оригинальной фактуры [1].
6.2 В случае отсутствия указанных элементов в объеме объекта культурного наследия утраченные архитектурные элементы воссоздаются по результатам изучения однотипных элементов, расположенных в других объектах культурного наследия. При этом ответственным моментом становится определение и подбор аналогов.
6.3 Работы по воссозданию проводят для недостающих деталей, утраченных скобяных изделий и их комплектов.
6.4 К основным видам работ по воссозданию скобяных изделий относят:
- отливку по готовым моделям или существующим образцам;
- обрубку, очистку, опиловку и шабровку литых деталей;
- проработку орнамента с правкой рисунка с придачей ему резкости;
- чеканку орнамента и полировку гладких частей литых деталей;
- вырезку, вытачивание и полировку мелких деталей, винтов;
- разметку и сверление отверстий с раззенковкой и нарезкой резьбы;
- правку, рихтовку и пайку (сварка, ковка) со слесарной обработкой с пригонкой (подгонкой) для нестандартных элементов;
- предварительную сборку с проверкой работоспособности механизма;
- окончательную сборку заготовленных деталей и механизма в корпус;
- установку изготовленных вновь изделий, включая разметку места установки, долбление или ремонт гнезда для врезных изделий, установку и крепление изделия, укрепление латунной облицовки, проверку правильности действия изделия.
6.5 При воссоздании полностью утраченных изделий или их отдельных элементов применяются следующие способы литья:
- литье из латуни, чугуна и бронзы по готовым гипсовым, металлическим и деревянным моделям;
- литье из латуни и чугуна по готовым гипсовым, металлическим и деревянным моделям с формовкой кустованием;
- литье из латуни, чугуна и бронзы по готовым восковым моделям.
6.6 Основными этапами литьевого процесса по готовым моделям и моделям с формовкой кустованием являются:
- приготовление формовочной смеси;
- изготовление модели отливки;
- набивка опок формовочной смесью;
- изготовление литейных форм, устройство литников;
- плавка металла в печи, в тиглях и наливка форм;
- выколотка отливок после остывания из опок;
- обрубка литников и наплывов.
6.7 В случае, если детали имеют значительные поднутрения, литье осуществляется по готовым восковым моделям. При этом основными этапами литьевого процесса являются:
- изготовление восковой модели;
- приготовление раствора для обмазки;
- обмазка восковых моделей с обсыпкой кварцем после каждой обмазки;
- установка моделей в аммиачный шкаф;
- очистка литниковых воронок;
- закрепление керамических форм;
- вытапливание модельного состава из форм и держателей;
- промывка форм и установка их в печь для прокаливания с подключением термопара;
- периодическое включение печи для поддержания теплового режима;
- установка прокаленных форм в опоки с укреплением их в песок;
- плавка и заливка металла в формы;
- разбивка форм и выемка отливок;
- очистка литья;
- обрезка литников.
6.8 Чеканка по литью применяется на изделиях из медных сплавов для получения идеального качества рисунка на отливке, который уступает по четкости поверхности модели, по которой она была отлита. Чтобы поверхность отливки не отличалась от поверхности модели, необходимо восстановить утраченные детали. Перед проведением работ по чеканке изделие необходимо подготовить - удалить литники, облои, выпары и другие возможные приливы. Чем их меньше в литье, тем качественнее отливка. Затем литье очищают от земли стальной щеткой, протравливают, сушат и крацуют. После этого еще раз проверяют, нет ли раковин, пустот, отверстий, следов от знаков стержней. Все изъяны заделывают с помощью пробок или сварки тем же металлом, из которого произведена отливка. Для закрепления отливок при чеканке используется смола. Плоские отливки насмаливают на ящики или доски, небольшие объемные детали чеканят на котелке. Мелкие изделия закрепляют на канифоль. Крупные детали закрепляют в тисках, при этом под губки тисок подкладывают прокладки из свинца, алюминия или дерева, чтобы не повредить поверхность отливки. Зажимать литье нужно осторожно (особенно пустотелое и тонкостенное). При чеканке литья требуется меньшее количество чеканов, так как здесь чеканится только внешняя поверхность изделия. Чеканы для литья должны иметь большую твердость, шероховатую поверхность и обладать фактурой, напоминающей поверхность отливки.
6.9 После чеканки переходят к отделке поверхности изделия. Целью данной отделки является придание изделию видового восприятия и предохранение его от окисления. Для этого поверхность тщательно шлифуют и полируют. Шлифовку осуществляют мелкой шкуркой, при этом не допускаются заваливание прямых и острых выступов изображения и изменение формы поверхностей. В этих целях куски шкурки наклеивают на деревянный брусочек или пробку. Назначение материалов для шлифования зависит от размеров зерен, из которых они состоят. Чем мельче зерно, тем чище, ровнее получится обрабатываемая поверхность. Кроме шкурки можно применять различные шлифующие порошки, пемзу, крокус (окись железа), мел, известь. Полировку осуществляют специальными шлифпорошками с маслом, натирая поверхность до блеска суконным или войлочным тампоном. При обработке возможно придать металлическим поверхностям чешуйчатый вид. Для этого шкурку или тампон с порошком придавливают к поверхности большим пальцем и несколько раз поворачивают на месте.
6.10 При необходимости отшлифованная и отполированная поверхность металла покрывается стойкими химическими соединениями, образующими на металле пленки, окрашенные в различные цвета (воронение, патинирование), масляной краской (умброй жженой или хромом зеленым), чтобы металлическая пластина стала похожа на старую бронзу, а также лаком.
6.11 При воссоздании художественных изделий методом ковки необходимо определить, какая часть изделия будет коваться целиком, а какие элементы будут выполняться отдельно, а затем соединяться. Вариант сборки отражается в разработанном проектном решении. На основании проектных решений по изделию определяют массу необходимого металла для его изготовления с учетом технологического процесса.
6.12 Для соединения элементов изделия применяются следующие методы: клепка, горновая сварка и пайка латунью. В изделии, в основе которого использованы единый растительный мотив, целесообразно соединять детали сваркой или клепкой, или комбинацией обоих приемов. В этом случае соединения выполняют только функциональную роль. Места соединения в таких изделиях закрывают соседними декоративными элементами, листьями, цветами. В случаях, когда изделия собраны из повторяющихся элементов, соединением служит хомут (скоба).
7 Сопутствующие работы
7.1 Состав сопутствующих работ
7.1.1 Сопутствующие работы по реставрации и воссозданию скобяных изделий предполагают проверку комплектности, маркировку изготовленных вновь скобяных изделий, а также их упаковку и приемку в соответствии с требованиями ГОСТ 5090.
7.1.2 Проверку комплектности проводят в целях соответствия требованиям проекта реставрации и приспособления к комплекту конкретного вида изделия.
7.1.3 Маркировка представляет собой какое-либо специальное обозначение, которое наносится на каждое изделие и несет определенные сведения об изделии, на котором она обозначена.
7.1.4 Воссозданные скобяные изделия (детали изделий), не установленные на места монтажа, должны храниться и транспортироваться в упакованном виде.
7.1.5 Изготовленные скобяные изделия должны быть приняты на соответствие требованиям проекта реставрации и приспособления на конкретные виды изделий.
7.2 Проверка комплектности изделий
7.2.1 Проверку комплектности проводят сличением действительной комплектности с комплектностью, указанной в сопроводительной документации. Одновременно путем осмотра изделий проверяется отсутствие видимых повреждений.
7.2.2 Не допускается раздельная поставка деталей, узлов и комплектующих скобяных изделий.
7.2.3 В комплект поставки замков, врезных защелок с дополнительным запиранием, дверных закрывателей, фрамужных приборов, поворотных, поворотно-откидных устройств должна входить инструкция по эксплуатации и монтажу (установке). Другие изделия должны быть снабжены этикеткой.
7.3 Маркировка изготовленных вновь скобяных изделий
7.3.1 Маркировка изделий должна быть достоверной, читаемой и доступной для осмотра и идентификации.
7.3.2 На каждом изготовленном вновь скобяном изделии наносят знак организации (изготовителя), выполнившего работы по воссозданию, а также обозначение варианта исполнения (буквы "П" или "Л" для изделия правого или левого исполнения соответственно). На универсальных изделиях обозначение варианта исполнения не наносят.
7.3.3 Место нанесения маркировки указывают в рабочих чертежах. Допускается по согласованию изготовителя с заказчиком указывать маркировку на индивидуальной упаковке или этикетке.
7.3.4 На транспортной упаковке воссозданных скобяных изделий должны быть указаны:
- наименование организации (изготовителя), его адрес;
- знак организации (изготовителя);
- наименование и условное обозначение изделия;
- количество изделий (для групповой тары);
- дата упаковки (месяц, год).
По согласованию изготовителя с заказчиком допускается включать дополнительные сведения.
7.4 Упаковка скобяных изделий
7.4.1 Изделия одного вида должны быть упакованы в транспортную и индивидуальную упаковку в соответствии с требованиями проекта реставрации и приспособления на изделия конкретных видов. Допускается применение возвратной тары.
7.4.2 Способ упаковки изделий должен исключать возможность их произвольного перемещения и обеспечивать сохранность изделий вместе с их комплектующими и крепежными изделиями. Изделия правого и левого исполнения должны быть упакованы раздельно. Крепежные детали должны быть завернуты и упакованы вместе с изделиями.
7.4.3 Для транспортной упаковки могут применять дощатые ящики или коробки из гофрированного картона; индивидуальная упаковка допускается из полиэтиленовой пленки или бумаги.
7.4.4 Изготовленные вновь скобяные изделия должны иметь временную противокоррозионную защиту со сроком защиты - по согласованию с заказчиком, но не менее одного года.
7.5 Приемка скобяных изделий
7.5.1 Изделия (детали изделий) принимают с проверкой качества скобяных изделий.
7.5.2 Требования к качеству скобяных изделий, установленных в проекте реставрации и приспособления на конкретные виды изделий, подтверждают:
- входным контролем материалов и комплектующих деталей;
- операционным производственным контролем;
- визуальным приемочным контролем готовых изделий.
7.5.3 Порядок входного контроля материалов и комплектующих деталей устанавливают в документации организации (изготовителя) с учетом требований проекта реставрации и приспособления на эти материалы и комплектующие детали. Качество изготовления деталей изделий в процессе работ подтверждают проведением технологического операционного контроля на всех этапах (операциях).
7.5.4 Визуальный приемочный контроль качества готовых изделий осуществляют поштучно методом сплошного контроля с дефектовкой.
7.5.5 Различают три вида дефектов скобяных изделий:
- критический, при наличии которого использование изделия по назначению практически невозможно или не допускается;
- значительный, который существенно влияет на использование по назначению и (или) на долговечность, но не является критическим;
- малозначительный, который существенно не влияет на использование по назначению и долговечность.
7.5.6 В соответствии с видами дефектов различают три вида дефектных скобяных изделий:
- изделие с дефектом 1-й степени - изделие, имеющее хотя бы один критический дефект; относят к неустранимому браку и приемке не подлежит;
- изделие с дефектом 2-й степени - изделие, имеющее один или два значительных дефекта, но не имеющее критических дефектов; относят к устранимому браку, приемке не подлежит, возвращается на производство для устранения дефектов;
- изделие с дефектом 3-й степени - изделие, имеющее один, два или три дефекта малозначительных по отдельности и в совокупности, но не имеющее значительных и критических дефектов; относят к изделию с низким качеством, подлежит приемке, если малозначительные дефекты в совокупности не влияют на комплексный показатель качества изделия.
7.5.7 Приемка скобяных изделий не освобождает организацию (изготовителя) от ответственности при обнаружении скрытых дефектов, приведших к нарушению эксплуатационных характеристик скобяных изделий в течение гарантийного срока. Гарантийный срок составляет не менее 24 мес со дня ввода в эксплуатацию (поставки).
Приложение А
(справочное)
Внешний вид основных скобяных изделий
 |
Рисунок 1 - Шарнирные петли: а) накладная шарнирная петля; б) врезная шарнирная петля; в) вколотная шарнирная петля; г) однокартная навесная петля, жиковина на подставе, подпятнике, скобе
 |
Рисунок 2 - Шпингалеты: а) шпингалет автономный, продольная задвижка; б) шпингалет, раздвижной шпингалет; в) шпингалетная коробка, коробка раздвижного шпингалета; г) колпачок шпингалета; д) наугольная пластина, планка, пробой; е) поперечная задвижка
 |
Рисунок 3 - Форточные завертки: а) форточная внутренняя завертка; б) форточная наружная завертка; в) оконная ручка - кольцо
 |
Рисунок 4 - Ветровые крюки: а) одинарный прямоугольный ветровой крюк; б) одинарный прямоугольный ветровой крюке развитой концевой частью; в) клиновидный одинарный ветровой крюк; г) клиновидный двойной ветровой крюк
 |
Рисунок 5 - Замки: а) висячий замок; б) накладка, пробой; в) коробка накладного, коробчатого, английского замка; г) запорная коробка накладного замка; д) замок врезной, внутренний, французский; е) ключ
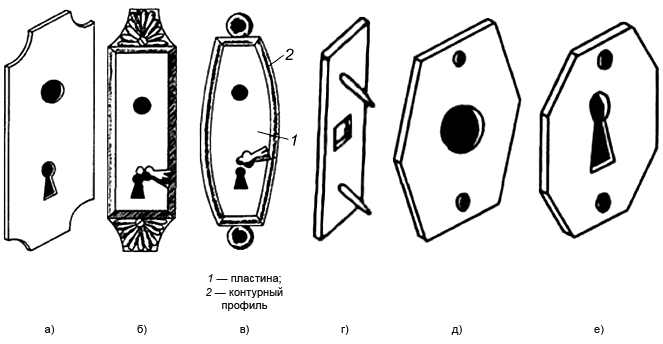 |
Рисунок 6 - Личины и ключевины: а) личина пластинчатая; б) личина галтельная; в) личина каемчатая; г) личина с шипами; д) личина для ручки; е) ключевина
 |
Рисунок 7 - Скобы: а) шарнирная скоба; б) вколотная железная скоба; в) скоба латунная полая на заостренных лапках; г) скоба на планке; д) скобы
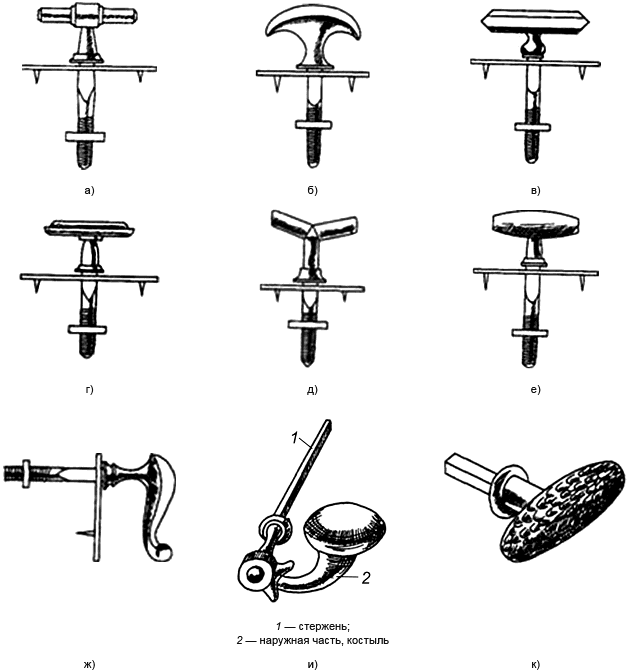 |
Рисунок 8 - Костыли: а) трубчатый цилиндрический костыль; б) крюковой, дуговой костыль; в) граненый костыль; г) лотковый костыль; д) У-образный костыль; е) валиковый костыль, колбаска; ж) Г-образный, асимметричный, односторонний костыль; и) односторонний костыль; к) двусторонний костыль шишка
Библиография
[1] | Федеральный закон от 25 июня 2002 г. N 73-ФЗ "Об объектах культурного наследия (памятниках истории и культуры) народов Российской Федерации" |
УДК 351.853:006.354 | ОКС 97.195 |
Ключевые слова: оконные и дверные приборы, скобяные изделия, объекты культурного наследия | |
